
Краска для шабрения своими руками
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Перед шабрением поверхности очищают, промывают, протирают, затем наносят на них краску.
Краски для шабрения. После очистки заготовки перед шабрением выявляют неровности путем окрашивания поверхностей краской. Шабровочная краска представляет собой смесь машинного масла с лазурью и (:еже с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на детали. Лазурь можно заменить сажей, замешанной на смеси автола с керосином.
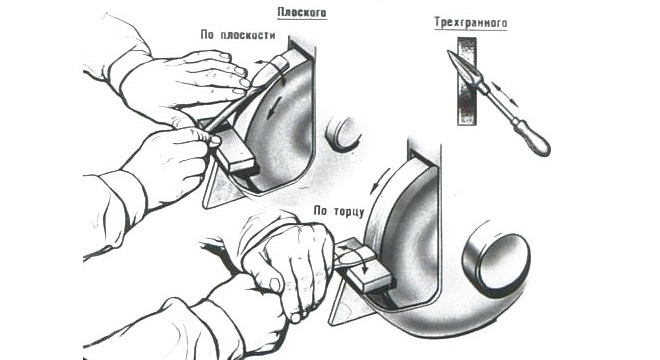
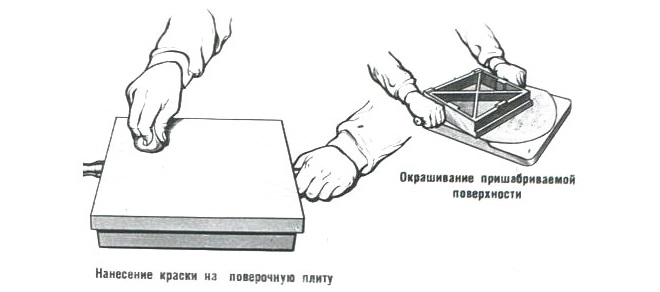
Рис. 321. Окрашивание плоских поверхностей при шабрении: а – окрашивание плиты, б – перемещение детали по плите (окрашивание), в – окрашенная деталь, тампоном, г – перемещение плиты по детали
Краску измельчают так, чтобы между пальцами не ощущалось зерен. Затем краску насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите и проверяемая поверхность при наложении ее на плиту вся покроется краской.
Окрашивание поверхности
. Краску наносят на поверхность плиты тампоном (рис. 321, а) из чистых льняных тряпок, сложенных в несколько слоев. Удобно наносить краску также мешочком, изготовленным из чистого полотна (холста), в который накладывают краску.
Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку. Ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло.
Перед окрашиванием с поверхности детали удаляют стружку и грязь волосяной щеткой или чистой тряпкой, деталь осторожно накладывают обрабатываемой поверхностью на поверхность плиты и медленно передвигают. Для достижения равномерного износа плиты необходимо использовать всю ее поверхность.
После двух-трех круговых движений по плите (рис. 321, б) деталь осторожно снимают. На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности (рис. 321, в), на плохо подготовленных – неравномерно. В небольших углублениях краска будет скапливаться, а в местах более углубленных ее вообще не будет. Так возникают белые пятна – наиболее углубленные места, не покрытые краской; темные пятна – менее углубленные, в них скопилась краска; серые пятна – наиболее выступающие, на них краска ложится тонким слоем.
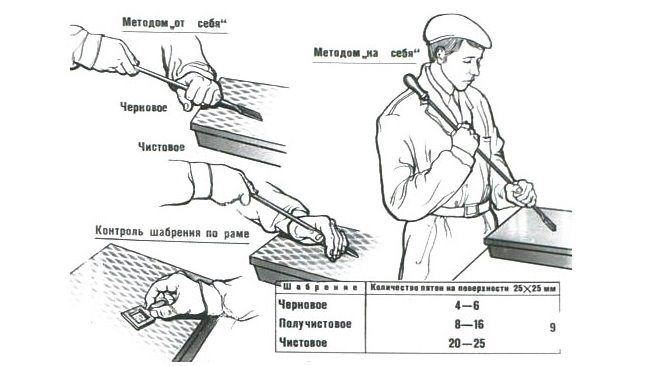
Рис. 322. Приемы шабрения плоских деталей: а – ‘от себя’, б – ‘но себя’
При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный поверочный инструмент – плиту (рис. 321, г) или линейку – перемещают по контролируемым поверхностям.
Легкие детали (изделия) при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые – на козлах.
Процесс шабрения заключается в постепенном снятии металла с окрашенных участков (серые пятна). Шабер держат правой рукой за ручку, а левой нажимают на конец шабера (рис. 322, а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25 – 30°, а режущая кромка должна находиться на окрашенной поверхности. Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т. е. “от себя”, а при работе плоским шабером с отогнутым вниз концом -движение назад, т. е. “на себя”. При движении назад (холостой ход) шабер приподнимают.
Comments
Олег Днепровский:
блин ну ты и краски навалил на линейку, я на бутер масла и то меньше мажу)
Кот Пыльный:
А одна из зелёных случайно не оксид хрома? Часто пользовал зелёную краску на оксиде хрома для полировки стали. Там на тюбике часто так и пишут Cr2O3 или хромовый зелёный. Можно нечаянно линейку стереть. Другая то зелёная скорее всего бриллиантовый зелёный.
Цвет краски (из рекомендуемого ряда – сажа, берлинская лазурь, краплак красный) выбирается исходя из того, какое у вас освещение. Если у вас белые люминесцентные лампы, то сажа газовая лучше всего видна, а если у вас желтые лампы накаливания, то предпочтительнее применять синий (берлинская Лазурь, не Глазурь). Синий диапазон спектра человеческий глаз видит хуже всего при одинаковой интенсивности свечения, а когда его еще и в спектре лампы почти нет, то вообще идеал. Кроме того, синий хорошо поглощает излучение красной части спектра (у лампы накаливания более 60 % излучения красное и ИК). И вы получаете очень контрастные пятна. А если у вас светодиоды, которые грешат большой долей синего в спектре – то краплак будет удобнее чем берлинская лазурь. Кроме того, краску выбирают в первую очередь не по цвету, а по укрывистости и тонкости помола пигмента. Так, чтобы в тонком слое она как можно сильнее затеняла фон, на который нанесена. Синий совместно с лампами накаливания почти не уступает саже. Кроме того, есть еще такое понятие, как тонкость помола. Некоторые краски в силу своей природы имеют более тонкий помол. Так, берлинская лазурь – растирается легче и мельче, чем например тот же оксид хрома (хромовый зеленый) для зеленого цвета. Чем тоньше помол, тем тоньше слой краски и точнее получается пришабриваемая деталь. Я в последнее время предпочитаю сажу самодельную на машинном масле, ибо художественные краски содержат сиккативы, от которых даже минеральное масло начинает сохнуть, если два-три дня к линейке не подходишь краска уже хреново отпечатывается, хотя конечно еще и не засохла намертво (если залить совсем маслом, то конечно не сохнет, но мажется и толку с неё ноль ибо слой слишком толстый). Сажа отлично видна даже при толщине слоя 10мкм, проверял. Если у вас в чугуне поры, используйте краску контраст – например можно поры затереть белой нитрокраской и дать высохнуть, а потом поверх уже делать отпечатки. В общем, если вы шабрите так, что после прокатки по завершенной поверхности индикатором стрелка дергается на 2 и более сотки относительно нуля при переезжании высоких мест – то можно любую краску использовать. Но станок с такой шабровкой будет проходить длительную приработку пока его геометрия устаканится и все притрется. Если вы делаете тонкую шабровку, для точного оборудования, пользуйтесь мудростью дедов – сажа, краплак красный, берлинская лазурь.
Пікірлер • 28
В строй магазине купить можно)
Лучше купить сажу(дактилоскопический порошок) в магазине где продаются расходники для криминалистики
А чего не поставить стекло и не накоптить сажи?
Буду использовать сажу из газового котла отопления
Хм. Ну расскажите как на токарном станке из проводов получить сажу не сжигая их!
Провода это другая тема, а сажа это побочный эффект.
Машину покрасить реально
Попробуй графитовую смазку
У нас на (в простонародии — синька) с касторовым маслом.
Нужна банальная свечка и стёклышко над пламенем. сажу снимаешь и в баночку с маслом.
@Korablev Согласен полностью.
И сколько сажи таким образом можно получить? Пару спичечных коробков? Сажу в избытке можно найти в любом деревенском доме с печным отоплением, причем в изрядном количестве. Пол литра, а то и больше можно спокойно нагрести с одной печки
Приобрёл себе Weiler Lz300w. Станина поизношена, вот смотрю твои труды. Если честно сыкотно, боюсь испортить. Но я настроен все сделать своими руками.
Для шабровки применяется на просто сажа, а масляная или газовая, т.е. мелкодисперсная копоть от сжигания с недостатком кислорода. Смешивается с автолом до густоты мягкого пластилина и разводится керосином до состояния сметаны (оплывания). Берлинская лазурь, мелкодисперсная краска (осадок от сливания двух растворов), смешивается с маслом до состояния оплывания. Имеются в художественных салонах, как в виде порошка, так и густотёртые с льняным маслом. Цена рублей 20-100. Густотертую берлинскую лазурь надо чуть разбавить машинным маслом, а газовую сажу керосином (она очень липкая). Для шабровки удобнее лазурь. Сажа очень капризная, с ней надо уметь работать, но даёт более высокую точность (3мкм), чем лазурь (5 мкм). Практически все остальные краски либо дроблёные и просеинные через сита (с водой) минералы, либо искуственные спечёные типа синьки и тоже дроблёные с размером частиц до 0,02 мм.
Игорь Негода
Комментарии к видео
как все сложно и трудоемко. Отработанный порошок с принтера работает даже без масла.
Вы по сути сделали средневековые чернила)))
Тонер для лазерного принтера очень мелкий, как вариант еще
Очень точное выравнивание твердых поверхностей – это шабрование (шабровка, шабрение) металла, слесарное дело в наши дни называет данную операцию одной из самых сложных и ответственных.
1 Что такое шабрение металла, каким инструментом оно выполняется?

Под этой процедурой принято понимать финальную операцию слесарной обработки металлических (крайне редко – пластиковых или деревянных) поверхностей, суть которой состоит в соскабливании с верхней части деталей тонких (0,005–0,07 мм) слоев посредством шабера. Рекомендована операция для ситуаций, когда обрабатываются крайне малые по уровню шероховатости поверхности.
Шабровка идеальна для поверхностей сопрягаемого типа (трущихся), которые перемещаются по отношению друг к другу.
Она удерживает между ними смазку, обеспечивает сопрягаемым изделиям плотное прилегание, что гарантирует высокую точность геометрических показателей обрабатываемых деталей, к которым относят:
- элементы приборов;
- криволинейные и плоские поверхности;
- поверхности поверочных плит, линеек, угольников и иных измерительных приспособлений;
- подшипники скольжения;
- некоторые строительные материалы (часто выполняется шабровка плитки).
Инструмент для выполнения операции шабрования под названием шабер может быть:
- трехгранным, плоским или фасонным (классификация по виду режущей части);
- составным либо цельным (разделение по конструкции);
- двух- или односторонним (учитывается количество режущих частей).

Сырьем для производства шаберов выступают инструментальные стали. Инструменты составной конструкции нередко снабжаются пластинами из сплавов высокой твердости либо из инструментальной быстрорежущей стали.
Размеры (геометрические) шаберов зависят от:
- угла их монтажа по отношению к поверхности, которую предстоит обрабатывать;
- материала деталей;
- конкретного вида обработки заготовки.
Плоские поверхности легко поддаются двух- и односторонним шаберам, характеризуемым криволинейной или прямолинейной режущей частью. Торцевой участок инструмента по отношению к его оси затачивается под углом:
- от 90 до 100 градусов при отделочной обработке металла;
- 90 градусов при чистовой;
- от 75 до 90 при черновой.
Мягкие металлы обрабатывается шабером с углом от 35 до 40 градусов, сталь – от 75 до 90, бронзовые и чугунные изделия – от 90 до 100.

Требуемая шероховатость детали и показатель ее твердости определяют радиус закругления и длину кромки инструмента, которая осуществляет операцию резки. Кромка будет иметь тем меньший радиус и более узкую кромку, чем большей твердостью характеризуется обрабатываемая заготовка. Отделочное шабрение поверхностей осуществляется инструментом с шириной кромки для резки от 5 до 12 мм, чистовое – от 15 до 20 мм, черновое – от 20 до 30 мм.
При обработке подшипников скольжения используются кольца-шаберы, которые снижают количество переточек при шабрении. Вогнутые поверхности обрабатываются инструментом с тремя гранями, снабженными специальными желобками в продольном направлении и углом заострения 60°. Такие приспособления легко заправляются и затачиваются.
2 Шабрение поверхностей плоского вида – схема процесса
Существует два варианта выполнения операции: ходом (рабочим) "на себя" и "от себя". Специалисты говорят, что более производительным и современным является первый способ (шабрение и притирка сейчас чаще выполняются именно "на себя"). Его схема будет представлена чуть ниже, а перед этим мы коротко расскажем о том, как подготовить металлическую поверхность для процедуры.
Существует особая краска для шабрения, состоящая, как правило, из комбинации сурика, лазури либо синьки с обычным машинным маслом. Ее наносят при помощи тампона на поверочную плиту, затем оттуда круговыми движениями переносят на заготовку. Впоследствии мастер выравнивает в первую очередь самые выступающие окрашенные зоны, а затем и мало окрашенные.

Схема выполнения шабрения "на себя":
- деталь устанавливают в тиски;
- используя удлиненный инструмент с пластинками вставного типа, начинают операцию шабрения (приспособление следует держать в средней его части двумя руками, подводя под углом около 80 градусов к поверхности режущую часть шабера);
- кромка инструмента подводится к границе "уничтожаемого" пятна;
- выполняется шабрение (по направлению к удаленному краю детали от ближайшего к рабочему) "на себя" – черновое (его называют предварительным) и чистовое (окончательное).
Как только на обрабатываемой поверхности площадью 25 на 25 миллиметров будет визуально зафиксировано не менее 12–16 пятен краски для шабрения, которые равномерно покроют заготовку, процедуру ее выравнивания можно считать законченной. После этого осуществляется контроль качества работы при помощи спецрамки, помещаемой на поверхность:

- в образовавшемся окошке считают число пятен;
- повторяют данную операцию еще несколько раз в разных местах детали;
- высчитывают среднее арифметическое;
- сравнивают с требуемым (12–16 пятен) значением.
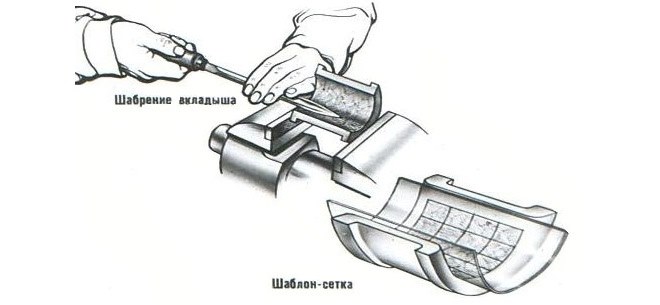
Криволинейные поверхности проверяют целлулоидным шаблоном (сетка с участками 25 на 25 мм). Он может воспроизводить конфигурацию заготовки, которая выравнивалась. Если на 75 участках шаблона имеется столько пятен, сколько было предусмотрено техническими условиями обработки, шабрование признается удовлетворительным.
3 Притирка и шабрение металла – схожие по назначению процессы
Притирка необходима для обеспечения герметичности и высокой плотности участков сопряжения заготовок, контактирующих между собой. Поверхность при проведении такой процедуры характеризуется точностью выравнивания до 0,0001 мм. Выполняют ее после шабрения следующими абразивами:
- Мягкими: алмазные пасты и пасты ГОИ. Такие составы рекомендованы для медных и алюминиевых листов, чугунных изделий, поверхностей из отожженной стали.
- Твердыми: кремень, наждак, монокорунд, алмаз, кварц, натуральный корунд, синтетический альбор, электрокорунд (белый, обычный, хромистый), карбиды кремния. Последние используются для обработки чугунов.

Притирка сопровождается охлаждением и смазкой поверхностей, которые выполняются содовой водой, бензином, керосином либо минеральными маслами. А главным инструментом выполнения процедуры является приспособление притир. Он изготавливается из натурального дерева, стекла, бронзы, чугуна, меди, имеет цилиндрическую, плоскую или иную конфигурацию, которая аналогична выравниваемой поверхности.
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
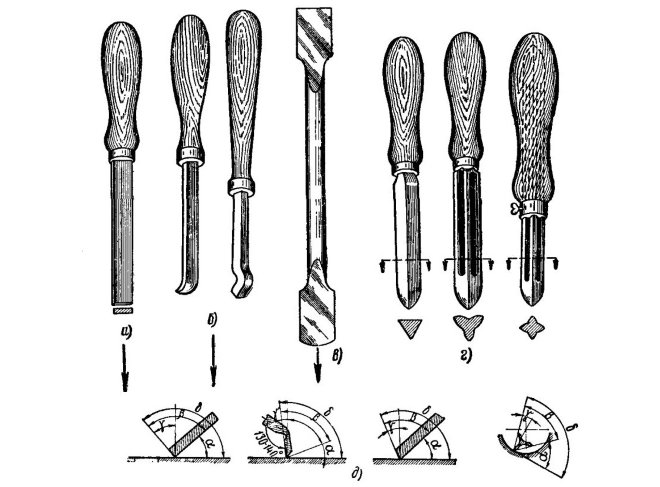
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
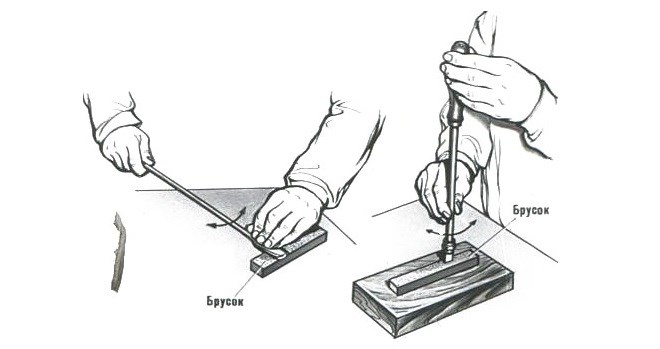
Ручная доводка шабера
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
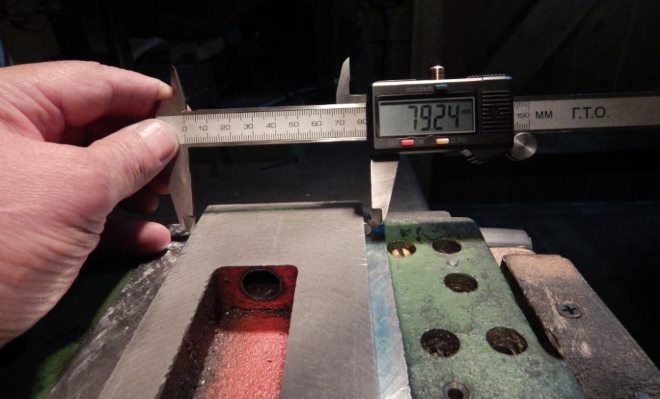
Поверка плоскостей с помощью цифрового штангенциркуля
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.

Слесарные работы, связанные с подготовкой металлических и деревянных поверхностей методом удаления неровностей, проводятся с помощью специального инструмента, оснащенного режущей кромкой. Шабрение, или шлифовка, содержит в себе разные технологии финишной обработки заготовок для деталей, операция осуществляется как непосредственно приспособлениями, так и с применением абразивов разной зернистости. Все рабочие процессы позволяют получить заготовку с идеально гладкой поверхностью, шаберы по металлу и дереву помогают создать плотную адгезию с другими деталями.
Что представляет собой шабер?

Инструмент, предназначенный для снятия тонкого слоя металла с поверхности заготовки, используется для удаления поверхностной пленки перед пайкой или сваркой элементов нагружаемой конструкции, а также перед сборкой деталей точных приборов. Методом скобления острая кромка лезвия шабера слесарного снимает верхний слой материала толщиной 0,01 мм.
Шабрение металла также применяется при шлифовке дерева после обработки другими инструментами. В процессе зачистки поверхность проверяется поверочной пластиной, покрытой слоем краски. Наличие неровностей выявляется методом окрашивания отдельных участков заготовки, удаление которых производится повторным скоблением проблемного места.
Шаберы слесарные различаются:
- Формой, которая бывают плоской, фасонной, многогранной
- Конструкцией, в составе которой содержатся заменяемые пластины
- Числом шлифовальных граней: односторонний, двухсторонний и трехсторонний.
По исполнению устройство бывает разборной и цельной.
Инструмент для зачистки металла
Шабер слесарный изготавливается стандартной длины, ширина лезвия зависит от типа операции: для черновой обработки применяется инструмент с шириной лезвия до 3,0 см, чистовую зачистку производят режущей частью шириной 2,0 см. Технология выбирается в зависимости от угла заточки лезвия, которая разработана для каждого вида операции:
- 75 -90 — черновая обработка;
- 90 — чистовая операция;
- 90 -100 — отделочная зачистка.
Угол заточки лезвия инструмента измеряется относительно оси рукоятки изделия.
Краска для поверхности
После завершения подготовки материала производится выявление остаточных неровностей методом приложения окрашенной контрольной пластины. Краска для шабрения изготавливается из пигмента, смешанного с любым видом технического масла. В качестве пигмента применяется лазурь, синька, сурик или смесь сажи, автола и керосина. Шабровочная краска должна иметь консистенцию пасты среднего загущения, не растекаться и не образовывать комков. Смесь должна ложиться на плоскость контрольной пластины тонким ровным слоем.
Виды слесарных шаберов

Приспособление плоского типа с тремя гранями или фасонным лезвием подходит для работы с прямой плоской поверхностью или острыми углами изделия, хорошо режет алюминий, медь и боббит. Инструмент с трехгранным лезвием используется для обработки отверстий цилиндрического типа в заготовке из твердосплавного металла.
При шабрении поверхности деталей инструмент, применяемый принцип шабрения и шлифовки под определенным углом должен иметь сменные заточенные пластинки, позволяющие сформировать угол по отношению к ровной поверхности. Выполнение операций чаще всего осуществляется универсальным шабером, в конструкции которого содержится:
- Корпус;
- Ручка;
- Держатель;
- Зажимной винт;
- Сменная пластина.
Как правильно скоблить
Вид шабрения не предусматривает подготовки поверхности обрабатываемого материала. Выполнение работ осуществляется в строгой последовательности операций:
-
Нанести краску на контрольную пластину;
- Приложить нешлифованную деталь к пластине и плавно продвинуть ее вперед и назад;
- Визуально оценить окрашенные дефекты;
- Подготовить инструмент;
- Приступить к удалению неровностей методом движения шабера с углом наклона лезвия 35−40 .
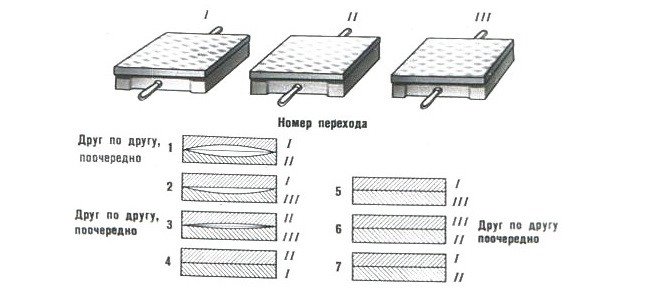
Работа с металлической поверхностью заключается в соскабливании выпуклостей. Принцип шабрения заключается в создании длинных отрезков, образуемых скольжением лезвия с последующим сокращением амплитуды. Направление движения инструмента должно изменяться постепенно и скрещиваться. В процессе работы рекомендуется проверять уровень сглаживания неровностей окрашенной пластиной или контрольным квадратом 25×25 мм.
Техника проверки поверхности
Контрольный квадрат помогает определить глубину шабровки поверхности детали или заготовки. В середине рамки, приложенной к поверхности детали, выделяется контрольный участок и производится подсчет количества окрашенных пятен. Тип неровностей можно определить числом выпуклостей:
- Если количество пятен достигает 6 — шабровка грубая;
- Если насчитывается до 10 пятен — шабровка чистая;
- Когда число пятен не менее 14 — обработка точная;
- Когда число окрашенных пятен составляет 22 — зачистка ювелирная.
Операция выравнивания лицевой части деталей, инструмент и применяемый способ шабрения зависит от типа поверхности. Для обработки краев используется приспособление прямого типа, гнутые детали шабровщик зачищает фасонным лезвием, твердые материалы обрабатываются узким лезвием, скобление мягких материалов и плоских поверхностей осуществляется широким шабером и лезвием радиусного типа.
Форма лезвия устройства подбирается по типу поверхности, выявить который можно с помощью прокатки детали по окрашенной пластине. Выявленные неровности удаляются приспособлением с длинной заточенной кромкой. Используемые виды шаберов начинают движение от краевой части заготовки. После завершения операции проводится контрольная проверка чистоты обработки, для доводки которой шабровщик использует слесарный сборный инструмент и ферритная кромка Читайте еще: Какой электролобзик выбрать для работы дома
Читайте также: