
Фрезеровка седел клапанов своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Канал Авто_Ремонт поможет вам устранить неисправности автомобиля своими руками. Мы не тратим ваше время зря, .
В этом видео я расскажу о самодельной шарошке для седел клапанов на 139 мотор ,но таким образом можно делать .
Сегодня я покажу как дешево и качественно сделать шарошки для расточки ГБЦ. Диаметры моих шарошек: ВПУСК - 38мм .
Выступаю в роли автомеханика (вспомнил свою ДОСААФовскую специальность) - перебираю двигатель %). Заходите и .
Мы простые ребята из Челябнска - Антон и Артем, решили поставить себе цель! Купить старое разваливающееся ведро .
Всем привет продолжаю строить станочек для прирезки все удел клапанов вот та сфера которую точил тот косячек от .
Канал Авто_Ремонт поможет вам устранить неисправности автомобиля своими руками. Мы не тратим ваше время зря, .
Для выпускных Диаметр 33 потом 27 и далее как на впуске Высота под седло 8 мм что в первом что во втором случае.
В видео обзор шарошек, изготовленных под заказ в Харькове. Изготавливают шарошки на любое авто. Цены гуманные.
Всем привет сегодня расскажу вам как можно дешево максимально дешево в домашних условиях облегчить клапана тема .
Мужики, дайте совет?
Все глядел на МИРУ и Серди, "мясорубки" стоят, по чертежам токарь изготовил развертку, хочу попробовать за один проход нарезать сразу три фаски, только резцы Мира использовать, так работаю украинскими зенковками, раздвижными, почти клапана не притираю, но хочется обработки лучше, может у кого опыт с такой затеей был?
Миниатюры:
Dru_lip
Если сразу три фаски - думаю будет большая боковая нагрузка на втулку и если зазор между втулкой и стержнем этой самодельной зенковки есть (а я так понял, что она будет вращаться во втулке - значит есть) - то не совсем точно отцентрируются фаски относительно втулки.
Надо такие, где стержни зенковок (шарошек) не вращаются во втулках и закреплены жёстко, а шарошки вращаются по стержню.
Сам подумываю типа таких взять. (там, где ножи несимметричны - те предпочтительней)
Dru_lip, - посмотрел внимательно - на ваших всего два резца, через 180 градусов? - Это неправильно! Приглядитесь к моей правой картинке - там резцы несимметрично. Это специально так сделано.
Например есть смещение (нецентровка седла (выработано неравномерно)) - тогда один резец режет, другой в пустоту - и в результате есть боковое усилие, седло неравномерно будет фрезероваться. И число ножей должно быть нечётным. (чтобы не получилось "волны" на обрабатываемой поверхности).

Ни для кого не секрет, что ремонт головки блока крайне желательно делать на станке. Хорошем станке, профессиональном. Не трудно подсчитать, какое количество частных лиц и не менее частных сервисов имеют соответствующее оборудование. Поэтому большинство любителей и профессиональных ремонтников заменяют станочное оборудование собственными технологиями.
Голь, как известно, на выдумки хитра, а сопромат легко заменяется солдатской смекалкой. Выдумки и смекалка, конечно, могут удовлетворить всех участников ремонтного процесса, за исключением, пожалуй, самой головки блока. Поскольку результат таких "действий" зависит не только от тщательности и квалификации, а, в основном, от удачи.
Мы можем процитировать одесских карточных шулеров и сказать, "что удаче нужно помогать своими руками", но лучше все же помочь вам, господа, по-настоящему и рассказать об удивительном инструменте, который помогает всегда и вне зависимости от того, как лягут карты. Восстановление головки, будет практически таким же, как и при наличии профессионального оборудования. Этот инструмент выпускает компания Neway. В этой статье мы остановимся на ремонте клапанов, седел и направляющих втулок при помощи этого инструмента.
Начнем с направляющей втулки клапана. Она работает в непростых условиях: большие перепады температуры, агрессивная среда, высокие скорости скольжения стержня клапана в условиях ограниченной смазки, которые постепенно приводят к ее износу и нарушению нормальной работы пары "клапан-седло".
Традиционные методы ремонта втулки, такие как замена и развертка, не всегда гарантируют соблюдение соосности втулки и седла клапана. Метод, предлагаемый компанией Neway, решает эту проблему благодаря точному центрированию инструмента по неизношенной части втулки. Сначала производится уменьшение внутреннего диаметра втулки в результате ее пластической деформации. Наклонно расположенный нож-колесико задает винтовой шаг выдавливаемых желобков. После этого подбирается развертка, соответствующая диаметру стержня клапана и производится окончательная обработка втулки для получения зазора, рекомендованного техническими требованиями.

Особенность данного метода заключается в том, что поверхность втулки, контактирующая со стержнем клапана, приобретает повышенную твердость в результате уплотнения материала. Благодаря образованию канавок происходит значительное улучшение условий смазывания, а газолабиринтное уплотнение пары "втулка - стержень клапана" уменьшает прорыв газов, что облегчает работу маслосъемных колпачков и увеличивает срок их службы. Этим инструментом можно восстанавливать втулки с износом до 0,5 мм. В процессе работы по характерному щелчку, который ощущается на рукоятке инструмента, можно определить есть ли во втулке скрытая трещина (в этом случае ее необходимо заменить).
При обработке седел клапанов надо отметить одну важную особенность. Направляющая ось фрезы Neway надежно фиксируется в восстановленной втулке цанговым зажимом. При традиционном методе ремонта она вращается во втулках клапана, а так как они могут иметь различный внутренний диаметр, возникает несоосность седла и направляющей втулки.
Восстановление проходит в три этапа. Сначала формируется нижняя вспомогательная фаска, затем верхняя, и наконец рабочая. На каждую потребуется четыре-шесть оборотов инструмента.

После этого переходим к клапанам. Восстановление их рабочих фасок производится универсальным инструментом (Neway Gizmatic - 2). Стержень клапана, через переходник фиксируется в приспособлении и зажимается в тисках, затем несколько оборотов фрезы и получаем идеальную фаску клапана. Этим инструментом можно обрабатывать клапаны практически любого диаметра.
Теперь об изюминке инструмента Neway. Обработанные им седло и клапан имеют разные углы рабочих фасок. Различие составляет один градус, то есть после обработки их соприкосновение происходит по очень узкому пояску. На рабочих поверхностях образуется специальный микрорельеф, обеспечиваемый геометрией режущих кромок фрезы. В первые же секунды работы двигателя происходит осаживание клапана и смятие микрорельефа, чем обеспечивается 100-процентное уплотнение пары. Вот и все. О притирке теперь можно забыть.
От редакции. Весь процесс восстановления на примере головки блока Жигулей, который нам продемонстрировали, проводился вручную и занял 35 минут.


В последнее время мы неоднократно получаем обращения с просьбой подробнее рассказать о ремонте седел клапанов и о ручном инструменте для обработки седел клапанов головок блока цилиндров фирмы Neway. То ли это новое развивающееся поколение сервисменов стучится в ворота, то ли не на шутку разразившийся кризис велит подвязать пояса, а может, то и другое?
Как известно, новое – всего лишь хорошо забытое старое, и мы с удовольствием беремся в очередной раз напомнить о весьма эффективном инструменте, способном решить проблему ремонта седел и клапанов ГБЦ даже в самых неблагоприятных условиях без существенных затрат и с высоким качеством.
Технико-экономические показатели двигателя (мощность, крутящий момент, расход топлива и др.) в первую очередь зависят от совершенства протекания рабочих процессов в камере сгорания. Детали двигателя, ограничивающие камеру сгорания – втулка, седло, клапан — испытывают максимальные механические и термодинамические нагрузки, обусловливающие их повышенный износ.
Наиболее распространенными дефектами головок блока цилиндров двигателей по статистике являются: 1 — износ втулок клапанов (до 69% отечественных и до 75% зарубежных ДВС); 2 — износ клапанных седел (до 64% отечественных и до 83% зарубежных ДВС); 3 — износ фасок и стеблей клапанов; 4 — потеря упругости клапанных пружин; 5 — трещины перемычек между отверстиями под распылители форсунок и седлами клапанов; 6 — негерметичность стаканов форсунок и заглушек.
Вышеперечисленные дефекты устранимы заменой деталей либо ремонтом при условии наличия специального оборудования и инструмента. Особое место среди него занимает оборудование для ремонта седел клапанов, без которого обойтись просто невозможно. Назначение такого оборудования – восстановление требуемой геометрии и герметичности сопряжения седло – клапан, нарушенных вследствие воздействия конструктивных и эксплуатационных факторов. Ремонт седел обязателен, потому что измененная при эксплуатации форма контактирующих поверхностей клапана и седла, наличие микрощелей в сопряжениях ухудшают условия работы сопряженных деталей. В результате увеличивается интенсивность износа, наблюдается разрушение рабочих фасок, прогары тарелок клапанов, трещины седел, наличие на фасках смолистых отложений и продуктов неполного сгорания топлива. Такие дефекты вызывают усиленный прорыв газов, снижают степень сжатия, уменьшается мощность двигателя, увеличивается расход топлива и масла, затрудняется запуск, ухудшаются экологические характеристики двигателя.
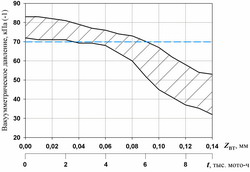
Вакуумметрическое давление (степень герметичности) во впускных сопряжениях клапан-седло двигателя Д-245 в зависимости от смещения оси направляющей втулки Zвт и по наработке t
Для достижения цели требуется обеспечить следующие условия:
1 – соосность седла и втулки;
2 – соответствие углов фасок седла и клапана;
3 – качество поверхностей сопрягаемых фасок (отсутствие дробления, задиров и др.).
Все оборудование для восстановления фаски седла в качестве установочной базы использует внутреннюю поверхность втулки (базирование по пилоту во втулке), поэтому, для соблюдения условия 1, ремонт седел начинают с дефектации втулки, ее замены при необходимости или восстановления. Только при наличии базы с правильной геометрией можно говорить о качественном ремонте (что касается, собственно, любого оборудования).
Степень обеспечения условий 2 и 3 характеризуется непосредственно технологичностью самого оборудования. В связи с тем, что станочное оборудование, как правило, влечет значительные капиталовложения, наибольшую популярность среди ремонтников получил специальный ручной инструмент, явно выигрывающий по себестоимости работ и сроках окупаемости.
Фрезерование седел с использованием ручных инструментов шарошей применяется с начала ХХ века. Шарошки – это набор фрез, каждая из которых предназначена для обработки фаски с заданным углом и выпускается для конкретной модели двигателя. Шароша жестко фиксируется на направляющем стержне, который затем вставляется и вращается в направляющей втулке клапана с зазором.
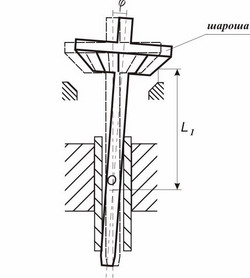
Схема установления шароша во втулке. Значительное отклонение оси обработки от оси втулки неизбежно
Привод фрезы обеспечивается воротком. К единственному преимуществу использования шарошей можно отнести лишь копеечную стоимость. А вот недостатки можно перечислять и перечислять:
— невысокая точность фрезерования фасок, т.к. в кинематической схеме используется вращающийся направляющий стержень который может совершать угловые перемещения в пределах зазора со втулкой;
— низкая производительность в результате использования большого количества зубьев на фрезе (реализация малых контактных нагрузок режущей пластины на обрабатываемую деталь);
— необходимость перезаточки лезвий арошей после обработки 5….10 головок блока на специальном оборудовании;
— невозможность применения комплекта шарошей для других моделей двигателей в связи с фиксированным диаметром шарошек;
— невысокая точность изготовления комплекта шарошек.
Мотористы со стажем не понаслышке знакомы с ручным профессиональным инструментом Neway (США), который явился для многих первой ступенью в освоении технологии ремонта седел клапанов головок блока цилииндров. Залуженный авторитет и уважение интрумента Neway обуссловлено его высокой технологичностью. Технологичность исполнения инструмента Neway позволяет обеспечит выполнение всех трех основных условий ремонта клапанных седел, при этом, он начисто лишен недостатков, присущих шарошкам.
Основной комплект инструмента Neway включает:
— направляющий пилот легкоконусный (набор пилотов 3 – 4 шт. на один типоразмер) или с цанговым зажимом (более универсальный вариант);
— фрезу с твердосплавными сменными ножами;
— ключ для вращения фрезы.
Neway имеет схему базирования по жестко фиксируемому пилоту во втулке. Резание осуществляется вращающейся на пилоте фрезой. Зазор в сопряжении пилот – фреза составляет 0,003…0,005 мм. Это ограничивает угловые перемещения фрезы относительно оси (угол γ на рисунке).
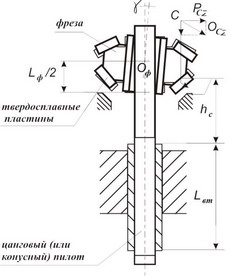
Жестко забазированный пилот Neway во втулке
Точность обработки седел с помощью Neway – биение фаски до 0,03 мм. Как и при использовании любого ручного инструмента, результат ремонта зависит от навыков мастера. Контроль точности обработки осуществляется с помощью приспособления Neway для проверки биения фаски седла.
Ножи на фрезах сделаны из сверхтвердого материала (карбида вольфрама, 85 HRC), сохраняющего режущие свойства на две и более тысячи седел без промежуточной заточки. Имеются фрезы с расположением ножей под углами 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°. Для регулирования диаметра обработки, ножи могут перемещаться в своих пазах с дальнейшей фиксацией с помощью специальных зажимов. Например, фреза № 230 предназначена для обработки седел диаметром от 28 до 38 мм (ВАЗ, Москвич, малолитражные иномарки), то есть, каждый из ножей имеет диапазон настройки вылета +5мм. Универсальность применения фрез для различных моделей двигателей – одно из достоинств инструмента Neway. Большая гамма фрез, выпускаемая фирмой Neway, – это возможность обработки седел от мотоциклетных моторов до двигателей тяжелых грузовиков.
Инструмент Neway для обработки седел можно подобрать в комплекте, либо сформировать для определенного типа машин. После приобретения первого комплекта Neway через некоторое время мотористы расширяют сферу деятельности за счет покупки дополнительных фрез других типоразмеров.
Сделать шаг от шарошей к профессиональному инструменту, от любительского уровня к профессионализму – просто, выгодно и необходимо. Главное подтверждение этому – динамика бизнеса наших партнеров, большинство из которых начинали отрабатывать технологию ремонта ГБЦ именно с инструментом Neway, а по истечении времени имели потребность в более производительном специальном станочном оборудовании.
За более чем десятилетний период работы в России, инструментом Neway отремонтированы тысячи головок легковых, грузовых и мотоциклетных двигателей. За это время ручные фрезы Neway успели не только стать популярными, но и любимыми. Трудно найти моториста, который не слышал или не работал инструментом Neway. Фрезами Neway работают и в специализированных дилерских центрах и автомастерских.
Американская компания Neway начала производить инструмент для ремонта деталей двигателей в далеком 1952 году. Актуальность выбранного направления и в наше время неоспорима. В активах фирмы целый комплекс простого, но вместе с тем эффективного и надежного инструмента. В номенклатуре выпускаемой продукции имеется приспособление Gizmatic для обработки клапанов, инструмент для ремонта втулок, приспособление для проверки биения фаски клапана.

Оборудование для ремонта седел головок блока на выставках всегда вызывает повышенный интерес посетителей

Аварийный износ направляющих втулок и седел двигателя ЗМЗ

Аварийный износ направляющих втулок и седел двигателя Scania

Прогоревший клапан двигателя ВАЗ

Вакуум-тестер VC90
производства Rossi&Kramer
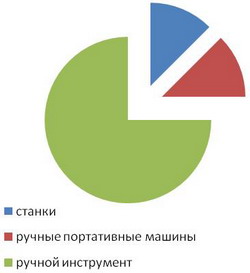
Относительное распределение оборудования для ремонта седел ГБЦ в РФ по трем классам

Эффект дробления поверхности – частый результат обработки седла шарошами

Инструмент Neway для ремонта седел

Пилоты Neway: легкоконусный (сверху)- для более жесткой фиксации и цанговый (снизу)- наиболее универсальный

Прибор для проверки биения фаски седла
Специальный зажим ножа на фрезе Neway

Фреза — № 230. Регулирование расположения резцов на фрезе Newayпозволяет одной фрезой обрабатывать разные диаметры седел. На рисунке резец 1 настроен на минимальный диаметр обработки, резец 2 на максимальный
Фрезы Neway: слева с двухсторонняя с углами фасок 30 о и 45 о , в середине – двухстороння с углами фасок 15 о и 60 о , справа – односторонняя с угломфаски 60 о Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена.Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании

В этом видео я показываю и рассказываю как работать обычным инструментом для прирезки сёдел который имеется в свободной продаже и стоит в принципе не дорого. Также рассказываю о инструменте NEWAY, о его плюсах и минусах. И естественно показываю способ притирки клапанов и проверки их на герметичность. Видео получилось очень длинное, около 2 ч 20 мин, поэтому пришлось его разбить на три видео 🙂
Comments 32

За такую фрезеровку руки оторвать, шарошки должны быть победитовые а не это г…но, седло как будто бобры грызли, дальше не стал смотреть.

Пытаюсь прирезать, но фаска на одной из фрез снимается не равномерно. Волнами как то, разной ширины по окружности получается
Те которые для "ваз" немного больше
Может кто знает, воронежские развертки какие нибудь подойдут для ла носа 8 кл?

добрый день ! сделай пожалуйста видео про замену седел ! натяжение при посадке седел ! и о способах их изятия из посадки! буду очень признателен и не только я ! таких видео негде нет, и инфы очень много и все по разному трактуют эти методы.

не в курсе вазовский от классики рассухариватель подойдёт для 406

нет для 406 нужен свой
говорят 08 подходит
может быть но с 16 клапаной десятки не подходит точно

Я брал шарошки с победитовыми напайками—режут нормально, но ось фаски относительно оси направляющей никак не получалась 90 гр—кошмаррр!Еле прирезал—просадил седла, потом клапана торцевал. Такими шарошками можно резать, но! если режешь впервые лучше на чем нить потренироваться.Однозначно либо Neway либо черкасский вариант(((сбережет нервы))).Спасибо Евгению! Все оч.доступно и понятно!

спасибо за видео уроки!
можеш выложить чертеж пилота для нювея?

Жень привет.
Головки двигателей серии 402, 417, 421 и 511 имеют 9и мм клапана, ты их то же Нювеем притираешь? Пилоты конусные только под 8и мм клапана у тебя в наличии?
Головки с 402-х моторов я не делаю 🙂 очень твёрдые сёдла и мне просто не охота тупить свой нювей 🙂
Нужно разобраться в этом вопросе, первые головы с 21х и 24х волгах седла шли из высокопрочного чугуна, отсюда и проблема с прирезкой, но позже ( вот и надо выяснить с какого года ) стали делать из "нормального" чугуна. Я лично делал 3 головки : 2410 была 1987гв, 417я была 1992гв, и 4218 была 2000гв, все прирезал шарошками с победитовыми впайками, все хорошо и легко получилось. От бывалых мотористов слышал о том что старые головки попадаются на которых очень трудно притереть клапана из за седел из прочного чугуна.
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Портал для автолюбителей


Притирка клапанов своими руками
Притирка клапанов своими руками




Притирка клапанов своими руками
Инструменты для притирки клапанов
1. Притирочная паста для клапанов.

Основное, что нужно купить перед началом процесса притирки клапанов – это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая и притирает клапан к его гнезду.
В авто магазинах существует множество вариантов притирочной пасты для клапанов. Например, такие как на рисунке в форме клапанов. По своей сути, почти все пасты для притирки клапанов одинаковы, так что следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается между собой по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют многие специалисты по ремонту двигателей, т.к. с ней процесс пойдет намного быстрее. Тут все зависит нее от самой притирочной пасты, а от состояния клапанов и фасок и правильности самого процесса (читай, если руки растут из нужного места). Для кого-то, и обычный тюбик притирочной пасты за 100 рублей сойдет, а другим подавай только профессиональную.
Если вы делаете своими руками, то лучше начать с самой обычной притирочной пасты, не с самой дорогой. А если что-то пойдет не так, то докупить уже нужную в процессе.
2. "Шарошка" для снятия металла на клапанном гнезде.

Данный инструмент применяется для восстановления седел клапанов. Шарошка представляет из себя насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
В наше время можно подобрать шарошку практически к любой ГБЦ. Они продаются в автозапчастях или на авторынке, где представлено масса вариантов, от самых простых и дешевых "дедовских" шарошек до дорогостоящих комплектов американской фирмы "neway". Главное найти нужную по диаметру и углу для вашего конкретного двигателя. Минимальный набор шарошек – 3 штуки: 30, 45 и 60 градусов и ещё столько же нужно на второй клапан, если он другого диаметра.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если сёдла повреждены (прогаром), тогда их нужно обработать специальными шарошками. В общем технология такова – сперва лучше поменять направляющие клапанов, далее притирка. Когда шарошку подобрали, то ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
3. Новые клапана.
4. Инструмент для притирки клапанов.

Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит примерно следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим опять же с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Тут главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки клапанов постараться не совершать круговые движения, а имитировать работу клапана вперед и назад.
Следует признать, что данный способ притирки клапанов с помощью дрели не очень хороший, да и занимает очень много времени. Так что лучше покупать специальное приспособление для притирки клапанов в авто магазине. Или сделать самостоятельно с помощью чертежей, если есть конечно такие возможности.
Процесс притирки клапанов своими руками
Клапаны демонтируют с помощью съемников, значительно упрощающих операции по извлечению и установке клапанов. После извлечения клапанов, металлическими щетками для очистки металлов удаляют нагар, действуя с большой осторожностью, чтобы не сделать рисок на рабочих фасках седла и клапана.
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, а во втором — перед притиркой рабочую фаску протачивают на токарном станке или шлифуют на круглошлифовальном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать также ручной дрелью или коловоротом, отверткой или резиновым присосом.
Перед началом притирки под клапан устанавливают слабую пружину. На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90. 100°.
Грубую притирку продолжают до тех пор, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После этого окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1. 1.5 мм.
Для предварительного контроля качества притирки на рабочие поверхности клапана и седла в нескольких местах карандашом наносят поперечные черточки. При качественной притирке от одного поворота клапана в седле с легким нажимом все черточки должны быть стерты. Если черточки остаются, это указывает, что притирка некачественная и ее необходимо продолжить.
Методы проверки качества притирки

Чтобы узнать, выполнена притирка или нет, нужно обратить внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки клапанов завершен.
Еще одной деталь – является использование масла, как финальной пасты. Его нужно так же нанести, предварительно смыв пасты всех слоев Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы вы не притирали клапан, двигатель все равно "доведет его под себя". Можно потратить уйму сил и времени, обеспечить абсолютную герметичность, однако через пару часов или минут работы мотора уплотнение клапанов заметно ухудшится. Можно притереть клапаны несколько небрежно, допустим так, что керосин будет выступать из-под клапана явственно и постоянно, но не рекой. И через несколько часов или дней работы мотора герметичность клапанов заметно улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некоего оптимального состояния. Поэтому "выделывания" с притиркой разными пастами, финишной доводкой пастой ГОИ можно смело назвать лишней тратой времени.
Поэтому разумно обрабатывать седло клапана на три фаски и притирать до появления на клапане отчетливой полоски притира посередине рабочей фаски. Такой клапан будучи прижат пальцем почти не потеет керосином при его проверки на герметичность. Этого более чем достаточно.
Читайте также: