
Как сделать электро парализатор из сварочного аппарата
Добавил пользователь Владимир З. Обновлено: 16.09.2024
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
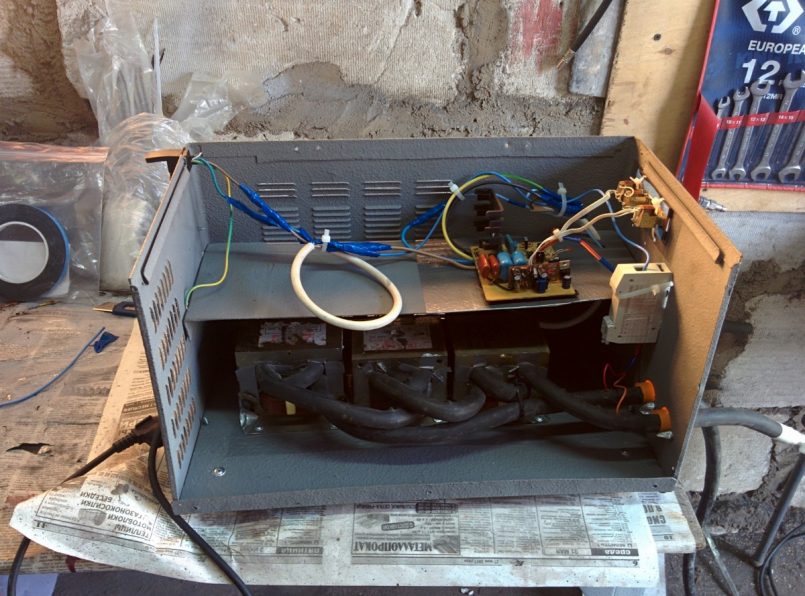
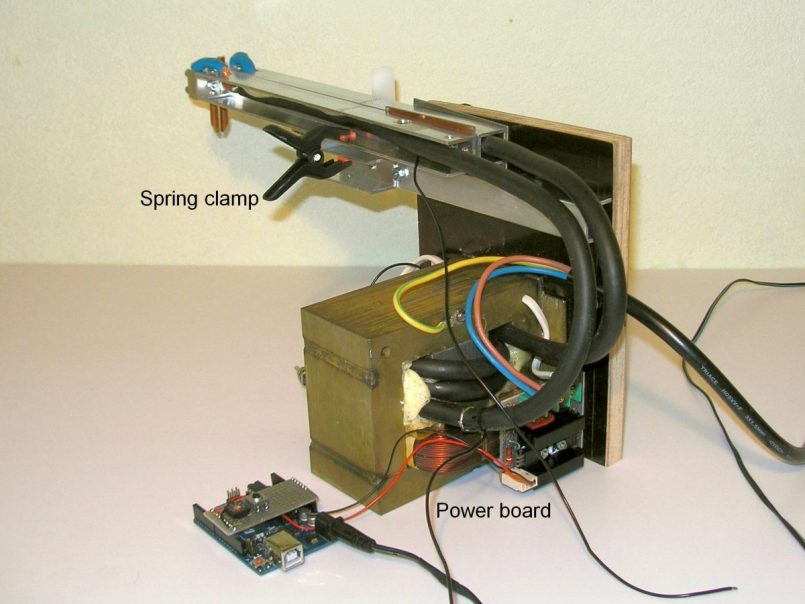
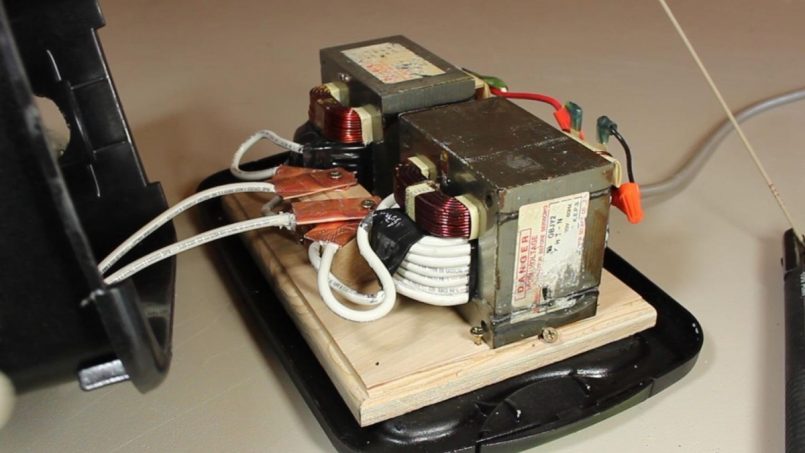
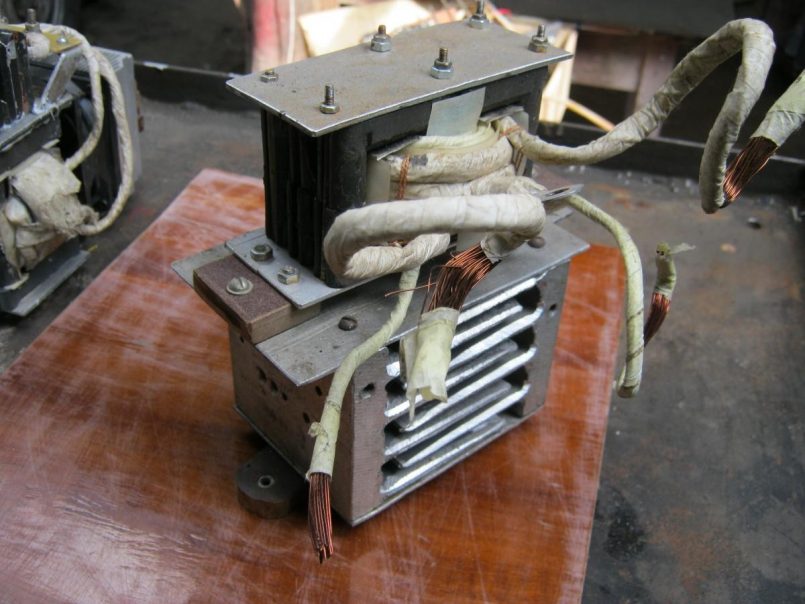
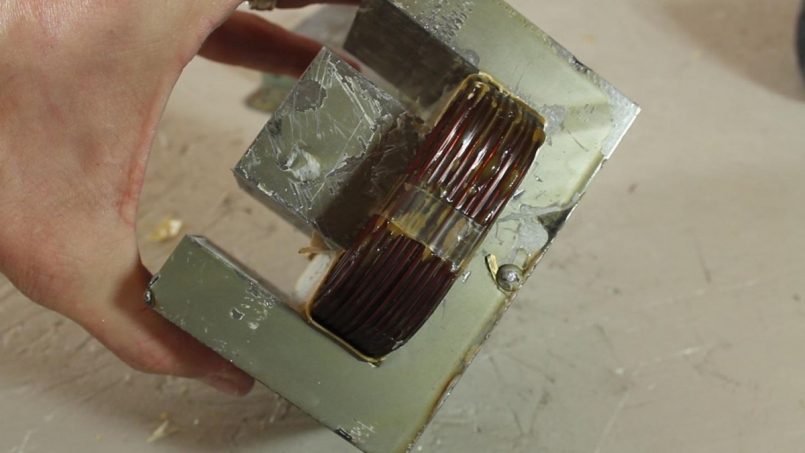
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
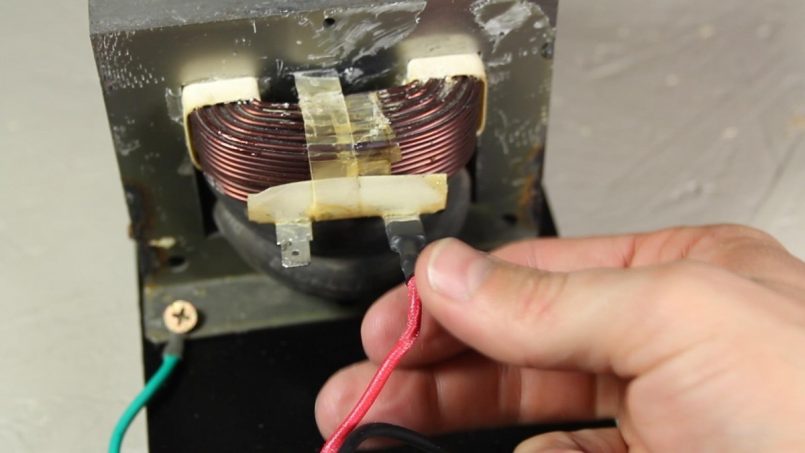
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
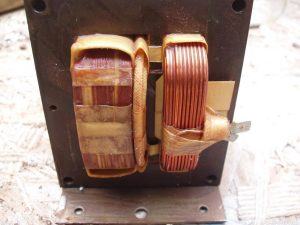
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
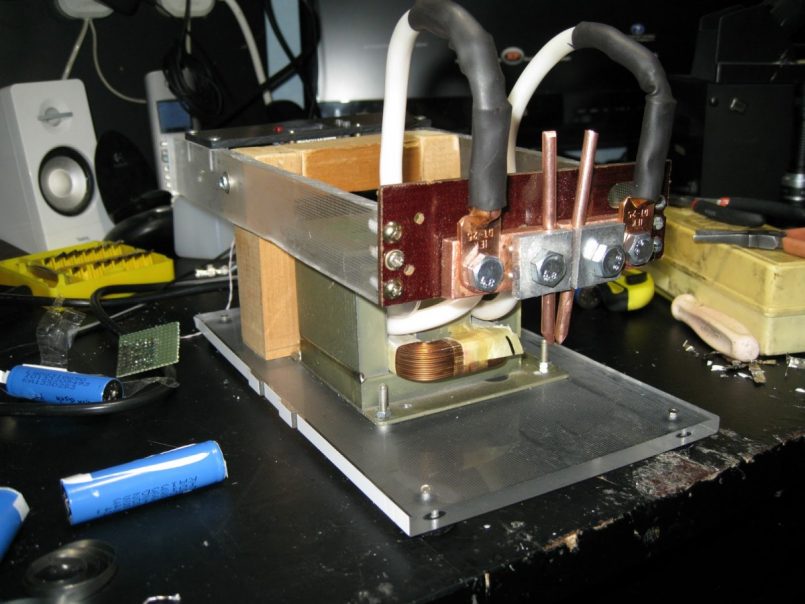
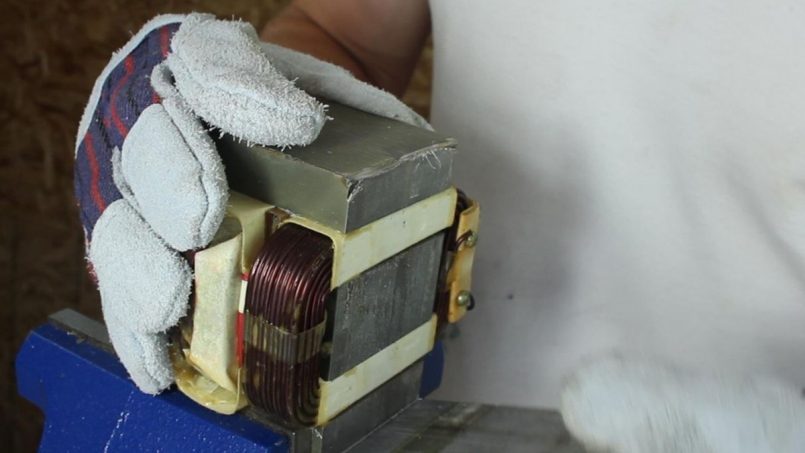
- Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
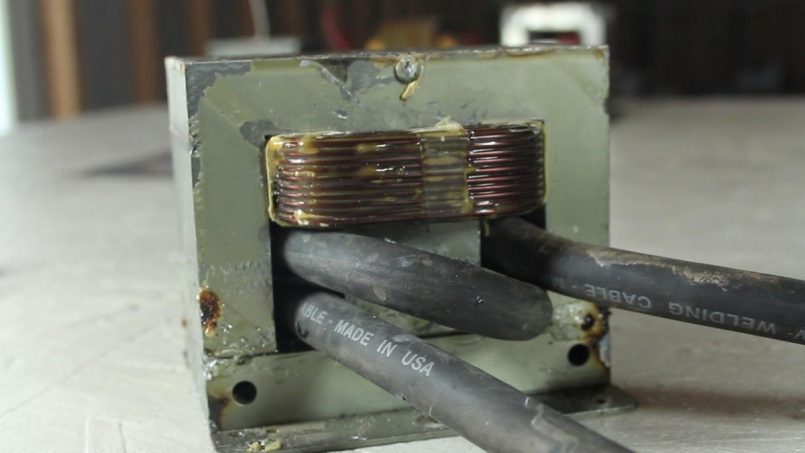
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.

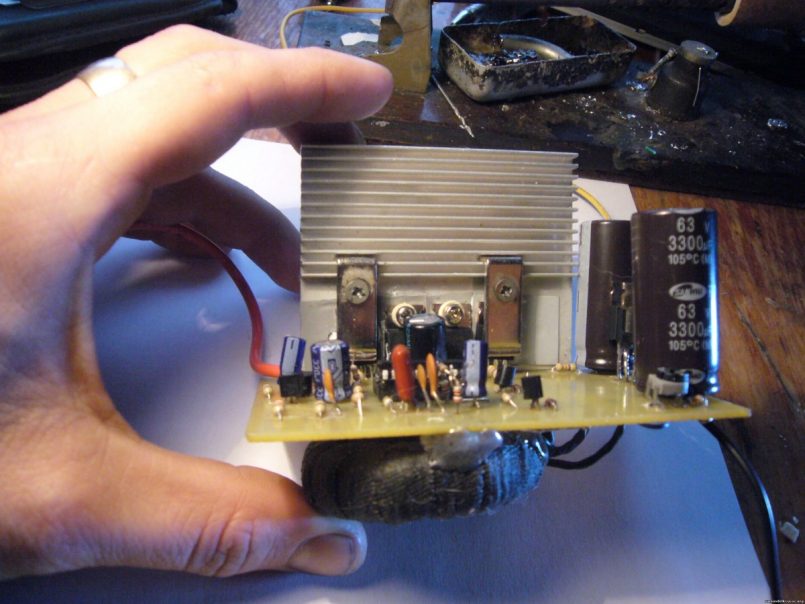
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:

Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
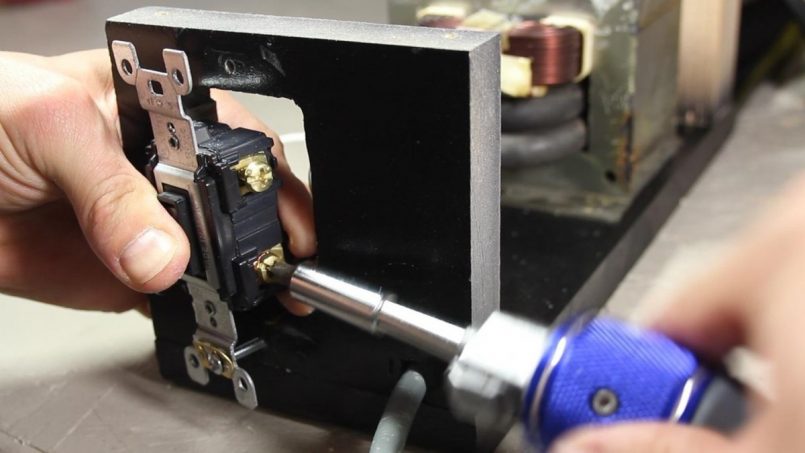
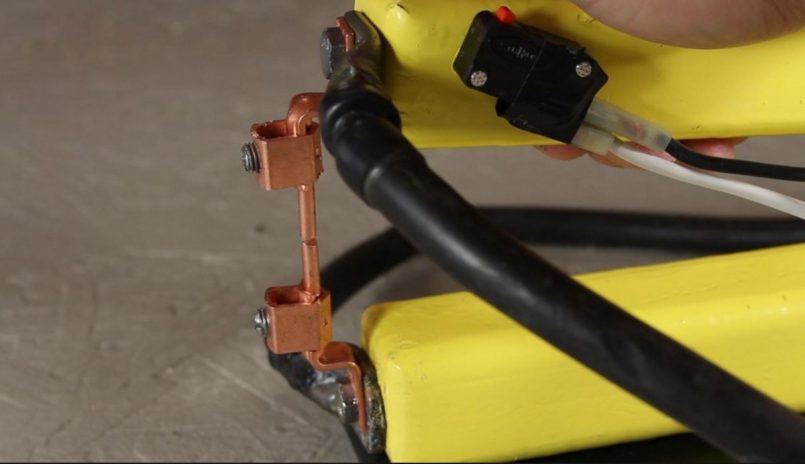
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.

Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.

- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.

Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.

Универсальный аппарат для сварки
Лазерное оборудование очень дорогое, плазморез тоже стоит недешево. Плазменная резка и сварка металла небольшой толщины имеет прекрасные характеристики, недостижимые при использовании электросварки. При этом силовой блок у плазмореза и сварочного аппарата для электродуговой сварки во многом имеют одинаковые характеристики.
Возникает желание сэкономить, и при небольшой доработке использовать его и для плазменной резки. Оказалось, что это возможно, и можно встретить много способов переделки сварочных аппаратов, в том числе инверторных, в плазморезы.
Аппарат плазменной резки представляет собой тот же сварочный инвертор с осциллятором и плазмотроном, кабелем массы с зажимом и внешним или внутренним компрессором. Часто компрессор используется внешний и в комплект поставки не входит.
Если у владельца сварочного инвертора имеется еще и компрессор, то можно получить самодельный плазморез, приобретя плазмотрон и сделав осциллятор. В итоге получится универсальный сварочный аппарат.
Принцип работы горелки
Работа аппарата плазменной сварки и резки (плазмореза) основана на использовании в качестве режущего или сваривающего инструмента плазмы, четвертого состояния вещества.
Для ее получения требуется высокая температура и газ под высоким давлением. При создании между анодом и катодом горелки электрической дуги в ней поддерживается температура в несколько тысяч градусов.
Образование плазмы
Если пропустить при таких условиях через дугу струю газа, то он ионизируется, расширится в объеме в несколько сотен раз и нагреется до температуры в 20-30 тысяч °C, превращаясь в плазму. Высокая температура почти мгновенно расплавляет любой металл.

В отличие от кумулятивного снаряда процесс образования плазмы в плазмотроне регулируемый.
Анод и катод в резаке плазмореза находятся на расстоянии нескольких миллиметров друг от друга. Осциллятор вырабатывает импульсный ток большой величины и частоты, пропускает его между анодом и катодом, что приводит к возникновению электрической дуги.
После этого через дугу пропускается газ, который ионизируется. Так как все происходит в замкнутой камере с одним выходным отверстием, то получившаяся плазма с огромной скоростью вырывается наружу.
На выходе горелки плазмореза она достигает температуры 30000 ° и плавит любой металл. Перед началом работ к заготовке с помощью мощного зажима подсоединяется провод массы.
Когда плазма достигает заготовки, то электрический ток начинает течь через кабель массы и плазма достигает максимальной мощности. Ток доходит до 200-250 А. Цепь анод – катод разрывается с помощью реле.
Резка
При пропадании основной дуги плазмореза, эта цепь опять включается, не давая исчезнуть плазме. Плазма играет роль электрода в электродуговой сварке, она проводит ток, а благодаря своим свойствам создает в области соприкосновения с металлом область с высокой температурой.
Площадь соприкосновения струи плазмы и металла маленькая, температура высокая, нагрев происходит очень быстро, поэтому практически отсутствуют напряжения и деформации заготовки.
Срез получается ровный, тонкий не требующий последующей обработки. Под напором сжатого воздуха, который используется в качестве рабочего тела плазмы, жидкий металл выдувается и получается рез высокого качества.
При использовании инертных газов с помощью плазмореза можно проводить качественную сварку без вредного воздействия водорода.
Плазмотрон своими руками
При изготовлении плазмореза из сварочного инвертора своими руками самой сложной частью работ является производство качественной режущей головки (плазмотрона).
Инструменты и материалы
Если делать плазменный резак своими руками, то легче использовать в качестве рабочего тела воздух. Для изготовления понадобятся:
-
рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;
- пусковая кнопка горелки плазмореза;
- изолирующая втулка;
- электрод горелки плазмореза;
- устройство завихрения воздушного потока;
- набор сопел различного диаметра для резки металлов различного вида и толщины;
- защитный наконечник от брызг жидкого металла;
- ограничительная пружина для поддержания одинакового зазора между соплом горелки плазмореза и разрезаемым металлом;
- насадки для снятия фасок.
Расходные материалы плазмореза в виде сопел, электрода стоит купить в магазине сварочного оборудования. Они в процессе резки и сварки выгорают, поэтому имеет смысл приобретать по несколько штук на каждый диаметр сопла.
Чем тоньше металл для резки, тем меньше должно быть отверстие сопла горелки плазмореза. Чем толще металл, тем больше отверстие сопла. Наиболее часто используется сопло с диаметром 3 мм, оно перекрывает большой диапазон толщин и видов металлов.
Сборка
Сопла горелки плазмореза прикрепляются прижимной гайкой. Непосредственно за ним располагается электрод и изолирующая втулка, которая не позволяет возникнуть дуге в ненужном месте устройства.
Затем расположен завихритель потока, который направляет его в нужную точку. Вся конструкция помещается во фторопластовый и металлический корпус. К выходу трубки на ручке горелки плазмореза приваривается патрубок для подсоединения воздушного шланга.
Электроды и кабель

Для плазмотрона требуется специальный электрод из тугоплавкого материала. Обычно их изготавливают из тория, бериллия, гафния и циркония. Их применяют из-за образования при нагреве тугоплавких окислов на поверхности электрода, что увеличивает длительность его работы.
При использовании в домашних условиях предпочтительней применение электродов из гафния и циркония. При резке металла они не вырабатывают токсичных веществ в отличие от тория и бериллия.
Кабель от инвертора и шланг от компрессора к горелке плазмореза нужно прокладывать в одной гофрированной трубе или шланге, что обеспечит охлаждение кабеля в случае его нагрева и удобство в работе.
Сечение медного провода нужно выбрать не менее 5-6 мм2. Зажим на конце провода должен обеспечивать надежный контакт с металлической деталью, в противном случае дуга с дежурной не перекинется на основную дугу.
Компрессор на выходе должен иметь редуктор для получения нормированного давления на плазмотроне.
Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника. Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине. Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.
Существуют плазморезы с головками косвенного действия. Они способны резать и неметаллические материалы. В них роль анода выполняет сопло, и электрическая дуга находится внутри горелки плазмореза, наружу под давлением выходит только плазменная струя.
При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
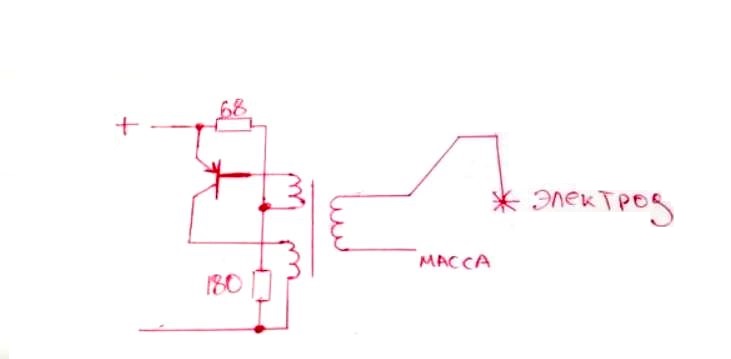
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.

Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Как любое оборудование и инструмент, сварочный аппарат с плазменной головкой требует определенной сноровки от пользователя. Движение резака должно быть равномерным, скорость зависит от толщины металла и его вида.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
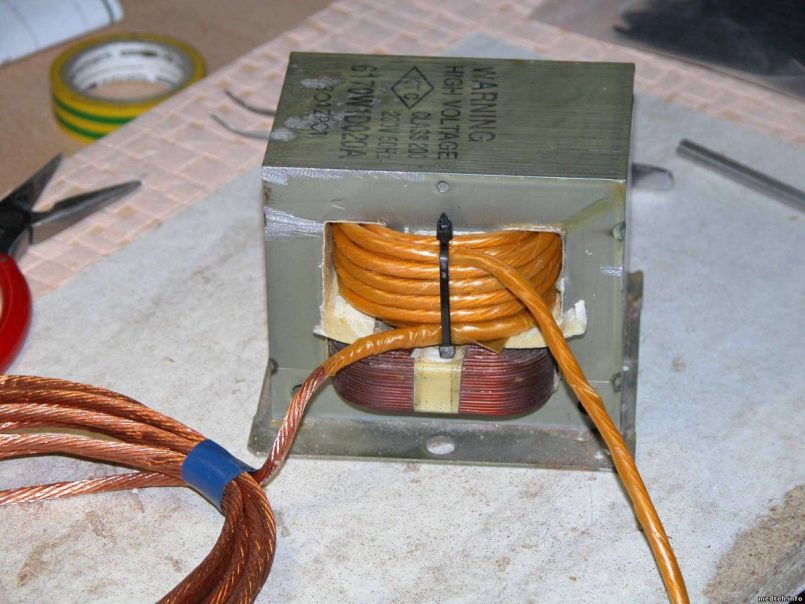
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
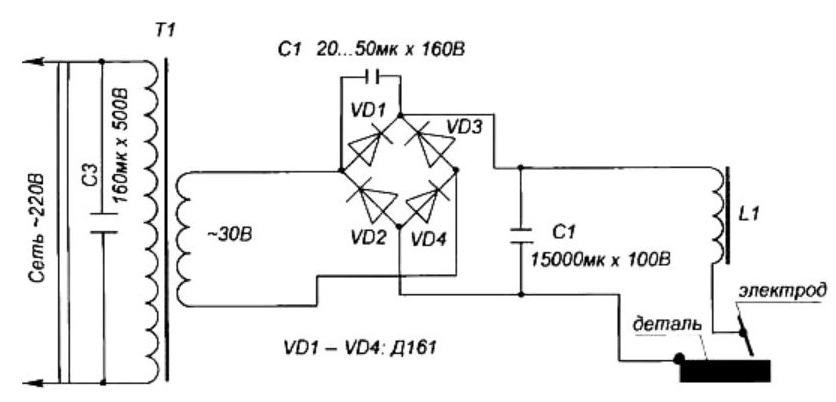
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
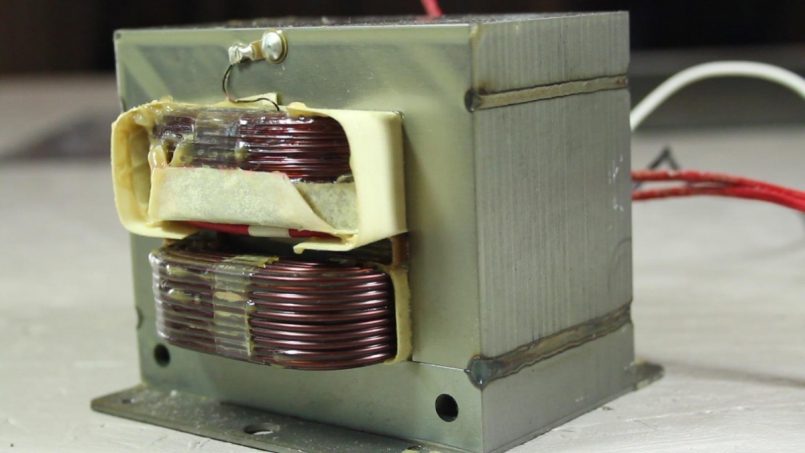
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
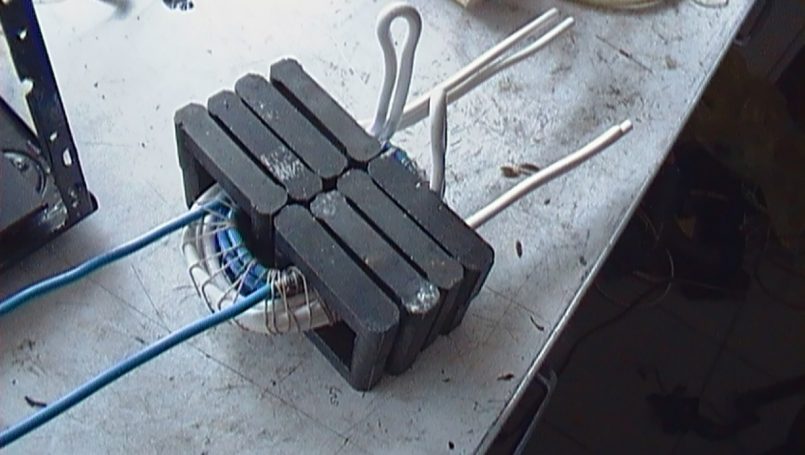
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
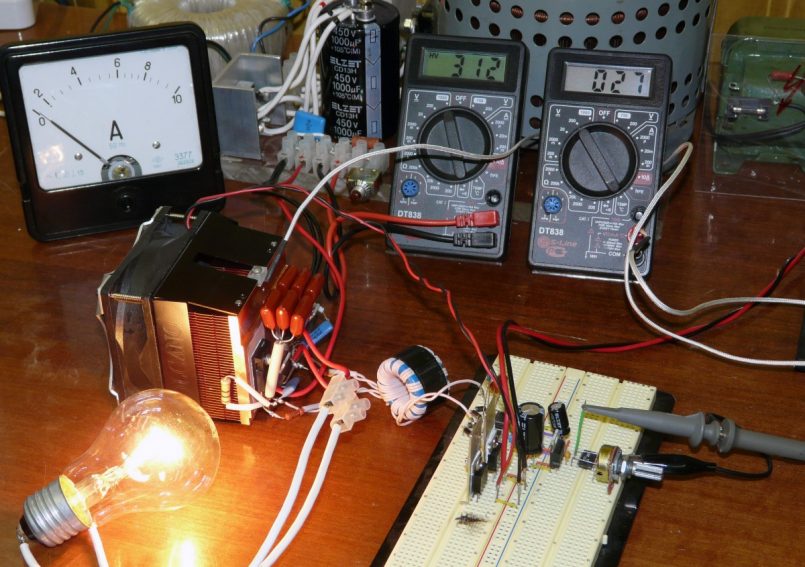
Инвертор (импульсный блок питания для сварки)
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
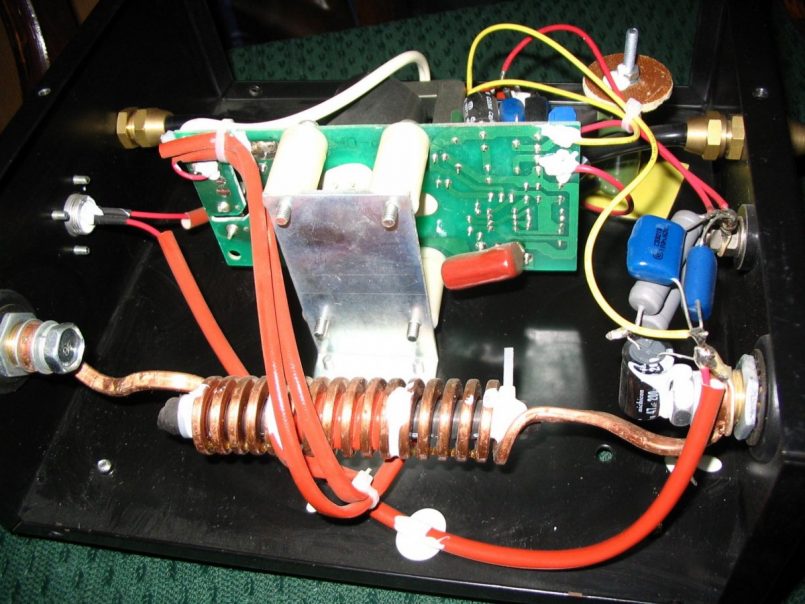
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Где купить
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.

Споттер представляет собой устройство, вычисляемое к категории сварочных аппаратов. Предназначается для точечной сварки. Работает на основе сопротивления тока. Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками. Классифицируют его на инверторную и трансформаторную модели.
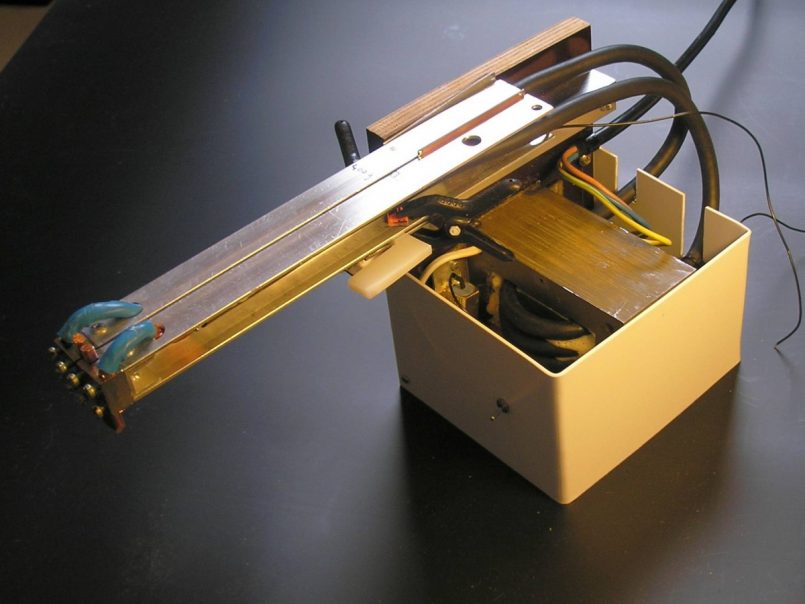
Предназначение споттера и его особенности
Самодельный споттер используют в отношении кузовных работ автомобилей. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Процесс сварки выглядит так. На место повреждённого металла закрепляется крепёж. К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины. Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали. Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
Свойства конструкции агрегата
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.

Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак. Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Ключевая деталь споттера

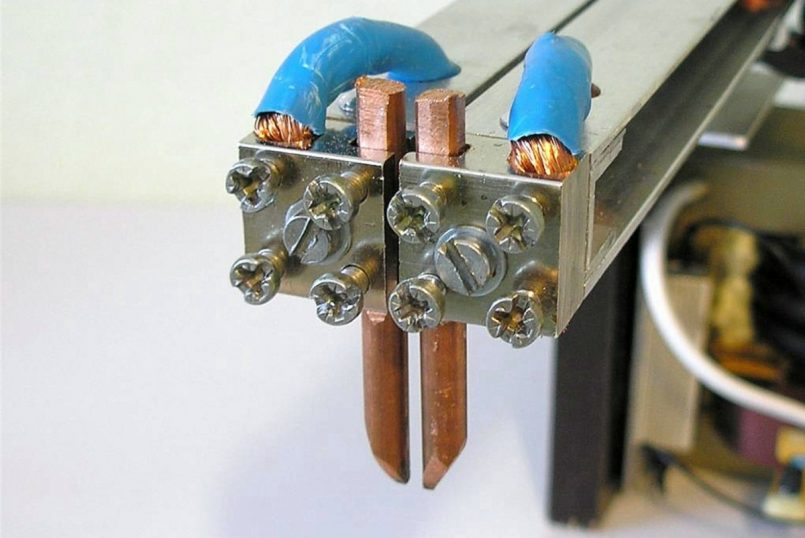
Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Кронштейн можно сделать из меди. У него может быть сечение — прямоугольное или квадратное. В качестве электрода для сварки используют медный прут с толщиной от 8 до 10 мм. Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
На переключатель проводят три жилы. Ещё две перемещаются на подсвечивающую лампочку и двигатель. Сварочный кабель необходимо зачистить и припаять в специальное отверстие в кронштейне.
Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Не всегда является целесообразным приобретение фабричного устройства. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
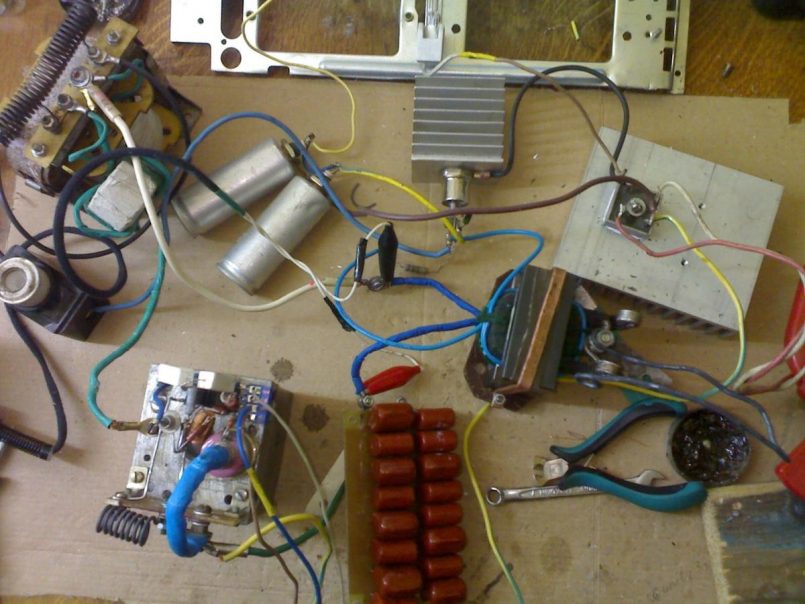
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала. Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:

- тиристор с показателем 200 Вольт;
- трансформатор для понижения 122 вольт для управления реле посредством кнопки;
- реле с мощностью в 30 ампер;
- мост на диодах;
- кнопка для управления и контроля;
- контактная группа 220 вольт.
Трансформатор подключается с помощью диодного моста. К нему подсоединяется тиристор реле. Трансформатор питает управляющую ветку цепи. Перед изготовлением споттера своими руками надо обеспечить безопасные условия работы. С этой целью кладут под ноги резиновые коврики и придерживаются стандартных правил техники безопасности.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
- Снимают с аппарата вторичный слой. Иногда их бывает несколько.
- Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
- Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
- Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
- Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника. Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым. Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Этапы производства трансформатора
Сборка трансформатора является обязательным этапом изготовления споттера из сварочного аппарата. Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным. Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином.
Пистолет делают из полуавтомата. К нему потребуются некоторые дополнения, чтобы закрепить инструмент на приборе для рисования. Чтобы сделать клещи, подойдёт простая труба 20 на 20 мм. Силовые провода, соединяющие трансформатор и пистолет, должны иметь идентичное сечение. Как альтернатива, они должны превышать сечение шины. Не стоит использовать слишком большие по длине провода. Максимальный их размер должен быть равен 2,5 м. Рабочий кабель, соединяющий трансформатор и пистолет, должен быть сделан на основе коммутирующего кабеля с термоизоляцией. При каждом нагревании этот слой будет стягиваться.
Важные нюансы в конструкции
Наибольшие сложности в адаптации трансформатора заключаются в увеличении показателя выходной силы тока. Для этого экспериментируют с шиной, которая ставится вместо вторичной обмотки. Опыт дает понять, что показатель сечения должен быть не меньше 160 кв. мм. Что касается напряжения в шине, то она не должна быть меньше 6 вольт. Важнейшим моментом при сборке трансформатора является соблюдение оптимальной изоляции сетевых обмоток. Если накладка была сделана неправильно, это приведет к нежелательным последствиям.
В быту, особенно в сельском подворье и загородном жилье, на мини-ферме есть вид работ, без которых просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в среде защитного газа) с помощью электродуговой сварки. Нанимать мастеров на них – себе дороже.
Краткое содержимое статьи:
Для чего нужен сварочный аппарат
Умельцы без сварки не соберут ни одно механическое приспособление, ни мини-транспорт для облегчения работ в поле, огороде, саду, перевозки очень многого.

Понятно, что сварщиком нельзя стать в одно мгновение, нужно поучиться или хотя бы попрактиковаться у профессионалов. И, конечно же, собрать самим или приобрести магазинное устройство для образования электродуги.
И наши советы помогут и им сориентироваться в ассортименте и моделях. Поскольку этот рынок заполнен и надёжными в работе, но дорогими, и дешёвыми, но бесполезными из-за низкого качества или для примитивной сварки.

Типизация электродуговых аппаратов
- разновидностей тока;
- трехфазные на 380 в.;
- инверторные.
Наиболее подходят устройства для домашней сборки людям с небольшими навыками в электроделе на основе токов — постоянного и переменного.

Хотя с первым током есть несколько вариаций, и в них новичку можно запутаться. Советуем их для обученных электричеству.
И ниже рассмотрим, как сделать сварочный аппарат своими руками быстро и эффективно.





Трансформаторы. Эти устройства понижают напряжение и повышают ток для образования электрической дуги. Например, вместо 220 вольт получаете 17-45, но с током до шестисот ампер (домашней сварке надо не более 160 ампер, оптимум – две с половиной сотни).

Регулировка тока выполняется ступенчато. Можно изготовить несложное дополнение для этого из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подсоединить несколько витков толстого металла (медь) для снижения тока. Схема сварочного аппарата показана на сайте, можете рассмотреть и на видео.
К тому же они выполняют и вторую функцию – образуют с помощью встроенных выпрямителей постоянный ток также для сварочных работ.
Наибольшее количество самоделок создаются на основе трансформации тока и напряжения в ту или иную сторону. Их свойств достаточно на несложные электроработы в быту.

Выпрямитель. Это также сварочный агрегат, но для качественных работ и с разнообразными металлами. В быту не изготавливаются. И приобретать подобное устройство, кстати, недешевое, стоит лишь для длительных сварочных процессов и на создание особо прочных швов.

Например, при крупных дорожно-транспортных происшествиях со значительными повреждениями кузова автомобиля. Учитывая тонкий метал, чтобы его не пережечь и произвести необходимые соединения, по прочности не уступающие заводским.

Инверторы (с англ. — преобразователи). Сначала о классификации токов: есть постоянный (DC) и переменный (AC).

Ученые, от Эдиссона и до не менее знаменитого Николы Теслы, интересовались этими переходами одного в другое. Так возник инверторный сварочный аппарат.
Трансформация тока в нём многоходовая. Амплитудный ток превращается в постоянный, а тот, посредством сварочного трансформатора, снова выходит либо в DC, либо в AC.





Оба, смотря на который настроена схема, затем превращаются в электродугу с постепенным изменением её параметров в нужных диапазонах.
Создать в домашних условиях его сложно, но в продаже – он массовый, несмотря на значительную дороговизну.
Усилие тока зависит от того инструмента, которым произведёте сварку, — электрода.
Его толщина привязывается к толще свариваемых деталей: если они равны пяти – шести миллиметрам, то электрод не должен быть тоньше четырёх. Это максимум на самоделках.
Можно снизить расход электричества, если варите размеры более тонкими сердечниками (до полутора см). В этом случае ток снизится в пять раз.

Монтаж сварного агрегата в виде трансформатора
- набор пластин для магнитопровода – на базарах от сгоревших обмоток купите недорого или в разборке;
- провод крупного сечения на оба вида обмоток.

Основа для них – стальные пластинки не тоньше трети миллиметра. Их собираете в прямоугольник с большим внутренним пространством, где с двух вертикальных сторон должны поместиться первичная и вторичная намотка.

Количество витков зависит от площади стального каркаса, посчитать её легко с линейкой и арифметикой. А сумму поделить пополам.

Толщина провода вычисляется по такой схеме: установленные киловатты сварника разделить на две тысячи и умножить на единицу с тринадцатью сотыми.
Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, заводите слой за слоем, изолируете всю обмотку, выводите на контактную пластину с четырьмя креплениями: начало и конец обмотки на подсоединение 220 в., еще два отвода от 165 и 190 витка. Отводы – вариаторы тока.

Вторичная намотка идет так: из 70 витков 40-41 накрывают сверху первичку, остальные витки переходят на другую сторону.

В ходе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрируют), контактных пластин.

Фото советы как сделать сварочный аппарат своими руками
















Читайте также: