
Клепать колодки на грузовик своими руками
Добавил пользователь Владимир З. Обновлено: 18.09.2024
Клёпка- это неразъемное соединение двух или нескольких деталей с помощью заклепок. Клепка может быть ручная и машинная, холодная и горячая. В слесарном деле наибольшее распространение имеет ручная клепка в холодном состоянии. Для склепывания двух заготовок из листового или полосового материала предварительно производят разметку расположения заклепок на поверхности листов. Места расположения заклепок (центры отверстий под заклепки) накерниваются. Сверление отверстий под заклепки производят на листах в собранном виде. Для этого их временно соединяют ручными тисками или скобами. Отверстия сверлят в местах предварительной разметки сверлами, диаметр которых больше диаметра стержня заклепки на 0,1…0,2 мм.-Для склепывания листов применяют заклепки с разнообразной формой головки: полукруглой (а), полупотайной (б) и потайной (в).Длина стержня заклепки выбирается в зависимости от толщины склепываемых деталей и формы замыкающей головки, т.е. головки, которая образуется из выступающего стержня. Длина выступающего стержня для образования потайной головки должна составлять 0,8…1,2 диаметра заклепки, а для полукруглой - 1,2…1,5 диаметра.
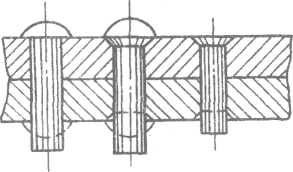
Рис. 96. Неразъемные заклепочные соединения.

Рис. 97. Виды заклепок.
При использовании заклепок с потайной головкой в листах необходимо предварительно просверлить и раззенковать отверстие под заклепку. Обработку отверстия под потайную головку производят зенковкой, а при ее отсутствии - сверлом большего диаметра.
После окончания сверления заклепки последовательно вставляют во все просверленные отверстия. Листы с заклепками укладывают на плиту так, чтобы закладная головка заклепки находилась на плите, а выступающая часть стержня наверху. Затем на стержень надевают натяжку и ударами молотка по ней "натягивают" листы так, чтобы они сошлись возможно плотнее. Образование замыкающей головки производят ударами молотка по стержню. Удары наносятся вдоль оси стержня.

Рис. 98. Приемы клепки.
При применении заклепок с полукруглой головкой листы с заклепкой устанавливают не на плиту, а на специальную поддержку, имеющую выемку по форме закладной (полукруглой) головки. Замыкающая головка предварительно образуется при помощи молотка и окончательно оформляется специальной обжимкой.При отсутствии стандартных заклепок их можно изготовить из проволоки. Для этого на куске проволоки, зажатой в тиски, сначала расклепывают закладную потайную (или полукруглую) головку, после чего отрезают необходимую часть стержня. Для этой цели могут бить также использованы обычные гвозди, шляпка которых может заменять собой потайную закладную головку заклепки.
Клепка тормозных накладок.
Клепка накладок на тормозные колодки делается со стороны колодки, причем шляпка клепки должна лежать на оправке, обеспечивающей шляпке сохранение формы в процессе ремонта. Ремонт может быть выполнен в тисках с помощью простого инструмента. После ремонта накладок колодки в сборе с накладками должны быть обработаны вместе по внешнему периметру до номинального размера, если барабан не растачивался под необходимый размер. Если же барабан растачивался под один из необходимых размеров - колодки в сборе с накладками должны быть обработаны под такой же номер необходимого диаметра. Обработка колодок делается на токарном станке с помощью приспособления, обеспечивающей нужное расположение пары колодок.
Никогда не высверливайте заклепки, т.к. это может привести к повреждению отверстий на башмаке (исключ. см. прим.1).
Трубчатые заклепки немецкого стандарта следует демонтировать используя специальный пуансон (пуансон для демонтажа трубчатых заклепок).
В случае отсутствия сервисного оборудования завальцованная часть заклепки может быть высверлена или удалена зубилом( при выполнении данной операции следует соблюдать чрезвычайную аккуратность и убедиться, что отверстия на башмаке не были повреждены).
Всегда используйте рекомендованный диаметр пуансона-экстрактора заклепок.
Определение типа накладок
На демонтированной накладке следует тщательно измерить следующие размеры: А - ширину, В - внутреннюю длину, С - радиус.
Полученные размеры следует сопоставить с данными в каталоге для определения правильного типа накладок.
Повторный осмотр использованного башмака
После демонтажа старой накладки возможно провести дальнейший осмотр башмака.
Особое внимание следует обратить на следующие зоны:
А - деформация (прогиб) поверхности под накладку
B – размер отверстий под заклепки
С - состояние поверхности под накладку
D - коррозия (разница в диаметре заклепки и отверстия под заклепку не должна превышать 0,5 мм)
| Ширина башмака | Максимально допустимый прогиб |
| До 100 мм | 0.25 мм (0.010") |
| 125-150 мм | 0.50 мм (0.020") |
| 175 мм и более | 0.75 мм (0.030") |
Подготовка башмака
- Обезжирить - Удалить смазку и связанные с ней компоненты.
- Провести пескоструйную очистку (не для алюминиевых башмаков) - удаление ржавчины и прочих отложений.
- Покрасить - для защиты от коррозии.
Типы заклепок
Для замены накладок используются различные типы заклепок. Наиболее распространенными являются заклепки Британского стандарта (полу трубчатые) и Немецкого стандарта (трубчатые), (медные, стальные, латунные).


Правильная процедура установкидля вашего станка
Давление воздуха
Рекомендованные давления воздуха могут различаться в зависимости от типа станка и заклепок. Указатели давления воздуха должны проходить регулярную калибровку.
Установка высоты наковаленки А
Используйте рекомендации производителя Вашего станка.
Читайте также: