
Магнитная плита своими руками
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
Особенности конструкции
Основными конструктивными элементами магнитной плиты для фрезерного станка являются:
- Корпус устройства – выплавляется из мягких видов стали. Его основание имеет специальные противоположно заряженные выступы.
- Специальная крышка, которой накрывается рабочая поверхность. Крышка является одним полюсом, а оставшаяся часть поверхности – противоположным полюсом.
- Катушки – предназначены для пропускания постоянного тока.
- Магнитный блок – передвижной элемент, который двигается за счёт работы эксцентрикового волчка.
Устройство и принцип работы.
3.1. Плита состоит из трех основных частей: подвижного и неподвижного магнитных блоков и корпуса. Магнитные блоки собраны из стальных пластин, между которыми расположены керамические постоянные магниты. Свободное пространство между стальными пластинами заполнено немагнитным материалом.

Рис. Устройство магнитной плиты
3.2. При включенном состоянии полюсы 2 силового блока лежат на немагнитных элементах 5 корпуса 1, направляя весь магнитный поток магнитов 3 через адаптер 4 и детали 6. при отключенном состоянии полюса 2 расположены под немагнитными прокладками адаптера. В результате магнитный поток имеет новое направление.
3.3. Подвижный магнитный блок расположен внутри корпуса и может смещаться с помощью эксцентрикового волка вправо или влево поворотом рукоятки на 180˚. В выключенном положении совмещаются магнитопроводы с разной полярностью немагнитный поток на рабочей поверхности отсутствует.
По сравнению с электромагнитными плитами и гидро- или пневмoприспособлениями имеют следующие преимущества:
- не требуют подключения к источнику энергии;
- позволяют достигать более высокую точность при обработке заготовок;
- обеспечивают абсолютную надежность крепления;
- сохраняют основные технические параметры в течение всего срока службы на первоначальном уровне;
- не требуют периодического ремонта и технического обслуживания
Что такое магнитная плита?
Магнитные плиты – это специальный тип оснащения фрезерных станков, который нужен для обработки металлических элементов, которое необходимо для фиксации металлических элементов на рабочей поверхности станка под действием электромагнитного притяжения.
До их появления для удержания заготовок активно использовались кулачки, которые обеспечивали максимальное удерживание в процессе работы. Но всё же магнитные плиты имеют ряд более выдающихся достоинств в сравнении с кулачками:
- появляется альтернатива обработки сразу нескольких заготовок;
- обеспечивается предельная точность воздействия, что связано с явлением нагревания металлической детали. Она расширяется, но не деформируется, как деталь в зажимах;
- обеспечивают высокую надёжность крепления;
- сохраняют основные эксплуатационные характеристики на изначальном уровне на весь период использования;
- не требуют ежегодного (или чаще) техосмотра и ремонтных мероприятий.
Но и недостатки также присутствуют у данных приспособлений:

Справка! Демагнитизатор (размагничиватель) – необходим для лишения сил притяжения инструмента или заготовки, чтобы к нему не прилипала металлическая стружка.
Магнитные плиты чаще всего используются на шлифовальных, фрезерных и токарных станках для обработки металлосодержащих изделий.
Магнитные плиты очень редко входят в базовую комплектацию станка, поэтому их необходимо приобретать и устанавливать отдельно, учитывая необходимые параметры изделия.
Порядок работы и техническое обслуживание.
4.1. Магнитную плиту прямоугольную расконсервировать, ознакомиться с паспортом на изделие.
4.2. Разместить плиту магнитную на столе станка или на верстаке.
4.3. При необходимости, поверхность плиты магнитной может быть перешлифована в соответствии с производственными требованиями
4.4. После проверки правильности крепления можно перейти к работе на станке.
4.5. Заготовку из ферромагнитного материала разместить на плите в требуемом положении и повернуть рычаг на 180 градусов. Проверить надежность крепления. После этого можно переходить к обработке заготовки.
4.6. Стружку на магнитной плите, образующуюся при обработке заготовки можно удалить щеткой-сметкой после поворота рукоятки на 180 градусов, и после обратно зафиксировать заготовку, повернув рукоятку плиты.
4.7. По окончании работ повернуть рукоятку и снять заготовку с магнитной плиты.
4.8. Недопустимо воздействие ударной нагрузки на заготовку, закрепленную на магнитной плите, т.к. это приводит к снижению намагниченности отдельных магнитных элементовмагнитной плиты и соответственно к снижению сил притяжения плиты в целом.
4.9. При возникновении грубых забоин на зеркале рабочей поверхности магнитной плиты и вследствие этого, снижения точностных характеристик базирования заготовки, допускается перешлифовка рабочего зеркала плиты магнитной.
4.10. Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали плиты с шагом 10 мм,
снижения силы притяжения не менее 1,0 кгс/см2.
4.11. При перешлифовке зеркала рабочей поверхности плиты допускается снятие общего припуска не более 5,0 мм. В состоянии поставки зеркало рабочей поверхности плиты и основание предварительно шлифованы. Допуск на шлифовку согласно ТУ 2-024-2773-82 не более 1,5 мм. Окончательная шлифовка производится потребителем на собственном станке.
Принцип работы магнитного стола
Принцип работы плиты довольно прост и понятен. На её рабочей поверхности образуется магнитное поле, которое фиксирует металлические заготовки. Благодаря этой функции появляется возможность выполнить обработку не только наружной части материалов, но и боковых областей.
При необходимости доступна единовременная обработка нескольких деталей. Благодаря магнитным свойствам на рабочую плоскость можно установить дополнительный инструмент, который пригодится в работе.
Изготовление плоскошлифовального станка своими руками

Плоскошлифовальный станок, изготовить который можно и своими руками, является очень востребованным оборудованием не только на производственных предприятиях, но и в домашней мастерской. Такое устройство практически незаменимо в тех ситуациях, когда необходимо выполнить шлифовку и подгонку деталей из металла. Конечно, такие работы можно осуществить и вручную, но это отнимет много сил, времени и не позволит достичь высокой точности обработки.
Обработка заготовки на промышленном плоскошлифовальном станке
Задуматься об оснащении своей домашней мастерской плоскошлифовальным станком есть смысл в том случае, если вам часто приходится работать по металлу. При этом можно выбрать один из двух вариантов: купить серийное оборудование или изготовить такой станок своими руками. Приобретение серийного станка связано с серьезными финансовыми затратами, что не всегда целесообразно для его использования в домашней мастерской.
Самодельный плоскошлифовальный станок обойдется значительно дешевле. Конечно, функциональность такого оборудования будет несколько ниже, чем у серийного, но его возможностей будет вполне достаточно для того, чтобы выполнять работы по металлу в домашних условиях.
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.
Довольно сложный в изготовлении ленточный станок с отличным функционалом
Общий вид станка Конструкция привода рабочего стола
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.
Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.
Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.
Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Рекомендации по изготовлению плоскошлифовального станка своими руками
Серийные станки плоскошлифовальной группы, кроме высокой стоимости, отличаются также большими габаритами. Такой станок способна вместить в себя не каждая мастерская, что также ограничивает их использование в домашних условиях. Именно поэтому многие умельцы предпочитают оборудование, сделанное своими руками.
Многие конструктивные элементы для изготовления плоскошлифовального станка можно найти у себя в мастерской или в гараже, но часть из них все же придется приобрести дополнительно. Это такие материалы и устройства, как:
- металлические уголки двух типов – 50х50х5 и 25х20х1,5 (их суммарное количество будет зависеть от того, какого размера станок вы соберетесь делать);
- трубы с толщиной стенки от 2 мм, изготовленные из нержавеющей стали;
- главный электрический двигатель, частота вращения вала которого составляет 1400–1500 об/мин;
- магнитная плита, размеры которой также будут зависеть от габаритов деталей, которые вы собираетесь обрабатывать;
- 4 подшипниковые опоры и набор шарико-винтовых передач;
- направляющие рельсового типа;
- шлифовальный круг;
- концевые опоры в количестве 2 шт.
Рабочая поверхность станка с самодельным зажимным приспособлением
Общий вид самодельного устройства Конструкция подъема рабочей поверхности
Изготовление своими руками плоскошлифовального станка начинают со станины, каркас которой собирается из уголков, нарезанных по требуемым размерам и соединенных при помощи сварки. Чтобы увеличить способность станины поглощать вибрации, возникающие в процессе работы станка, в ее нижнюю часть можно вмонтировать лист ДСП.
Следующий конструктивный элемент оборудования, который необходимо будет изготовить, – это рабочий стол, для которого используется 4-миллиметровый лист стали, привариваемый к верхней части каркаса. На поверхности готового рабочего стола фиксируют рельсовые направляющие, которые должны отличаться высокой прочностью и точностью изготовления. Такие направляющие можно приобрести в готовом виде либо заказать у квалифицированного фрезеровщика.
Магнитная плита для шлифовального станка
По направляющим рабочего стола будет перемещаться каретка, на которой размещают магнитную плиту или специальное зажимное приспособление. Каретка также изготавливается своими руками из уголков, которые нарезаются по требуемым размерам и соединяются при помощи сварки.
На каретке при помощи винтовых соединений фиксируются колесики и элементы шарико-винтовой передачи. Винт с рукояткой, который будет отвечать за перемещения каретки, устанавливается в подшипниковые опоры, фиксируемые по обоим краям рабочего стола.
В завершение на каретке необходимо зафиксировать магнитную плиту или зажимное устройство.
Самодельный плоскошлифовальный станок с абразивным кругом в качестве рабочей части
Самодельный шлифовальный станок ленточного типа
Электрический двигатель, на валу которого фиксируется шлифовальный круг, будет перемещаться в вертикальном направлении при помощи двух направляющих. В качестве последних можно использовать трубы из нержавейки, приваренные к станине. Вертикальное движение основанию из металлической пластины, на которой будет зафиксирован электродвигатель, сообщается при помощи элементов шарико-винтовой передачи.
Одна опора передачи фиксируется в верхней части труб-направляющих, а вторая – на самом основании. Для обеспечения вращения шлифовальных кругов можно использовать электродвигатели от старых стиральных машин или пылесосов. После того как вся конструкция собрана, необходимо подвести к двигателю электропитание, смазать все направляющие и выполнить пробный запуск вашего самодельного плоскошлифовального оборудования.
Такой станок при желании и необходимости можно без проблем модернизировать, дополнив его конструкцию приспособлениями, расширяющими его функциональные возможности.

На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
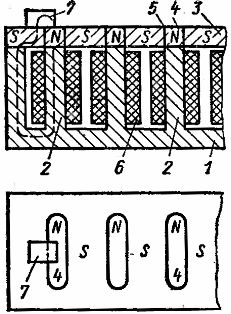
Рис. 1. Электромагнитная плита
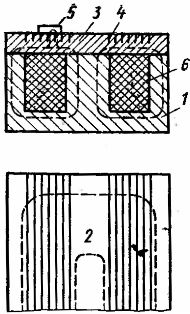
Рис. 2. Электромагнитная плита для мелких деталей
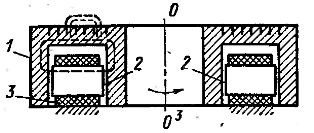
Рис. 3. Стол с неподвижными электромагнитами
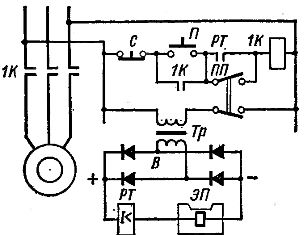
Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.

- Как сделать мощный электромагнит
- Как сделать катушку тесла
- Как разрезать магнит
- кусок низкоуглеродистой электротехнической стали цилиндрической формы, изолированный медный провод, источник постоянного тока.
- Гвоздь, плоскогубцы, эмалированный провод, кембрик (изоляция от проводов), источник питания, бумага, изолента.

- Краски и грунтовка, кисти, шпатель, рамки, небольшие магнитики, клей, электродрель.
- Несколько метров изолированного провода
- Изолента
- Гвоздь
- Паяльник, припой и нейтральный флюс
- Кусачки
- Две батарейки AA и отсек для них
- Лампочка на 3,5 В, 0,26 А
- Выключатель
- Скрепки
Не подключайте электромагнит к батарейкам напрямую, без лампочки.
Не касайтесь оголенных концов проводов в момент отключения электромагнита, чтобы не получить удар напряжением самоиндукции.
Плоскошлифовальный станок, изготовить который можно и своими руками, является очень востребованным оборудованием не только на производственных предприятиях, но и в домашней мастерской. Такое устройство практически незаменимо в тех ситуациях, когда необходимо выполнить шлифовку и подгонку деталей из металла. Конечно, такие работы можно осуществить и вручную, но это отнимет много сил, времени и не позволит достичь высокой точности обработки.

Обработка заготовки на промышленном плоскошлифовальном станке
Задуматься об оснащении своей домашней мастерской плоскошлифовальным станком есть смысл в том случае, если вам часто приходится работать по металлу. При этом можно выбрать один из двух вариантов: купить серийное оборудование или изготовить такой станок своими руками. Приобретение серийного станка связано с серьезными финансовыми затратами, что не всегда целесообразно для его использования в домашней мастерской.
Самодельный плоскошлифовальный станок обойдется значительно дешевле. Конечно, функциональность такого оборудования будет несколько ниже, чем у серийного, но его возможностей будет вполне достаточно для того, чтобы выполнять работы по металлу в домашних условиях.
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.

Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.

Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.

Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.

Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Рекомендации по изготовлению плоскошлифовального станка своими руками
Серийные станки плоскошлифовальной группы, кроме высокой стоимости, отличаются также большими габаритами. Такой станок способна вместить в себя не каждая мастерская, что также ограничивает их использование в домашних условиях. Именно поэтому многие умельцы предпочитают оборудование, сделанное своими руками.
Многие конструктивные элементы для изготовления плоскошлифовального станка можно найти у себя в мастерской или в гараже, но часть из них все же придется приобрести дополнительно. Это такие материалы и устройства, как:
- металлические уголки двух типов – 50х50х5 и 25х20х1,5 (их суммарное количество будет зависеть от того, какого размера станок вы соберетесь делать);
- трубы с толщиной стенки от 2 мм, изготовленные из нержавеющей стали;
- главный электрический двигатель, частота вращения вала которого составляет 1400–1500 об/мин;
- магнитная плита, размеры которой также будут зависеть от габаритов деталей, которые вы собираетесь обрабатывать;
- 4 подшипниковые опоры и набор шарико-винтовых передач;
- направляющие рельсового типа;
- шлифовальный круг;
- концевые опоры в количестве 2 шт.

Рабочая поверхность станка с самодельным зажимным приспособлением
Изготовление своими руками плоскошлифовального станка начинают со станины, каркас которой собирается из уголков, нарезанных по требуемым размерам и соединенных при помощи сварки. Чтобы увеличить способность станины поглощать вибрации, возникающие в процессе работы станка, в ее нижнюю часть можно вмонтировать лист ДСП.
Следующий конструктивный элемент оборудования, который необходимо будет изготовить, – это рабочий стол, для которого используется 4-миллиметровый лист стали, привариваемый к верхней части каркаса. На поверхности готового рабочего стола фиксируют рельсовые направляющие, которые должны отличаться высокой прочностью и точностью изготовления. Такие направляющие можно приобрести в готовом виде либо заказать у квалифицированного фрезеровщика.

Магнитная плита для шлифовального станка
По направляющим рабочего стола будет перемещаться каретка, на которой размещают магнитную плиту или специальное зажимное приспособление. Каретка также изготавливается своими руками из уголков, которые нарезаются по требуемым размерам и соединяются при помощи сварки. На каретке при помощи винтовых соединений фиксируются колесики и элементы шарико-винтовой передачи. Винт с рукояткой, который будет отвечать за перемещения каретки, устанавливается в подшипниковые опоры, фиксируемые по обоим краям рабочего стола. В завершение на каретке необходимо зафиксировать магнитную плиту или зажимное устройство.

Самодельный плоскошлифовальный станок с абразивным кругом в качестве рабочей части

Самодельный шлифовальный станок ленточного типа
Электрический двигатель, на валу которого фиксируется шлифовальный круг, будет перемещаться в вертикальном направлении при помощи двух направляющих. В качестве последних можно использовать трубы из нержавейки, приваренные к станине. Вертикальное движение основанию из металлической пластины, на которой будет зафиксирован электродвигатель, сообщается при помощи элементов шарико-винтовой передачи.
Одна опора передачи фиксируется в верхней части труб-направляющих, а вторая – на самом основании. Для обеспечения вращения шлифовальных кругов можно использовать электродвигатели от старых стиральных машин или пылесосов. После того как вся конструкция собрана, необходимо подвести к двигателю электропитание, смазать все направляющие и выполнить пробный запуск вашего самодельного плоскошлифовального оборудования.
Такой станок при желании и необходимости можно без проблем модернизировать, дополнив его конструкцию приспособлениями, расширяющими его функциональные возможности.
Как самостоятельно сделать миниатюрный держатель (холдер) на неодимовых магнитах. Для безопасной и удобной .
Это магнитная плита, которая лежит без дела у меня в мастерской уже достаточно давно. Изготовлена она была еще во .
Самодельный магнитный стол, я как всегда старался, не забудь написать комментарий и поставить свою оценку) Можно .
Я решил привести ее в порядок и заодно посмотреть, что там внутри.Реставрация, реанимация, ремонт магнитной плиты.
Как сделать магнитную доску из электромагнитного замка домофона. Плоскошлифовальный станок для гриндера своими .
Как сделать оборудование для ножеделания в частности плоскошлифовальный станок , или нождак своими руками ,это .
Проще некуда! Что можно сделать из трансформатора микроволновки! Гениальная идея для самоделки из микроволновки!
Немного поэкспериментировал с разными диодными мостами и подобрал оптимальный. Иногда бывает сложно найти .
Магнитные плиты прямоугольные и круглые для фиксации заготовок в процессе металлобработки для шлифования, .
Сверлим верхнюю плиту - где магниты? Реставрация, реанимация, ремонт магнитной плиты. Конструкция, принцип .
Процесс изготовления электромагнитных плит на производстве. Магнитные плиты используются на всевозможных .
Вторая часть обзор магнитного стола для сверлильного станка . Магнит собран из 3х трансформаторов от микроволновой .
На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
Рис. 1. Электромагнитная плита
Рис. 2. Электромагнитная плита для мелких деталей
Рис. 3. Стол с неподвижными электромагнитами
Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.
- Как сделать мощный электромагнит
- Как сделать катушку тесла
- Как разрезать магнит
- кусок низкоуглеродистой электротехнической стали цилиндрической формы, изолированный медный провод, источник постоянного тока.
- Гвоздь, плоскогубцы, эмалированный провод, кембрик (изоляция от проводов), источник питания, бумага, изолента.
- Краски и грунтовка, кисти, шпатель, рамки, небольшие магнитики, клей, электродрель.
- Несколько метров изолированного провода
- Изолента
- Гвоздь
- Паяльник, припой и нейтральный флюс
- Кусачки
- Две батарейки AA и отсек для них
- Лампочка на 3,5 В, 0,26 А
- Выключатель
- Скрепки
Не подключайте электромагнит к батарейкам напрямую, без лампочки.
Не касайтесь оголенных концов проводов в момент отключения электромагнита, чтобы не получить удар напряжением самоиндукции.
Плоскошлифовальный станок, изготовить который можно и своими руками, является очень востребованным оборудованием не только на производственных предприятиях, но и в домашней мастерской. Такое устройство практически незаменимо в тех ситуациях, когда необходимо выполнить шлифовку и подгонку деталей из металла. Конечно, такие работы можно осуществить и вручную, но это отнимет много сил, времени и не позволит достичь высокой точности обработки.
Обработка заготовки на промышленном плоскошлифовальном станке
Задуматься об оснащении своей домашней мастерской плоскошлифовальным станком есть смысл в том случае, если вам часто приходится работать по металлу. При этом можно выбрать один из двух вариантов: купить серийное оборудование или изготовить такой станок своими руками. Приобретение серийного станка связано с серьезными финансовыми затратами, что не всегда целесообразно для его использования в домашней мастерской.
Самодельный плоскошлифовальный станок обойдется значительно дешевле. Конечно, функциональность такого оборудования будет несколько ниже, чем у серийного, но его возможностей будет вполне достаточно для того, чтобы выполнять работы по металлу в домашних условиях.
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.
Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.
Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.
Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.
Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Рекомендации по изготовлению плоскошлифовального станка своими руками
Серийные станки плоскошлифовальной группы, кроме высокой стоимости, отличаются также большими габаритами. Такой станок способна вместить в себя не каждая мастерская, что также ограничивает их использование в домашних условиях. Именно поэтому многие умельцы предпочитают оборудование, сделанное своими руками.
Многие конструктивные элементы для изготовления плоскошлифовального станка можно найти у себя в мастерской или в гараже, но часть из них все же придется приобрести дополнительно. Это такие материалы и устройства, как:
- металлические уголки двух типов – 50х50х5 и 25х20х1,5 (их суммарное количество будет зависеть от того, какого размера станок вы соберетесь делать);
- трубы с толщиной стенки от 2 мм, изготовленные из нержавеющей стали;
- главный электрический двигатель, частота вращения вала которого составляет 1400–1500 об/мин;
- магнитная плита, размеры которой также будут зависеть от габаритов деталей, которые вы собираетесь обрабатывать;
- 4 подшипниковые опоры и набор шарико-винтовых передач;
- направляющие рельсового типа;
- шлифовальный круг;
- концевые опоры в количестве 2 шт.
Рабочая поверхность станка с самодельным зажимным приспособлением
Изготовление своими руками плоскошлифовального станка начинают со станины, каркас которой собирается из уголков, нарезанных по требуемым размерам и соединенных при помощи сварки. Чтобы увеличить способность станины поглощать вибрации, возникающие в процессе работы станка, в ее нижнюю часть можно вмонтировать лист ДСП.
Следующий конструктивный элемент оборудования, который необходимо будет изготовить, – это рабочий стол, для которого используется 4-миллиметровый лист стали, привариваемый к верхней части каркаса. На поверхности готового рабочего стола фиксируют рельсовые направляющие, которые должны отличаться высокой прочностью и точностью изготовления. Такие направляющие можно приобрести в готовом виде либо заказать у квалифицированного фрезеровщика.
Магнитная плита для шлифовального станка
По направляющим рабочего стола будет перемещаться каретка, на которой размещают магнитную плиту или специальное зажимное приспособление. Каретка также изготавливается своими руками из уголков, которые нарезаются по требуемым размерам и соединяются при помощи сварки. На каретке при помощи винтовых соединений фиксируются колесики и элементы шарико-винтовой передачи. Винт с рукояткой, который будет отвечать за перемещения каретки, устанавливается в подшипниковые опоры, фиксируемые по обоим краям рабочего стола. В завершение на каретке необходимо зафиксировать магнитную плиту или зажимное устройство.
Самодельный плоскошлифовальный станок с абразивным кругом в качестве рабочей части
Самодельный шлифовальный станок ленточного типа
Электрический двигатель, на валу которого фиксируется шлифовальный круг, будет перемещаться в вертикальном направлении при помощи двух направляющих. В качестве последних можно использовать трубы из нержавейки, приваренные к станине. Вертикальное движение основанию из металлической пластины, на которой будет зафиксирован электродвигатель, сообщается при помощи элементов шарико-винтовой передачи.
Одна опора передачи фиксируется в верхней части труб-направляющих, а вторая – на самом основании. Для обеспечения вращения шлифовальных кругов можно использовать электродвигатели от старых стиральных машин или пылесосов. После того как вся конструкция собрана, необходимо подвести к двигателю электропитание, смазать все направляющие и выполнить пробный запуск вашего самодельного плоскошлифовального оборудования.
Такой станок при желании и необходимости можно без проблем модернизировать, дополнив его конструкцию приспособлениями, расширяющими его функциональные возможности.
Читайте также: