
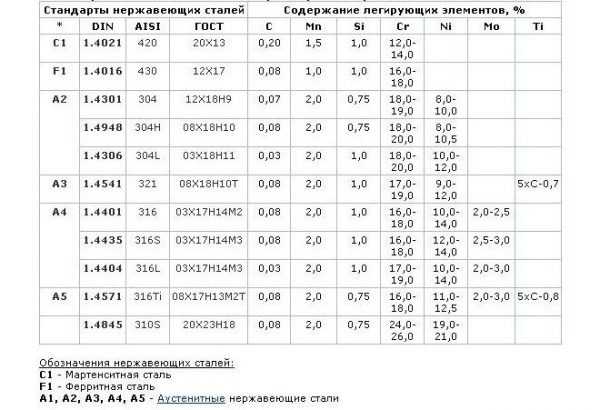
Мороз на нержавейке своими руками
Добавил пользователь Валентин П. Обновлено: 16.09.2024
Нержавейка имеет эстетичный вид. Гладкая поверхность и высокие рабочие свойства позволяют ее широко использовать. Благодаря добавлению 10% хрома в сталь получили нержавеющий металлопрокат, на поверхности которого появился слой, защищающий от коррозии. Обладает преимуществами перед другими сплавами.
Чем отличается
Лист нержавеющий благодаря своим особенностям широко используется в производстве. Способен сопротивляться коррозийным явлениям со стороны кислот. Одним из самых примечательных свойств является устойчивость к экстремальным температурам. Насчитывается около 250 видов стали. Основные свойства заключаются:
- Невосприимчивость к коррозийным процессам.
- Отсутствие деформации при экстремальных температурах.
- Высокая сопротивляемость образованию окалин.
- Способность принимать любую форму сложности.
- Эстетический вид изделия.
Параметры устойчивости к экстремальным температурам
Для определения положительных свойств нержавейки применяют два термина – жаропрочность и жаростойкость, которые отражают различные свойства материала.
Жаростойкая нержавейка способна противостоять 500 градусов Цельсия, при это не поддается коррозии, не образует окалины. Имеет высокое содержание легирующих примесей, которые связывают атомы железа и не дают им распадаться.

Жаропрочная выдерживает высокие температуры выше1000 градусов и не поддается деформации. Имеет высокое содержание хрома.
Какой вид использовать при отрицательных температурах
Что выбрать, зависит от конечного использования. В каком виде будет использована (нержавеющая полоса, проволока, полоса, труба), в каких условиях применяться. К лучшим видам можно отнести:
- Аустенитная в своем составе имеет два элемента – хром и никель (Э.И. AISI 304 и AISI 316). Этот факт дает возможность применять изделия из этой стали при очень низких температурах, близким к нулю. Свойства и характеристики металла не меняются.
- Мартенситная наиболее дешевая из всех видов. Содержит 10 – 18% stainlessness материала. Нельзя использовать при низких и высоких температурах. Теряет свои механические свойства. Чаще из нее изготавливается нержавеющая проволока для бытовых целей.
- Ферритная имеет в своем составе легирующие элементы. Не рекомендуется использовать при низких температурах. Высокая температура должна быть не выше 400 градусов.
Применение нержавеющей стали
Украинские компании предлагают большой ассортимент изделий из нержавейки. Этот сплав считается самым популярным, используется в разных отраслях производства. Из нержавейки изготавливают:
- бесшовные трубы для водопроводов;
- проволоку разной толщины;
- арматуру для бетонных блоков;
- листы разного размера.
Мороз и солнце, день чудесный… Конечно, если у вас автомобиль с дистанционным управлением центральным замком. А если по старинке, ключиком в личинку, тогда могут быть проблемы. Разумеется, лучше всего воспользоваться специальными средствами - размораживателями, которые как раз и предназначены для такой работы. Беда в том, что под рукой, как правило, ничего этого нет или оно предусмотрительно лежит в багажнике закрытого автомобиля. Не остается ничего иного, как воспользоваться дедовскими способами. Вот и проверим, насколько они эффективны и применимы на практике!

Для эксперимента берем пять автомобильных замков (личинок), любезно предоставленных компанией "Шате-М Плюс", при помощи шприца вводим внутрь каждого из них по два "кубика" воды и отправляем в морозильную камеру. Полчаса при -18°С, и они уже хорошо "прихватываются" льдом, но мы "томим" их чуть дольше, а затем попробуем заставить работать, используя различные способы и средства. А чтобы за время попытки замки не прогрелись от комнатной температуры, работаем при небольшом "минусе".
Ошпарь его!

Лить на замок кипяток из чайника? Этот варварский способ оставили на крайний случай, но до этого дело так и не дошло! Достаточно было при помощи шприца аккуратно поливать личинку просто горячей водой - и всего через 2 минуты ключ легко вошел в замок, практически сразу же его удалось повернуть. 2 минуты 7 секунд - рекорд! Правда, в это время не вошел процесс подогрева воды и поиск того же шприца…

Но вообще-то сам по себе способ размораживания при помощи горячей воды далеко не лучший. Во-первых, потому, что кипяток может оказаться бессильным против "глубокой заморозки". Под воздействием низкой температуры вода быстро остынет, а затем превратится в лед. Во-вторых, не решив толком одну проблему, можно создать другую, еще больше заморозив замок или повредив пластиковые детали, а также ЛКП кузова.
Огнем!


Ну а как насчет другого известного способа? Разогреваем зажигалкой ключ и с его помощью топим лед в сердцевине замка. Легко сказать! Главной проблемой в нашем случае оказалась примерзшая шторка: как в нее ни тыкай горячим лезвием ключа, прогреваться она не хочет! Пришлось применять открытый огонь по отношению к самому замку. Но как только удалось побороть шторку, ключ вошел внутрь как горячий нож в масло: пара секунд - и замок открыт! На все про все ушло 4 минуты 7 секунд.
Горячее дыхание

А если ни горячей воды, ни огня нет? Если помощи ждать неоткуда, не остается ничего другого, как попытаться разогреть замок своим дыханием. Эффективность этого способа, прямо скажем, невысока, тем более что с теплым воздухом в замок снова будет попадать влага, которая очень быстро превратится в пресловутый лед. Но попытка не пытка.

Где-то через полминуты шторка открылась, но лезвие ключа вошло в личинку буквально на пару миллиметров. Еще несколько минут "горячего дыхания" ушло на то, чтобы ключ продвинулся примерно наполовину - и в таком положении замер. Но, по крайней мере, горячий воздух проходил в открытую личинку! На то, чтобы ключ дошел до конца, потребовалось 5 минут 35 секунд, а еще через минуту его удалось наконец-то повернуть!

Но посмотрите, сколько влаги мы надышали, и это только то, что видно снаружи! Неудивительно, что уже через полчаса замок снова "прихватило": шторка открылась, но полностью вставить ключ не удалось. Дышать снова?
Шланг с мотором

А ведь можно греть замок выхлопными газами! Правда, для этого нужен автомобиль с работающим двигателем и подходящих размеров шланг, один конец которого надо надеть на выхлопную трубу, а другой подвести поближе к двери. И если машину найти относительно легко (всегда можно соседа во дворе попросить или "словить" случайного водителя), то со шлангом гораздо сложнее. Но прочь скепсис: нам интересно, насколько вообще технически возможен такой вариант.

Это работает! Правда, надо, чтобы шланг плотно налезал на выхлопную трубу, а двигатель работал на повышенных оборотах. Без учета подготовительных работ (главным образом по поиску и монтажу шланга) на прогрев замка ушло 5 минут 12 секунд - быстрее, чем дыханием, но все равно немало! Ну и конденсат на замке и наверняка в нем тоже остался.
Водка против боярышника

Один из популярных народных способов - впрыснуть в личинку пару кубиков чистого спирта. Это действительно эффективное средство, вот только где его достать, да еще в сжатые сроки? Поэтому попробуем что-то спиртосодержащее и легкодоступное.

И давайте начнем с водки! Как-никак 40 градусов в ней есть, что позволяет использовать ее в качестве альтернативы "незамерзайке", но будет ли этого достаточно, чтобы растопить лед?

Нет! Похоже даже, что наоборот - замок еще больше сковало льдом. Пролет.

В настойке боярышника не менее 65% этанола, и это может сработать!

Опять же при помощи шприца вводим несколько "кубиков"… Поначалу кажется, что и эта идея обречена на провал. Но спустя 3 минуты 20 секунд ключ полностью входит в личинку, а через 6 минут 15 секунд его удается повернуть!
Не только тормозит

И напоследок еще одно народное средство - тормозная жидкость. Мягко говоря, изначально она не предназначена для размораживания замков, но, говорят, работает. Проверим?

Через 2 минуты 9 секунд ключ вставляется, а на 4:57 уже поворачивается - отличный результат! Кстати, в отличие от любого другого средства достать тормозную жидкость несложно: достаточно откачать "кубик"-другой прямо из бачка - там все равно с запасом. Но вот использовать ее в качестве профилактического средства для обработки замков не стоит: она гигроскопична и быстро накапливает влагу, что нам не подходит.
Химические опыты

В качестве бонуса пробуем, на что способны специальные средства. Вместе с замками от "Шате-М Плюс" мы получили два флакона размораживателей - Grass и 3ton. Компактные размеры удобны: можно всегда держать тюбик под рукой (например, в кармане куртки), а тонкий "носик" позволяет впрыскивать средство внутрь личинки, не придерживая шторку лезвием ключа.

Но по скорости работы это далеко не лидеры в нашем эксперименте: 3ton справился за 5 минут 10 секунд, Grass - за 7 минут 15 секунд.

С другой стороны, универсальное средство WD40, которое к размораживателям вообще не относится, но тоже может быть рекомендовано, особенно когда ничего другого под рукой нет, сработало лишь через 15 минут 35 секунд - и то пришлось хорошенько поработать ключом!

Справедливости ради отметим, что к тому моменту мы уже повторно использовали замки, открытые народными методами, - вполне возможно, что их повторная заморозка оказалась более "крепкой".
Что дальше?

Говоря про те или иные способы разморозки, неплохо бы представлять, что будет с замком после того, как его удастся открыть, но ничем больше не обрабатывать. А для этого, добившись срабатывания, мы вновь отправляли замки в морозильник - и смотрели, что будет через 30 и 60 минут.

Вполне предсказуемо, что открытые народными способами замки уже через полчаса "прихватывало" так, что они запросто годились для следующей попытки. Особенно досталось экземплярам, которые поливали горячей водой и водкой.
Единственная неожиданность - замок, открытый при помощи настойки боярышника: даже после часа в морозильной камере он работал как ни в чем не бывало! Это же относится и к экземпляру с тормозной жидкостью, но это уже было предсказуемо. Но оба варианта к "долгоиграющим" не отнесешь: все-таки для профилактики замки нужно обрабатывать маслом или специальной смазкой.

Любопытно, что в обработанном WD40 замке уже через полчаса заморозки ключ не поворачивался, а в экземпляре, открытом при помощи размораживателя 3ton, это получилось с трудом. Замок с Grass через полчаса в морозильнике еще держался молодцом, но через час и его начало "прихватывать". Повторимся: замки с "химией" проходили проверку по второму кругу, им досталось больше, чем остальным. Но все равно показательно, что и "химия" не гарантирует длительной защиты от заморозки, - тщательная продувка и смазка настоятельно рекомендуются.
| Способ размораживания | Затраченное время | Через 30 минут | Через 60 минут |
| Дыхание | 6 минут 37 секунд | ключ не вставляется | |
| Выхлопные газы | 5 минут 12 секунд | ключ не вставляется | |
| Горячий ключ | 4 минуты 7 секунд | ключ не поворачивается | |
| Горячая вода | 2 минуты 7 секунд | ключ не поворачивается | |
| Водка | ключ не вставляется | ||
| Настойка боярышника | 6 минут 15 секунд | все отлично | |
| Тормозная жидкость | 4 минуты 57 секунд | все отлично | |
| Размораживатель 3ton | 5 минут 10 секунд | с трудом | |
| Размораживатель Grass | 7 минут 15 секунд | все хорошо | с трудом |
| WD40 | 15 минут 35 секунд | с трудом | ключ не поворачивается |
Наш вердикт
Приходится признать: водка была лишней, зато остальные способы разморозки замков работают. Правда, эффективность у всех разная, а большинство приемов требует наличия специальных средств или предметов. Если машина стоит во дворе или в центре города, это не критично. А вот в чистом поле, пожалуй, не остается ничего иного, как согревать замок своим дыханием. Но и это может сработать - проверено!
Нержавеющая сталь – высококачественный металл, прошедший легирование с добавлением ряда химических веществ, придающих антикоррозионные свойства. За счет легирования сталь становится невосприимчивой к действию влаги, воздуха, многих агрессивных сред. Но порой даже этот материал начинает портиться, на нем появляются некрасивые пятна ржавчины. Почему ржавеет нержавейка? Причин может быть несколько, и основная из них – неправильная эксплуатация.
Может ли нержавейка ржаветь?
Существует три группы нержавеющих сталей, каждая из которых имеет свои особенности и специфику применения:
- Коррозионностойкая сталь. Имеет высокую стойкость к коррозии в неосложненных условиях – в быту, на производстве.
- Жаростойкая сталь. Обладает термостойкостью, не ржавеет при повышенных температурах, может применяться на химических заводах.
- Жаропрочная сталь. Остается механически прочной при высоких температурах.

Таким образом, не все виды нержавейки предназначены для эксплуатации в той или иной агрессивной среде. К примеру, использование обычной нержавеющей стали на пищевом производстве, частое мытье с хлорсодержащими средствами вызовет быструю порчу материала. Аналогично применение металла в морской воде приведет к повышению скорости коррозии в разы.
Также ржавчина часто появляется на нержавейке после сварки (термической обработки), которая была произведена без соблюдения определенных правил. После механического повреждения металла последствия будут аналогичными: в месте дефекта возникнет точечная коррозия. Гладкий, полированный материал обычно ржавеет менее интенсивно, чем шероховатый: на последнем элементы коррозии могут появиться гораздо быстрее.
Защита от ржавчины нарушается там, куда попала раскаленная окалина, поскольку от сильного повышения температуры в нежаростойкой стали происходит выгорание легирующих веществ (в основном хрома). После прогорания дыр их края и прилегающие зоны становятся подверженными коррозии, хотя более глубокие слои металла чаще всего остаются неповрежденными. Спасти нержавейку поможет обработка травильными пастами, специальными эмульсиями.
Прочие причины коррозии нержавеющей стали:
- контакт материала с обычной углеродистой сталью (в том числе посредством инструментов, которыми раньше резали простую сталь),
- регулярная чистка металлическими щетками,
- игнорирование механической или химической обработки сварного шва.

Причиной коррозии металла может стать и его изначально низкое качество. Стойкость стали к ржавлению обусловлена присутствием хрома в достаточном количестве. Этот элемент после воздействия воды, воздуха, кислот и щелочей формирует тончайший непроницаемый слой, который не дает материалу ржаветь. Если хрома в составе мало либо он распределен неравномерно, создание и поддержание оксидного слоя становится невозможным.
Факторы, определяющие стойкость металла к коррозии
Чтобы металл не был подвержен коррозии, он должен пройти пассивацию – переход поверхности в неактивное (пассивное) состояние, при котором на ней формируется тонкий защитный слой. Хорошая нержавейка быстро и легко пассивируется при обычных атмосферных условиях – контакте с кислородом из воздуха. Чем больше хрома в составе стали, тем выше ее пассивационная способность и антикоррозионные свойства.
Кроме хрома, легирование стали производят с помощью никеля. Он тоже способствует пассивации, но в чуть меньшей степени. Оба металла придают наивысшую антикоррозионную стойкость, хотя в состав стали могут вводиться и иные элементы: медь, ниобий, молибден. Для усиления защитных свойств любые добавки должны находиться в стандартном состоянии, а при изменении их структуры стойкость к коррозии падает (например, при переходе хрома в форму нитрида, карбида). Это может произойти во время контакта с сильными кислотами: серной, соляной, плавиковой.
Пассивный слой
Под пассивным слоем понимают тонкую оксидную пленку, которая формируется на стали после реакции хрома с кислородом. Она благоприятно воздействует лишь на свойства нержавейки: на обычной стали кислород при взаимодействии с атомами железа провоцирует формирование мелких пор и появление ржавчины. Слой коррозии тоже будет называться пассивным, ведь он реакционно инертен по отношению к окружающей среде.
Виды коррозии нержавеющей стали
По типу развития, причине появления и признакам выделяют несколько видов коррозии нержавейки.
Щелевая коррозия нержавеющих сталей
Щелевая коррозия – широко распространенный вид ржавления нержавейки. Она развивается там, где есть небольшой зазор в конструкции, например, когда вода проникает под крепежные элементы внутрь изделия. Второй поверхностью при этом обычно выступает резиновый уплотнитель, прокладка, а порой и металлический элемент.
Механизм формирования щелевой коррозии таков:
- Скопление агрессивных ионов в зазоре, вытеснение кислорода.
- Появление анода в зазоре (материал вне зазора при этом играет роль катода).
- Образование коррозии из-за изменения кислотности среды и электрохимических реакций.

Чтобы предотвратить щелевую коррозию, нужно правильно проектировать конструкции. Важно обеспечивать катодную защиту, которая снизит кислотность, а также улучшать текучесть среды.
Общая поверхностная коррозия
Точечная коррозия (питтинг)
Больше всего питтинговой коррозии подвержены именно нержавеющие стали, а также сплавы на основе алюминия, никеля. В отличие от обычной стали, которая чаще страдает от общей поверхностной коррозии, такие материалы в большинстве случаев покрываются именно питтингами – мелкими дефектами. Локальное разрушение пассивного слоя происходит в таких ситуациях:
- царапание, механическое повреждение,
- местное изменение состава стали,
- точечное воздействие ионов хлора, серы, галогенидов,
- повышение температуры.

Точечное ржавление считается самым распространенным среди разных видов нержавейки. Из-за него в баках появляются дырки, в трубах, резервуарах – мелкие трещинки. Обычно их диаметр составляет не более 1 мм, при этом глубина может быть значительной – в этом состоит коварство данного явления. Как и в случае со щелевой коррозией, в роли анода будет выступать конкретный питтинг, а катодом станет остальная (неповрежденная) поверхность. Добавление молибдена к нержавеющей стали при ее производстве увеличивает стойкость изделий к точечной коррозии.
Интеркристаллическая коррозия
У такого процесса есть еще одно название – межкристаллитная коррозия нержавеющих сталей (МКК). Она возникает при резком повышении температуры, что случается, например, при сварке. Ржавление начинается, если при участии нагрева вдоль границ зерен проступает карбамид хрома, то есть структура этой легирующей добавки кардинально меняется. Для ферритной стали достаточная температура для формирования очагов коррозии равна +900 градусам, для аустенитной стали – +450 градусам.

Контактная коррозия
Данный вид коррозии развивается при прямом контакте разнородных металлов друг с другом под действием электролитов. К примеру, такое случается при состыковании разных металлических изделий в агрессивной токопроводящей среде – морской воде. В результате сталь локально портится, а менее благородные металлы могут и вовсе раствориться.
Числовой эквивалент стойкости к точечной коррозии (PREN)
Показатель RREN относится к справочным, он показывает склонность разных видов и марок нержавейки к появлению питтингов. Числовой эквивалент стойкости к точечной коррозии применяют как ориентир, но не как абсолютное руководство для предопределения коррозионной стойкости.
Обычно наиболее устойчивыми к точечному ржавлению оказываются молибден, хром и азот в качестве добавок при легировании. Чем выше цифра RREN, тем более стойкой будет сталь к появлению питтингов. Вот справочная информация по RREN:
| Марка стали | RREN |
|---|---|
| 444 | 25 |
| 430 | 16 |
| 304 | 19 |
| 316 | 26 |
| 304LN | 21 |
| 904L | 36 |
| 316LN | 27,5 |
| SAF 2507 | 42 |
| Zeron 100 | 41 |
Способы предохранения нержавейки от МКК
Очистить от ржавчины поверхность порой бывает сложно, особенно при глубоком проникновении дефекта. Разработан ряд методов против межкристаллитной коррозии, вот основные из них:
Чтобы убрать у нержавейки склонность к МКК, в нее вводят и новые добавки: титан, тантал, ниобий, но это приводит к серьезному удорожанию материала. Их количество должно быть в 5-10 раз больше, чем норма углерода, и тогда металл будет не подверженным ржавлению.
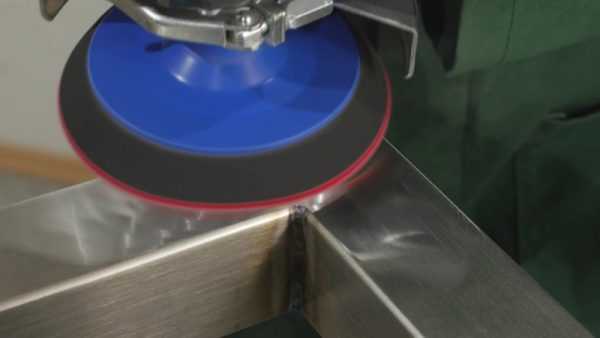
Коррозия и поверхностная обработка нержавеющей стали
Удаление коррозии можно произвести химическим способом – использовать специальные преобразователи ржавчины. Также поверхность изделий из нержавейки разрешается обрабатывать путем фрезерования, зачистки, шлифовки, полировки. Выбор конкретной методики зависит от предпочтений специалиста и ряда иных условий.
Подбор способа профилактической обработки металла будет обусловлен начальной коррозионной стойкостью конкретной марки стали. На шероховатых поверхностях чаще формируются элементы точечной коррозии, а на гладких пятна ржавчины появляются редко. Марки 304, 316 при использовании в условиях морской воды быстро ржавеют, их нужно защищать более тщательно.
Уход за нержавеющей сталью
Чтобы предметы из нержавейки длительно сохраняли привлекательность и функциональность, за ними нужно хорошо ухаживать. В обычных условиях изделия регулярно, не реже раза в 6 месяцев, моют с мягкими ПАВ без хлора и аммиака. В суровом климате мытье должно быть более частым. При выявлении пятен их сразу тщательно оттирают, ямки заделывают специальными средствами. Уход поможет продлить срок эксплуатации изделий из нержавейки и снизить риск появления коррозии.

Как сварить нержавейку инвертором начинающему
Сваривание нержавейки — самая трудная задача, поскольку ванна сильно текучая, что заметно усложняет формирование сварных швов. Нержавеющая сталь при нагревании быстро растекается, что вызывает определённые сложности даже со сваркой горизонтальных участков.
По этим причинам для сварки нержавейки требуется опыт, аккуратность и внимательность. Чтобы получить красивый сварной шов, нужно беспрекословно придерживаться данных правил, особенно начинающим сварщикам.
Способы сварки нержавеющей стали
- Сварка электродами — в основном применяется в том случае, когда нужно варить нержавеющую сталь в домашних условиях. Сварка осуществляется посредством инвертора, который помогает получить качественный и надежный сварной шов.
- Сварка аргоном и вольфрамовыми электродами.
- Полуавтоматическая сварка в газовой среде.

В домашних условиях, как было сказано выше, в основном при сварке нержавейки применяется первый способ. Инверторы есть у многих, а приобрести электроды для сваривания нержавеющей стали не представляет особого труда.
Какими электродами варить нержавейку
Для сварки нержавеющей стали применяются особые электроды, которые отличаются малыми показателями температурных расширений и высоким коэффициентом упругости. Также электроды по нержавейке должны иметь высокую теплопроводность и износоустойчивость, обладать повышенным сопротивлением касательно термической ползучести.
Для сварки нержавейки хорошо зарекомендовали себя электроды ОК 67.60 от всем известной фирмы ESAB. Также для сварки можно использовать ESAB ОК67.60 с рутило-кислым покрытием, которые отличаются легким поджогом и уверенно держат сварочную дугу.

Из отечественных марок электродов по нержавейке, лучше всего использовать электроды ЦЛ-11, либо ОЗЛ-8. Они не такие дорогие по цене, однако, требуют определённой сноровки от сварщика. Часто эти электроды прилипают к металлу и гаснут в процессе сваривания нержавеющей стали.
Как варить нержавейку в домашних условиях
Подготовка поверхностей перед свариванием является главным залогом успеха. Лучше всего заранее удалить с поверхности заготовок любые загрязнения и налёт. После этого их следует протереть растворителем, чтобы избавиться также и от следов жира.

Затем необходимо защитить поверхность нержавейки от налипания сварочных брызг. Для этих целей их следует обработать специальным спреем. Для качественной сварки нержавейки следует запомнить два правила: нельзя перегревать свариваемый металл, и нужно очень требовательно относиться к выбору электродов.
Нюансы сваривания нержавеющей стали:
- Варить нержавейку лучше всего на обратной полярности, когда к электроду подведён плюс от инвертора, а на металл идёт минус.
- Зазор между свариваемыми заготовками должен быть минимальным.
- Нельзя быстро охлаждать сварной шов.
- Для охлаждения шва следует использовать медные подкладки. Аустенитную сталь допускается охлаждать водой.

Сварка нержавейки имеет свои особенности, которых лучше придерживаться, чтобы добиться получения качественного сварного соединения.
Читайте также: