
Как сделать шестигранник на фрезерном станке
Добавил пользователь Валентин П. Обновлено: 04.10.2024
Думаю как фрезеровать шестигранный вал. Проблема заключается в его длине, которая составляет 4176, это только рабочая часть. Никаких барфидеров на вооружении нету. Единственный выход из подручных средств вижу только перемещение и перекрепление вручную, но с длиной в 4 с лишним метра это наверное затея не из лучших. Еще стоит вопрос в том, как базировать при каждом установе, чтобы не потерять грань. Фрезеровать планируется из круглого сортового прутка, либо возможно правильнее было бы фрезеровать шестигранный прокат?
А точность какая нужна будет?
Сможете ее обеспечить с перестановками при перемещении?
Чтобы грани не терять логично применить делительную головку.
Либо - если позволяет оборудование за счет наклона шпинделя с одного установа три грани затем переворот на 180 гр и по новой базе еще три грани.
Это будет приводной вал?
Это будет приводной вал?
Это вал для шнека экструдера.
А если составным его сделать? Более короткие можно более точно обработать,, а затем уже собрать и например с базированием по отверстию и последующей сваркой.
С уважением Владимир.
Чертежом и подзатыльником можно объяснить конструкцию лучше, чем просто чертежем..
А почему нельзя сделать его из калиброванного шестигранника? Точность большая? Или более удобной цилиндрической формы (витки шнека удобней на цилиндр наваривать) с шестигранным хвостовиком (тогда не придется 4 м обрабатывать)?
А если составным его сделать? Более короткие можно более точно обработать,, а затем уже собрать и например с базированием по отверстию и последующей сваркой.
Да, думаю хорошее решение, только при стыке в самом центре понизится прочность вала, что очень важно тут. Решил поделить его пополам, на счет стыка пока что не уверен, предварительно сделал стык с фиксацией на шпильках (на картинке внизу). А вот сварка тут не желательна, на вал шнековые элементы должны насаживаться довольно плотно, врядли после сварки шлифованием получится обеспечить нужную точность. Думаю вот теперь как закрепить пруток диаметром 35 мм. Для того, чтобы не потерять грани думаю основание закрепить в делительной головке, а противоположную сторону поддерживать двумя призматическими подставками. Но и их придется менять. Так как по началу на призме будет лежать цилиндрическая поверхность, далее будет шестигранное основание, потом будет самое тяжелое, когда в основание ляжет наполовину шестигранное основание, наполовину цилиндрическое. Да и вообще размещая на высоте в призматических опорах, получается низкая жесткость всей конструкции, следовательно не получится уложиться в требуемые допуска. А без делительной головки не знаю даже как поймать все грани.
Для обработки деталей с сопряженными поверхностями существуют многократно отработанные технологии с использованием вертикально- и горизонтально-фрезерных станков. Для крепления используют стандартные тиски с плоской направляющей поверхностью либо специальные зажимные устройства, установленные на столе станка.
Сопряженные поверхности детали могут находиться в различных положениях друг относительно друга, в том числе быть перпендикулярными, параллельными, под углом, предусмотренным технологией обработки. Детали могут иметь квадратную, треугольную, прямоугольную, многогранную и др. форму, последовательность обработки указывается в технологической карте процесса.
Контроль точности обработки
Для того чтобы в точности соблюсти установленные размеры сопряженных поверхностей и их относительное расположение необходим пооперационный контроль размеров, а также контроль точности установки в зажимных устройствах, используемых в работе. Контрольные замеры выполняются при помощи контрольно-измерительных инструментов, в том числе:
- угольников;
- штангенциркулей;
- лекальных линеек;
- шаблонов и рейсмасов, изготовленных специально для проверки точности исполнения конкретных углов сопряженных поверхностей, отличных от прямых.
Обработка прямоугольной призмы
Формирование сопряженных поверхностей многогранников удобнее выполнять на вертикально- и горизонтально-фрезерных станках. Рассмотрим пример обработки сопряженных поверхностей призматического бруска, имеющего в сечении прямоугольную форму. Обработка может вестись торцевыми, концевыми или цилиндрическими фрезами – по выбору технолога. Последовательность операций должна соблюдаться не только при черновой, но и при чистовой обработке.
Перед началом обработки определяют базы для крепления заготовки в зажимных устройствах и последовательность выполнения каждой операции.
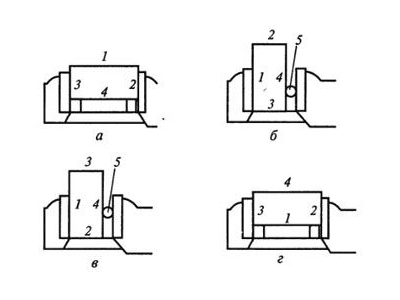
Последовательность обработки плоско-параллельных и взаимно-перпендикулярных поверхностей бруска:
а - г – положение заготовки в зажимном приспособлении; 1 - 4 – обрабатываемые поверхности; 5 – прокладка
Технологический процесс обработки призмы начинается с установки детали в тиски таким образом, чтобы поверхность 4 плотно прилегала к направляющей поверхности тисков или к паре подкладок с одинаковой высотой и со строго параллельными поверхностями.
После обработки поверхности 1 деталь переустанавливают для последующей обработки поверхности 2. Ранее обработанная поверхность 1 плотно прилегает к неподвижной губке тисков и фиксируется подвижной губкой. Для более точной установки детали и во избежание перекоса, по центру между поверхностью детали 4 и подвижной губкой зажимного устройства вставляется цилиндрическая стальная шпилька 5.
Закончив обработку сопряженной поверхности 2, деталь переустанавливают для последующей обработки поверхности 3. Теперь для установки используют две ранее обработанные поверхности: 1, которая прижимается к неподвижной губке тисков, и 2, прилегающая к подкладкам или непосредственно к нижней направляющей поверхности тисков. Между поверхностью 4 и подвижной губкой также устанавливается круглая шпилька 5.
Таким же образом происходит обработка последней по очереди поверхности 4. Базами служат обработанные сопряженные поверхности 1, 3, 2.
Важно: перед тем как зажать деталь в зажимное устройство, необходимо проверить параллельность плоскости 1 к плоскости стола станка.
В итоге, при правильном выполнении всех операций фрезерной обработки прямоугольной призматической заготовки, должна быть выдержана параллельность плоскостей 1, 4 и одновременно – перпендикулярность плоскостей 2, 5 между собой.
Важно: Перед чистовой обработкой рекомендуется использовать тонколистовые латунные или медные прокладки между деталью и губками зажимного устройства – это поможет избежать повреждения поверхностей.
Порядок фрезерования квадратов и шестигранников
Квадрат и шестигранник получают путем обработки прутка дисковыми, торцевыми и концевыми фрезами или набором дисковых фрез. Пруток закрепляется в делительной головке станка (вертикально- или горизонтально-фрезерного).
Теоретически:
Нагреть докрасна хвостовик, наставить на него головку шестигранную и ударить по ней кувалдой. На хвостовике сформируется шестигранник.
Или (более реальный метод)
Приварить к хвостовику сверла биту.
Vidis написал :
Приварить к хвостовику сверла биту.
думаю что отскочит через пару секунд
Смирнофф , практически в гараже это невозможно без "биения". А есть свёрла с шестигранником заводские. Зачем городить огород?

Смирнофф написал :
думаю что отскочит через пару секунд
неоднократно наращивал сверла (по бетону) использовал с ударной дрелью, а также приваривал SDS+ хвостовики к сверлам и бурил перфом, ни одно сверло не сломалось
А я к двум миксерам приваривал хвостовики от sds+ тоже что то не ломаются, хотя мешаю не жалея в том числе и на изгиб давлю один миксер весь свернулся а хвостовик на месте одно НО диаметр там большой не как у тс
где 10мм, там и 6,35
Буйный написал :
А есть свёрла с шестигранником заводские
у меня есть очень хорошие советские сверла,такого качества бренды сейчас бешеных денег стоят
Vidis написал :
Приварить к хвостовику сверла биту.Буйный написал :
практически в гараже это невозможно без "биения".
то же самое биение,что и приваришь
Смирнофф написал :
Как это сделать в гаражных условиях с обычным инструментом-точило,тиски,болгарка .Требуется переточить наконечники сверла
Володь, а зачем тебе эти "танцы с бубном"?
Смирнофф написал :
у меня есть очень хорошие советские сверла,такого качества бренды сейчас бешеных денег стоят
Может проще в твоей сверлилке патрон поменять?
Vidis написал :
а также приваривал SDS+ хвостовики к сверлам и бурил перфом, ни одно сверло не сломалось
я тоже приваривал как Вы,только МАКосвым перфом сверлил винтовым сверлом на 45 дырки для трасс кондиционеров,тоже не ломалось.Перфоратором сверлиль гораздо удобней,во первых дрель не таскать,во вторых мощи больше ,а обороты меньше и отсечка если что.
Mutru4 написал :
Может проще в твоей сверлилке патрон поменять?
можно даже разобрать патрон и на точильном камне освежить грани кулачков патрона. yu
4eh , можно назад не собрать.
Смирнофф , а зачем?
Смирнофф написал :
у меня есть очень хорошие советские сверла,такого качества бренды сейчас бешеных денег стоят
Сломать сверло с шестигранным хвостовиком гораздо легче, чем с круглым.
на шестигранник точно переточить без фрезерного станка с делительной головкой - никак.
Как я понял-это вердикт окончательный для гаража.Тему можно закрывать.Спасибо.
Смирнофф написал :
Как я понял-это вердикт окончательный для гаража.
Для гаража - окончательный. Если только фрезерным станком не обзаведётесь.
Alex___dr написал :
Если только фрезерным станком не обзаведётесь.
с головкой делителя..
у меня - даже с первого раза все собиралось обратно , и без лишних запчастей..
пардон, не заметил пост от johnlc
Изготовьте один раз переходник с 1/4'' на конус и применяйте с патроном, в патрон зажимайте что угодно

сегодня на работе ради интереса выточил из круглого 8 мм хвостовика сверла 1/4 всего за 5 минут болгаркой,сразу сделал треугольник,потом шестиугольник,без штангельциркуля,на глаз с примеркой,получилось очень удачно,биение почти не превышает биение хвостовика Макиты 0101,сверлит наудивление хорошо и более предсказуемо,чем дрель.
4eh написал :
у меня - даже с первого раза все собиралось обратно , и без лишних запчастей..
дело не в запах- клинить начинает, проще новый купить.
Vidis написал :
Изготовьте один раз переходник с 1/4'' на конус и применяйте с патроном, в патрон зажимайте что угодно
А Вы от чего квостовик взяли?
Mutru4 написал :
Изготовьте один раз переходник с 1/4'' на конус и применяйте с патроном, в патрон зажимайте что угодно
Речь идет об ударном винтоверте,патрон держать не будет,сверла только большие,думаю 5 мм срежет на первом ударе,если застопорит.Мне лично это нужно для увеличения возможностей инструмента-меньше по этажам таскать.Сверлить дырки в рамах пластик.окон на 8 мм,потом этим же винтовертом звездочкой закручиваешь саморезы по бетону на 7,5.Сегодня испытал-все работает-дрель таскать не нужно.
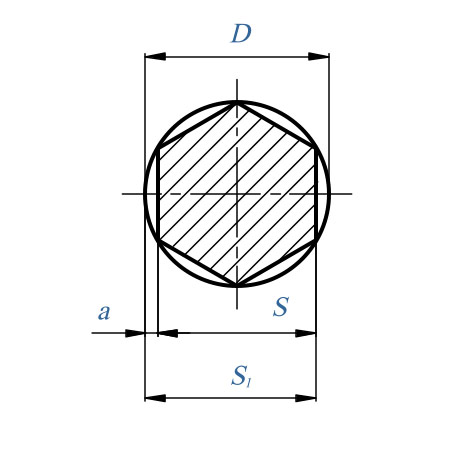
Таблица: Фрезерование шестигранников. Диаметр круга, описанного вокург шестигранника и ключевые размеры для снятия материала.
Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Читайте также: