
Клещи для точечной сварки своими руками
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
- точечная;
- рельефная;
- стыковая и шовная.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Чертежи
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Соединение алюминиевых конструкций выполняется с помощью стыковой контактной сварки. Контактная сварка алюминия бывает шовная и точечная. Сварщик на машинах контактной сварки может иметь такую же квалификацию, как и при работе на инверторах. Электродуговая считается наиболее опаснее.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
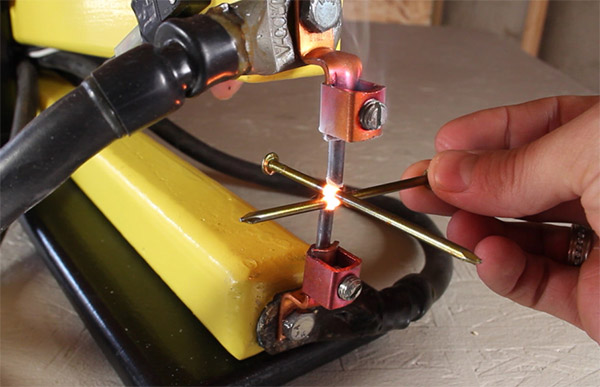
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Аппарат точечной сварки sunkko применяется для сборки батареи элементов. Sunkko 709a не перегревает металлическую пластинку при выполнении операций, что может произойти при запаивании изделий. Выпускается в комплекте с паяльником, а при работе используется никель. Шовная работа выполняется для полиэтиленовых труб встык на магистралях трубопроводов, а также можно соединить пластиковые изделия.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом – несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта.
1 Принципы конструирования и сборки контактной сварки
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.

Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки, как на видео. Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса. Для этого используют реле времени либо справляются с этой задачей вручную "на глазок" с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.

Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току (как показано на видео). Особенно это касается силовой части – между трансформатором и электродами клещей. При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
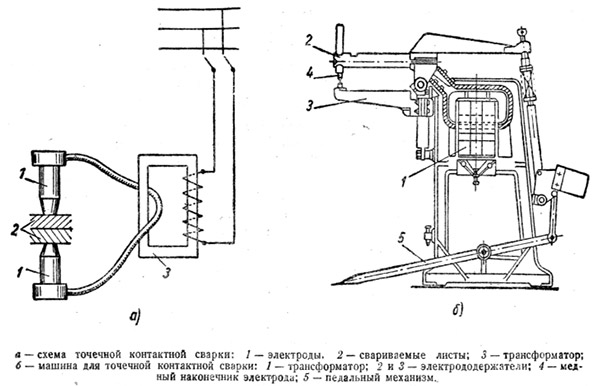
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.

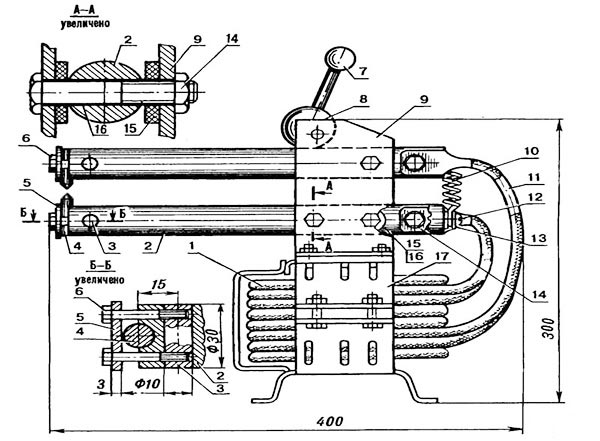
На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.

Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО "Элемент-Преобразователь".

Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.

При нажатии на КН1 нормально-замкнутая контактная группа размыкается, отключая цепь управления от блока питания, а нормально-разомкнутая – замыкается, подсоединяя заряженные емкости к реле K1. Конденсаторы при этом разряжаются, и ток разрядки приводит к срабатыванию K1.

Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.
Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм 2 .

Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.

Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.

Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.

Ранее мы уже рассматривали, как сделать точечную сварку из трансформатора от микроволновки. Однако работать с таким аппаратом можно только стационарно. Но что, же делать, если есть необходимость пользоваться точечной сваркой на весу, в труднодоступных местах, например при выполнении кузовных работ (сварки порогов автомобиля).

И чтобы была возможность выполнять подобные операции, нам помогут выносные клещи. Но здесь есть один нюанс, чем длиннее провода от трансформатора, тем больше падает мощность аппарата точечной сварки. Поэтому изначально необходимо изготавливать аппарат на много мощнее. Разумеется, одним трансформатором от микроволновки здесь не обойтись. Понадобится два трансформатора от микроволновки, либо можно использовать любой другой трансформатор больших габаритов.
Смотреть видео
Как сделать точечную сварку
В данном случае для изготовления точечной сварки, использовался трансформатор ТБС3-0,63 (аналог ОСМ1-0,63), мощность которого 630ВА.
Первичная обмотка рассчитана на 380В, а вторичная на 220В с отводами на 22В и 5В. Но самое приятное, что данный ленточный магнитопровод очень легко разбирается раскрутив лишь один стягивающий винт.
Поскольку первичка трансформатора рассчитана на 380В, а домашняя сеть рассчитана на 220В, то необходимо снять полностью все обмотки. Разматывать необходимо аккуратно, поскольку этот провод нам еще понадобится, чтобы намотать первичную обмотку. При снятии обмотки 220В рекомендую посчитать, сколько она содержит витков, чтобы не прибегать к расчетам используя формулу:
W=(30(35)/ S)*U
W — количество витков первичной обмотки ,
S сечение сердечника см.кв ,
30-35 условный коэффициент
U — напряжение
Намотка производилась в 2 провода (чтобы меньше грелась обмотка), которая досталась при снятии первичной и вторичной обмотки. Намотку производим виток к витку, разделяя слои диэлектриком (лакотканью). Всего получилось 264 витка, которые были уложены в 8 слоев. И еще остался зазор 14мм, для намотки вторичной обмотки.
Измерение тока на холостом ходу, показало потребление 0,36А (допустимый ток ХХ до 2-х ампер).
Вторичная обмотка
Что касается вторичной обмотки, то если бы клещи были стационарные, то достаточно было 4 витка провода сечением 100 кв.мм. Но в данном случае, поскольку клещи выносные, длина провода от трансформатора до электродов составляла 1,7м. А чем длиннее провода, тем больше падает мощность аппарата.
К сожалению, мне неизвестно, падает ли мощность из-за уменьшения тока во вторичной цепи вследствие тонких проводов (по отношению к длине) или из-за просадки напряжения во время сварки. Поэтому решил намотать 6 витков проводом 50 кв.мм, чтобы компенсировать просадку напряжения во время сварки.
Клещи изготавливались из 1/2″ водопроводной трубы длиной 50см, сквозь которые протягивались провода и зажимались болтами непосредственно в электродах. В электродах были просверлены отверстия на глубину 50мм, чтобы была максимально большая площадь соприкосновения провода с электродом. Место соединения клещей, тщательно изолируется друг от друга текстолитовыми шайбами.
С трансформатором работы окончены. Теперь можно приступать к изготовлению корпуса. В наличии был лист толщиной 2мм. На листогибе согнуть короб из такого толстого металла довольно тяжело, поэтому в местах изгибы были пропилены пазы при помощи болгарки. Пока края не согнуты, желательно сразу же просверлить и вырезать все необходимые отверстия (вентиляторы, гермовводы и т.д.).
При наличии пропилов, ровно согнуть короб из толстого металла, не предоставляет труда.
В крышке, необходимо предусмотреть вентиляционные отверстия. Можно просто насверлить много отверстий, но это долго и некрасиво. Поэтому были куплены металлические вентиляционные решетки, а в крышке вырезаны отверстия под эти решетки.
Сборка
После покраски корпуса, приступаем к сборке. Устанавливаем гермовводы (чтобы провода не перетерлись о края корпуса), и компьютерные вентиляторы на 12В.
Поскольку отверстие под вентиляторы было вырезано прямоугольным, то стандартные решетки для куллера смотрелись бы не красиво. И из эстетических соображений, была установлена прямоугольная вентиляционная решетка размером 160х80мм. К сожалению металлическую такого размера найти не удалось, так что пришлось довольствоваться пластмассовой.
Так как было желание собрать компактный аппарат точечной сварки, расстояние от трансформатора до сторон корпуса, составляет всего лишь пару сантиметров.
Вся электроника: блок питания 12В, таймер и симистор на радиаторе, были расположены на боковых стяжках корпуса. Радиатор расположен таким образом, чтобы находился на уровне вентиляционного отверстия крышки.
Для защиты от перегрева были установлены два термопредохранителя. Один термопредохранитель установлен между обмотками в трансформаторе. А второй прикреплен к симистору.
На переднюю панель выведены кнопка включения аппарата, таймер, и светодиоды индицирующие включение сети и работу трансформатора. Поскольку ток потребления аппарата во время сварки более 20А, следует отметить, что в данном случае кнопка лишь отключает блок питания 12В. А поскольку без питания и симистор не работает, то аппарат можно считать обесточенным.
Но это не совсем правильное решение, поскольку в случае пробоя симистора (скачек напряжения, заводской брак и т.д.) трансформатор включится, а если при этом клещи будут замкнуты, то произойдет перегрев и воспламенение. Поэтому, чтобы не допустить такого исхода, необходимо в качестве выключателя устанавливать автомат на 25А, либо по окончании работ отключать аппарат из розетки, либо не оставлять клещи замкнутыми.
Что касается таймера то устанавливать его вовсе не обязательно, поскольку в большей степени он необходим для сварки тонкой проволоки. А листовой металл можно вполне сваривать и без таймера.
Схема управления трансформатором, без таймера довольно проста и содержит не так уж и много элементов.
Для сварки деталей из толстого металла таймер в принципе и не нужен. Но если предстоит работа с тонким металлом или для сварки проволоки, тотаймер с регулировкой мощностипросто необходим.

Поскольку такими большими клещами работать не так уж и удобно, была приделана дополнительная рукоятка, которая позволит работать клещами лишь одной рукой (зажим КРАБ). На эту рукоятку была выведена кнопка управления, а на саму рукоятку была одета термотрубка.
После покраски, провода заводим в трубу клещей и устанавливаем в электроды. На концах труб установлены обрезки 3/4″ трубы для усиления резьбы, чтобы от сильного завинчивания болта не сорвало резьбу.
Стоит отметить, что тяги сделаны из металла, таким образом можно не использовать разжимающую пружину. И стоит особое внимание уделить изоляции клещей, чтобы механизм КРАБ не замыкал между собой две половины клещей.
А так выглядит аппарат точечной сварки после покраски. Поскольку вес аппарата составляет 16кг, на крышку необходимо установить ручку для переноски.
Из-за того, что провода длинные толстый металл сваривать не получится, а вот с пакетом из 4-х пластин из оцинковки толщиной 0,5мм или тремя пластинами черного металла толщиной 1мм, вполне справляется. А как справляется аппарат, можете увидеть, посмотрев видео, после 10 минуты.
Сварочные клещи для точечной сварки обеспечивают и активное прохождение тока, и необходимую степень сжатия. Они представляют собой мини сварочный аппарат.

Точечная сварка металла базируется на двух явлениях — плавлении металла в месте контакта при прохождении тока высокой плотности и механическом сжатии зоны размягчения. При достаточно сильном сжатии между двумя деталями, разогретыми до состояния пластической деформации, происходит взаимодействие на молекулярном уровне — их частицы образуют монолит.

Промышленные сварочные клещи для точечной сварки обеспечивают и активное прохождение тока, и необходимую степень сжатия. По сути, они представляют собой мини сварочный аппарат, соединяющий в себе трансформатор и механическое рычажное устройство для сжатия электродов. Промышленные клещи подразделяются на два вида — ручные и подвесные.
Ручные клещи предназначены для сваривания деталей толщиной (диаметром) до 1 мм. Ими можно сваривать листовой металл, пруток, проволоку, сетку. Подвесные — массивнее и мощнее, они применяются для сваривания деталей диаметром до 2 мм и более, в зависимости от мощности трансформатора и длины держателей электродов.
Серийные сварочные промышленные клещи для точечной сварки производятся практически всеми компаниями, занимающимися выпуском сварочного оборудования и рассчитаны на ток 220 или 380 В. Особенностью таких клещей является тип трансформатора. Он должен преобразовать обычный переменный ток частотой 50 Гц в импульс короткого времени действия, обладающий небольшим напряжением и высокой силой тока, которая достигает 3800 А. Некоторые модели могут вырабатывать ток до 6000А.
Длительность импульса регулируется тиристорным или семисторным микроконтроллером, установленным как штатная деталь клещей. Ток включается кнопкой или педалью. Высокие силы тока, проходящие по проводам и электродам, требуют, чтобы токопроводящие части были как можно короче, чтобы сократить потери энергии на их нагревание. Именно этот факт и вызвал необходимость установки трансформатора непосредственно на механической части.
Для усиления механического давления ручные и подвесные клещи для точечной сварки могут оснащаться пневматическим приводом. Он увеличивает механическое давление без роста усилия со стороны оператора, но несколько увеличивает вес самой установки. Тем не менее, вес пневматических клещей для точечной сварки небольших деталей, например, от компании Dalex, достигает всего несколько килограммов. Ими можно оперировать одной рукой.
Более массивные устройства подвешиваются на гидравлических или механических приспособлениях и подаются в зону сварки вручную или при помощи пульта управления.
Принципиальная схема сварочных клещей выглядит так:

Раздвигаться могут как два держателя, так и только верхний, это зависит от особенностей сферы применения и класса свариваемых деталей.
Многие модели сварочных клещей оборудованы держателями электродов изменяемой длины в пределах 10-60 см. Это позволяет вести сварку в труднодоступных местах и на габаритных конструкциях. Отдельное место занимают клещи для установки на роботизированных станках, они могут быть более габаритными — точность сваривания обеспечивается электронным программируемым оборудованием.
Производители сварочных клещей
Занимаются конструированием и производством клещей точечной сварки много компаний, специализирующихся на сварочном оборудовании. В их арсенале как универсальные ручные или подвесные модели, которые можно настроить в довольно широких пределах, так и узкоспециализированные, например, для сварки дисков автомобильных колес или частей рам. Последние, как правило, устанавливаются как часть конвейерных линий.
Для бытового использования можно купить относительно недорогие китайские инструменты, которые не слишком пригодные для промышленного использования, но вполне уместны в гараже или домашней мастерской. Нечастую сварку стали, алюминия, меди и других цветных металлов они обеспечивают на достаточно качественном уровне.
Самодельные клещи для точечной сварки
Но, при некоторой доле умения и старания, сделать клещи для точечной сварки своими руками не слишком сложно. Правда, в большинстве случаев, они принадлежат к комбинированному виду, в котором трансформаторная часть и механическая несколько разнесены в пространстве, как, например, показано в видеоролике:
Такая конструкция связана с тем, что довольно сложно сделать компактный трансформатор и скомбинировать его с клещами таким образом, чтобы аппарат получился сбалансированным и, одновременно, достаточно мощным. А баланс очень важен для достижения высокой точности сварки.
В большинстве случаев домашние умельцы строят стационарные клещи, которые устанавливаются на станину и перемещается свариваемая деталь. Но в этом случае утрачивается основное их свойство — мобильность и возможность сварки в любом положении.
Механические самодельные клещи Механические самодельные клещи
Если в вашем гараже или мастерской работает точечная сварка собственной конструкции — поделитесь схемой, фото, видео или описанием с нашими читателями. Это, без сомнения, вызовет немалый интерес.
Читайте также: