
Как сделать цековку в дереве
Добавил пользователь Алексей Ф. Обновлено: 16.09.2024
Цековка или зенкер торцовый – это вид металлорежущего инструмента, предназначенный для выполнения отверстий цилиндрической формы и снятия фасок отверстий. Может применяться для работы по сталям, цветным металлам, твердым сплавам.
Цековка в разных вариантах и видах
В соответствии с ГОСТ цековки делятся на несколько видов:
- С постоянными цапфами и хвостовиками цилиндрической формы.
- С переменными цапфами и хвостовиком конической формы.
- Насадные, со сменными цапфами.
- Со сменными цапфами и хвостовиком со штифтовым замком.

По материалу изготовления выделяются следующие виды:
- инструмент с рабочей поверхностью из быстрорежущих инструментальных сталей;
- с рабочей поверхностью из твердосплавных сталей.
Основным конструктивным элементом цековок с цапфой является рабочая часть с лезвиями и хвостовик.
Количество лезвий может быть различным, но наибольшее распространение получило трехлезвийное сверло-цековка.
Цековки с цапфой позволяют обеспечить лучшую соосность обрабатываемого отверстия и углубления под крепежные элементы. Цапфа в таких инструментах играет роль направляющей. Основное предназначение инструментов с цапфой – цековка торцевых поверхностей бобышек под гайки, шайбы, кольца.

Для снятия больших припусков металла применяются двузубые торцевые зенкеры. Эта разновидность отличается наличием небольшого (0,3 мм) смещения относительно хвостовой и рабочей частей инструмента. Каждый зуб затачивается по задней части под определенным углом. Таким образом формируется передняя режущая часть со смещением по оси и поперечное лезвие с подточкой. Подобная конструкция позволило увеличить показатели точности обработки.
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.

Для повышения производительности применяются станки, имеющие возможность смены типов режущего инструмента.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить при помощи зенковки, а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.

Несмотря на то, что цековки являются видом режущего инструмента, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и других станках), они могут использоваться и домашними мастерами. При применении торцевых зенкеров домашним мастером необходимо придерживаться тех же правил, а также обязательно рассчитывать те же параметры, что и в производственных условиях.
Соблюдайте правила при работе с цековкой
При выполнении цекования необходимо придерживаться ряда правил:

- При цековании открытых поверхностей рекомендуется зафиксировать на хвостовике инструмента упор. Простейший способ – использование упорной гайки с контргайкой.
- При цековании углублений под шляпки метизов используется инструмент с углом при вершине 90°. Уменьшение угла выполняется в тех случаях, когда после цекования на поверхности обрабатываемого отверстия остается огранка.
- Выполнение отверстий под метизы выполняется в два этапа. Сначала рассверливается отверстие до определенного диаметра, затем цековкой отверстию придается нужная форма и размер.
- Направляющая цековки не должна соприкасаться с втулкой всей поверхностью. Допустимо соприкосновение винтовыми ленточками. Нарушение этого правила может привести к заеданию цековки во втулке в результате сильного нагревания заготовки и металлорежущего инструмента под воздействием высокой скорости вращения шпинделя станка.
- Соосность отверстия обеспечивается за счет применения цековок с направляющими.
- При закреплении торцевого зенкера в быстросменном патроне, рекомендуется располагать режущие зубья с двух торцов.
- Для обработки заготовок из металлов высокой твердости следует использовать инструмент с твердосплавными пластинами.
- Для обработки хрупких сплавов рекомендуется применять винтовые однозубые торцевые зенкеры с радиально расположенной передней поверхностью.

Соблюдение правил дает гарантию получения идеально точных по размерам отверстий.

Зенкер по металлу
Внешне этот инструмент напоминает обыкновенное сверло. Поэтому иногда можно встретить такой термин – зенковочное сверло. Особенности зенкеров по металлу заключаются в наличии большего количества режущих поверхностей. Они выполняются в форме спиральных накладок, режущих кромок или режущих зубьев.
Виды зенкеров
Зенкеры по геометрической форме подразделяются на: цилиндрические, конические, торцовые. В зависимости от того, какой результат должен получиться, используется соответствующий тип инструмента:
- • для работы с деталями и формами цилиндрического вида. Имеют разный диаметр и угол наклона. Предназначены для расширения отверстии до 10 мм. С использованием направляющей цапки получаются углубления для крепежей;
- • для работы с коническими деталями (датчики, клапаны). Обрабатываемые поверхности, как правило, из чугуна и стали;
- • для обработки торцевой плоскости детали или изделия (приливов, бобышек).
Зенкеры классифицируют по виду конструкции: цельные, сборные, сварные и с наплавными твердосплавными пластинками. По способу крепления: хвостовой и насадной зенкеры.
Цековка в разных вариантах и видах
В соответствии с ГОСТ цековки делятся на несколько видов:
- С постоянными цапфами и хвостовиками цилиндрической формы.
- С переменными цапфами и хвостовиком конической формы.
- Насадные, со сменными цапфами.
- Со сменными цапфами и хвостовиком со штифтовым замком.

По материалу изготовления выделяются следующие виды:
- инструмент с рабочей поверхностью из быстрорежущих инструментальных сталей;
- с рабочей поверхностью из твердосплавных сталей.
Основным конструктивным элементом цековок с цапфой является рабочая часть с лезвиями и хвостовик.
Количество лезвий может быть различным, но наибольшее распространение получило трехлезвийное сверло-цековка.
Цековки с цапфой позволяют обеспечить лучшую соосность обрабатываемого отверстия и углубления под крепежные элементы. Цапфа в таких инструментах играет роль направляющей. Основное предназначение инструментов с цапфой – цековка торцевых поверхностей бобышек под гайки, шайбы, кольца.

Для снятия больших припусков металла применяются двузубые торцевые зенкеры. Эта разновидность отличается наличием небольшого (0,3 мм) смещения относительно хвостовой и рабочей частей инструмента. Каждый зуб затачивается по задней части под определенным углом. Таким образом формируется передняя режущая часть со смещением по оси и поперечное лезвие с подточкой. Подобная конструкция позволило увеличить показатели точности обработки.
Зенкерование
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин. В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа.
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание — разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.

Для повышения производительности применяются станки, имеющие возможность смены типов режущего инструмента.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить при помощи зенковки, а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.

Несмотря на то, что цековки являются видом режущего инструмента, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и других станках), они могут использоваться и домашними мастерами. При применении торцевых зенкеров домашним мастером необходимо придерживаться тех же правил, а также обязательно рассчитывать те же параметры, что и в производственных условиях.
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.

Классификация зенкеров и зенковок
К основным назначениям зенкера относятся:
- подготовка поверхности отверстий перед нарезанием резьбы;
- калибровка отверстий для последующего использования шпилек, болтов или других крепёжных изделий.

Конструкция зенкера по металлу
Операция зенкерования позволяет повысить качество поверхности отверстий до 11, в некоторых случаях до 9 квалитета. Такой уровень точности обработки соответствует шероховатости в 2,5 микрометров. В этом случае устраняются все дефекты, присущие предыдущим операциям: штамповке, литью, сверлению.
Все зенкеры и зенковки делают из быстрорежущей стали. Обычно для них используют легированную сталь (40Х) или углеродистую (Ст45). Чтобы добиться высокого уровня сглаживания и выравнивания (очищения) поверхности отверстия зенкеры имеют несколько режущих кромок.

Классифицируют зенкеры по следующим параметрам:
- точности обработки;
- типу конструкции;
- форме и количеству режущих кромок;
- марке стали, из которой изготовлен инструмент.
По точности обработки все зенкеры подразделяются на две категории:
- зенкер по металлу №1 (используется для подготовительной обработки отверстий перед операцией, так называемого развёртывания);
- зенкер по металлу №2 (применяется для конечной обработки, позволяет получить квалитет точности 11).
По типу конструкции они подразделяются:
- цельные, с коническим хвостовиком;
- цельные насадные;
- цельные хвостовые;
- с пластинами из твёрдого сплава (тип 1);
- насадные с пластинами из твёрдого сплава (тип 2);
- сборные хвостовые с вставленными ножами;
- насадными сборными.

Зенкер насадной

Зенкер по металлу цельный насадной
По длине и диаметру зенкер представляет собой аналог спирального сверла. Его рабочая часть состоит из двух составляющих: режущей части и калибрующей. Длина первой части (режущей) зависит от необходимой глубины зенкерования. Вторая часть (калибрующая) представляет собой направляющие вдоль режущей кромки. Их ширина зависит от диаметра обрабатываемого отверстия, то есть от диаметра зенкера и колеблется в интервале от 0,8 до 2,5 миллиметра. Её высота у стандартного зенкера не превышает 0,9 миллиметра.

Конические зенкеры по металлу
Отдельным элементом обработки является зенкование. Их сходство в названии приводит к определённой путанице в понимании сущности этих совершенно различных операций. В процессе зенкерования обрабатывается поверхность подготовленного отверстия на всю его глубину. Зенковка по металлу предполагает обработку только верхней части отверстия. Таким образом, формируются углубления под потайные головки метизов (винтов, болтов, шпилек, заклёпок). Конструктивно зенковка отличается от зенкера формой рабочей части. Она имеет режущие зубья на торце вместе с направляющими цапфами. По форме самой режущей части зенковки изготавливаются трёх видов: конические, цилиндрические и торцовые (ещё их называют цековки).

Цилиндрический зенкер по металлу

Устройство цилиндрического зенкера
Виды зенкеров и зенковок:
- Цилиндрические, с диаметром от 10 до 20 мм. Лезвия с напылением из износостойких материалов ГОСТ 12489-71.
- Неделимые конические от 10 до 40 мм. Из легированной стали.
- Целые в виде насадок с поперечником от 32 до 80 мм.
- Конические со специальными пластинами из твердого сплава железа.
- Конические с угловым коэффициентом конуса 60, 90, 120 градусов. Для нанесения фасок под крепёж.
- Округлённая зенковка (цилиндрическая)


Производство современного оборудования предъявляет высокие требования к изготовлению деталей и качеству сопрягаемых поверхностей. Для реализации технологических задач при обработке на станке используется специализированный инструмент. Цековка является режущим инструментом для выполнения вторичной обработки отверстий в деталях разного назначения.
Операция цекования позволяет сформировать опорную или контактную область с высоким качеством и точностью для последующей установки крепежных элементов типа болтов, гаек, шайб или опорных колец.
Область применения инструмента
Цековки являются многолезвийным инструментом и относятся к разновидности зенкера. Используются при выполнении технологических операций по созданию цилиндрической, конической поверхности. Торцевым зенкерованием выравнивают опорные площадки возле готового отверстия. Полученные углубления позволяют разместить головки крепежных элементов, чтобы они не выступали над поверхностью.
С помощью процесса цековки осуществляются следующие виды механообработки:

Цекование
- Выравнивание торцов во внутренних элементах конструкции;
- Делаются опорные поверхности под крепеж;
- Удаляются заусенцы и наплывы;
- Происходит содание ступенчатых отверстий;
- Снятие фасок на кромках.
Режущий инструмент позволяет работать на станке со стальными, чугунными заготовками и деталями из цветного металла и различных сплавов.
Цекование отверстий направлено на решение важных технологических задач:
- Рост качества обработки внутренних элементов.
- Подготовка под выполнение последующих операций обработки и сборки.
- Реализация норм по геометрической точности и расположению, например, нормального расположения к оси обработанного отверстия.
По причине сходства конструкции и технологии использования цековку прозвали торцевым зенкером.
Инструмент используется на сверлильных, токарных, фрезерных, расточных и специализированных металлорежущих станках.
К разновидности цековок для обработки труднодоступных участков относятся инструменты обратного хода. Цековка устанавливается на оправку и выполняет подрезку торца ходом пиноли снизу вверх, а не наоборот, как при традиционной обработке на станке.

Работы выполняемые на сверлильном станке
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
- При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
- При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
- Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
- Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Это интересно: Твердосплавные сверла по металлу: виды, особенности, критерии выбора
Описание конструкции и модификации инструмента
Цековка считается осевым режущим инструментом. С одной стороны цилиндрического корпуса находится рабочая зона с несколькими лезвиями, а с противоположной – хвостовик для крепления в патроне станка. Особенностью инструмента является расположение рабочих обрабатывающих кромок в торцевой части. По боковой поверхности проходят винтовые канавки для отведения стружки из зоны обработки.

Цековка со сменной цапфой, диаметр 12 мм
Перпедикулярность и точность позиционирования в процессе обработки торцовых поверхностей обеспечивается специальной цапфой в зоне резания инструмента.
В процессе резания направляющая цапфа входит внутрь отверстия и плотно фиксируется в нем, обеспечивая правильное, соосное положение инструмента.
Установка и фиксация цековки на станке осуществляется как и у всех осевых инструментов посредством хвостовика.
Виды цековок
Зенковки для металлорежущего станка делятся на две большие группы: цилиндрические и конические.

Цековка по ГОСТу
У конических зенковок угол профиля рабочей головки составляет 60°, 75°, 90° и 120°. Количество режущих кромок зависит от диаметра. Цековки могут быть с цилиндрическим и коническим хвостовиком. Конический инструмент предназначен для отделки под крепеж и для оформления фасок. Изготовление конических зенковок регламентирует ГОСТ 14953-80.
Зенковки цилиндрические бывают с цилиндрическим и коническим хвостовиком. Предусмотрен вариант исполнения с износоустойчивым покрытием трущихся участков. Целевое назначение такого инструмента – обработка опорных площадок.
- С цельной цапфой для направления и цилиндрической формой хвостовика.
- С заменяемой цапфой и конической формой хвостовика.
- Насадного исполнения, когда лезвийная головка крепится на оправке. Направляющая цапфа используется сменная и так же закрепляется на оправке.
- Со сменой хвостовика и цапфы. Монтаж на станке выполняется с применением штифтового фиксатора.

Типы цековок
Материалы и рабочие насадки
Рабочая зона всех насадных цековок может изготавливаться цельной из быстрорежущей стали или с напайными пластинами из твердого сплава. Режущие инструменты с цилиндрическим местом для закрепления производят только из быстрореза.
Цековки с вмонтированными пластинками из твердого сплава
Цековки, с вмонтированными пластинками из твердого сплава, позволяют вести обработку чугуна разных марок и конструкционных сталей. Инструмент из быстрореза работает лишь со сталями.
Число лезвий у цековок зависит от конструктивного исполнения. У цельного орудия с цилиндрическим концом возможны 2-4 режущие кромки. Инструмент других категорий имеет только 4 лезвия.
На метод закрепления инструмента в станке влияет конструкция хвостовика. Цековка с цилиндрическим краем устанавливается непосредственно в патрон станка. Инструмент с конусом крепится в посадочном отверстии со специальным конусом Морзе. Установка цековки с механизмом закрепления штифтового типа требует наличия на станке штифтового замка.


Материал для изготовления инструмента
Для базового стержня цековки используется конструкционная сталь марки 45, 40Х и 45Х. Изготовление режущей зоны возможно из следующих материалов:

Длина стержня
- монолитная режущая область изготавливается из быстрорежущего сплава, отвечающего рекомендациям ГОСТ 19265.
- Материал для твердосплавных режущих пластин подбирается из сплава ВК8, ВК6, ВК6М, Т15К6, Т5К10.
- Свойства материала и требования к нему изложены в ГОСТ 3882. Соблюдение геометрии и размерных параметров контролируется ГОСТ 25400.
Дерево, пластик и мягкие металлы обрабатывают зенковками из инструментальной стали. Твердосплавные зенковки имеют высокую стойкость и выдерживают значительные усилия резания, возникающие при обработке на станке прочных стальных деталей.
Твердость режущей поверхности зенковок из инструментальной стали не ниже 62..66 HRC, хвостовика – 36…45 HRC. Твердость на корпусе по всей длине зенковки с твердосплавными пластинами 35…46 HRC.

Схема режущей поверхности зенковок
Требования к производству
К качеству наложения соединительного шва при сварке предъявляются повышенные требования. Наличие пустот, трещин, окислов, пористости и прожогов недопустимо.
На гранях исключены дефекты в виде окислов, трещин и зазубрин. Отшлифованные участки не должны содержать повреждений и надрывов, сколов и прижогов.
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.

Для повышения производительности применяются станки, имеющие возможность смены типов режущего инструмента.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить при помощи зенковки, а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.

Несмотря на то, что цековки являются видом режущего инструмента, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и других станках), они могут использоваться и домашними мастерами. При применении торцевых зенкеров домашним мастером необходимо придерживаться тех же правил, а также обязательно рассчитывать те же параметры, что и в производственных условиях.
Рекомендации по цекованию
Повысить производительность при выполнении отверстий на станке поможет использование комбинированного инструмента. Такой вид инструмента позволяет с одного установа выполнить несколько операций, например, просверлить, рассверлить отверстие и снять фаску.

Способы восстановления деталей
Процесс цековки на станке производится с режимами резания как для зенкерования, и с небольшим рабочим ходом.
Обработку однотипных элементов на открытом участке удобно выполнять по упору. Направляющая часть может соприкасаться с поверхностью отверстия только винтовыми ленточками. В противном случае, инструмент в отверстии может заклинить в результате перегрева и температурного расширения.
Цекование отверстий часто используется при обработке на станке в условиях промышленного производства и ремонтной мастерской. В любом варианте применения цековка обеспечивает все требования к изготовлению детали и повышает эксплуатационные характеристики механизмов машин.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Это интересно: Cварка нержавейки. Чем и как лучше варить нержавейку в домашних условиях

Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер.

Зенкер насадной d35
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.

Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).

По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров.

Спиральные хвостовые зенкеры
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.

Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.

Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
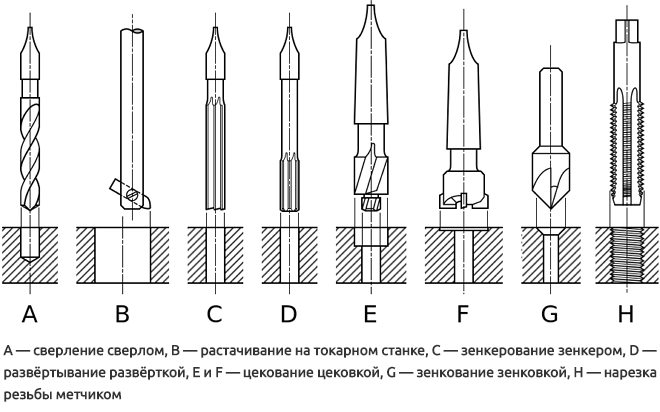
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап. Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Читайте также: