
Ложка для свинца своими руками
Обновлено: 08.07.2024


Запись опубликовал admin · 5 сентября, 2007
Для начала позвольте мне рассказать про мои неудачные опыты в создании формы для литья свинцовых грузов. Возможно это удержит многих от повторения моего печального опыта. Для тех, кто желает перейти к сути проверенного рабочего способа – читайте пункт 2.
1. Пробы и ошибки.
В поисках способа литья грузов мной было прочитано много материалов. Чего только не читал и про груза с зажимами, и деревянные формы, и формы из стали, со сменными (вставными) рожками для отверстий в грузах. Но мне показалось все это через чур трудоемко в условиях 9-и этажки с минимальным набором инструментов и материалов. Потому решил делать литьевую форму из строительных материалов (гипс, финишная шпаклевка, цемент, глина …). Для начала собрал разборный ящичек из найденных на балконе грубых досточек и кусочка ДСП для дна. Скажу сразу, о его красоте совсем не думал, потому собрал его за 20 минут. Распилил доску на 4 части, почти на глазок. Прикрутил саморезами 2 противоположные стороны к дну. Остальные две стороны вставляются между ними и прикручиваются все теми же саморезами к уже стоящим сторонам. Для того, чтобы достать готовую форму – снимаются две стороны, которые не прикреплены ко дну.
Сначала было решение делать груза на проволочных зажимах. Для этого купил пластилин, из него сделал форму и опустил ее в подготовленный раствор из финишной шпаклевки кнауф. После полного застывания (порядка 4 суток) достал пластилин. Но на форме были раковины и прочие неровности. Зашпаклевал их и после высыхания отшлифовал всю форму. Нашел сталистую проволоку. Но зажим сразу гнуть не стал, а просто залил в свинец петлю. После того как свинец застыл. Достать груз не удалось, несмотря на всю гладкость формы. Пришлось расколоть ее напополам. Впрочем, если стянуть ее проволокой можно лить и лить, а потом половиня форму (просто развязывая стяжку) доставать грузы. Но меня это не устроило, потому как потом много намучался с изгибом сталистой проволоки. Забросил эту идею.
Первая форму из шпаклевки. Полный крах, в этот раз она почему то не просохла и не схватилась толком, при попытке достать груз развалилась по кусочкам.
Хм… Чеб придумать? Может цементом. Хорошо. Залил цементом, уже лучше, но рожки (из которых потом получаются продольные отверстия) отвалились сразу же. Да и кусок формы тоже выпал.
Может глина? Чтоб не липла сильно к грузу. Глина потрескалась и развалилась вся форма по кусочкам, не говоря уже о рожках, которые сразу же остались в свинцовом грузе.
Следующая попытка с гипсом (он на 1-м фото). Гипс имеет огромные плюсы, а именно: застывает за считанные минуты и он после застывания ну ооочень прочен.
Первая гипсовая форма не получилась все по той же причине – не смог вытащить груз, прилип он там. Рожки отломались сразу же. А чтобы достать груз пришлось ломать форму.
Вторая попытка с гипсом. Но на этот раз я попробовал намазать груз маслом. Уже лучше, но все равно не то, плохо достается груз, ломается форма!
… (уборка покрытия груза, полировка груза, вытаскивание до полного застывания и т.д.)
2. Ура! Заработало!
После описанных выше попыток решил обратиться ко всемирной сети :-) набрел на сайт людей, которые занимаются самостоятельным отливом солдатиков, мелкого оружия к этим солдатикам и т.п. Сам процесс таков:
Дерево, стальные листы, сварка, напильник, ножовка, фреза, отрезной круг, молоток нам НЕ понадобятся :-) Все что нам нужно показано ниже:

Стоимость гипса 1 доллар за 2 кг, силикона – 2 доллара за флакон. Флакона должно хватить на груз массой 1 кг.
Далее я покрасил груз белой (ну какая была :-) ) водоэмульсионной краской. Почему именно ней? Мне так было удобнее, ведь ее можно потом и смыть вообще, и отполировать мокрой мочалкой, да и руки отмывать легче. Можно же и акриловой краской его покрыть, и отполировать или просто покрыть его тонким, но жирным слоем чего либо (машинное масло, подсолнечное, маргарин, пластилин, об пирожок его потереть :lol:). Покрытие необходимо для того, чтоб потом легче силикон было отлеплять от груза.
Подготовленный клонируемый груз кладем плоской стороной (та, которая потом будет прижиматься к подвоху :-) ) на гладкую поверхность. В моем случае это была глянцевая крышка от коробки с обувью. Что значит гладкая поверхность? Опять таки это значит, что мы должны будем легко отодрать от нее силикон без повреждения целостности последнего.
А дальше обмазываем силиконом груз.
Внимание! Очень сильно воняет уксусом и др. химией, поэтому работать необходимо в хорошо проветриваем помещении или вообще на улице!
На первоисточнике советуют наносить слои не больше 3 мм и сушить каждый слой не меньше 8 часов. Признаюсь честно – я не вытерпел. Я сразу же залил груз снаружи 3-мм слоем, а внутреннюю часть, ту где вырезы под ремень, вообще залил полностью, то есть получилась этакая лепешка.
Отдельно хочу отметить, что надо выдавить весь воздух из силикона, заполнить все полости формы. Я это делал пальцем. Силикон не отмывается ничем! Однако успешно оттирается туалетной бумагой. А тончайший слой на пальцах потом сам уходит.
Ох уж эта нетерплячка! Картонку с залитым на ней грузом, чтоб быстрее высохло, положил в духовку. 3 раза прогревал примерно до 60-80 градусов. Воняло… мама не горюй как!
После этого выложил все это на закрытый балкон. Солнца правда не было, но выложил не зря. Потому как на следующий вечер после работы, на балконе стоял противный запах.
После этого я решил положить еще слой силикона, потому как 3 мм все ж маловато. Однако не веря во всю эту затею решил выковырять груз, глянуть что получилось, чтоб в случае чего не тратить время и силикон дальше. Для этого аккуратно, последовательно по периметру отодрал высохший силикон так, чтобы не порвать его. Постепенно, круг за кругом отдирал все больше и больше. В конце концов у меня в руках осталась силиконовая лепешка с замурованным в ней грузом. Точно так же, не спеша, последовательно отодрал силикон от груза. Причем выворачивание уже отодранных частей вполне допустимо. Вскоре освободил весь груз. Красиво, черт побери, получилось! Маникюрными ножничками отрезал все лишние наплывы. Потом вставил груз обратно и положил обратно, на картонку.
После этого нанес еще один, контрольный слой силикона. И дальше то же, сушка в печке, на балкон.
На следующий вечер развел гипса, вылил в формовочную коробку и опустил в него сверху лепешку, силиконом в гипс, естественно.
Некоторые пояснения. Гипсовая форма вокруг нужна только для твердости, потому как силиконовую форму легко перекосить тем же расплавленным свинцом, резина считай. Гипс застывает очень быстро! Был случай, я его даже развести не успел а он начал превращаться в камень. Если все же Вам кажется, что гипс застывает долго – добавьте в воду поваренной соли, реакция застывания намного ускорится. Время застывания гипса порядка 10-15 минут. Да, после этого он еще влажный, но уже очень крепкий, даже отверткой тяжело ковыряется :-)
Читал, что форму лучше обработать графитом, чтоб свинец легче отделялся. Для этого разобрал пальчиковую батарейку. В ней центральный стержень из графита. Натер графита на напильнике, высыпал его в форму и растер равномерно пальцем. Графит очень тяжело отмывать, будьте аккуратнее.
Первая плавка прошла тяжко. От силикона поднялись немного едкие облака белого пара (дыма).
Кстати, плавку свинца лучше проводить в одежде и очках, не дай бог свинец брызгнет!
Емкость с расплавленным свинцом я с огня не снимал, просто сделал потише, чтоб свинец не закипал.
Замечание! Думаю все знают, но я повторюсь. Пары свинца, да и сам свинец (тем более в виде пули :-) ) очень вредны для организма. Работать с ним нужно в хорошо проветриваемом помещении или на улице.
Проводим ОТК полученного груза. 1 кг. Класс!
Что же стало с силиконом? Верхний слой формы, который соприкасался с расплавленным свинцом, стал по консистенции как нагретый пластилин, но слой этот не критичный, десятые доли миллиметра. Сама форма не испортилась ни на каплю.
Более того пальцем, пользуясь мягкость верхнего слоя, я замазал все неровности :-)
Внешне грузы конечно получились не на выставку, но главную функцию выполняют, а именно тянут к земле своей 1-килограмовой массой :-) Но и сказать что они получились с очень отвратительной поверхностью – тоже нельзя.
Правда пришлось все полученные груза протереть туалетной бумагой, потому как на ощупь они были как будто жирные.
У меня пока что получилось 5 грузов по 1 кг. Форма думаю выдержит еще много. По крайней мере знаю точно – свинец у меня закончится раньше :-) И еще думаю всем друзьям хватит, если они свинец мне принесут.


Вид формы после всех плавок. Черное – это графит. Фото плохое, пересвечено, но там силиконовая форма в гипсовой форме. Маркерные насечки как оказалось не нужны.

Здесь я показываю, что силиконовая форма не потеряла своей гибкости и еще вполне и вполне жизнеспособна.
PS: (26.04.2008) На сегодняшний момент в общем, включая пробные грузы, выплавлено около 25-30 штук. Форма "подустала", но еще вполне и вполне дееспособна. Единственное что могу добавить, что я понял - [B]обязательно[/B] необходимо по мере надобности подновлять графитовый слой, чтоб силикон и не выглядывал. Иначе подплавленный силикон липнет к свинцу и форма портится. Кроме того, необходимо немного давать форме подостыть между серией выплавок. На последних 11 грузах я делал серию равной 3-м выплавкам. На выплавке последних 4 грузов силиконовая форма таки вывалилась из гипсовой, что, имхо, не очень хорошо. Лично я, на будущее, буду делать на внешней стороне формы побольше сложных неровностей, или вообще вставлять металлические штырьки, чтоб зафиксировать силиконовую форму в гипсовой. Мой знакомый собирается попробовать часть слоя, которая непосредственно касается свинца, сделать из автомобильного герметика. Он держит температуры до 300-350 градусов. Но, к сожалению, пока что, н данный момент, сведений об эффективности и работоспособности данного метода нету.
Чтобы обеспечить заброс снасти на значительное расстояние от берега, а также для её надёжного погружения и фиксации на дне водоёма, практически каждое орудие лова рыбы оснащается грузилом. Несмотря на то, что в исключительных случаях для этой цели можно использовать любой металлический предмет подходящего веса, правильно изготовленное грузило позволит ловить рыбу максимально эффективно.
Каким должно быть грузило
Качественное грузило должно отвечать следующим параметрам:
- быть тяжёлым – для изготовления деталей, как правило, используется свинец, который имеет максимально возможную плотность из доступных рыбаку материалов;
- иметь обтекаемую форму с идеально гладкой поверхностью — при забросе снасти на грузило воздействуют аэродинамические силы. Чем шероховатее будет поверхность грузила, чем более прямоугольная форма будет у него, тем непродолжительнее станет полёт снасти при забросе, а при вываживании рыбы или извлечении снасти из воды для проверки потребуется приложить большее усилие;
- иметь надёжное крепление для лески;
- не выделяться на фоне дна, чтобы не отпугивать осторожную рыбу;
- изготавливаться из недорогих материалов.
Чтобы реализовать данные условия на практике, достаточно запастись необходимым количеством свинца и металлической или керамической посудой для плавления этого металла.
Отливка простого грузила в ложке
Самый простой способ изготовления свинцового грузила для донной снасти — это отливка в алюминиевой ложке. Понадобятся следующие материалы и инструменты:
- свинец — можно использовать старые ненужные грузила или пластины от кислотного аккумулятора;
- ложка алюминиевая;
- емкость для плавки свинца — температура плавления свинца составляет +327 градусов Цельсия, поэтому осуществлять эту операцию можно даже в алюминиевой посуде. Стальная или керамическая ёмкость также сгодится для этой цели;
- стальные щипцы.
Изготовление грузила осуществляется в такой последовательности:
- На горелку или костёр устанавливается ёмкость для плавки металла;
- В ёмкость помещается измельчённый свинец;
- Когда свинец расплавится, в ложку, зафиксировав её в строго горизонтальном положении, налить расплавленный свинец.
Когда металл остынет, его можно будет легко отделить от алюминиевой поверхности ложки и использовать в качестве грузила.
Как отлить грузило в ложке
Конусное грузило из бумажной формы
Достоинство способа выливания грузила для рыбалки с использованием бумажной формы заключается в возможности экспериментировать с геометрией данного изделия. Самый распространённый вариант — выливание в спичечный коробок — не рекомендуется использовать, т. к. получается грузило с очень плохими аэродинамическими качествами.
Если алюминиевую ложку для изготовления свинцовых грузил можно использовать многократно, то вылитый в бумажную форму расплав свинца сделает её непригодной для повторного использования.
Для изготовления свинцового грузила конусной формы понадобятся:
- плотная бумага;
- свинец;
- ёмкость для плавления;
- горелка;
- ёмкость с песком.
Изготовление конусного грузила:
Форма для конусного грузила
Отливка грузил в форме из цемента
Если необходимо изготовить большое количество свинцовых изделий, то в качестве формы для отливки необходимо изделие многоразового использования. Отличными характеристиками обладают формы из цемента, которые позволяют отливать грузила для рыбалки любой конфигурации.
Изготовление подобного приспособления потребует некоторого времени, поэтому для срочного изготовления грузила такой вариант не подходит.
Для создания формы понадобятся:
- цемент марки М400 или М500;
- металлическая лента шириной 30-40 мм;
- заготовка;
- ёмкость для раствора;
- металлическая спица;
- скотч;
- электродрель и набор спиральных свёрл.
Процесс изготовления формы:
Когда форма будет разделена на 2 половинки, заготовка грузила удаляется, а к образовавшейся на её месте пустоте делается литник. Для этого снова соединяются две половинки формы таким образом, чтобы образовалась первоначальная форма грузила внутри. Ровно посередине сверлом по бетону делается отверстие к пустоте внутри формы. Сверло используется диаметром 6 миллиметров. Чтобы облегчить поступление расплавленного свинца внутрь формы, делается небольшое рассверливание отверстия сверлом большего диаметра до образования воронки. После завершения данной операции форма будет полностью готова для многократной отливки грузил.
Процесс отливки грузил в бетонной форме осуществляется в такой последовательности:
- Бетонная форма помещается в песок, который предварительно подогревается в керамической или металлической ёмкости. Литник обязательно должен оставаться снаружи, и попадание песка внутрь формы должно быть полностью исключено;
- Свинец расплавляется и заливается тонкой струйкой в литник;
- После остывания формы и свинца её необходимо достать из песка и аккуратно разобрать. Таким образом, можно в домашних условиях получить профессионального качества грузила для донной рыбалки.
Обработка свежеотлитых грузил
Когда грузила будут отлиты, их необходимо правильно обработать. Если свинцовый груз был отлит в алюминиевой ложке, то для крепления лески необходимо просверлить в металле отверстие.
Отверстие сверлится в узкой части грузила с помощью электродрели и спирального сверла 2 мм. С отверстия обязательно следует снять фаску сверлом большего диаметра, иначе острые края металла приведут к быстрому истиранию лески и обрыву грузила.
Свежеотлитые грузила необходимо слегка оттенить, чтобы в воде блеск от ровной свинцовой поверхности не отпугивал осторожную рыбу. Для этой цели применяется концентрированный водный раствор перманганата калия, в котором необходимо выдержать деталь в течение нескольких часов.
Если после отливки на поверхности изделия образовались наплывы, то их необходимо убрать с помощью бархатного напильника.
При работе со свинцом необходимо помнить о правилах безопасного обращения с тяжёлыми металлами. Категорически запрещается дышать парами свинца, а также использовать кухонную посуду по назначению после контактирования с этим металлом.
Как сделать грузило для рыбалки, подробно описано в данной статье, и если чётко следовать всем рекомендациям, то можно получить в домашних условиях очень качественное изделие с отличными аэродинамическими качествами
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Автор: Колесников Юрий Фёдорович, инженер-теплоэнергетик*
© При использовании материалов сайта (цитат, изображений) указание источника обязательно.
Тигель – сосуд для плавки металла. В тиглях плавят, как правило, передельный металл, т.е. уже доведенный до нужной степени качества для отливки в форму или аффинажа (глубокой очистки от примесей). Генеральная линия развития большой металлургии – уменьшение количества переделов, вплоть до выпуска кондиционного металла сразу из плавильной печи, но в промышленности тигельная плавка до сих пор сохраняет существенное значение, а в кустарном мастерстве и ювелирном деле доминирует.
Тигель не просто достаточно жаростойкая посудина. Его химический состав и конструкция должны соответствовать виду переплавляемого металла и режиму плавки. В этой статье описывается, как сделать тигель своими руками и каким условиям он должен удовлетворять для пользования дома или в малой мастерской. В расчете на начинающих металлургов придется сперва коснуться самого процесса плавки металла, т.к. требования к тиглю определяются в основном его условиями.

Плавка металла в тигле в домашних условиях
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Примечание: коэффициент температурного расширения графита ТКР отрицательный, что существенно компенсирует термическое расширение тигля, повышает его стойкость и увеличивает ресурс. Тоже ценное качество.
Выдержка
Применительно к изготовлению самодельного тигля дегазация расплава при выдержке значима тем, что в это время он (тигель) испытывает значительные динамические нагрузки от пузырьков выделяющихся газов и/или игры самого расплава. Т.е., сделать тигель выдерживающим большое количество термических деформаций и, если требуется восстановительным, мало. Его материал должен быть и достаточно вязким, чтобы выдерживать ударные волны от лопающихся пузырьков и толчки от струй расплава. Именно этим обстоятельством объясняется низкая стойкость и надежность самодельных графитовых тиглей, (см. далее).
Из чего делать
Плавильные тигли изготавливаются (см. рис. ниже):
- керамическими химически нейтральными;
- керамическими графитированными;
- графитовыми;
- чугунными;
- стальными.

Тигли для плавки металла из различных материалов
Их сравнительные характеристики таковы:
- Керамические нейтральные – используются для переплавки лома ювелирных изделий с сохранением пробы, т.к. при косвенном нагреве (см. ниже) свойств металла не изменяют. Самому сделать можно, но сложновато (см. далее) и стоит ли? Тигель для золота на 50 г стоит в ювелирном магазине до 100 руб. Без проблем пригодны для плавки в индукционной печи (см. далее), т.к. почти не поглощают энергию электромагнитного поля (ЭМП). Ресурс – 10-30 плавок.
- Керамические графитированные – пригодны для плавки любого металла; в домашних условиях до 1,5-2 кг за раз. Для использования в индукционной печи ее мощность на то же количество металла придется повысить в 1,5-2 раза вследствие поглощения ЭМП токопроводящим графитом. Самому сделать можно, см. далее. Ресурс – до 50 и более плавок.
- Графитовые – пригодны для переплавки старого, окисленного лома цветных и драгоценных металлов, т.к. создают сильную восстановительную среду. Плавка серебра открытым газовым пламенем в графитовом тигле позволяет почти полностью восстановить исходный вес окисленного металла. Самостоятельно не делаются, см. ниже. Ресурс – более 100 плавок.
- Чугунные – используются в основном для переплавки красной меди в бескислородную, т.к. активно поглощают кислород. Ресурс – до 30 плавок, а потом аморфный углерод из чугуна уходит и тигель деградирует.
- Стальные – самодельный дешевый вариант для плавки небольших количеств алюминиевых и магниевых сплавов и др. химически инертных в расплаве металлов. Возможно применение для переплавки небольших количеств свинца в рыболовные грузила и т.п.
Примечание: графитовые, чугунные и стальные тигли для использования в индукционных печах (см. далее) совершенно непригодны, т.к. полностью поглощают энергию ЭМП.
О графитовых тиглях
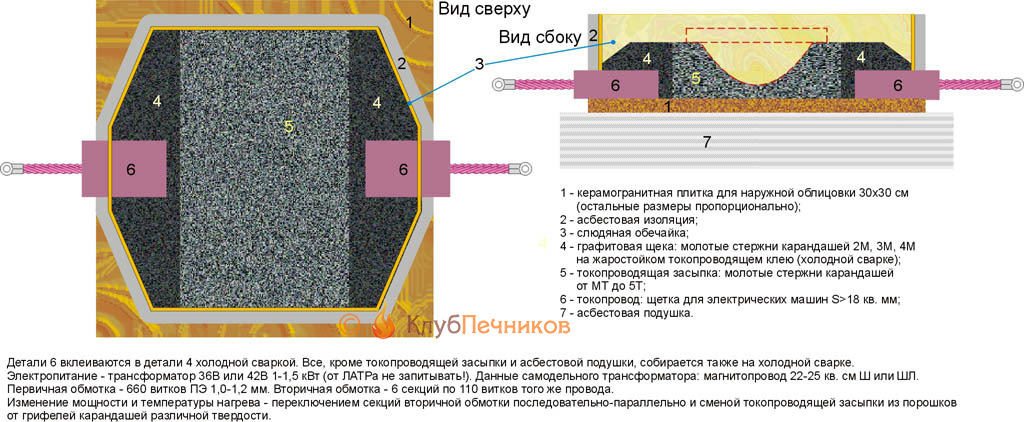
Графитовая мини-печь для нагрева ювелирного тигля
Холодную сварку для сборки данной печи следует использовать на температуру не ниже 800 градусов – хорошо проводящие электричество щеки за время одной плавки не греются выше 400. Не намного более нагреется без тигля и графитовый порошок, но, когда тигелек в него вдавлен, он окажется в горячем пятне свыше 1000 градусов вследствие уплотнения порошка под тиглем.
Если плавится золото, то после окончания плавки и остывания печи графитовый порошок высыпают и перетряхивают, т.к. он спекается. Для плавки серебра и мельхиора порошок удаляют и перетряхивают через 3-5 плавок, так печь быстрее нагревается. В любом случае, чтобы держать восстановительную среду, печь во время плавки накрывают слюдяной крышкой.
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж

Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.

Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
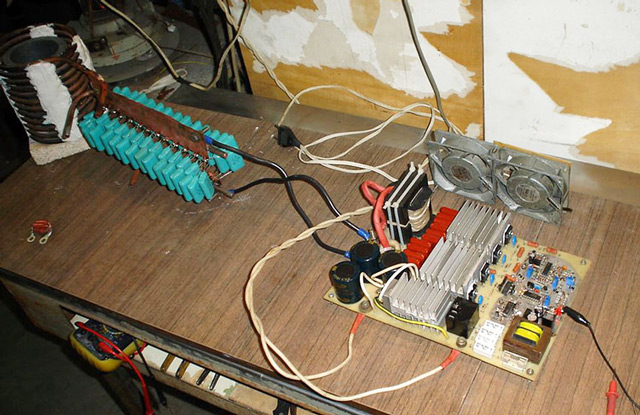
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Видео: мини печь для плавки алюминия
Делаем тигли
Теперь пришло время сделать своими руками плавильный тигель. Из вышесказанного ясно, что своими руками имеет смысл делать тигли:
- Стальной;
- Керамический нейтральный;
- Керамический графитированный.
О стальных тиглях особо говорить нечего – это просто посудина из стали в приваренной ручкой. Используются стальные тигли для переплавки легкоплавких металлов; иногда – цинка на горячую оцинковку с качеством до 3+. Стальные тигли для свинца, олова и цинка пригодны только для плавки одного конкретного металла, т.к. после 1-2 плавок сами покрываются им изнутри.
Читайте также: