
Многопил своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
Приветствую Вас на канале в данном видео я покажу вал для многопильного станка Увеличиваем производительность .
Здравствуйте друзья. Это просто праздник какой-то! Теперь изготовление рамок, реек и прочих численных заготовок не .
Многопильный станок дисковый второго ряда для распиловки лафета на брус и обрезную доску. Высокая скорость пиления .
Размеры самодельного дискового окучника для мотоблока. Чертеж переделки навеса: yadi.sk/d/fEOVQJKvxwo3H .
Обычная сельская жизнь Распиловка древесины Оказываем услуги по качественной (высокий выход, отсутствие волны, .
Купить китайский бревнопильный дисковый двухвальный многопильный станок MJ Y7 450 XB Многопильный брусующий .
В этом видео покажу как сделать дисковые окучники своими руками без токарных работ. ✓ Простая картофелесажалка для .
В основе производства пиломатериалов находится технологический процесс, позволяющий получить из ствола дерева определенное количество досок или бруса. Многопильный станок удобен тем, что он производит из лафета сразу несколько заготовок или готового материала. Таким образом, пилорамой из бревна получают двух- или трехкантовый лафет, и после этого сразу можно распустить сырье на доску.
Отличие многопильного станка от пилорамы в том, что он является более точным. В нем используются ленточные или дисковые пилы. Станок рамного типа с ленточными пилами более дорогой, станок с дисковыми пилами дешевле, но заточка дисков дороже.
Как выбрать станок в соответствии с запросами
Если вы занимаетесь бизнесом в сфере лесопереработки, несомненно, прекрасно знаете, как важно иметь качественное оборудование, подходящее по всем параметрам. Необходимо заранее прикинуть, сколько леса за смену требуется перерабатывать. Станок должен соответствовать по мощности этим требованиям с запасом.

Также учитывается, какие породы дерева будут обрабатываться. Сосна довольна мягкая, а дуб и лиственница более твердые. Соответственно, при постоянной работе с твердыми породами дерева нужно предусмотреть, какими дисками будет комплектоваться аппарат. Его можно уже при приобретении дополнить импортными или отечественными расходными материалами.
При изготовлении небольших деталей можно после раскроя материала использовать станки торцовочные по дереву для срезания угловых частей. И уже после этого вытачивать детали, имеющие округлую или цилиндрическую форму.
Необходимо предусмотреть, как будут затачиваться пильные диски. Фирмы, поставляющие станки, обычно предлагают и инструмент для заточки дисковых или прямых пил. Инструменты эти стоят определенную сумму, но если точить расходные материалы в сервис-центре или покупать новые, это не будет выгоднее.
Модели этого оборудования на рынке есть и отечественного, и зарубежного производства. Основные страны-изготовители:
- Германия
- Италия
- Турция
- Тайвань
- Словения
- Турция
- Россия
Предназначение многопильных станков
Функции у станков самые разные. Они могут из двух и трехкантного лафета производить доски, нарезать брус на более мелкую доску, из горбыля производить доску, тогда пилы в станке не только продольные, но и поперечные.
Большинство использует многопил после срезания ленточной пилорамой бревна до двухкантового бруса. Модели отличаются по количеству пил, ленточных или дисковых. Максимальное количество устанавливаемых дисков — 24 штуки.
При выборе учитывают мощность и вес агрегата. Большие производительные станки весить могут не одну тонну, и понадобится бетонный фундамент, чтобы инструмент стоял ровно и не вибрировал при эксплуатации.
Традиционно распиловочные станки по дереву имеют один пильный диск. Если же много раз за день выполняется операция по нарезке материала на одинаковые по ширине части, стоит задуматься о покупке многопила. Он обладает большей производительностью.
Конструкция станка
Все эти устройства имеют определенные базовые детали:
- Станина — включает в себя все компоненты устройства, может включать и линию подачи пиломатериала.
- Силовой агрегат – создает вращательное или возвратно-поступательное движение пил, обрабатывающих материал. Также приводит в движение блок подачи заготовки.
- Механизм распиловки — состоит из одного или нескольких валов, на которые устанавливают пильные диски. Валы могут быть в горизонтальной или вертикальной плоскости.
- Механизм, отвечающий за подачу заготовки. Чем крупнее исходное сырье, тем мощнее должен быть этот узел. Он отвечает за равномерное транспортирование лафета или бруса. От этого элемента зависит точность и ровность пила.
Различия между станками
По количеству валов. Чаще всего их два – один сверху, другой – снизу. Но есть модели и с одним валом, и с тремя- четырьмя – как продольной, так и поперечной распиловки.
По типу подачи заготовок — гусеничная, вальцовая. Гусеничная подача более плавная.
Высота раскроя — если станок двухвальцевый, исходный материал может быть максимальной высоты. Количество пил на каждой оси может достигать двенадцати. Таким образом, бревно пилится одновременно сверху и снизу разными дисками, и увеличивается глубина пропила.
Ширина заготовки – при покупке необходимо учесть, какой ширины исходный материал будет использоваться. Если это вековые сосны и лиственницы, нужен станок с максимальной шириной. Когда используется уже обработанный брус, который надо пустить на небольшие дощечки, хватит и меньшего размера. Разница между такими моделями станка в цене составит от ста до нескольких десятков тысяч рублей.
Какой станок лучше – одно-вальный или двух-вальный
При использовании одно-вального прибора не образуется так называемая ступень. Отпадает необходимость в сложной регулировке и отладке. Экономятся средства на закупке дополнительного комплекта пил. Такой механизм более надежный, реже выходит из строя. Он подойдет для небольшой компании, заготавливающей доску или брус ограниченными партиями.
Для двух-вальных станков предназначаются пильные диски меньшего диаметра. Если настройки выставлены грамотно, качество среза выше, чем у одно-вального. В процессе эксплуатации образуется меньше отходов, что позволяет экономить на закупке материала и утилизации. Стоимость такого агрегата выше, и приобретают его для переработки больших партий древесины на крупных предприятиях.
Комплектация
Станки этого типа могут быть предназначены не только для выработки досок из массивных заготовок, но и для нарезки шпона, ламината, раскроя обрезков вагонки для получения штапика.
В отдельных моделях регулируется ширина постава, то есть расстояния между пилами. Это нужно, если работа будет вестись с материалом различных габаритов. Станок также может комплектоваться модулем с ЧПУ.
Станок может комплектоваться подающим столом с центрователем. Незаменимое приспособление – лазерные указатели. Они призваны выравнивать заготовку перед подачей в станок.
Применение в быту
Многие мастера увлекаются изготовлением поделок на токарном станке по дереву. В этом случае многопильный станок может оказать неоценимую услугу. Он раскроит нужные материалы, будь то шпон, фанера или брусок, на небольшие заготовки.
На мебельном предприятии многопил пригодится для раскроя массива дерева, ламината, фанеры для получения большого количества однотипных деталей. Компактный многопильный станок, предназначенный для работы с небольшими деталями, обойдется в сто-двести тысяч рублей.
Особенности эксплуатации многопила
Для того, чтобы избежать дефектов распиловки, нужно правильно соблюдать условия эксплуатации. При опасности перегрузок – снизить скорость подачи материала. Если появились дефекты, надо остановить станок, отрегулировать его. Каждому материалу соответствуют свои условия обработки. Более твердую и сырую древесину обрабатывают на меньшей скорости.
Внимание покупателей подшипников



Вашему вниманию хочу предложить обзор наиболее популярного в сфере деревообработки оборудования – многопильных станков. Рассмотрим их характеристики, назначение, виды и основные преимущества.
Многопильный станок – удобный в использовании инструмент, применяемый для распила деревянных заготовок. Эти станки нередко можно обнаружить на лесопилках и иных промышленных производствах, к сфере деятельности которых относится обработка различной древесины. Благодаря такому оборудованию можно получать мгновенно несколько досок за один прогон заготовки через режущий инструмент.
Описание
Многопильные станки по дереву – это устройства, приспособленные для производства готового пиломатериала, то есть для получения различных полотен, а также нанесения надрезов и фрезерования. На них могут быть установлены один либо два рабочих вала, а также механизированная подача заготовок. Они обычно отличаются высокой точностью обработки.
Данное оборудование, в зависимости от разновидности и мощности, работает на различных крупных производствах и небольших мастерских.
Основное отличие таких станков от пилорам состоит в том, что пилорама не обладает такой точностью работы как многопил. В данном устройстве применяются ленточные либо дисковые пилы. Станок рамного типа с ленточными пилами дороже станка с дисковыми пилами. Но заточка его дисков обходится дороже.
Технические характеристики
Среди главных технических параметров многопилов выделяют:
- габариты заготовки;
- количество, установленных пил;
- скорость подачи;
- скорость резания заготовки;
- диаметр пил;
- наибольшее расстояние между пилами;
- мощность;
- габариты самого оборудования;
- вес.
Сейчас рассмотрим некоторые основные параметры более подробно.
Максимальные размеры материала, который может быть подвергнут обработке позволяют определить допустимые габариты заготовки.
Число пил, установленных на оборудовании, показывает максимальное число полученных досок, полотен за прогон заготовки через режущее устройство станка.
Скорость подачи и резания заготовки многопильным станком сильно влияет на производительность станка и производства в целом.
Диаметр пил определяет глубину пропила заготовки.
По расстоянию между пилами можно понять какую ширину будет иметь обработанный пиломатериал.
Советуем пристально подбирать многопильный станок, учитывая параметры, описанные выше в зависимости от необходимых объемов работ, условий эксплуатации и производственных задач.

самодельный многопил видео Видео
Виробництво многопилів та іншого деревообробного обладнання: стрічкових пилорам, заточного та розводного…
Многофункциональный станок сначала делает из бревна лафет размером от 80 до 160 мм, затем лафет перемещается…
Многопильный станок ЦМ-800 предназначен для прямолинейной, продольной распиловки необрезных досок любых…
За идею этого станка отдельное спасибо ребятам из Башкирии Юрию и Валерию Анопченко! За невысокое качество…
Многопильный станок своими руками. Многопил, 多片撕看到机器, multi blade rip saw machine, optinale Maschine, tronçonneuses.
Многопильный станок боковины рамки для улья Gang rip sidewall framework for the hive. πλαίσιο rip πλευρικό τοίχωμα για την…
Высокотехнологичная конструкция прочной стальной рамы, переплетенная снаружи и внутри каркасом , гарант…
Многопильный станок своими руками. Многопил, multi blade rip saw machine, 多片撕看到机器.
Разновидности многопильных станков
Все многопильные станки можно разделить на рамные станки, дисковые станки и брусующие станки.
Рамные многопильные станки (рамный многопил, как его называют в быту) используется при распиливании бруса на несколько досок. Суть работы такого оборудования подобен работе пилорамы: натянутые в пильной рамке режущий инструмент производит пиление поступающей заготовки. Кривошипно-шатунный механизм позволяет пильной раме совершать возвратно-поступательные движения.
Дисковые многопильные станки (дисковые многопилы) используются для качественной распиловки бруса на специальные обрезные заготовки. Данный тип станков отличается более высоким качеством и точностью получаемого в результате распила продукта, чем рамные многопилы. Ко всему прочему они более качественно, точно и гораздо легче распиливают мерзлую древесину. В связи с этим дисковые многопилы больше распространены в северных регионах и странах.
Основным режущим инструментом в данном механизме являются дисковые пилы.
Касаемо брусующих станков, подробно рассматривать здесь их не будем, так как на эту тему у нас написана отдельная подробная статья, отметим лишь, что они нужны для продольного распила крупных бревен.
самодельный многопил Лучшее видео смотреть онлайн
Виробництво многопилів та іншого деревообробного обладнання: стрічкових пилорам, заточного та розводного…
Многофункциональный станок сначала делает из бревна лафет размером от 80 до 160 мм, затем лафет перемещается…
Многопильный станок ЦМ-800 предназначен для прямолинейной, продольной распиловки необрезных досок любых…
За идею этого станка отдельное спасибо ребятам из Башкирии Юрию и Валерию Анопченко! За невысокое качество…
Многопильный станок своими руками. Многопил, 多片撕看到机器, multi blade rip saw machine, optinale Maschine, tronçonneuses.
Многопильный станок боковины рамки для улья Gang rip sidewall framework for the hive. πλαίσιο rip πλευρικό τοίχωμα για την…
Дмитрий и Евгений из Бурятии — город Улан-Удэ изготовят на заказ многопильный станок. Позволяет перерабатыв…
Многопильный станок своими руками. Многопил, multi blade rip saw machine, 多片撕看到机器.
Устройство и принцип работы многопильных станков
Рассмотрим главные рабочие механизмы данного деревообрабатывающего станка.
Станина – содержит в себе основные составляющие данного оборудования.
Силовой агрегат – производит вращательное или возвратно-поступательное движение пил, обрабатывающих материал. Помимо этого, приводит в движение блок подачи заготовки.
Режущий элемент – включает 1 или более валов, на которые устанавливают пильные диски.
Механизм, осуществляющий подачу заготовки. Чем больше заготовка для распила, тем соответственно мощнее должен быть этот узел.
Также это оборудование обычно оснащено 6-ю валами: четыре подающих и два принимающих вала. На отверстие, через которое подается заготовка, установлена когтевая защита (она необходима для исключения возможности нанесения вреда здоровью оператора и вылета обрабатываемого изделия из станка), а на выходе – специальная защитная штора. Дисковый вал для обеспечения безопасности покрывается площадкой с прорезями для режущего инструмента. Устройство оборудования подобным образом препятствует проникновению различных крупных отходов пиления в контейнер для опилок. Кроме того, существует возможность подключения стружкоотсосов, если это необходимо.

Многопильный станок СДМ-160
Суть работы многопильных станков заключается в горизонтальной подаче заготовок. Они жестко зажимаются вальцами для фиксации их в верхней и нижней частях. Распил производится путем вращения пильной части станка, где находится режущий инструмент. Скорость подачи заготовки составляет около 30-70 м/мин.
Также возможно сделать такое оборудование и своими руками, если чувствуете уверенность в себе и своих способностях. Многопил, изготовленный самостоятельно, может быть использован для обработки различных кромок, продольного пиления дерева и многих других операций.
самодельный многопил Видео
Виробництво многопилів та іншого деревообробного обладнання: стрічкових пилорам, заточного та розводного…
Многофункциональный станок сначала делает из бревна лафет размером от 80 до 160 мм, затем лафет перемещается…
Многопильный станок ЦМ-800 предназначен для прямолинейной, продольной распиловки необрезных досок любых…
За идею этого станка отдельное спасибо ребятам из Башкирии Юрию и Валерию Анопченко! За невысокое качество…
Многопильный станок своими руками. Многопил, 多片撕看到机器, multi blade rip saw machine, optinale Maschine, tronçonneuses.
Многопильный станок боковины рамки для улья Gang rip sidewall framework for the hive. πλαίσιο rip πλευρικό τοίχωμα για την…
Высокотехнологичная конструкция прочной стальной рамы, переплетенная снаружи и внутри каркасом , гарант…
Многопильный станок своими руками. Многопил, multi blade rip saw machine, 多片撕看到机器.
Основные преимущества многопилов
К преимуществам можно отнести:
- высокая производительность;
- точность обработки;
- надежность в работе;
- удобство использования;
- простота монтажа;
- нет необходимости в усиленном фундаменте.
В последнее время именно дисковые многопилы становятся более популярными, поскольку обладают достаточно высокой производительностью, в то же время гарантируют отменное качество обработки поверхности пиломатериала, в отличие от многопилов рамного типа.

Многопильный гаттерный станок
В настоящее время продажей и послепродажным обслуживанием многопильных станков разных видов и для различных ниш занимается множество коммерческих организаций. Если решитесь на покупку этого оборудования, у вас не будет проблем с поиском станков конкретно под ваши нужды и запросы. Наиболее популярными на рынке моделями многопильных станков на сегодняшний день являются: цдк 5-3, цм 200, авангард рм 50.
Наша группа для тех, кто страстно любит работать руками, создавать неповторимые поделки, самостоятельно выполнять домашний ремонт, реставрировать автомобили, работать по дереву, изготавливать модели и украшения и заниматься на досуге другими видами творчества.
Станки по дереву для домашней мастерской: особенности и разновидности
Разнообразие станков по дереву для домашней мастерской широко. У каждого есть свое назначение и способы сборки самодельного варианта. Среди всех вариантов встречаются узконаправленные и с большим количеством функций, но со скромными размерами:

Статья по теме:
Для упрощения рабочих операций и уменьшения ошибок применяют специализированное оборудование. В этой статье рассказано о том, как правильно выбрать и приобрести многофункциональный бытовой деревообрабатывающий станок для применения в быту.
Много других вариантов деревообрабатывающих станков своими руками изготавливают по схемам. Среди популярных приспособлений, которые очень полезны в домашней мастерской, выделяют:
- токарный станок;
- циркулярную пилу;
- фрезерное оборудование;
- рейсмусовый станок;
- шлифовальный и фуговальный вариант.

Небольшое токарное оборудование
Рассмотрим, особенности каждого приспособления для столярки и варианты самостоятельной сборки такого оборудования для своей деревообрабатывающей мини-мастерской.
самодельный многопил Видео
Виробництво многопилів та іншого деревообробного обладнання: стрічкових пилорам, заточного та розводного…
Многофункциональный станок сначала делает из бревна лафет размером от 80 до 160 мм, затем лафет перемещается…
Многопильный станок ЦМ-800 предназначен для прямолинейной, продольной распиловки необрезных досок любых…
За идею этого станка отдельное спасибо ребятам из Башкирии Юрию и Валерию Анопченко! За невысокое качество…
Многопильный станок своими руками. Многопил, 多片撕看到机器, multi blade rip saw machine, optinale Maschine, tronçonneuses.
Многопильный станок боковины рамки для улья Gang rip sidewall framework for the hive. πλαίσιο rip πλευρικό τοίχωμα για την…
Дмитрий и Евгений из Бурятии — город Улан-Удэ изготовят на заказ многопильный станок. Позволяет перерабатыв…
Многопильный станок своими руками. Многопил, multi blade rip saw machine, 多片撕看到机器.
Особенности токарного станка по дереву для домашней мастерской
Токарный станок – незаменимая вещь в мастерской любителей работать с натуральной древесиной. Используя его, можно сделать поверхность рифленой или расточить отверстия, а также вырезать настоящие произведения искусства самых необычных форм.
Конструктивно станок по дереву отличается от токарного варианта для металла отсутствием системы охлаждения. При этом скорость вращения основного элемента меньше, но есть регулировка мощности. Ниже приведены несколько чертежей с размерами токарного станка по дереву своими руками:




Видео о самодельном станке по дереву своими руками поможет разобраться в последовательности сборки и подборе необходимых для работы инструментов:
Способы сборки самодельных токарных станков по дереву своими руками с фото-примерами




Задумываясь, как сделать самому токарные станки по дереву, вначале, выберите подходящий чертеж. Затем, приготовьте материалы и приспособления для создания собственного агрегата. В процессе изготовления устройства пригодятся:
- станина;
- стойки передние и задние;
- мотор электрический;
- ведущий и управляемый центры;
- крепеж для инструмента.
Чтобы собрать все элементы в одну конструкцию понадобятся дрель, напильник, небольшая угловая шлифовальная машинка и сварочный аппарат. Ниже приведена инструкция по сборке мини-токарного станка:
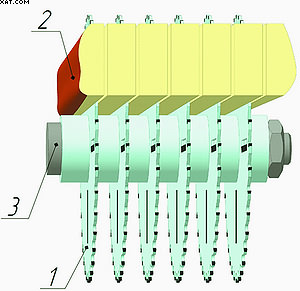
Рис. 1. Работа многопильного станка:
1 – пила;
2 – заготовка;
3 – пильный вал
В основу многопильного станка положен принцип работы нескольких круглых пил (поз. 1 рис. 1). Располагаются они на пильном валу (поз. 3 рис. 1) и осуществляют продольный распил заготовки (поз. 2 рис. 1) - бруса. Брус может быть двух-, трех- или четырехкантный, сухой или только что полученный из сырого пиловочника. Главное, чтобы станок был правильно настроен и соответствовал заготовке. Некоторые модели пропускают брус высотой до 250 мм, шириной до 700 мм и легко справляются даже с мерзлой древесиной. Цель распила - получение доски и других видов пиломатериала прямоугольного сечения.
Строго говоря, к многопильным станкам можно отнести и пилорамы, и ленточнопильные комплексы с несколькими пильными модулями, так как они также используют принцип продольного деления заготовки сразу в нескольких параллельных плоскостях. Но это тема отдельного обзора.
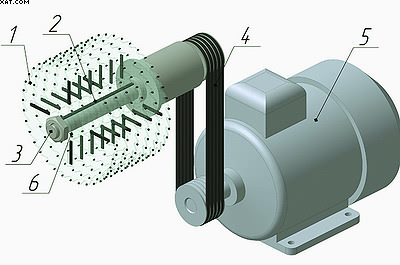
Рис. 2. Привод вращения инструмента:
1 – пила;
2 – шпонка;
3 – пильный вал с опорами и шкивом;
4 – ремень;
5 – электродвигатель со шкивом;
6 – дистанционная втулка
Крутящий момент передается от электродвигателя (поз. 5 рис. 2) к пильному валу (поз. 3 рис. 2), как правило, через ременную передачу (поз. 4 рис. 2). В экстремальной ситуации ремень выступает в роли предохранителя: он проскальзывает, исключая поломку пил или привода. За счет соотношения диаметров шкивов конструкторы задают требуемую частоту вращения пильного вала, используя при этом серийный трехфазный электродвигатель с синхронной частотой 3000 об/мин. Следует принимать во внимание, что клиноременные передачи имеют ограничения по передаваемой мощности, что может привести к ее потере. Недопустима замена клиноременных ремней, выполненных по европейскому стандарту (DIN), отечественными ремнями - из-за различия формы. Кроме того, передачи, в которых более трех ремней, могут иметь низкий коэффициент полезного действия (КПД) из-за разности их длины. Более выгодной с этой точки зрения представляется передача на базе поликлинового ремня.
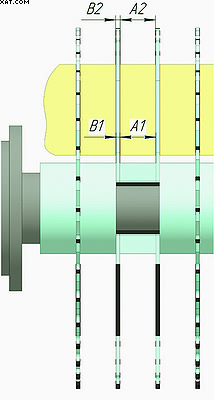
Рис. 3. Схема расчета ширины
дистанционной втулки:
А1 – ширина дистанционной втулки;
А2 – толщина пиломатериала;
B1 – толщина полотна пилы;
B2 – ширина зуба пилы
Независимо от типа передачи во время эксплуатации следует контролировать натяжение ремней. Методика натяжения предоставляется заводом - изготовителем оборудования. Ослабление ремней приводит к остановке и, как следствие, поломке инструмента, а чрезмерное натяжение - к быстрому износу либо перегреву опор пильного вала (поз. 3 рис. 2).
В некоторых моделях ременной передачи нет - крутящий момент передается от привода валу через муфту. У такой схемы КПД приближается к 100%, но она имеет ряд особенностей. Роль предохранителя и регулятора скорости в ней выполняет специальный электронный контроллер - в случае перегрузки он автоматически должен останавливать многопильный станок.
Мощность привода вращения инструмента зависит от количества пил и режимов резания. В многопильных станках промышленного класса этот показатель варьируется в пределах 60-90 кВт. На пильный вал (поз. 3 рис. 2) устанавливается набор одинаковых пил (поз. 1 рис. 2) и дистанционных втулок (поз. 2 рис. 6), который фиксируется гайкой на конце вала. Крутящий момент от пильного вала (поз. 3 рис. 2) к пилам (поз. 1 рис. 2) передается через шпонку (поз. 2 рис. 2).
Есть немногочисленный класс многопильных станков с так называемыми плавающими пилами. В них позиционирование пил осуществляется не дистанционными втулками, а специальными рычагами. Чтобы исключить трение между пилой и рычагом, в зону контакта подается смесь воздуха и жидкости для создания аэродинамической опоры в осевом направлении. Для настройки станка достаточно изменить положение рычагов.
Роль дистанционной втулки (поз. 6 рис. 2) двоякая. С одной стороны, она фиксирует пилу (поз. 1 рис. 2) так, чтобы ее полотно было строго перпендикулярно оси вала (поз. 3 рис. 2). В связи с этим торцевое биение должно быть в пределах 0,02-0,03 мм. С другой - пилы должны располагаться на определенном расстоянии. Это расстояние предопределяет толщину получаемого пиломатериала. Ширина дистанционной втулки (поз. 6 рис. 2) рассчитывается по схеме (рис 3):
А1 = А2 + В2 - В1,
где А1 - ширина дистанционной втулки; А2 - толщина пиломатериала; B1 - толщина полотна пилы; B2 - ширина зуба пилы.
Дистанционная втулка изготавливается из легкого сплава, чтобы не вносить дисбаланс в механическую систему, с допуском на размер А1 0,02-0,03 мм и нередко называется проставочной. Некоторые модели многопильных станков оснащаются специальными кассетами - длинными втулками, на которых предварительно устанавливается и фиксируется набор пил с дистанционными втулками. Во время смены инструмента на станке достаточно заменить такую кассету, что существенно сокращает период подготовки оборудования к работе. Такой прием допускается там, где максимальная высота распила не играет решающую роль - кассета уменьшает этот параметр.
Дистанционные втулки, у которых отклонение в размерах превышает допуск, могут вывести из строя инструмент. Дело в том, что торцевое биение 0,05 мм на диаметре втулки 120 мм приводит к отклонению зуба пилы диаметром 400 мм уже на 0,17 мм. При таком биении возникает неравномерный срез материала, повреждение поверхности заготовки и инструмента. Кроме того, втулка с искривленным торцом не может надежно зафиксировать пилу. Это недопустимая ситуация с точки зрения условий безопасной эксплуатации станка, которая может привести к самым непредсказуемым последствиям. По этой причине в многопильных станках практически не используются пилы диаметром свыше 500 мм.
В процессе работы на пильный вал действуют значительные нагрузки, возникающие в зоне пиления древесины. В такой ситуации неизбежна его упругая деформация - смещение, которое в конечном счете негативно сказывается на геометрии получаемого пиломатериала и сроке эксплуатации пильного узла. Есть несколько способов минимизации влияния этого фактора. Во-первых, это увеличение диаметра и, как следствие, жесткости вала. Но при этом уменьшается максимально допустимая высота заготовки, так как эти два параметра участвуют в одной размерной цепи. Такой подход реализован в так называемой консольной схеме расположения опор пильного вала (поз. 3 рис. 2). Здесь диаметр вала достигает 90 мм, что при диаметре инструмента 400 мм и с учетом размера дистанционной втулки позволяет вести раскрой бруса высотой до 100-110 мм. Длина рабочей части такого вала, как правило, не превышает 300-350 мм и позволяет установить не более 5-6 пил. Несомненным плюсом такого способа является удобство смены инструмента. Действительно, необходимо только открутить фиксирующую гайку и произвести замену инструментального набора.
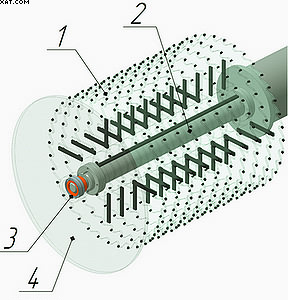
Рис. 4. Пильный блок с дополнительной опорой:
1 – пила;
2 – пильный вал;
3 – дополнительная опора;
4 – корпус опоры
Иной путь увеличения жесткости вала заключается в установке на его свободный конец дополнительной опоры (поз. 3 рис. 4), состоящей, как правило, из втулки и двух шариковых подшипников. В этом случае жесткость системы вполне достаточная при диаметре вала 70 мм. При этом его длина может достигать 650-700 мм. Количество одновременно работающих пил при такой двухопорной схеме может достигать 10 единиц! Пила диаметром 400 мм при таких условиях способна распиливать заготовку высотой до 125 мм. Возникает затруднение в процессе замены инструмента: корпус дополнительной опоры (поз. 4 рис. 4) массивный, так как имеет наружный диаметр, превышающий размер пил (поз. 1 рис. 4), и для выполнения данного действия требуется его трудоемкий демонтаж.
Многопильные станки с дополнительной опорой и удлиненным валом хорошо зарекомендовали себя на деревообрабатывающих производствах, где заготовка имеет большую ширину. Нет необходимости предварительно делить заготовку или пропускать несколько раз. Высокая производительность оправдывает издержки, связанные с трудоемкостью замены инструмента.
При переработке леса возникает необходимость распиливать лафет - двухкантный брус высотой свыше 120 мм. Для такого случая разработчики деревообрабатывающего оборудования предлагают двухвальные многопильные станки. В них два пильных блока (поз. 1 и 2 рис. 5). Они одинаковы по устройству, располагаются друг над другом с небольшим смещением так, чтобы полностью распиливать заготовку, не оставляя перемычки. Двухвальный многопильный станок с пилами 400 мм способен распилить брус высотой 240-250 мм. Это рекордный показатель для данного вида оборудования. Заготовка (поз. 3 рис. 5) по ходу подачи распиливается нижним рядом пил - они вращаются навстречу брусу, а затем верхним. Верхние пилы имеют попутное с заготовкой направление вращения. Таким образом, касательные силы резания частично компенсируются, снижая нагрузку на валы. В остальном процесс резания такой же, как и на станках с одним валом. Двухвальные многопильные станки выпускаются как с дополнительными опорами (рис. 5), так и с консольным расположением опор.
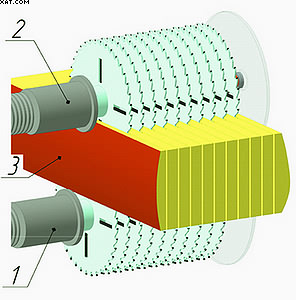
Рис. 5. Двухвальный пильный блок:
1 – нижний пильный блок;
2 – верхний пильный блок;
3 – заготовка
Два пильных вала (поз. 1 и 2 рис. 5) должны быть строго параллельны. Отклонение приводит к поломке инструмента как минимум в одном ряду и дефектам получаемого пиломатериала. Данное требование должно выполняться на стадии изготовления станка, когда формируются места размещения опор. Некоторые модели имеют систему коррекции корпусов опор пильных валов, которая позволяет изменять их положение относительно друг друга и станины в любой момент времени в двух плоскостях - вертикальной и горизонтальной.
Работа с пильными узлами требует повышенного внимания и неукоснительного соблюдения техники безопасности. Пилы имеют острые кромки! Кроме того, напольное покрытие около многопильного станка, а также на участке заточки лучше всего делать из мягкого материала, например древесины. Тогда при его возможном соприкосновении с инструментом вероятность скола зубьев значительно снижается.
Еще одним характерным отличием многопильных станков является значительный выход стружки. Например, при производстве доски толщиной 25 мм с использованием пил с шириной зуба 4 мм доля отходов превышает 16%. Это своего рода плата за высокую производительность. В абсолютном значении этот показатель исчисляется десятками кубометров стружки за одну рабочую смену. Чтобы стружка не попадала в механизмы станка, их конструктивно тщательно защищают всевозможными уплотнениями и защитными приспособлениями. Большая часть отходов удаляется из многопильного станка через его днище по специальным каналам. Наилучшие результаты имеет компоновка, где станина без дна и стружка ссыпается вниз, не встречая препятствий. В нижнем уровне цеха организуются транспортные потоки для отходов. Это может быть скребковый или ленточный транспортер.
Особая категория отходов - это обрезки обзольной части бруса крайними работающими пилами. При небольшой длине они не выходят из станка вместе с получаемым пиломатериалом, а остаются в зоне резания, в пределах станины станка. Такие обрезки могут стать препятствием для прохождения следующего бруса, остаться между пилами, вызвать затор стружки. При выборе многопильного станка следует обратить внимание на то, как стружка и более крупные обрезки могут быть выведены из зоны резания без задержек. Крупные обрезки также могут стать препятствием при использовании пневмотранспорта для удаления отходов из-под станка - транспортер любого вида предпочтителен.
Очистка от стружки верхней зоны осуществляется путем отбора воздуха. Специальные стружкосборники переходят в патрубки, которые должны подсоединяться к аспирационной системе цеха. Все стружкоотводящие системы должны быть рассчитаны на максимальный объем отходов, иначе неизбежны внеплановые остановки технологического потока.
Помимо очистки от стружки и пыли, пильным узлам необходима смазка. В паспорте на станок указан тип смазки опор. Современные модели имеют в качестве опор подшипники, в которых смазка закладывается производителем на весь срок эксплуатации. Другой тип опор имеет специальную автоматизированную систему смазки, при которой смазка попадает через трубки к каждой трущейся поверхности дозированно. Для опор с ручным способом смазки требуется строгое соблюдение предписанного регламента в части периодичности и объема вводимой в опору смазки.
Контроль работы пильного узла многопильного станка включает:
Более подробный регламент обслуживания пильного блока должен быть изложен в руководстве по эксплуатации многопильного станка. При его надлежащем исполнении блок может функционировать на протяжении нескольких лет.
Читайте также: