
Кольцо из карбона своими руками
Добавил пользователь Валентин П. Обновлено: 05.10.2024

Это он - месье карбон! Прочные технологии для семейной жизни.
Чем удивляют и каждый раз подбадривают нас дизайнеры и технологи? Верно, совмещением, казалось бы, несовместимого! Такая первая реакция была и на внедрение карбона в ювелирные украшения. Но вы ведь знаете, тот, кто умеет удивлять, тот занимает своё исключительное место в нашем сердце! Карбон поступил именно так. И пока скептики пытались говорить о том, что место карбона в авиации, автоспорте и мотошлемах, брутальные модники оценили красоту и прочность новой модной тенденции.
А вы точно ювелир?
Дизайнер ювелирных украшений - это всегда немного сказочная фея, которая своей волшебной палочкой добавляет в женскую серию украшений всё больше драгоценных камней, эксклюзивных самоцветов и яркой керамики, а для мужчин ищет сочетания темных оттенков, чтобы подчеркнуть характер. Технологи и ювелиры же стремятся к поиску новых решений в сочетании металлов и других материалов. И ведь находят!


Более 16 лет мастера одной британской семейной ювелирной кампании испытывали карбон на прочность, износостойкость, примеряли дизайнерские фишки в создание украшений с карбоном. Мы так же поддержали эту идею, добавив в производство этот прочный композитный материал. И результат - выше всех похвал!
Прочнее только любовь
Сейчас время для инновационных способов обработки и применения карбона в украшениях. Мы не будем сейчас проводить урок по химии, скажем только одно: карбон восхитителен! Его основное преимущество - в прочности при совсем небольшом весе. Карбон почти в 2 раза легче аллюминия и стали! Его нити могут быть тончайшими, но при этом их практически невозможно порвать (а мы всё пробуем, а он все равно не рвётся!).
Плетение карбоновых нитей позволяет воссоздать максимально точно дизайнерские эскизы. Любители новизны и эксклюзива уже полюбили карбон за возможность выбрать своё изысканное украшение, которое отличается по форме и настроению от классических желто-золотых.
Соединение драгоценных металлов (чаще всего, это золото, платина и серебро) с карбоном делает поверхность украшения рельефной и приятной на ощупь.
Карбон устойчив к цапапинам, на нем не образуются сколы и порезы. Мужчинам в украшении нравится яркий черный цвет карбона за статусность, стиль и брутальность!
обручальные кольца с карбоном сейчас выходят на пик популярности у молодых амбициозных пар, которые не хотят яркого металла на своих безымянных пальцах. Именно они ценят карбон за матовость во внешнем виде.
как понять, как относиться к карбону в обручальных кольцах, например? Просто попробуйте! Выбирайте модели в каталоге на сайте, приходите в салон, примеряйте кольца с карбоном, сфотографируйте и . уходите подумать. И уже на следующий день мы и наши партнеры – ювелирные салоны скажут вам радушное: “Здравствуйте!”
Делаем карбон в домашних условиях

Проблемой изготовления деталей из карбона своими руками является высокая стоимость, потому что для создания углепластикового покрытия необходимы только самые качественные материалы, стоимость которых не мала.
При создании карбоновой поверхности, очень важно уделить внимание тому факту, чтобы не было наличия пузырей на поверхности деталей. Для этого необходимо инициализировать процесс вакуумной инфузии или формовки. Оборудование для таких операций стоит около 150-200 долларов, что и делает произведение карбона своими руками и в домашних условиях довольно дорогим занятием, так как на закупку необходимого оборудования и материалов, вроде эпоксидной смолы и прочего, вам потребуется вложить около 15 тысяч рублей. Но с таким оборудованием вы действительно сможете производить качественные детали, которые смогут посоперничать по своим показателям с теми, которые продаются на авторынках и в магазинах. С таким показателем качества можно всерьез задуматься о продаже своих собственных изготовленных запчастей через интернет или на тех же специализированных рынках. Главное не пожалеть деньги на вакуумный насос и другое оборудование.
Получение формы, применение детали

После полного затвердевания детали, а на это, в зависимости от типа смолы и количества затвердителя может уйти от нескольких часов, до нескольких суток, мы аккуратно извлекаем деталь из формы, ножницами, лобзиком, либо ножовочным полотном с мелким зубом (по металлу или пластику) срезаем излишки затвердевшей смолы и материала, в случае необходимости, высверливаем, либо выпиливаем необходимые отверстия (причем делать это надо аккуратно, чтобы излишне не повредить наружный слой гельконата (сверлить отверстия надо начинать с наружной стороны), а пропилы делать мелкозубым полотном или растачивать напильником. После того, как все операции выполнены, места, поврежденные в результате сверления и пилки, можно повторно обработать гельконатом (не забудьте дать ему высохнуть).
Всё! Деталь готова, можно монтировать её на автомобиль и наслаждаться результатами тюнинга своими руками!
В заключении хочу отметить, что основным преимуществом данного метода является его доступность в домашних условиях и сравнительно низкая стоимость исходных компонентов, а основным недостатком, как Вы наверное догадываетесь, трудоемкость процесса, причем основное время уходит не на производство детали, а на подготовку формы. Но если Вы не испугаетесь этих проблем, Вы получите по настоящему эксклюзивную деталь для тюнинга, которой не будет больше ни у кого.
Кольцо, вставка: Сталь; карбон; Стильное кольцо с карбоновой вставкой, подойдет под повседневный стиль одежды, подчеркивающий индивидуальность владельца. Отлично подойдет в качестве подарка, потому как данное кольцо можно носить на любом пальце.
Как забрать?

Карбон

Описание
Кольцо, вставка: Сталь; карбон;
Стильное кольцо с карбоновой вставкой, подойдет под повседневный стиль одежды, подчеркивающий индивидуальность владельца. Отлично подойдет в качестве подарка, потому как данное кольцо можно носить на любом пальце.
В редких случаях изделие может иметь отличие от представленного на фото и в описании
Обменять или вернуть просто
Гарантия качества
В SUNLIGHT демократичные цены на нашу продукцию, а также высокое качество и оригинальность дизайнерских решений.Каждое украшение марки SL – это настоящее произведение ювелирного искусства. Покупая драгоценности у нас, Вы можете не сомневаться в правильности своего решения. Если Вы приобрели изделие с заводским браком – это не повод расстраиваться. Обратитесь в любой магазин SUNLIGHT с паспортом или позвоните в наш Контактный центр – и мы обязательно поможем.


И не сильно большое, и не слишком маленькое. Моему молодому человеку больше нравятся небольшие кольца, это отлично подошло. Забрали последнее из магазина, очень повезло, что и по размеру подошло!)))


Долго думала,что подарить на годовщину,так как за 26 лет многое было приобретено,а ювелирные изделия муж не любит носить.И тут мой взор упал на это кольцо, сомнений не было: беру,муж оч доволен.


Брала в подарок Не знаю ещё подойдёт или нет, но можно будет поменять, если что-то не так Отдельное спасибо консультанту, который меня обслуживал Очень милая девушка Сделала все очень быстро и качественно Все красиво упоковали, что очень хорошо Буду ещё заказывать в этом магазине Все очень понравилось

Колечко просто бомба! По размеру подошло хорошо и консультант показала,посоветовала(Покупала в Европе) Имениник был в восторге.


Заказала просто шикарное кольцо на подарок. Доставили вовремя, в коробочке. На ощупь как-то необычно ,в какой-то пленке. Смотрится очень мужественно и стильно. Цена - просто подарок.


Кольцо просто волшебное,сочетание цвета золота и карбона уникальное в своём роде,смотрится очень красиво и брутально,спасибо Санлайт!

В этом посте хочу поделится с вами историей создания рамы из углеволокна с параллельным наступанием на грабли изучением технологий.
Внимание, много букв и фотографий!
Немного втупительной воды.
Дело началось в декабре 2017 года со спонтанной покупки вилсета EastonHeaven 26” за какие-то смешные деньги (кажется 4000р). Зачем они мне нужны долго думать не пришлось, задумал я сборку велосипеда для памп-трека. Но была проблема – задняя втулка 142х12 и из-за древности колёс найти адаптеры под 135 не удалось. Купить подходящую раму под колесо, с необходимой геометрией, тоже не представлялось возможным. На этом данная история могла закончится, но я парень не простой – решил, что сам сделаю раму! Руки есть и инструмент вроде тоже.
Решение сделать самому было не безосновательным и легкомысленным, опыт фреймбилдинга уже был. Получить удалось его работая в KUVALDA Bikes. Это была воля случая, я искал подработку и размышлял о постройке рамы из водопровода (так, для освоения процессов), и Кувалде требовался человек. А так как мы с Антоном Непочатым, на тот момент, жили в соседних домах – все звёзды сошлись удачно.
Итак, о самом создании. Сначала думал сварить раму из алюминия, даже начал рисовать 3D модель под имеющийся сортамент труб, но от этой мысли быстро отказался т.к. это было бы очень скучно. Весной 2017 года я уже успел сделать для себя циклокроссовую раму по технологиям Кувалды и “повторять” её в другой геометрии не захотелось.
И тут пришла гениальная идея слепить её из углеволонка и эпоксидки. У меня даже имелось немного ткани и смолы, в том же году чинил перья на шоссейной раме приятеля и некоторое понимания процесса уже было.
Начало.
Выбор технологического процесса был не простым. Большую часть информации черпал из инстаграмм и ютуб. Я был удивлён, сколько полезного можно найти на этих развлекательных сервисах. Одних картинок конечно же было мало и приходилось так же искать нужную информацию на зарубежных форумах.
Остаток зимы 2018г. ушёл на теорию и практику по работе с материалами, планирование задач и проектирование модели. А также закупку материалов и оборудования.
Сразу были куплены: вакуумный насос, коврик для раскроя, всякие ножи и лезвия, плёнки, вспомогательные материалы для формовки, углеткань, смола, разделители и ещё разные мелочи. На этом этапе удалось потратить почти 40т.р., что уже не давало быстро забросить затею в случае неудачи. А к лету собраны стапель и печка (ещё 40т.р)
Из практики первым делом решил освоить соединение труба к трубе. Для этого закупил дешёвой ткани с Али и изготовил из неё несколько труб методом намотки на оправку (ПВХ сантехническая труба). Ну и собственно соединил их под углом. Действия при этом совершенно простые – торцовка одной из труб, склейка, нанесение спец. шпаклёвки из эпоксидки и микросферы, выведение переходов наждачкой и, самое главное, обмотка волокном получившегося узла.




Далее, для контроля качества, разрезаем получившийся узел пополам, любуемся, делаем выводы (или делаем вид, что делаем выводы).
В тот же временной отрезок была невнятная попытка сделать перья. И вот они первые грабли, решил я намотать их на позитивную оправку, напечатанную из HIPS пластика, которую подразумевалось после растворить в цитрусовом уксусе. Опыт был быстро признан неудачным.

На основании полученного опыта я принял единственное верное решение – заказать на передний треугольник трубы филаментной намотки у TimCrossman (к сожалению, он больше не производит их). За всего 180$ я получил красивые верхнюю, нижнюю, подседельную трубы и норм такой стакан.


С кареточным стаканом думать не пришлось, был в наличии алюминиевый BSA от Кувалды.
Оставалось придумать как сделать перья и дропауты.
Дропауты.
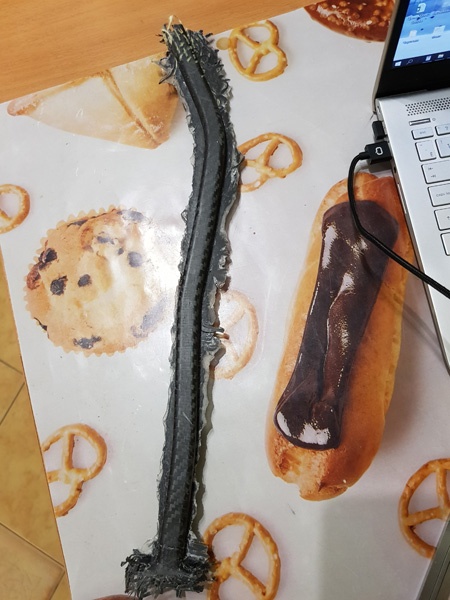
Для дропаутов была изготовлена 12мм карбоновая плита по очень уеб дурацкой технологии. Это около 60 слоёв китайской 200гр/кв.м ткани, вырезанные вручную под углами 0/90 и -45/45 градусов. Сказать, что я упоролся это раскраивать, ничего не сказать. Ну и эти слои поочерёдно укладывались с одновременной ручной пропиткой. Далее полученный пакет закрывался техническими тканями/плёнками и под вакуум минимум на 8 часов. Она была изготовлена и выкинута в самый дальний угол мастерской, ибо так производить пластины нельзя.

Спустя почти год я изготовил новую пластину 10мм уже из нормальной ткани 630гр/кв.м, где понадобилось всего 16 слоёв. Ну и пропитка производилась по технологии вакуумной инфузии. Не сказать, что она прошла гладко, но учитывая толщину пакета и площадь, качество изделия вышло нормальное. Далее плита отправилась на фрезеровку, что бы получились сами дропауты.



Почему я их решил сделать из угля? Да, из алюминия было бы дешевле, быстрее и 100% надёжно, но мне были интересны возможности углепластика при не типичных нагрузках.
Матрицы.
Для перьев в итоге выбрал технологию формовки в негативной матрице путём раздувания. И для начала нужно было изготовить матрицы. Фрезеровку на ЧПУ бюджет не позволял, поэтому были распечатаны модели перьев на 3Dпринтере в хорошем качестве и с них планировалось снять стеклопластиковые матрицы. И это, пожалуй, был самый трудоёмкий процесс. Я даже не знаю как передать всю боль, через которую пришлось пройти.
Во-первых, нужно как-то освоить и соблюдать технологический процесс.
Во-вторых, очень долгий цикл изготовления (при этом нужно пристально следить за временем, иначе – запоротый материал).
В-третьих, ВСЁ В БЛ ДУРАЦКОЙ СМОЛЕ!
Вкратце это выглядит так – делаем опалубку по середине мастер-модели, все щели замазываем и ровняем, наносим разделитель, ждём, наносим гелькоут, ждём, выкладываем стеклоткань и пропитываем смолой, иии… ждём. Через 24 часа можно делать 2-ю часть – отрываем опалубку и процесс повторяется с момента нанесения разделителя. По прошествии ещё суток готовую матрицу можно раскрывать, выковыривать мастер-модель и любоваться полученным результатом.





Но не всё так просто. Более-менее годная матрица получилась с 4 раза. В первых двух случаях у меня был некачественный гелькоут ЭТАЛ (гори в аду ЭТАЛ). Гелькоут это наполненная эпоксидная смола для формирования лицевых поверхностей и острых кромок устойчивых к скалыванию. И как вы могли догадаться, острая кромка не получалось. Для этого были ещё и другие основания, но на столько подробно не буду писать.
С покупкой импортного дорогого гелькоута всё пошло гораздо глаже и к осени 2018г. у меня были готовы матрицы для перьев.



И остаются ещё четыре время затратных пункта — это изготовление стапеля, печки, самих перьев и сборка рамы.
Стапель.
Тут всё просто – посмотрел картинок в интернете, спроецировал свой опыт, закупил конструкционного профиля и алюминиевых заготовок на 20т.р. и собрал его.
Печь.
Условно всё так же. ПИД контролер отечественной фирмы, пара нагревательных ковриков от 3Dпринтера, ОСБ и утеплитель из Леруа, горстка шурупов и вуаля.


Перья.
Дело было опять с использованием жидкой смолы и тряпки. А также шоссейной камеры.
Простые действия – пропитал смолой, намотал в нужных направлениях, вложил в матрицу, надул камеру и через 24 часа можно смотреть что получилось.
Из-за того, что камера в сложенном состоянии 21мм, а высота верхнего пера 20мм, получился жирный облой в 2мм толщиной. Как на первом пере, так и на втором. И опять же, в целях эксперимента было решено так и оставить (ну и переделывать матрицу очень не хотелось)



Нижние перья с первого раза вообще не получились. При накачивании лопнула камера.

Второй раз удачнее, но из-за того, что использовал угле-рукав, а не ткань, не продавилась середина на верхней плоскости перьев. На этот момент сил и средств делать третий раз заново не было, и я решил сделать “косметический ремонт” микросферой обтянув сверху ещё одним слоем чулка. Это сильно утяжелило изделие, но в прочности сомнений нет.



К слову. Глядя на ремонт карбона и прочие поделки всех вело-мастерских, кто не стесняется выкладывать фото в сеть, у меня всё выполнено было на высшем уровне. Я разве что не загонялся по косметике в ноль.
Сборка.
Традиционный набор простых действий – выставить стапель, отторцевать/подогнать трубы и перья, склеить, вывести шпаклёвкой переходы, обмотать углём получившиеся узлы, запечь.



Передний треугольник переклеивал 2 раза, перья/дропауты 3 раза. Почему не помню, но что-то не устраивало. И вообще этот процесс растянулся на полгода, то покататься в горах хочется, то на работе завал.



Обматывать узлы я сразу решил однонаправленным препрегом, ибо мокрая намотка совсем не вариант. Препрег – это волокно, пропитанное специальной смолой, которая при комнатной температуре не обладает текучестью и отверждается при температурах от 100 градусов. Им очень легко работать, просто приклеивая по кусочку слой за слоем. И главное, что нет жёсткого ограничения по времени работы (живёт он 2-3 недели при 25 градусах). С ним обмотку можно выполнить в сотни раз качественней, контролируя направление каждого жгутика углеволокна. А при должной сноровке финишная обработка будет практически не нужна.
У меня же поверхность получилась не ровной т.к. я делал большое количество перехлёстов полосок препрега. Не было цели сделать супер красиво и тем самым сильно усложнив задачу.





И так, все узлы обмотаны, рама упакована в вакуумную плёнку и помещена в печь. Самые долгие 3 часа ожидания за всю постройку… И готово!


Байк собран, обкатан и даже держит кривые 360 с баннихопа с моими 85кг веса.
Рама, к слову, вышла 1150 грамм. Весь байк 8,5кг на данный момент. Изначально был 8,3кг, но цепь от мультиспида не прижилась, вынос весом 90гр сменил на более длинный (31мм на 50мм) и герметика пришлось долить в покрышки. На каноничную сборку точно не претендую. Просто брал доступные и в меру лёгкие компоненты.


За сезон покатался на нём в боевом режиме немного, но достаточно чтобы понять, что почти все мои решения работают, на первый взгляд страшные косяки оказались не такими критичными (в рамках проекта первой рамы).
Вот и вся история. Старался написать понятно и без лишнего, надеюсь вам было интересно читать.
Что осталось не понятно — спрашивайте в комментариях.
Регистрируясь на данном ресурсе Вы соглашаетесь с действующими Правилами форума и обязуетесь их соблюдать.
Незнание правил не освобождает Вас от наказания за их нарушение!
Для участников клуба доступна различная клубная атрибутика: рамки, наклейки, футболки, толстовки, кружки, карты и т.д. Причем некоторые виды атрибутики распространяются бесплатно на встречах. Более подробную информацию узнавайте в своем региональном разделе или теме. Также если Вы хотите заниматься клубной атрибутикой в своем городе, то напишите об этом администрации.

@ Менеджер сайта
Что такое карбон?
Как производится карбон?
Карбон (углеволокно), как видно из его названия, это ткань, состоящая только из угля и не имеющая иных элементов в своем составе. Но начинать производство просто с карбона и с создания ткани с переплетениями волокон было бы настоящим, но труднодостижимым, подвигом. Вместо использования карбона в качестве сырья, заводы по производству текстиля начинают с пластмасс с более сложным молекулярным составом, где толщина нити меньше толщины человеческого волоса. Затем требуется выполнить ряд определенных действий, начиная от термообработки и заканчивая химической обработкой. Окончательным результатом этих сложных процессов является доводка состава полимерных материалов до его самой эмпирической формы – формы чистого карбона.
Карбон часто замеряется и продается с ориентиром на несколько критериев, на тип плетения волокон, на абсолютные значения (измерение прочности отдельно взятого волокна) и вес ткани. Все замеры идут в унциях на квадратный ярд, плюс указывается количество волокон (обычно в диапазоне от 3 000 до 12 000 волокон).
Какие существуют типы переплетения?
Однонаправленное плетение:
Однонаправленное плетение подразумевает направление всех карбоновых жгутов (волокон) в одном и том же направлении. Плетение в этом стиле не является видимым невооруженному глазу. Поскольку плетение, как таковое, отсутствует, нити волокна необходимо как-то удерживать вместе. И в этом случае необходимо протягивать другую нить по диагонали или перпендикулярно так, чтобы ткань оставалась гладкой и равномерной (и этот элемент плетения не является конструкционным). В результате того, что жесткость ткани обеспечивается только в одном направлении, такой тип плетения редко применяется в автоспорте, где нагрузка может идти в любом направлении.
Двунаправленное плетение волокон:
Плетение по диагонали в две через две нити
Плетение по диагонали в четыре через четыре нити
Прорезиненное переплетение
Прорезиненная карбоновая ткань – это очень специфический способ изготовления ткани, который встречается намного реже по сравнению со всеми типами плетения, которые мы обсуждаем. Прорезиненное плетение волокон означает, что каждая прядь состоит от 3000 до 12000 нитей, при этом каждая нить выкладывается плотно в ряд, одна за другой, образуя тончайшую карбоновую ленту. Стандартные пряди соединяются вместе посредством нескольких слоев карбоновых нитей. Прорезиненную ткань можно определить за счет наличия широких открытых участков. За счет шахматного порядка двунаправленного карбонового волокна со структурой прорезиненной ткани образуются квадратные участки размером один дюйм.
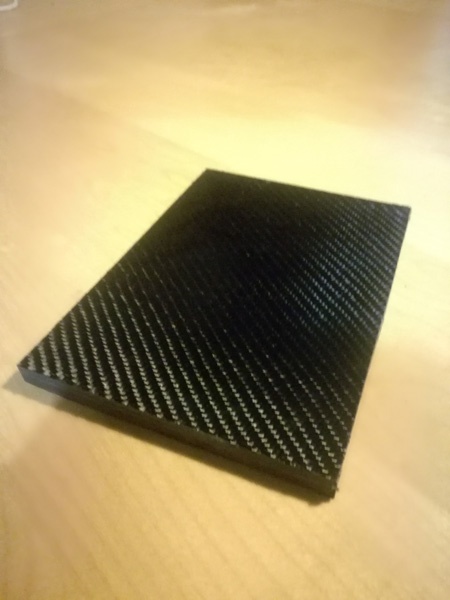
Карбон так же доступен в форме слоистого карбонопласта с предварительной обработкой. Если вам нужен блок, пластина, труба или другая форма, вы можете приобрести слоистый карбонопласт, изготовленный заводским способом.
Слоистые композиты могут включать в себя разнообразные материалы, а не только карбон: например, Кевлар, металлы, металлические или полимерные пены, сотопласты и т.д.
Слоистые блоки могут проходить механообработку, чтобы получить в итоге цельные детали из композитных материалов, внешне напоминающих слоистый песчаник.
Поскольку слой ткани намного тоньше, можно накладывать слой поверх другого слоя и тем самым достичь необходимых прочностных характеристик. Этот тип карбона часто используется в тех сферах, где аэродинамические характеристики преобладают над прочностными. Прорезиненная ткань имеет внешний вид, отличный от стандартного, который сразу вызывает или любовь, или ненависть.
Различные смолы
Эпоксидная смола
Полиэфирная смола
Препреги (ткани с предварительной пропиткой)
Некоторые ткани из карбона могут выпускаться, как предварительно пропитанные раствором смолы, где катализатором выступает термообработка. Препреги используются во многих промышленных сферах, занятых производством композитов, поскольку их применение не требует выполнения каких-то сложных процессов, а при непосредственной работе беспорядок сведен к минимуму: нужно всего лишь смешать смолы и уложить влажную ткань слоями.
Препреги также являются предпочтительным материалом в тех сферах промышленности, где вес играет важную роль. К таким сферам относится авиация, где большая часть от массы деталей приходится на смолу, а не на ткань. С учетом того минимума, который нужен для тщательной и равномерной пропитки ткани смолой, препрег может применяться для создания самой прочной и легковесной конструкции.
Производственные процессы

Для достижения фактурности используется обычная малярная кисть, с помощью которой смола наносится на ткань внутри формы.
Влажные выкладки
Традиционно небольшие детали выкладываются во влажном состоянии, вместе с вогнутой формой, затем создается пробка (но это уже другая история). Сухая ткань размещается внутри формы. Смола наносится малярной кистью до тех пор, пока ткань не будет ей насквозь пропитана или насыщена. Следующие слои ткани кладутся поверх первого слоя, при этом нужно соблюдать направление плетения: 45 градусов для двунаправленного плетения и 90 градусов для ткани с саржевым переплетением. Если слои ткани не совпадают по направлениям, на выходе деталь потеряет свою жесткость по одной оси, а по другой будет слишком усилена.

Формовка с помощью вакуумного мешка помогает удалять воздушные пузырьки и излишки смолы с поверхности композитных деталей.
Уложив, таким образом, столько слоев ткани, сколько необходимо для получения нужной толщины, излишек смолы соскребается с помощью скребка так, будто вы убираете воду со своего ветрового стекла. Затем деталь подвергается обработке в вакуумном мешке под низким давлением. В результате смола заполняет все оставшиеся воздушные пустоты, вытесняя тем самым мельчайшие воздушные пузырьки, а излишки смолы уходят.

Автоклавы – это духовки, внутри которых происходит затвердевание деталей из композитных материалов.
Хотя большинство не имеет доступа к специализированному оборудованию, такие процедуры, как обработка в вакуумном мешке и запекание в автоклаве являются факультативными для рабочих деталей, структура которых не должна отвечать специфическим требованиям.
Сферы применения
Карбон набрал свою силу в автомобильной сфере промышленности. На вторичном рынке карбон – это материал, который чаще всего используется для покрытия деталей. Кузовные детали, детали для внутренней отделки салона – и все это выполнено из карбона, который обеспечивает автомобилю внешний вид высочайшего класса. Функционально детали из карбона применяются практически во всех сферах – начиная от автомобильной промышленности, продолжая судостроением и заканчивая авиацией.
Карбон используется в постройке гоночных кресел, карданных валов, таких защитных приспособлений, как шлемы и средства пассивной безопасности (подголовники), и даже технология производства составных пружин начинает применять карбон для систем подвесок.

Карбон также служит для покрытия труб, обеспечивая тем самым необходимую прочность на разрыв.
Карбон – это не панацея
Привлекательность карбона настолько высока для многих, что сегодня существует тенденция неверного использования этого материала в тех сферах, где наилучшим решением до сих пор является металлический сплав. Карбон, а особенно смола, плохо переносят работу в высокотемпературной среде, с теплозащитой, с компонентами выхлопной системы или любыми другими деталями двигателя. Когда в этих случаях карбон выбирается в качестве исходного материала, следует очень тщательно проводить оценку рабочих условий. Существуют жаропрочные смолы, но сфера их применения до сих пор имеет свои ограничения.

Слабым местом любых композитов являются повреждения при ударе.
Сопротивление удару
Проводимость
Карбон является проводимым материалом! Чистый карбон чрезвычайно эффективно передает тепло сам по себе. Например, капот автомобиля, выполненный из карбона, может очень быстро нагреваться на солнце до нескольких сот градусов. Ультрафиолетовые лучи могут повредить композит: придать ему желтый оттенок или стать причиной растрескивания смолы, поэтому деформация является распространенным дефектом. В авиации многие запчасти из карбона покрываются глянцевой белой краской, поскольку тепло, образующееся от воздействия УФ лучей, может деформировать раму, оказать негативное воздействие на аэродинамические характеристики. Кроме того, УФ лучи могут как-то иначе изменить структуру самолета.
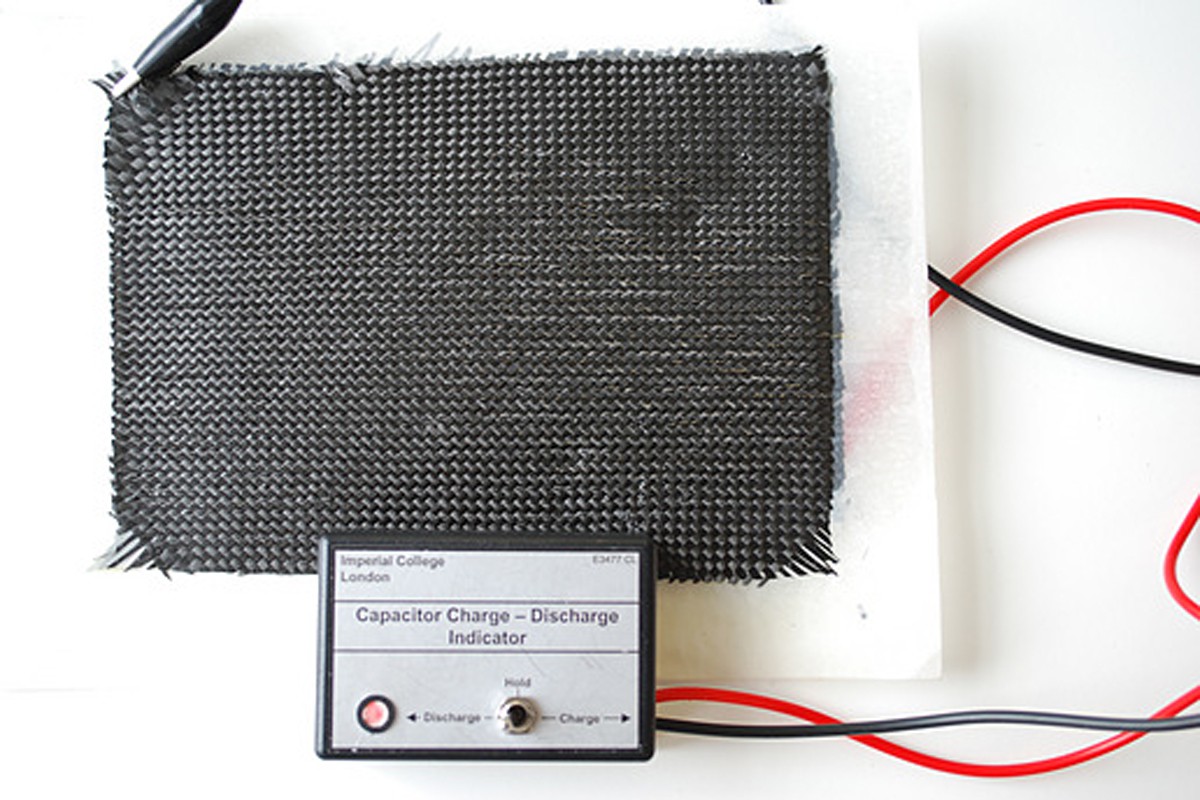
Ткань из карбона является электропроводящим материалом. Фото любезно предоставлено SAE.
Работа с карбоном
Если стекловолокно когда-нибудь попадало вам на кожу, то вы знаете, как сильно раздражают эти невидимые глазу частички. А карбон гораздо хуже! Избегайте прикасаться голыми руками к рваным краям карбона и к рубленому волокну.

Запрещено сгибать ткань из карбона, хранить его можно только в рулонах.
Объем базовых знаний, которые мы даже не затронули в этой статье, просто огромен. Но мы надеемся, что этот общий обзор помог вам лучше представить себе, что такое карбон. Это крайне универсальный и прочный материал, если с ним обращаться с умом. Но если его использовать неверно, он становится самым настоящим бельмом на глазу. Создание простых деталей в домашних условиях не представляет собою никаких сложностей, но приготовьтесь выделить немного больше времени на работу с ним по сравнению со стекловолокном. Учитывайте в своем проекте все – цели, бюджет. И только потом принимайте решение, является ли карбон правильным выбором или вам просто хочется добавить эстетики своему автомобилю?
Читайте также: