
Ковка бронзы своими руками
Добавил пользователь Cypher Обновлено: 16.09.2024
Кузнечное ремесло — один из самых старых способов обработки металла. Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.

Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Обычно для ковки стальных предметов используют готовые заготовки в виде литых стальных болванок требуемого размера. Своими руками таким способом можно изготовить не слишком большие предметы и мелкие инструменты, поэтому для нагревания использую кузнечный горн.
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.

По данным таблицы можно понять каких температурных рамок стоит придерживаться во время нагревания различных сортов стали при ковке. Определяют степень накала металла по его цветовому спектру. Например, если заготовка имеет окраску ослепительно белого цвета, значит, она разогрета до 1200-1300 градусов. Чем более темный окрас металла, тем он холоднее. На фото изображена схема соотношений цветового спектра к температуре.

Как по цвету определить температуру нагрева
Процесс ковки
Когда заготовка будет разогрета до требуемой температуры, ее стоит обжать. Это нужно делать для устранения различных раковин, пустот и трещин в структуре болванки. Процесс проводят следующим образом. Заготовку вытаскивают из горна и ударами молота проходят ее поверхности от середины до краев (сначала верхнего, а потом нижнего).
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.

Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.

Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация
Очень быстрое остывание материала кованого изделия приведет к неравномерной кристаллизации металла. Как следствие в структуре образуются напряжения, раковины и пустоты. Чтобы избежать таких отрицательных моментов, когда завершиться ковка металла в домашних условиях, нужно задать постепенное и равномерное остывание.

Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью. Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
Иногда при описании особо примечательного металлического артефакта Бронзового века, скажем, раннего китайского меча-цзяна или микенской "рапиры", можно встретить следующую восторженную подытоживающую характеристику: "и, подумать только, древние мастера смогли создать эту красоту, располагая лишь молотом и наковальней".
Не оспаривая ни великолепие отдельных находок того периода, ни умопомрачительных навыков древних мастеров, сумевших добиться настолько тонкой отделки без станков с ЧПУ и победитового сверла, замечу всё-таки, что подобная характеристика сочится непониманием матчасти. Здесь ошибка, пожалуй, того же порядка, как и в случае с встречающимися в некоторых особо завиральных фэнтези литыми железными мечами.
Суть в том, что бронзу ковать. Ну, условно - можно. Но только некоторые сорта. И только холодную, с обязательными периодическими отжигами для снятия напряжения материала. В противном случае она начинает предательски крошиться.
Основными инструментами металлурга-"бронзовика" были вовсе не молот с наковальней и прочими стереотипными атрибутами кузнеца, а хорошая плавильная печка и глиняные отливочные формы. И вся история бронзовой металлургии неразрывно связана именно с литьём.
С него она и началась, когда однажды, точно неизвестно где и когда, при выплавке меди из руды в печь угодили особенно удачные посторонние материалы. Получившийся материал оказался твёрже обычной меди, и в силу этого - более пригодным для наконечника стрелы или копья. И после этого - понеслась.
В шихту (смесь исходных материалов для выплавки) в порядке эксперимента стало отправляться всё подряд. Учитывая ментальность людей древности, среди "всего подряд" могли оказаться мышиные хвосты, кровь заклятого врага, пролитая в полнолуние, помёт летучих мышей и прочие "колдовские" ингредиенты. Которые, разумеется, сами по себе не работали. Но вместе с ними в печь отправлялись и всяческие камушки, чем-то привлёкшие внимание плавильщика. На практике они и давали необходимый эффект - хотя, учитывая господство исследовательского метода "научного тыка" в этом деле металлурги не всегда могли точно определить, что именно из всего добавленного в шихту хлама в конце концов так благотворно повлияло на конечный результат. Тот камушек? Этот? Маховое перо степного орла? Или, может, к правильным духам правильно воззвали в процессе выплавки? Точно неясно, потому в следующий раз всё повторяем без изменений, особенно воззвания к духам.
Именно из такой практики, кстати говоря, и возник прослеживаемый в фольклоре образ кузнеца, как колдуна, способного выковать меч-кладенец, кольцо Нибелунгов и новый тоненький голосок серому волку. Поскольку со стороны, пожалуй, процесс выплавки бронзы, особенно - экспериментальной, форменным колдовством и смотрелся.
В процессе этих экспериментов со временем сформировался первый более-менее стабильный рецепт бронзы, как сплава меди и мышьяка. Как нетрудно догадаться, выплавка такой бронзы была далеко не безвредной для металлурга. Отражением этого прискорбного факта стала в древнегреческой мифологии инвалидность Гефеста. Нашу же даже не мифологию, а повседневную речь такое положение дел обогатило звучным выражением "старый хрыч". Которое дословно означает, вообще говоря, просто опытного заслуженного плавильщика. Который, в силу постоянных контактов с парами мышьяка, уродлив, болезнен, скверен характером и психически не особо нормален. Да ещё и всё той же репутацией колдуна обладает, что также отнюдь не комплимент даже для глубоко языческих времён.
С переходом на более безопасные оловянные бронзы воспроизводство хромых злобных психов в металлургической отрасли прекратилось. Но осадочек, как водится, остался.
При этом, установившийся "оловянный стандарт" отнюдь не означал прекращения экспериментов. В печь продолжало отправляться что ни попадя. В большинстве случаев получался лютый ни на что не годный кошмар. Но иногда - везло. Скажем, в шихту попадала сурьма - и бронза становилась намного более износостойкой. Если же туда попадали куски руды, содержавшие цинк, а то и бериллий с алюминием, то это был форменный джекпот. Бронза получалась, если так можно выразиться, спонтанно-легированной, устойчивой к коррозии и весьма твёрдой. Бериллиевые или алюминиевые бронзы, вообще говоря, могут по характеристикам и с современной сталью поспорить. В древности же они и вовсе должны были казаться воплотившимся волшебством. Но они и в наше время совершенно больных денег стоят. Так что в древности, учитывая "глубокое и научное" (сарказм) понимание металлургами технологического процесса, мечишко из подобного материала могли себе позволить разве что цари царей, да и то не всякие. И каждый такой меч был поистине уникален и с самого дня своего выхода из плавильни - легендарен. Вот оттуда в народной памяти волшебные мечи-кладенцы с прочими их мифическими аналогами и пошли.
При этом, бытует стереотип (ради справедливости, встречающийся уже всё реже и реже), что железа тогда не знали совсем, и когда столкнулись с племенами, железом владевшими, то были поражены до глубины души тому, как их воинов рубят в мелкий фарш вместе с доспехами.
Так вот, это не так. В процессе безумного экспериментаторства с выплавками древние металлурги мимо железа пройти не могли - слишком уж оно распространено для этого. Так что железо они - знали. Просто относились к нему с изрядным презрением.
Ведь для его выплавки температуры нужны изрядно больше. Со специальной печкой заморачиваться нужно. И на выходе при выплавке получается не готовый к залитию в форму жидкий металл, а уродливое ноздреватое нечто - сырая крица. Которую потом ещё нужно нещадно охаживать тяжеленным молотом, вышибая из неё шлаки. Чтобы потом в половине случаев обнаружить, что крица ещё при выплавке была запорота из-за нарушений температурного режима. И всё ради чего? Ради непонятного некрасивого металла, во многом уступающего даже средним бронзам, не говоря уже об элитных? Речь ведь о простом железе, а не о какой-нибудь более поздней стали. Оно ведь мягкое, ломкое и не страдающее особой ремонтопригодностью.
Железные мечи вовсе не обладали какими-то превосходными характеристиками относительно бронзовых. Просто в условиях, когда в Европе одни оловянные рудники исчерпались, а с другими, на Урале, из-за неурядиц, засух, голода и набегов всяких там бандитов разорвались торговые связи, железо оказалось удачным решением из серии "дёшево и сердито". Оно позволяло худо-бедно вооружить многих, тогда как бронза стала для более-менее массовых армий дороговатой. Вот и вся разгадка. Банальнейшая экономика, и никаких чудес.
Для сравнения, в Китае, где таких проблем не возникло, Бронзовый век конкретно затянулся - и китайские металлурги за счёт обильной практики достигли действительно выдающихся результатов. Но со временем экономика, бессердечная она стерва, дотянулась и до них.


Температура плавления бронзы определенной марки зависит от того, какие химические элементы входят в состав данного сплава. Для того чтобы в домашних условиях выполнять литье бронзовых изделий, необходимо оснастить свою мастерскую соответствующим оборудованием и строго следовать технологическим рекомендациям.
Плавка бронзы в домашних условиях
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий. В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др. Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Количество основных легирующих добавок в бронзе определяет не только ее физические и химические свойства, но и цвет.
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления. Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова. Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.

Температура обработки и технические свойства оловянных бронз
Безоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.

Температура плавления и другие физические свойства литейных безоловянных бронз
- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.

Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.

Заливка формы литейной бронзой

Температура плавления бронзы
Температура плавления бронзы находится в диапазоне от 854 до 1135°С. Наибольшей температурой плавления обладает бронза АЖН11-6-6 — она плавится при температуре 1408 К (1135°С). Температура плавления этой бронзы даже выше, чем температура плавления меди, которая составляет 1084,6°С.
Температура плавления бронзы
Читать также: Как указывается толщина на чертеже
Примечание: температуру плавления и кипения других металлов можно найти в этой таблице.
Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность. Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж). Обязательное требование к таким помещениям – пол из негорючего материала.
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.

Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).

Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
- Металл, который необходимо расплавить, измельчают и помещают в тигель.
- Тигель устанавливают в печь и разогревают ее до необходимой температуры.
- После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме.
- Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи.
- Жидкий металл через специальное литниковое отверстие заливают в форму. При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась.

Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Как правильно заливать металл в литейную форму
Если расплавленный металл заливают в литейные формы большого размера, то его собственного веса вполне хватает для того, чтобы вытеснить из них весь скапливающийся воздух. Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно. Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.
Литейные формы помещают в специальные центрифуги, работающие от ручного или электрического привода. При вращении создаются центробежные силы, равномерно распределяющие расплавленный металл по всем внутренним полостям форм. Эффективной данная технология является только в том случае, если металл находится еще в жидком, а не в застывшем состоянии.

Самодельная центрифуга для литья мелких деталей
После окончания процесса литья и остывания металла отливку извлекают, используя для этого простейшие механические приспособления. Следует иметь в виду, что поверхность изделий, только что извлеченных из литейных форм, не отличается высоким качеством, поэтому их необходимо подвергнуть различным видам механической обработки.
Изготовление форм для литья
На качество изделий, полученных методом литья из бронзовых сплавов, серьезное влияние оказывает правильность изготовления литейной формы, которая и позволяет создать из расплавленного металла деталь требуемой конфигурации и с заданными геометрическими параметрами. Для изготовления литейных форм традиционно используют специальные приспособления – опоки. Опока, габариты которой должны примерно в полтора раза превышать параметры готового изделия, состоит из:

Литейная форма изготавливается под конкретное изделие
Верхняя и нижняя части опоки, в которые засыпается формовочная смесь, для большей надежности могут надежно соединяться друг с другом, для чего используются специальные фиксаторы на их боковых поверхностях.
Состав наиболее часто используемой формовочной смеси включает:
- песок мелкой фракции – 75%;
- глину – 20%;
- каменноугольную пыль – 5%.
В результате смешивания данных компонентов должна получиться однородная масса.
Для изготовления литейной формы также потребуется модель, которую делают из древесины или другого мягкого материала (можно использовать в ее роли готовое изделие требуемого качества).

Самодельная форма для литья состоит из двух половинок
Изготовление самой литейной формы выполняют следующим образом.
- В нижний ящик опоки засыпают формовочную смесь и несильно ее утрамбовывают.
- В полученную утрамбованную массу помещают модель, поверхность которой необходимо предварительно покрыть тальком или порошковым графитом.
- На нижнюю часть опоки ставят верхнюю рамку и засыпают ее доверху формовочной смесью, также утрамбовывая ее. Перед засыпкой верхней половины опоки необходимо сформировать в будущей форме отверстие литника, для чего используют специальную пробку конической формы.
- После утрамбовки формовочной смеси надо разделить готовую форму на две половины – верхнюю и нижнюю, для чего можно использовать любой острый предмет.
- После извлечения из полученной литейной формы внутренние полости модели внимательно осматривают и исправляют дефекты, которые могут на них присутствовать.
Готовую форму необходимо подсушить, после чего ее можно собрать и начать использовать для литья изделий из бронзы. Более наглядно изготовление литейной формы представлено на видео ниже.

Гипсовую форму следует покрыть тонким графитовым слоем
СВАРКА БРОНЗ
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело - одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой - это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:



будущие шахматные фигурки:

фигурка сноубордист "Карвер"

Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
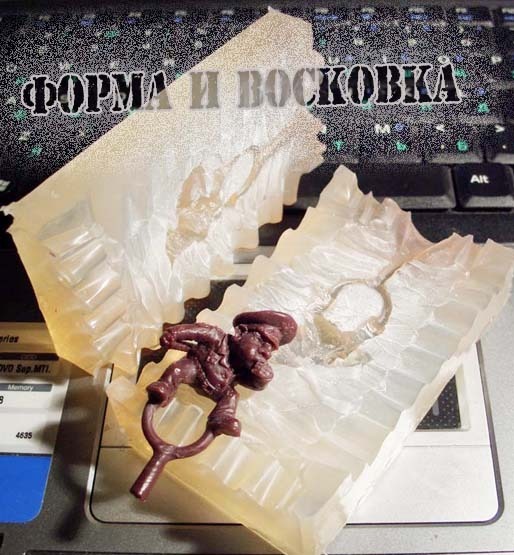
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.

Форму разрезают особым способом, что бы можно было получить качественную восковку.
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:

4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла :)

Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.

Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение
Читайте также: