
Матрица для холодной штамповки металла своими руками
Обновлено: 04.07.2024
Общие сведения. Холодной объемной штамповкой называются технологические операции обработки давлением, в процессе которых происходит оформление штампованной поковки в результате заполнения полости штампа деформируемым металлом при полном отсутствии явлений возврата и рекристаллизации. В процессе холодной деформации улучшаются механические характеристики металла (предел текучести возрастает в 1,5-2,0 раза и более, увеличивается прочность, износостойкость и надежность изделий).
Холодной штамповкой изготавливают поковки массой до 5 кг, а размеры в плане не превышают 100 мм. Ограничения вызваны необходимостью создавать высокие удельные деформирующие
силы, допустимые значения которых в зависимости от прочности инструмента не должны быть более 1000. 1500 МПа.
Холодная штамповка в плавающих матрицах или с использованием активных сил трения позволяет снижать удельную деформирующую силу на 10. 15 %, что существенно повышает стойкость рабочего инструмента. Успех промышленной реализации процессов холодной объемной штамповки в значительной степени зависит от стойкости штампового инструмента.
Использование твердых сплавов для изготовления рабочих деталей штампов, а также последующая их обработка в условиях сверхвысоких гидростатических давлений позволяет повышать стойкость рабочего инструмента на порядок (до 200-400 тыс. циклов нагружения).
Блоки штампов. Они могут быть двух основных типов: без колонок (рис. 2.26, а) и с колонками (рис. 2.26, б, в). Блоки без колонок используются на прессах для холодного выдавливания, обладающих повышенной точностью и жесткостью, блоки с колонками — на универсальном оборудовании. Кроме того, применение колонок обеспечивает преимущества при хранении, транспортировке и установке штампов.
Для обеспечения стабильности работы штампа в плитах устанавливаются массивные закаленные вставки из инструментальной стали (рис. 2.26, в). Вследствие высокой прочности и твердости они гарантируют более длительную эксплуатацию штампа благодаря увеличению жесткости блока.
Центрирование пуансонов и матриц. Соосность пуансонов и матриц существенно влияет на качество заготовок и стойкость инструмента. Нарушение соосности сопровождается появлением поперечных изгибающих моментов, приводящих к повышению нагрузки на пуансоны и их разрушению. Особенно чувствительны к эксцентричным нагрузкам пуансоны для обратного выдавливания.
Широкое распространение получили штампы с направлением пуансона по матрице (рис. 2.27, а). Штампы этого типа просты по конструкции и технологичны. С целью устранения отклонения от перпендикулярности оси пуансона относительно плиты штампа используются сферические опоры. Погрешности установки верхней части штампа относительно нижней компенсируются зазором Z Благодаря таким мерам пуансон работает в условиях, близких к одноосному сжатию-растяжению.

Рис. 2.26. Конструкция блоков штампов для холодной объемной штамповки:
а — без колонок; 6 — с колонками; в — с колонками и закаленными вставками в плитах; 1,2 — сферические опоры; 3 — пуапсонодержатель; 4 — гайка крепления пуансонодержателя; 5 — матрицедержатель; 6 — гайка крепления ма- трицедержателя; 7 — выталкиватель; 8 — опорное кольцо; 9 — опорная шайба;
10 — направляющая втулка; 11 — направляющая колонка; 12 — вставки
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
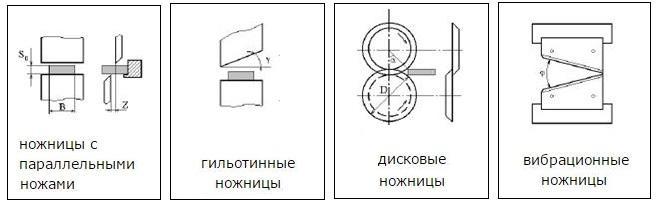
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
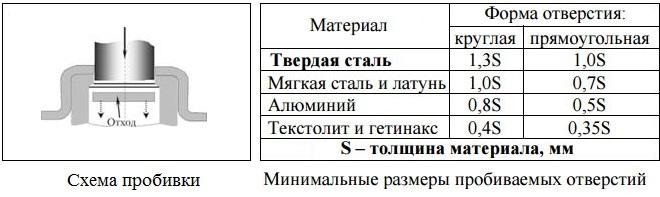
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
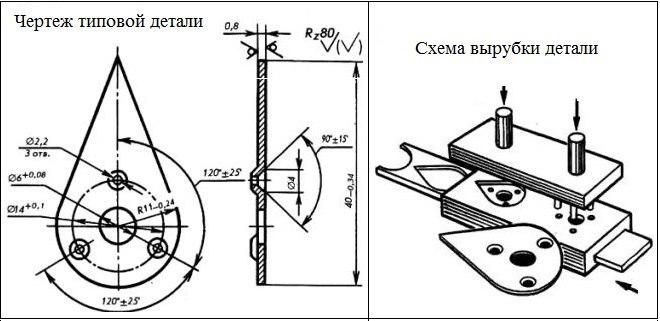
Вырубка
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
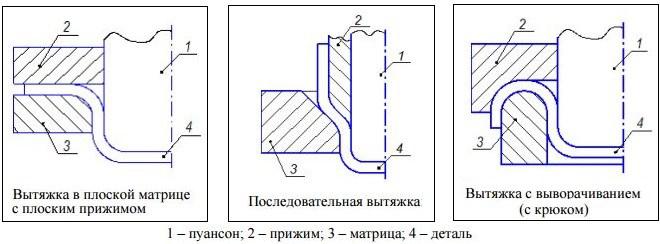
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.
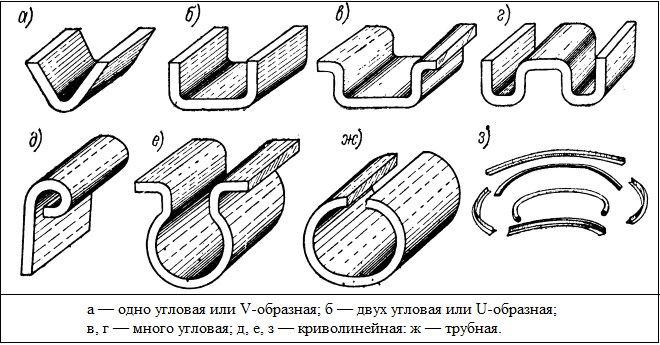
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
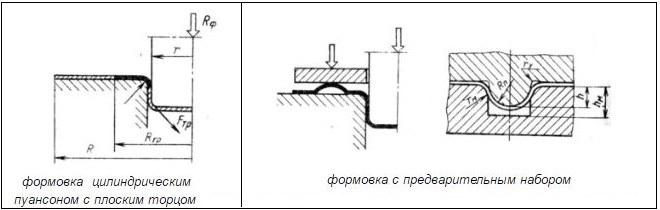
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Работы по штамповке и прессовке различных заготовок требуют применения специальных пуансонов. Такое изделие используется для маркировки узлов устройств, при обработке металлов или в процессе штамповки. Для того чтобы сделать качественную штамповку или маркировку узла устройства, к нему необходимо приложить непосредственное давление. Именно для этой цели и был разработан пуансон, который может быть самой разной конструкции.

Специалисты выделяют следующие типы подобных приспособлений:
- вырубные;
- пробивные;
- прошивочные;
- просечные.
Как работают матрицы и пуансоны
При прессовании прочный трамбовочный пуансон сильно давит на специальную шайбу для пресса, которая, в свою очередь, передает давление на заготовку. В итоге нужная заготовка выдавливается сквозь матрицу. Пуансон способен работать при огромных тепловых и силовых нагрузках, поэтому его производят из износоустойчивого металла. Приспособление отличается большой прочностью и не повреждается при перепадах температуры.
Другими словами, штамп считается приспособлением, который при помощи давления может изготовить заготовку необходимой формы и размера. При штамповке различных деталей он является наиболее важным инструментом. Когда вместе с ним применяется полиуретан, то из него делают качественную матрицу, которая будет ответным узлом штампа.
При сборке любого вида штампа конструкция этого приспособления всегда полностью совпадает с режущей кромкой матрицы. Другими словами, подобное изделие является замыкающим узлом, который способен создать верхнюю часть заготовки. Набором пуансонов называется небольшой пресс, который может качественно маркировать или делать штамповку разных узлов. С помощью этого приспособления есть возможность изготавливать заготовки любых габаритов или наносить качественную маркировку, которая может быть зеркальной или обычной.
Наборы пуансонов используются на металлообрабатывающих предприятиях, на которых практикуется прессование железных заготовок или изготавливаются листовые детали. В строительной сфере при помощи этого приспособления можно сделать блоки из газобетона, которые имеют различные пустоты.
Из чего изготавливаются пуансоны
Важным требованием к штампам и пуансонам является грамотный выбор материала, из которого они будут производиться. Чем хуже сталь, тем ниже производительность прессового оборудования. Объемные пуансоны, имеющие сложные формы, изготавливаются из высокохромистых и высокоуглеродистых сплавов стали. Самым распространенным материалом является сталь с маркировкой Х12Ф1. Она имеет высокую износостойкость, отличную прокаливаемость, во время работы не подвергается существенной деформации. Для производства простых видов штампов применяются углеродистые инструментальные стали У8А – У11А.
Детали из жароупорных металлов, при эксплуатировании сохраняют твердость и не теряют формы. В целях повышения стойкости штампов в производство ввели материалы из твердых и быстрорежущих сплавов. Кромку для резки наносят на корпус штампа или матрицы. Лучший результат в производстве прессовых деталей показали такие сплавы, как сталинит и стеллит. Они обеспечивают твердость элементов, не нуждаясь в закаливании.
Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Материалы для изготовления пуансонов и матриц
Главной задачей набора пуансонов считается продавливание детали сквозь матрицу. Эта работа выполняется под огромным давлением. При использовании горячего прессования заготовки находятся под действием большой температуры. Из-за этого для производства пуансонов и матриц используются различные виды материалов. Приспособления для холодного прессования делаются из специализированной стали высокой прочности, которая отличается большой степенью прокаливания.
Материалы для изготовления этих деталей соответствуют таким характеристикам:
- высокой степенью износоустойчивости;
- большой прочностью;
- устойчивостью к коррозии.
Легированная сталь не подходит для работ при высоких температурах. Металл под влиянием разности температур может стать хрупким. Любой пуансон имеет наибольшую степень твердости по всей высоте. При горячем способе изготовления матриц для штамповки сталей верхнюю часть изделия выполняют из специализированных металлов, которые не подвержены деформации при большой температуре и имеют высокую степень износоустойчивости. Такая технология способна обеспечить наибольшую стойкость приспособления. Иногда применяются современные виды различных полимеров. К примеру, это может быть полиуретан, который отличается хорошей эластичностью и большой прочностью.
Основные характеристики изделия
Абсолютно любой вид штампов имеет определенный гарантийный срок эксплуатации. Главными узлами этого приспособления являются матрица и пуансон, которые довольно быстро изнашиваются. Эти узлы необходимо регулярно менять, потому что они способны служить без замены около 5 лет. Оборудование вибрационных прессов устройств по штамповке имеет разную конструкцию. Это сделано для того, чтобы была возможность производить различные технические операции.
По этой причине при производстве цилиндрических штампов выполняется основательное шлифование. Мастера делают черновую обработку приспособления, а потом уже чистую шлифовку. Приспособление затачивается и полируется на последнем этапе его изготовления.
Чтобы сделать фасонные пуансоны, используется технологический оттиск. Приспособление закаливают в горячей печке в течение 10 минут. Далее приступают к финишной шлифовке. Чтобы получить изделие сложной формы, применяется большое количество специализированного оборудования. Тут почти невозможно обойтись без использования фрезерных и строгальных станков.
Подобное оборудование нужно для производства матрицы. Когда формы для пресса сделаны очень качественно, а пуансон снабжен точной линией среза, то штамп будет обладать высокой степенью износоустойчивости и большим сроком службы. Специалисты считают, что сделать штампы своими руками очень сложно. Для этого необходимо обладать многими знаниями в области обработки металлов.
Способы крепления и конструктивные элементы пуансонов
На черт. 36 и 37 изображены наиболее часто применяемые способы крепления пуансонов: а) пуансоны, выполненные совместно с хвостовиком (черт. 36,а) применяются при штамповке мелких деталей в штампах без верхней плиты; б) пуансоны с креплением к верхней плите или к хвостовику (черт 36,б и 36,в) применяются в штампах без направляющих колонок при штамповке средних и крупных деталей;
Черт. 36 Черт. 37
в) пуансоны с креплением в пуансонодержателе (черт. 37) применяются, в основном,в штампах с верхней плитой или при наличии нескольких пуансонов;
г) пуансоны диаметром до 10 мм крепится только н пуансонодержателях.
Пуансонодержатели предусмотрены МН 893—60 и МН 894—60, а держанки для пуансонов— МН 828—62; МН 829—62 и МН 832-60— МН 834-60.
При конструировании пуансонов необходимо соблюдать следующие требования:
а) во избежание смещения осей пуансоны с простым рабочим контуром следует делать с одинаковым сечением по всей длине; б) посадочную пасть пуансона (черт. 38 и 39) выполнять по посадке Г (в отдельных случаях допускаемся выполнять по посадке Пл)
Черт. 38
в) посадку пуансонов, за исключением круглых, следует осуществлять по системе вала за счет пригонки отверстия в пуансонодержателе. Затыльную часть пуансонов выполнять с буртиками (см. черт. 38), под расчеканку или расклепку (см. черт. 39).
Не рекомендуется применять расклепку при штамповке материалов толщиной более 4 мм, так как под действием усилия съема не исключено вырывание пуансонов из пуансонодержателя.
При применении расклепки следует предусматривать припуск по табл. 20, учитываемый при определении номинальной длины пуансона.
Черт. 39
Таблица 20
| bхb | Припуск на расклепку, а, мм | ||
| при h=1 мм | при h=1,5 мм | приh=2 мм | |
| 2×2 | 1,7 | — | — |
| 3х3 | 1,2 | — | — |
| 4×4 | 0,9 | — | — |
| 5×5 | — | 1,1 | 2,5 |
| 6×6 | — | 1,2 | 2,0 |
Примечание: Пуансоны размером более 6х6 мм, как правило, расчеканиваются.
Для пуансонов
со сложным рабочим контуром следует предусматривать посадочную часть простой формы. При этом наибольшие размеры посадочной части должны совпадать с габаритными размерами рабочего контура. Увеличение размеров посадочной части допускается в случае необходимости повышения прочности пуансона.
Пуансоны, рабочий контур которых вписывается в окружность диаметром D≤10 мм, должны проектироваться с круглой посадочной частью. Радиус r перехода от основания к рабочему контуру следует принимать от 1 до 4 мм, причем для малых величии b радиус r брать наименьший (черт. 40).
С увеличением длины прочность пуансонов уменьшается, поэтому следует стремиться к максимальному их укорочению. Уменьшение длины рабочей части пуансона может быть достигнуто за счет введения цилиндрической или конической выточки в съемнике (черт. 59).
Черт. 40
При определении высоты пуансона необходимо предусматривать припуск на перешлифовку, равный 2—6 мм (черт. 38 и 39).
К пуансонам, имеющим сложный рабочий контур и обрабатываемым на оптико-шлифовальном станке, предъявляются следующие требования:
г) прямой участок рабочего профиля k (черт. 43) берется конструктивно, но не менее h+h1+Δ,
где h—толщина направляющих планок;
h1 — высота направляющей части в съемнике;
Δ— припуск на переточку пуансона (2—6 мм);
д) радиус перехода от рабочего контура к основанию пуансона r следует принимать от 25 до 40 мм и определять графически по схеме (черт. 43) в зависимости от диаметров шлифовального круга и оправки (табл 21).
Черт. 43
Черт. 44
1 — пуансон; 2 — пуансонодержатель; 3 — втулка или заливка пластмассой; 4 — съемник.
Изготовление происходит посредством штампов, которые закреплены на пресс, либо с применением других элементов. Существует два типа листовой штамповки: горячая штамповка и холодный тип.
В статье мы разберем, чем горячая отличается от холодной, какие нормы нужно соблюдать в процессе, а также вы узнаете, можно ли произвести изготовление деталей с помощью этого метода своими руками в домашних условиях.

Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Обычно горячая штамповка используется для изготовления деталей, из которых создают корпуса и другие элементы, связанные с судостроением.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Холодную штамповку деталей производят со сталью углеродистого, либо легированного происхождения, а также сплавами алюминия и меди.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Отбортовку используют обычно для обработки концов труб, на которых установлены фланцы.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
Что нужно для штамповки?
Технология штамповки деталей из листового металла требует специального оборудования: это ножницы, кривошипный пресс и гидравлический пресс, имеющий несколько шайб и поверхность матрицы.
Также необходимо соблюдать нормы работы и расчет материала.
Для холодной штамповки чаще всего используют гидравлический пресс, т.к. это оборудование бывает разнообразных конструкций и делает возможным изготовление деталей разных форм с уменьшением расхода материала.
Также выбор пресса зависит от работы, которую нужно провести с заготовкой.
К примеру, чтобы сделать вырубку и пробивку, требуется пресс простого действия, который отличается небольшим ходом ползуна и шайб, а также уменьшением расхода материала.
Чтобы произвести вытяжку, нужен пресс, имеющий двойное действие и заметно больший ход ползуна и шайб.
По конструкции прессы бывают однокривошипные, двухкривошипные, четырехкривошипные, но все они отличаются наличием матрицы.
Два последних типа отличаются стволами и ползунами более крупных размеров.
Пресс работает за счет наличия клиноременной передачи: непосредственно передача движения осуществляется с помощью пусковой муфты и шайб на кривошипный вал.
С помощью шатуна, способного регулировать длину, движение поступает к ползуну и приводит его в работу.
Ползун движется возвратно-поступательным способом по направлению к столу. Запускается пресс педалью, которая воздействует на муфту. Педаль установлена на сам пресс.
Четырехшатунный пневматический пресс с наличием шайб и матрицы штампует детали с усилием, центр которого находится между шатунами, образующими между собой четырехугольник.
Такое устройство способно делать сложные штампы, благодаря нецентральной нагрузке на ползун. При этом лишнего расхода материала практически не происходит.
Таким образом, можно получить ассиметричные детали из листового металла крупного размера со снижением расхода материала.
Чтобы сделать более сложные изделия, нужен пневматический пресс, имеющий двойное или тройное действие, а также правильный расчет.
Особенность этого оборудования в том, что оно оснащено двумя или тремя ползунами.
В прессе, имеющим двойное действие, внешний ползун осуществляет зажим металлической заготовки посредством буфера, а ползун внутри позволяет сделать вытяжку изделия матрицы.
Сначала начинает двигаться внешний ползун, после достижения им самой крайней нижней точки, он замирает и фиксирует край детали на поверхности матрицы.
Затем в движение приходит внутренний ползун и начинается процесс вытяжки – все это время внешний ползун остается на месте.
После того как работа закончена, второй ползун поднимается вверх, тем самым освобождая заготовку, над которой производится работа. Таким образом и производится объемная или другая деталь с помощью пресса.
Для работы с тонкими листами металла существует специальный фрикционный пресс с наличием шайб, гидравлические же модели используют, главным образом, для создания деталей из толстого листового металла для снижения возможного расхода материала.
Гидравлический пресс отличается большим качеством штамповки материала, благодаря наличию более надежных шайб, матрицы и прочих элементов.
Именно его используют для выполнения большей части работ, связанных со штамповкой листового металла.
Еще один плюс в его пользу для использования на производстве и своими руками в том, что он не подвергается перегрузке, что довольно часто случается во время работы на кривошипном прессе.
Не только станок с прессом требуется для штамповки металла. Для проведения правильной работы с уменьшением расхода материала необходим также станок, имеющий встроенные вибрационные ножницы.
Помимо ножниц, станок имеет короткие ножки. Работа по обработке металла начинается с верхнего ножа, который запускается электродвигателем.
При работе заготовку из листового металла нужно установить на стол, и сдвинуть его в промежуток между ножками сверху и снизу до полного упора.
Подобный вид обработки металла так популярен потому, что количество расхода материала снижено, по сравнению с другими вариантами работы.
Плюс с его помощью может быть создана деталь любого вида: объемная, плоская, конусообразная и т.д.
Расчет требуемого материала можно провести как самостоятельно, так и с помощью специалистов, но, в любом случае, нормы будут ниже, чем при другой обработке металла.
При всех своих плюсах, эта обработка металла требует специального оборудования: для работы нужен станок, на котором есть пресс, поверхность матрицы, несколько шайб и другие элементы, а также необходимо соблюдать нормы работы.
Все это делает создание станка своими руками маловозможным, однако заказать изготовление деталей путем штамповки не так дорого, поэтому острая необходимость иметь подобный станок дома, отсутствует.
Читайте также: