
Фундамент под пилораму ленточную как сделать
Добавил пользователь Евгений Кузнецов Обновлено: 03.10.2024
Если есть необходимость в обработке большого количества древесины и досок, вам следует подумать о пилораме. Несмотря на большое разнообразие уже готовых агрегатов на рынке, сделать пилораму своими руками не составит труда.

Самое главное – понять, какой будет объем будущей работы. Обязательно позаботьтесь о вопросе безопасности. Не стоит забывать, что пилорама в первую очередь – это объект повышенного риска.

Понять принцип работы пилорамы можно взглянув на катушку с нитками. Устройство похоже на вращение двух катушек, между которыми будет натянута нить. Эта нить – как пила. Расстояние между катушками будет показывать размер бревна.

Сделанная самодельная пилорама позволит подогнать под единую форму бревна, сделать их одного размера. Все бревна можно распилить по заданной схеме (предварительно следует настроить оборудование под данную схему).




















Содержание
Принцип работы пилорамы
На пилораме необходимо закрепить бревно, таким образом, чтобы оно оставалось неподвижным. Мобильная тележка в это время приводится в действие и производит распил бревна. Пила обязательно должна находиться в горизонтальном положении.

Для получения досок заданного размера, непосредственно перед распилом, оператор должен задать требуемые параметры. Пильную ленту необходимо хорошо натянуть, чтобы она выступила в качестве пилы.

Наиболее распространенные виды пилорам:
- Цепные.
- Дисковые.
- Ленточные.
- Угловые.













Дисковый вид пилорамы
Считается лучшим видом. Данная пилорама – простая в использовании и не требует особых усилий при изготовлении ее своими руками. Основой данной конструкции будет дисковая пила. Ее следует устанавливать на электрическом двигателе либо на шпинделе станка.


Ленточная пилорама
Имеет больше преимуществ, чем дисковая. На данной пилораме можно работать с древесиной любой породы. Для нее неважно – высокосмолистая или лиственная древесина.
- Ассортимент производимой древесины тоже широк – от обрезных и необрезных досок до лафета, шпона и прочего. Пилорама является средством повышенной опасности и при работе на ней необходимо помнить о том, что следует пользоваться защитными кожухами. Это позволит предотвратить попадание оператора под режущую ленту.
- Для того, чтобы сделать ленточную пилораму своими руками, необходимо хотя бы бегло ознакомиться с чертежами. Простой вариант подразумевает элементарную ленточную пилораму, которая имеет ручную подачу заготовки. Сложный вариант подразумевает уже наличие датчиков и автоматики. Считается высокопроизводительным изделием.

Основой будет – рама, которая имеет направляющие. Собирается сварными подошвами, в которых будут размещены передвижные ролики. П-образная станина может быть собрана при помощи сварки двух швелеров.

На одной стороне рамы необходимо будет закрепить ведущий шкив, на другом конце (подвижном) – закрепляется другой. Направляющие следует смонтировать посередине рамы – это будет разборной конструкцией. Если конструкцию необходимо будет впоследствии транспортировать – это будет актуально.

Угловая или дисковая пилорама
Так как угловая пилорама многофункциональная, ее чаще всего используют для больших объемов работ. Конструкцию достаточно легко изготовить своими руками. Это гораздо дешевле, чем приобрести готовую конструкцию.
- Для сборки такого вида пилорамы необходимо предварительно подготовить чертежи, а непосредственно перед началом работы – позаботиться о наличии под рукой всех необходимых узлов и комплектующих.
- Первым делом необходимо будет собрать каркас. Для этого понадобятся металлические трубы и направляющие (идеальным вариантом могут быть рельсы). Стыки обязательно следует скрепить сваркой.
- Следующий этап – сборка каретки. Будьте особенно внимательны на этом этапе – здесь важны до мельчайших деталей размеры деталей, указанные в чертежах.

Двигатель можно использовать большой мощности. Монтаж двигателя производится непосредственно на каркас конструкции. Через специальные отверстия рабочие элементы скрепляются с двигателем. Не устанавливайте цепную передачу на такую пилораму, если не хотите получить перегрев самого привода.

Важно: Не пренебрегайте техникой безопасности. Соблюдение правил безопасности при работе с пилорамой – позволит исключить все возможные риски в процессе эксплуатации.

Какая пилорама лучше
Это решать только вам. Только вы сможете определить какая именно конструкция будущей установки вам понадобится. Для этого необходимо определить доступную площадь, где будет размещаться пилорама, а также понять специфику работы, которые вы планируете осуществлять на данной конструкции.




В случае, если вы планируете работать с малогабаритными досками, которые используются для тары и поддонов, обратите внимание на пилораму с упрощенной схемой.

Чтобы разделать бревна на отрезки – можно использовать бензиновую пилораму, которая оборудована дисковым либо ленточным механизмом. К недостаткам такой пилорамы можно отнести большое количество опилок, которые разлетаются вокруг. Двигатель внутреннего сгорания имеет принудительное зажигание.

Рекомендация: Оборудуйте аварийный выключатель в зоне расположения оператора. Это позволит в случае возникновения опасной ситуации остановить работу мотора одним лишь нажатием кнопки.
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%.

Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре.
Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.

Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).
Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).
После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.
Этап 2 Положение колес относительно горизонтально натянутой нити.
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).
Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.



Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Выбираем направляющие — все для качества пиломатериала
Введение
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Обслуживание и особенности ленточных пил — практические советы
Правильная эксплуатация и регулярное обслуживание ленточных пил, значительно продлевают их срок службы, и позволяют получать стабильное качество поверхности распила. После приобретения ленточных пил, до ввода в эксплуатацию, необходимо их развернуть и дать пилам отлежаться в течение 24 часов, т. к. во время транспортировки ленточные пилы находятся в свернутом виде при котором в металле образуются неравномерные напряжения. Хранить ленточные пилы рекомендуется в развернутом состоянии.
Рекомендуемая сила натяжения ленточной пилы составляет 160-190 кгс/см3. Если сила натяжения постоянно уменьшается, значит ленточная пила затупилась. Во время перерывов в работе (подача бревна, кантование, пакетирование досок и др. ) необходимо снимать натяжение пилы, так как в это время пила охлаждается и сокращается (особенно в зимнее время), а это может привести к ее разрыву. Слишком маленькое или слишком большое натяжение пилы приведет к появлению микротрещин.

В процессе распиловки в зону пиления необходимо подавать смазочно-охлаждающую жидкость (вода, эмульсия, солярка) для охлаждения ленточной пилы, уменьшения трения о древесину, а также для очистки ленточной пилы от налипшей смолы и опилок. Однако, даже идеальное качество ленточной пилы и регулярное обслуживание не гарантирует успеха. Ленточная пилорама, также, должна содержаться в отличном состоянии. Пильные шкивы пилорамы должны содержаться в чистоте.
Очистка шкивов производится с помощью скребков. Опилки и щепки не должны скапливаться между пильным полотном и шкивами. Направляющие ролики ленточной пилорамы должны быть выставлены по горизонтали и вертикали. Они также, должны содержаться в чистоте. При износе подшипников и самих роликов их необходимо заменять, так как изношенные направляющие с налипшими смолой и опилками вызывают вибрацию ленточной пилы, что приводит к ухудшению качества распила и уменьшению срока службы пилы.
Вибрацию, также, вызывают эксцентриситет пильных шкивов, люфт или износ в подшипниковых узлах ленточной пилорамы, не затянутые болты, неправильно установленные стойки, а также износ поверхности пильных шкивов и приводных ремней ленточной пилорамы. По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали (см. инструкцию пилорамы).
Изготовление своими руками

Блок управления на самодельной пилораме
В первую очередь собираются рельсы. Длину их лучше сразу делать 8 м. Для исключения деформаций основания под нагрузкой нужно сделать стяжки из трубы ¾. В качестве крепления используются болты длиной от 29 до 34 см. Это необходимо указать на чертежах. Стойки собираются на болтах М12.
Массивность конструкции требует стационарной установки. Потому на месте сборки предусматривается бетонный фундамент или под стойки подкладываются бруски.
Подвижная тележка представлена монолитной стальной плитой 46 мм. Габариты плиты по длине 60 см, по ширине на 80 мм шире рельсового пути. Это необходимо указать на чертеже.
На движимую каретку монтируются шкивы. Один крепится подвижно, второй нет.
Располагать шкивы лучше не параллельно, как на многих производственных чертежах, а под углом 4° друг относительно друга по вертикали. В таком случае лента не будет слетать в процессе резки.
Для удобства работы можно сделать штурвал. Движение от штурвала передается посредством металлической цепи. В некоторых моделях делается блок управления.
После монтируются прижимы для бревна. В конце, во избежание повреждений, устанавливается электродвигатель и пила.
Пила может быть заводского производства или сделана из холоднокатаной стали 65Г или У8, 10. Толщина распила выбирается исходя из породы древесины.
Дерево, как материал, используется человеком очень давно. Оно зачастую применяется в строительстве.

Для обработки дерева сегодня придумали множество разных приспособлений, но всегда основным остается пилорама. Данные конструкции позволяют получать изделия с определенными параметрами. В них обычно применяется угловая поворотная пила. которая облегчает обработку деревянных изделий.
Заточка зубьев ленточных пил — как делать правильно?
В процессе распиловки, зубья ленточных пил подвергаются интенсивному износу и стачиваются, поэтому следует регулярно проводить перетачивание. Тупые зубья приводят к излишнему напряжению в ленточном полотне, и как следствие образования волны на распиливаемом материале, также, возрастает усилие, требуемое для распиловки древесины. Тупые зубья значительно снижают производительность, качество получаемого пиломатериала и срок службы ленточной пилы. Кроме того увеличивается трудоемкость заточки.
Пила в заточном станке должна быть установлена таким образом, чтобы нижняя часть углубления между зубьями была не выше 2-3 мм от верхней поверхности зажима, иначе в процессе заточки пила будет вибрировать. Все люфты в механизмах должны быть устранены, так как они приведут к неоднородной заточке. Появляющиеся при заточке заусеницы необходимо удалять, поскольку они увеличивают локальные напряжения и приводят к появлению микротрещин в полотне ленточной пилы.
Во многом качество заточки зависит от правильного подбора заточных кругов. Перед использованием шлифовальный круг необходимо проверить на отсутствие сколов и трещин. Для заточки ленточных пил используются круги средней твердости и средней зернистости, толщиной 5-8 мм. Если размер частиц слишком мелкий, связующее вещество слишком твердое или круги слишком толстые — возникает опасность перегрева полотна ленточной пилы. Если размер частиц слишком большой, то они образуют глубокие царапины, которые приводят к появлению трещин на ленточной пиле в процессе распиловки. Если связующее вещество недостаточно твердое, а структура абразива недостаточно плотная, круги быстро изнашиваются, теряют свою форму, что приводит к отличиям в заточке зубьев вдоль полотна.
Для того, чтобы шлифовальный круг производил правильную форму зуба при заточке, он должен иметь профиль, соответствующий профилю зуба ленточной пилы. Оправка круга производится с помощью алмазного камня. Вначале производится оправка кромки — цилиндрической поверхности круга, при этом образуется фаска, параллельная поверхности зажима заточного станка. Далее производится оправка левого угла кромки круга, с маленьким радиусом скругления. И в заключении производится оправка правой части заточного круга под углом, соответствующего углу задней поверхности зуба ленточной пилы. В процессе заточки пил следует постоянно следить за профилем заточного круга, проводить при необходимости повторную оправку, т. к. износ заточного круга приводит к неоднородной заточке по длине пилы и изменению углов зубьев.
При заточке необходимо сохранять передний и задний углы зуба (изменять по мере необходимости). Чем мягче древесина, тем больше должен быть передний угол зуба (атака зуба). В настоящее время на рынке появился достаточно широкий ассортимент ленточных пил, и все они имеют свой индивидуальный профиль (профиль зубьев и впадины) который выбирался на основе определенных расчетов и экспериментов. При заточке очень важно сохранять первоначальный профиль пилы, т. к. его изменение приведет к ухудшению качества распила и значительно сократит срок службы ленточной пилы.
В процессе заточки часто встречаются следующие дефекты и ошибки: Перегрев пилы (ожег) шлифовальным кругом; Появление заусениц; Заточка без охлаждающей жидкости; Царапины и задиры на поверхности зуба, особенно опасны царапины в межзубном углублении; Неправильная регулировка механизмов заточного станка (поверхности зубьев шлифуются не полностью или не равномерно); Люфт в механизмах заточного станка; Неправильный выбор заточного круга; Неправильная оправка заточного круга; Неправильный выбор скоростей подачи пилы и вращения заточного круга; Уменьшение или увеличение рекомендуемого угла наклона (заточки) зуба. Все эти причины значительно снижают срок службы ленточной пилы.
Первым признаком перегрева (ожега) является появление цветов побежалости на поверхности стали полотна, которые указывают на то, что этот участок был перегрет. Наиболее опасен перегрев нижней части межзубного углубления. Критическая ситуация возникает, когда зубья и углубления нагреваются до температуры закалки стали. Соседний холодный металл быстро отводит тепло трения от шлифуемой поверхности. быстрое охлаждение приводит к появлению очень твердой и хрупкой структуры не отпущенного мартенсита. Если этот дефект не устранен, то начнут образовываться микротрещины, и кромка сломается или быстро затупится во время распиловки.
Где купить пилораму и как открыть свое дело пилорама — читайте на нашем сайте.
Качественная разводка зубьев ленточных пил
Разводка зубьев является одним из важнейших факторов, влияющих на распиловочные свойства пилы. При работе на ленточной пилораме, заточке зубьев (а как следствие уменьшения их высоты), разводка также уменьшается и требуется проведение разводки зубьев ленточной пилы. Разводка зубьев — это линейная величина отклонения зуба на заданный угол относительно плоскости полотна пилы. Величина разводки зависит от свойств древесины и диаметра бревна. Чем больше разводка зубьев, тем шире пропил и требуется приложить большее усилие при распиловке, доски остаются плотно прессованные. Слишком маленькая разводка приведет к сильному трению, перегрева ленточного полотна и к появлению волнообразного распила. При разводке, зубья пилы загибаются попеременно налево и направо. Каждый третий зуб оставляют не разведенным, который выполняет роль подчищающего зуба и удаляет опилки из зоны пиления, тем самым расчищая пропил.

Разводка осуществляется примерно на верхнюю треть высоты зуба. Если зубья разводить на полную высоту — это приведет к появлению волнистой базовой линии полотна и появлению трещин. Точка изгиба (где толкатель разводного станка давит на зуб), должна быть примерно на половине высоты зуба. Если линия изгиба расположена слишком низко, будет гнуться сама лента, а не зуб. Это влечет за собой преждевременный разрыв ленточной пилы. Если точка изгиба расположена слишком высоко, гнется верхняя часть зуба, пила будет неустойчивой, а распиловка волнистой, это снижает скорость пиления, а также возможен излом вершины зуба.
Неправильная заточка и разводка пилы — основная причина преждевременного выхода ленточной пилы из строя. Весь процесс заточки и разводки служит продлению жизни пилы. Зубья должны быть разведены только на необходимую и точно одинаковую для всех зубьев величину, которая выбирается в зависимости от породы (твердости) распиливаемой древесины. Рекомендуемая разводка зубьев вы можете найти в выше опубликованной таблице. При увеличении диаметра бревен, а также при пилении очень смолистых пород, следует увеличивать разводку (принимать верхние значения). Нельзя пилить с одной и той же величиной разводки разные по диаметру бревна, т. к. при пилении бревен диаметром 600 мм образуется в два раза больше опилок, чем при пилении бревна диаметром 300 мм, в таких случаях разводку необходимо увеличивать примерно на 20%.
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)
От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
Любое грандиозное строительство, затеянное хозяевами участка, не обходится без древесины. Она надежна, красива, экологична, поэтому традиционно используется для возведения заборов, создания мебели, а также различных поделок. Если предстоят масштабные работы, то потребуется большое количество заготовок из древесины. Однако стоимость доски, бруса достаточно высока, и перевозка тоже обойдется в круглую сумму. По этой причине многие частные строители приходят к выводу о необходимости обладания собственным агрегатом для изготовления пиломатериала, но цены даже на самые простые модели стремятся (или превосходят) к сотне тысяч рублей. Поэтому остается одно логичное решение — ленточная пилорама своими руками.
Устройство, принцип действия

Ленточная пилорама — станок для продольной распиловки бревен. Конструкция состоит из:
- зажимного механизма;
- ленточной пилы;
- механизма передвижения рамы;
- устройства, регулирующего высоту рабочего полотна.
Это только основные узлы. Самодельный станок чаще оснащается электрическим мотором, его минимальная мощность — 5 кВт. Потенциальная альтернатива — дизельный двигатель (6/9 л. с.), но существенным недостатком станет шумность агрегата.
Во время работы крутящийся момент передается на шкивы, на которых движется пильная лента. Устройство обязательно оснащается натяжным механизмом (пружинным либо гидравлическим), его задача — обеспечение корректного положения шкивов, так как пильное полотно, нагреваясь при работе, провисает.

Рельсы, установленные на бетонном основании, предназначены для перемещения рамы с ленточной пилой. За регулировку толщины заготовок отвечает винтовой механизм, исключающий перекашивание полотна.
Для надежной фиксации бревна при распиловке предусматривают зажимное устройство, состоящее из круглой трубы и зажимов-втулок. При перекосе, который гарантируют удары молотка, происходит заклинивание устройства, благодаря чему кругляк остается неподвижным.
Принцип работы устройства понять не так сложно. Бревно укладывают между направляющими, затем с помощью молотка надежно фиксируют материал зацепами. Каретку с пилой подводят к торцу заготовки, в зависимости от толщины будущего изделия выставляют необходимую высоту. После включения агрегата раму двигают по рельсам, срезая древесину. Дойдя до противоположного края бревна, пилу приподнимают, затем возвращают (передвигают) в исходную точку.





Особенности будущей модели
Ленточная пилорама своими руками — вариант получения того агрегата, который со временем может быть модифицирован. Например, если хозяин конструкции изначально изготавливал ее для роспуска бревен, а потом решил, что неплохо было бы на ней производить еще и брус.
Эту лесопилку собирают модульным способом. Если навыки таких работ отсутствуют, то лучше остановиться на элементарной модели, найдя достаточно простой чертеж. Разобравшись с ним, необходимо получить представление об особенностях составления таких схем, познакомиться с различными инструкциями по сборке ленточных пилорам.

Главное качество для пилорамы ленточного типа — ее незыблемость, ведь бревна обладают довольно внушительным весом и впечатляющими габаритами. Поэтому при изготовлении станины, к тому же подвергающейся интенсивным нагрузкам, необходимо обеспечить максимальную устойчивость.
Сборка пилорамы своими руками не так сложна, как может показаться с первого взгляда. Гораздо труднее обычно проходит следующий этап — подготовка агрегата к работе. Самая большая задержка на пути к цели — разводка, заточка самой пилы.
видео по сборке конструкции, этапы работы по сооружению приспособления
Дерево является широко применяемым строительным материалом, особенно для загородного домостроения. И очень часто строителям на помощь приходят пилорамы разного типа. Сегодня мы рассмотрим, что представляет собой самодельная ленточная пилорама, которая может обрабатывать дерево разных пород.
Вы увидите видео самодельной ленточной пилорамы на тему ее сборки и узнаете, каковы преимущества этого приспособления, и как его сделать в домашних условиях.
Преимущества самодельной ленточной пилорамы
Ленточная пилорама универсальна в плане того, что может работать с разными древесными породами и перерабатывать их на такие заготовки, как:
- шпон;
- доски;
- бруски;
- щитки;
- мебельные аксессуары и т.д.
Самодельная пилорама ленточного типа весит в среднем в полтора раза больше, чем обрабатываемый материал, поэтому заготовки с ее помощью получаются качественные и долговечные.
Распиливание дерева на пилораме ленточного типа происходит куда проще, чем на других типах этого агрегата. Так, распиливание можно выполнять с учетом особенностей каждой древесины, а количество опилок будет минимальным.
Ленточные пилорамы имеют такие преимущества:
- обработка древесины выходит качественной;
- компактный размер;
- точность распиливания;
- доступная стоимость материалов для сборки;
- простота применения;
- надежность;
- малый вес;
- удобство в переноске и установке;
- экономичность применения;
- малошумность;
- малый расход электроэнергии при работе;
- ресурс работы пилорамы неограничен.
Чтобы сделать самодельную ленточную пилораму, вам потребуются следующие детали:
- рельсы;
- уголки из стали;
- швеллеры;
- болты;
- трубы;
- электрическая дрель;
- зажимные пластины;
- доски или бруски;
- шпильки;
- раскосы;
- цепи.
Чтобы иметь наглядное представление о процессе сборки пилорамы ленточного типа своими руками, рекомендуем посмотреть видео на эту тему.
Особенности конструкции агрегата
Конструкцию ленточной пилорамы необходимо знать, если вы собрались ее собирать самостоятельно. Ее схема организована по блочному принципу, что допускает разную компоновку. При этом она может быть проще, а может быть и сложнее. Сложная конструкция включает в себя автоматическую подачу пилку, приспособлением для определения толщины резки, нагрузки тока, а также элементами для подачи пиловочниками и другими.
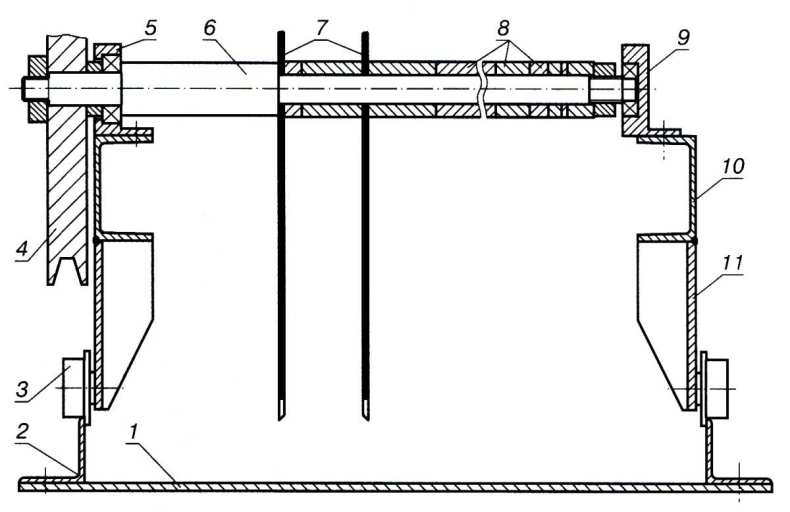
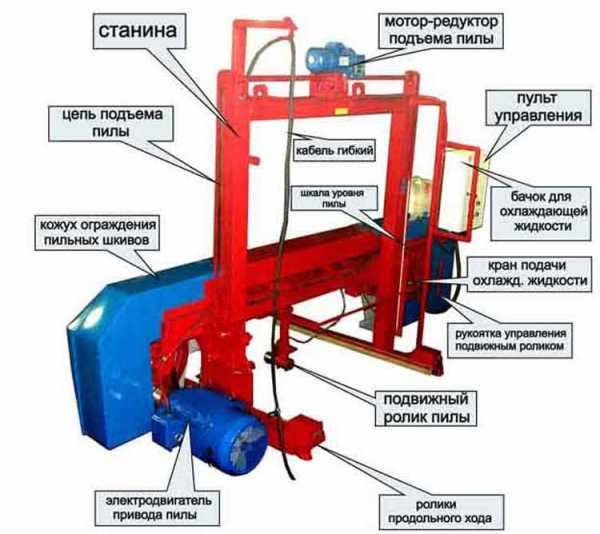
Узлы ленточной пилорамы такие:
- рамы с направляющими для перемещения распилочных лент;
- винтовой прибор для подъема распилочной ленты;
- устройство для натяжки лент;
- колеса;
- оградительный кожух для колес;
- держатель для ленты;
- клиноременная передача;
- электродвигатель;
- рельсы для перемещения прибора;
- зажимы для бревен;
- упор и бачок с водой для смачивания.
Посреди рамы на кронштейнах находятся направляющие разборного типа. Они включают в себя несколько секций и удобны в транспортировке. Внизу содержатся опорные ролики, куда ввинчивают анкерные болты, а вверху размещены опоры бревен. Направляющие крепятся с помощью балки швеллера, где находится сцепное устройство. Также оно помогает перемещать прибор для пиления. Бревно на рельсах крепится посредством винтовых зажимов и упоров.
Механизм пилорамы и рельсов позволяет регулировать бревна по ширине взаимно размещенных направляющих, даже если рама повредится. Направляющие подвешивают так, чтобы они друг от друга не зависели, поэтому если упадет большое бревно, станина останется целой. А чтобы сделать рельсы длиннее, нужно присоединить к ним секцию.
Для резки и обработки дерева используется пила шириной 60 мм или меньше. А пила ленточной пилорамы натягивается посредством пружинно-винтового механизма. В передней балке и на ползунки ведомого шкива есть замки, которые помогают установить и снять ленту для пиления.
Что нужно учесть перед сборкой?
Перед работой учтите такие нюансы:
- с целью предупреждения схода пилки с колес, в устройстве натяжения ленты есть возможность регулировки размещения колес;
- лента для пиления оснащена выступом, равным высоте зубца, чтобы не нарушался развод пилочных зубцов;
- элементы управления пилорамой размещены с вашей стороны, чтобы этот процесс был проще;
- мерные линейки нужны для измерения толщины готовых пиломатериалов по всем направлениям;
- место резки должно быть размещено в секторе видимости, с этой целью лучше предусмотреть подсветку, высота ее должна быть примерно на уровне пояса, что упростит загрузку материала и снятие его со станка;
- оснастите пилораму системой регуляции подачи воды для смазки, это не допустит налипания опилок на шкивы и пилки, также она продлит срок эксплуатации прибора. Бак для жидкости размещен вверху, а подача жидкости регулируется кранами, размещенными на баке;
- рама для пиления поднимается посредством ползунков, которые размещены на стоках станины. Каретка для пиления движется посредством винтового прибора, работающего на электродвигателе и способным закрепить ее в нужном положении. Промежуточный шнур питания двигателя приспособлений нужно поставить над пилорамой.
Этапы сборки самодельной ленточной пилорамы
Для основания станины пилорамы нам будут нужны швеллеры длиной по 8 м и высотой от 140 мм. Можно применять несколько рельсов, развернутых подошвой вверх, а также стальные уголки размером 50 на 100 мм. Все заготовки должны быть прямыми.
Этапы работы будут такими:
- просверлите на высоте порядка полутора метров по всей длине швеллеров отверстия в небольшом количестве. В этом же количестве сделайте стяжки из трубных отрезков длиной по 250 мм. Чтобы скрепить швеллеры и стяжки возьмите резьбовые шпильки или болты длиной порядка 300 мм;
- смонтируйте направляющие на стойки, собранные из швеллеров и скрепленные болтами. Количество стоек зависит от длины станине. Если она равна 8 метрам, то их должно быть 4 штуки. Размещать их нужно в 100 см от конца направляющих;
- для придания станине дополнительной прочности, поставьте раскосы. Конструкцию собирают на месте, поскольку она имеет внушительный вес. Для придания направляющим горизонтального направления, под стойки нужно подставить бруски или доски. Также если в этом есть необходимость, можно подкопать грунт;
- собираем подвижную тележку на основе металлической плиты толщиной 45 мм. Ее длина должна составлять порядка 60 см, а окончательные расчеты зависят от габаритов электродвигателя. Ширина должна быть такой, чтобы края тележки выходили за швеллеры со всех сторон примерно на 80 мм. Пластинки и прокладки той или иной толщины помогут двигать телегу по длине направляющих;
- при сборке пилорамы следите, чтобы щель была как можно меньше. Также прокладки должны быть по толщине примерно на 0,5 мм больше, тем полочки швеллера. Прокладки и зажимные пластинки крепятся друг с другом посредством специальных болтов. А чтобы не допустить поперечный люфт, к основе тележки нужно привернуть пластинки со стороны болтов;
- тележку можно установить и на подшипники, а вверху нее нужно поставить уголки для крепления электрического мотора.
Поиски идеального места

В этой ситуации самый разумный выход — строительство вокруг агрегата сплошного забора. В роли материала для заграждения может выступить фанера либо поликарбонат. Большой навес, устроенный над пилорамой, тоже неплох, так как крыша позволит работать при любых погодных условиях. Следующее требование — место, где будет храниться изготовленный пиломатериал, поэтому и данный вопрос надо решить до начала составления проекта.
Комплектующие, материалы, оборудование
Только качественные материалы и элементы конструкции способны обеспечить ее надежность, поэтому подготовительные мероприятия требуют особого внимания. В любой конструкции неважных деталей нет, однако перед сооружением такого непростого агрегата, вынужденного к тому же терпеть серьезные нагрузки, надо позаботиться о качестве всех узлов и материалов.
Двигатель
Здесь фаворит один — электрический, соответствующий требованиям к мощности. Хотя используют и бензиновые. Преимущества первых очевидны: они не обещают проблем с подключением ленточной пилорамы к электросети, имеют большой срок эксплуатации, а идеальное качество реза материала гарантирует стабильность оборотов.

Металл

Ленточная пилорама своими руками — операция, для успешного проведения которой необходим и сварочный аппарат, и навыки работы с ним. Болтовые соединения здесь не приветствуются, так как надежность такого крепления начнет вызывать сомнения очень быстро, а проверять его регулярно — перспектива не из радужных. Помимо сварочного оборудования потребуется:
- арматура;
- болгарка;
- гаечные ключи;
- доски (фанера) для опалубки;
- дрель либо сверлильный станок;
- линейка, рулетка, штангенциркуль;
- молоток, пассатижи;
- песок, цемент, щебень;
- струбцины;
- уровень.
Чертежи ленточной пилорамы тайга. Порядок сборки ленточной пилорамы своими руками

Понятно, что если такое оборудование нужно только для использования от случая к случаю, то целесообразно сделать его самостоятельно. Но при этом следует кое-что учесть.

Ленточные пилорамы более всего подходят для нарезания досок.

Порядок изготовления
1. Выбор помещения. Специалисты-практики рекомендуют для удобства работы с бревном подбирать площадь для мастерской не менее 18 м2 (как правило, 6 х 3 м).
3. Делаем основание (станину). В зависимости от предполагаемых размеров обрабатываемой древесины для него можно использовать металлический уголок или более мощные заготовки – двутавр, швеллер. Необходимо обеспечить жесткую фиксацию этого каркаса по месту установки, так как в процессе производства он будет подвергаться повышенным динамическим нагрузкам.

Особое внимание нужно обратить на ровность и горизонтальность верхних балок – направляющих. Расстояние между ними должно превышать диаметр самого большого бревна, с которым предполагается работать, примерно на 50 – 70 см. Независимо от толщины заготовки она должна надежно фиксироваться на тележке.
4. Крепление колес к ее нижней части.
Это основные этапы работы по изготовлению пилорамы, с которыми придется столкнуться в процессе ее монтажа.
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%.
Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре.
Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.
Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).
Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).
После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.
Этап 2 Положение колес относительно горизонтально натянутой нити.
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).
Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Выбираем направляющие — все для качества пиломатериала
Введение
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Обслуживание и особенности ленточных пил — практические советы
Правильная эксплуатация и регулярное обслуживание ленточных пил, значительно продлевают их срок службы, и позволяют получать стабильное качество поверхности распила. После приобретения ленточных пил, до ввода в эксплуатацию, необходимо их развернуть и дать пилам отлежаться в течение 24 часов, т. к. во время транспортировки ленточные пилы находятся в свернутом виде при котором в металле образуются неравномерные напряжения. Хранить ленточные пилы рекомендуется в развернутом состоянии.
Рекомендуемая сила натяжения ленточной пилы составляет 160-190 кгс/см3. Если сила натяжения постоянно уменьшается, значит ленточная пила затупилась. Во время перерывов в работе (подача бревна, кантование, пакетирование досок и др. ) необходимо снимать натяжение пилы, так как в это время пила охлаждается и сокращается (особенно в зимнее время), а это может привести к ее разрыву. Слишком маленькое или слишком большое натяжение пилы приведет к появлению микротрещин.
В процессе распиловки в зону пиления необходимо подавать смазочно-охлаждающую жидкость (вода, эмульсия, солярка) для охлаждения ленточной пилы, уменьшения трения о древесину, а также для очистки ленточной пилы от налипшей смолы и опилок. Однако, даже идеальное качество ленточной пилы и регулярное обслуживание не гарантирует успеха. Ленточная пилорама, также, должна содержаться в отличном состоянии. Пильные шкивы пилорамы должны содержаться в чистоте.
Очистка шкивов производится с помощью скребков. Опилки и щепки не должны скапливаться между пильным полотном и шкивами. Направляющие ролики ленточной пилорамы должны быть выставлены по горизонтали и вертикали. Они также, должны содержаться в чистоте. При износе подшипников и самих роликов их необходимо заменять, так как изношенные направляющие с налипшими смолой и опилками вызывают вибрацию ленточной пилы, что приводит к ухудшению качества распила и уменьшению срока службы пилы.
Вибрацию, также, вызывают эксцентриситет пильных шкивов, люфт или износ в подшипниковых узлах ленточной пилорамы, не затянутые болты, неправильно установленные стойки, а также износ поверхности пильных шкивов и приводных ремней ленточной пилорамы. По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали (см. инструкцию пилорамы).
Изготовление своими руками
Блок управления на самодельной пилораме
В первую очередь собираются рельсы. Длину их лучше сразу делать 8 м. Для исключения деформаций основания под нагрузкой нужно сделать стяжки из трубы ¾. В качестве крепления используются болты длиной от 29 до 34 см. Это необходимо указать на чертежах. Стойки собираются на болтах М12.
Массивность конструкции требует стационарной установки. Потому на месте сборки предусматривается бетонный фундамент или под стойки подкладываются бруски.
Подвижная тележка представлена монолитной стальной плитой 46 мм. Габариты плиты по длине 60 см, по ширине на 80 мм шире рельсового пути. Это необходимо указать на чертеже.
На движимую каретку монтируются шкивы. Один крепится подвижно, второй нет.
Располагать шкивы лучше не параллельно, как на многих производственных чертежах, а под углом 4° друг относительно друга по вертикали. В таком случае лента не будет слетать в процессе резки.
Для удобства работы можно сделать штурвал. Движение от штурвала передается посредством металлической цепи. В некоторых моделях делается блок управления.
После монтируются прижимы для бревна. В конце, во избежание повреждений, устанавливается электродвигатель и пила.
Пила может быть заводского производства или сделана из холоднокатаной стали 65Г или У8, 10. Толщина распила выбирается исходя из породы древесины.
Дерево, как материал, используется человеком очень давно. Оно зачастую применяется в строительстве.
Для обработки дерева сегодня придумали множество разных приспособлений, но всегда основным остается пилорама. Данные конструкции позволяют получать изделия с определенными параметрами. В них обычно применяется угловая поворотная пила. которая облегчает обработку деревянных изделий.
Заточка зубьев ленточных пил — как делать правильно?
В процессе распиловки, зубья ленточных пил подвергаются интенсивному износу и стачиваются, поэтому следует регулярно проводить перетачивание. Тупые зубья приводят к излишнему напряжению в ленточном полотне, и как следствие образования волны на распиливаемом материале, также, возрастает усилие, требуемое для распиловки древесины. Тупые зубья значительно снижают производительность, качество получаемого пиломатериала и срок службы ленточной пилы. Кроме того увеличивается трудоемкость заточки.
Пила в заточном станке должна быть установлена таким образом, чтобы нижняя часть углубления между зубьями была не выше 2-3 мм от верхней поверхности зажима, иначе в процессе заточки пила будет вибрировать. Все люфты в механизмах должны быть устранены, так как они приведут к неоднородной заточке. Появляющиеся при заточке заусеницы необходимо удалять, поскольку они увеличивают локальные напряжения и приводят к появлению микротрещин в полотне ленточной пилы.
Во многом качество заточки зависит от правильного подбора заточных кругов. Перед использованием шлифовальный круг необходимо проверить на отсутствие сколов и трещин. Для заточки ленточных пил используются круги средней твердости и средней зернистости, толщиной 5-8 мм. Если размер частиц слишком мелкий, связующее вещество слишком твердое или круги слишком толстые — возникает опасность перегрева полотна ленточной пилы. Если размер частиц слишком большой, то они образуют глубокие царапины, которые приводят к появлению трещин на ленточной пиле в процессе распиловки. Если связующее вещество недостаточно твердое, а структура абразива недостаточно плотная, круги быстро изнашиваются, теряют свою форму, что приводит к отличиям в заточке зубьев вдоль полотна.
Для того, чтобы шлифовальный круг производил правильную форму зуба при заточке, он должен иметь профиль, соответствующий профилю зуба ленточной пилы. Оправка круга производится с помощью алмазного камня. Вначале производится оправка кромки — цилиндрической поверхности круга, при этом образуется фаска, параллельная поверхности зажима заточного станка. Далее производится оправка левого угла кромки круга, с маленьким радиусом скругления. И в заключении производится оправка правой части заточного круга под углом, соответствующего углу задней поверхности зуба ленточной пилы. В процессе заточки пил следует постоянно следить за профилем заточного круга, проводить при необходимости повторную оправку, т. к. износ заточного круга приводит к неоднородной заточке по длине пилы и изменению углов зубьев.
При заточке необходимо сохранять передний и задний углы зуба (изменять по мере необходимости). Чем мягче древесина, тем больше должен быть передний угол зуба (атака зуба). В настоящее время на рынке появился достаточно широкий ассортимент ленточных пил, и все они имеют свой индивидуальный профиль (профиль зубьев и впадины) который выбирался на основе определенных расчетов и экспериментов. При заточке очень важно сохранять первоначальный профиль пилы, т. к. его изменение приведет к ухудшению качества распила и значительно сократит срок службы ленточной пилы.
В процессе заточки часто встречаются следующие дефекты и ошибки: Перегрев пилы (ожег) шлифовальным кругом; Появление заусениц; Заточка без охлаждающей жидкости; Царапины и задиры на поверхности зуба, особенно опасны царапины в межзубном углублении; Неправильная регулировка механизмов заточного станка (поверхности зубьев шлифуются не полностью или не равномерно); Люфт в механизмах заточного станка; Неправильный выбор заточного круга; Неправильная оправка заточного круга; Неправильный выбор скоростей подачи пилы и вращения заточного круга; Уменьшение или увеличение рекомендуемого угла наклона (заточки) зуба. Все эти причины значительно снижают срок службы ленточной пилы.
Первым признаком перегрева (ожега) является появление цветов побежалости на поверхности стали полотна, которые указывают на то, что этот участок был перегрет. Наиболее опасен перегрев нижней части межзубного углубления. Критическая ситуация возникает, когда зубья и углубления нагреваются до температуры закалки стали. Соседний холодный металл быстро отводит тепло трения от шлифуемой поверхности. быстрое охлаждение приводит к появлению очень твердой и хрупкой структуры не отпущенного мартенсита. Если этот дефект не устранен, то начнут образовываться микротрещины, и кромка сломается или быстро затупится во время распиловки.
Где купить пилораму и как открыть свое дело пилорама — читайте на нашем сайте.
Качественная разводка зубьев ленточных пил
Разводка зубьев является одним из важнейших факторов, влияющих на распиловочные свойства пилы. При работе на ленточной пилораме, заточке зубьев (а как следствие уменьшения их высоты), разводка также уменьшается и требуется проведение разводки зубьев ленточной пилы. Разводка зубьев — это линейная величина отклонения зуба на заданный угол относительно плоскости полотна пилы. Величина разводки зависит от свойств древесины и диаметра бревна. Чем больше разводка зубьев, тем шире пропил и требуется приложить большее усилие при распиловке, доски остаются плотно прессованные. Слишком маленькая разводка приведет к сильному трению, перегрева ленточного полотна и к появлению волнообразного распила. При разводке, зубья пилы загибаются попеременно налево и направо. Каждый третий зуб оставляют не разведенным, который выполняет роль подчищающего зуба и удаляет опилки из зоны пиления, тем самым расчищая пропил.
Разводка осуществляется примерно на верхнюю треть высоты зуба. Если зубья разводить на полную высоту — это приведет к появлению волнистой базовой линии полотна и появлению трещин. Точка изгиба (где толкатель разводного станка давит на зуб), должна быть примерно на половине высоты зуба. Если линия изгиба расположена слишком низко, будет гнуться сама лента, а не зуб. Это влечет за собой преждевременный разрыв ленточной пилы. Если точка изгиба расположена слишком высоко, гнется верхняя часть зуба, пила будет неустойчивой, а распиловка волнистой, это снижает скорость пиления, а также возможен излом вершины зуба.
Неправильная заточка и разводка пилы — основная причина преждевременного выхода ленточной пилы из строя. Весь процесс заточки и разводки служит продлению жизни пилы. Зубья должны быть разведены только на необходимую и точно одинаковую для всех зубьев величину, которая выбирается в зависимости от породы (твердости) распиливаемой древесины. Рекомендуемая разводка зубьев вы можете найти в выше опубликованной таблице. При увеличении диаметра бревен, а также при пилении очень смолистых пород, следует увеличивать разводку (принимать верхние значения). Нельзя пилить с одной и той же величиной разводки разные по диаметру бревна, т. к. при пилении бревен диаметром 600 мм образуется в два раза больше опилок, чем при пилении бревна диаметром 300 мм, в таких случаях разводку необходимо увеличивать примерно на 20%.
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)
От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
Читайте также: