
Электрополировка серебра своими руками
Обновлено: 19.07.2024
Электрохимическая полировка изделий. Технологический процесс электроплазменной, электролитической и химобработки металл для придания блеска изделию.

Электрохимическая полировка – это процесс обработки поверхности детали путем погружения ее в кислотный раствор. Металлическое изделие подключается к положительно заряженному аноду, и через электролит пропускается ток с напряжением 10–20 В. В результате металл покрывается оксидной или гидроксидной пленкой, под которой происходит полировка путем сглаживания выступающих микронеровностей. Примерно такой же эффект дает химполировка, но здесь заготовки не подвергаются влиянию электрического тока.
Качество работы зависит от однородности материала. Полирование чистых металлов приводит к получению гладкого блестящего изделия. Полировка сложных сплавов не дает такого результата. По окончании работы обработанная поверхность повышает свою чистоту шероховатости на 2 класса.
Полирование деталей ведется только после их визуального осмотра. Не допускается наличие на них глубоких царапин или раковин, поскольку такие дефекты не устраняются в процессе полировки. Оптимальным вариантом является работа с цилиндрическими деталями. Плоские заготовки хуже поддаются полировке.
По окончании процедуры изделия приобретают ряд положительных качеств: у них увеличивается коррозионная стойкость, повышается прочность поверхностного слоя и понижается коэффициент трения.
Технология электрохимического полирования металла
При электрополировке металла его поверхность становится блестящей. Технологический процесс состоит из ряда операций:
- Предварительно заготовка подвергается механической обработке с целью доведения шероховатости поверхности до 6–7 класса.
- Промывка для удаления грязи.
- Обезжиривание.
- Подсоединение к положительно заряженному электроду.
- Электрохимическое полирование.
- Промывка в щелочной среде с целью устранения кислотных остатков.
- Сушка. Для этого используется горячий воздух или опилки.
- Выдержка деталей в горячем масле, подогретом до температуры 120 °C.
При полировке происходит устранение неровностей с поверхности детали. Поэтому любой процесс сопровождается:
- Макрополированием. При этом идет растворение крупных выступающих вершин.
- Микрополированием. Сглаживаются мелкие неровности.
Погружаемое в электролит изделие покрывается оксидной пленкой, которая является защитной средой между металлом и электролитом. В продолжение всего процесса она постоянно растворяется и образуется вновь. Правильность технологического процесса заключается в том, чтобы ее толщина оставалась стабильной.
Непосредственно под пленкой происходит полировка металла. Осуществляется она за счет обмена электронами и ионами между анодом и электролитом. Толщина формируемой пленки всегда меньше на выступающих частях вершин неровностей. Именно здесь и происходит усиленное растворение металла. В углублениях слой пленки толще, и здесь обмен заряженных частиц уменьшенный.

Существуют другие факторы, влияющие на скорость полирования поверхности:
- перемешивание электролита;
- повышение его температуры;
- увеличение силы тока и напряжения.
Все эти факторы уменьшают поверхностный слой, что ускоряет полировку.
Для каждого изделия существует свой временной режим. В зависимости от продолжительности процедуры пропорционально увеличивается снимаемый слой металла. Этого не следует допускать, потому что шероховатость поверхности, выйдя на свой уровень, остается неизменной. Происходит ненужное растворение слоя изделия, что не оказывает влияния на качество поверхности.
Электролитно-плазменное полирование
Во время электролитно-плазменного полирования наблюдаются схожие процессы. Однако тут в качестве среды используются растворы солей аммония. Под воздействием высокого напряжения 200–350 В на поверхности детали, которая является анодом, образуется парогазовая оболочка. Формируется она за счет вскипания электролита. Через нее постоянно протекает электрический ток, вызывая появление плазменных разрядов, которые оказывают влияние на сглаживание поверхности. В результате время полировки составляет до 5 мин., а устранение небольших заусенцев – несколько секунд.
Важным условием является поддержание высокой температуры химической среды. Она необходима для создания условий пленочного кипения. Однако и превышать верхний предел нельзя. Например, для низкоуглеродистой стали интервал температур составляет 70–90 °C. За пределами этого интервала снижается качество полировки.

Отличия электрополирования от химического
Электрополирование, как и электроплазменная обработка, отличается от химического процесса тем, что через электролит подается электрический ток.
При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Применяемое оборудование и материалы
В качестве оборудования для электрополировки применяются ванны. Технология схожа с хромированием деталей.
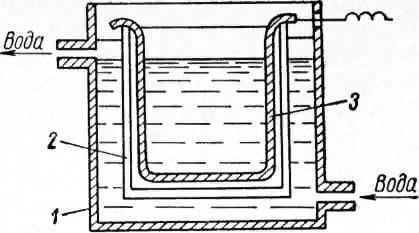
- Наружный корпус.
- Внутренний корпус.
- Внутренняя часть ванны облицовывается термостойким материалом, способным противостоять химической среде. Применяется эмаль марки ЛК-1, фарфор, жаростойкое стекло, керамика.
- Электронагреватели.
- Между корпусами располагается водяная рубашка. Она необходима для регулировки температуры. На первой стадии подготовки электролита он нагревается до 120 °C. Рабочая же температура составляет 70–80 °C.
- Подключаются трансформаторы с выпрямителями. С их помощью идет регулирование подачи электрического тока.
Ведется подбор электролита, который должен отвечать следующим характеристикам:
- безопасностью в процессе применения;
- хорошей способностью для качественного сглаживания поверхности металла;
- длительностью работы;
- возможностью полировки разных металлов.
Исследования показали, что оптимальным составом является смесь фосфорной кислоты, серной и хромового ангидрида. Использование такого электролита позволяет вести полировку сталей как инструментальных, так и легированных. Обработке поддаются медь, алюминий, а также нержавейка.
Присутствие кислот позволяет вести контроль над плотностью электрического тока. Фосфорное соединение его понижает, а серная кислота повышает. За счет правильного формирования концентрации смеси можно оптимально наладить проведение процесса полирования.
Серебрение изделий из металла можно выполнить и в домашних условиях. Качественно провести такую процедуру можно различными способами, причем для практической реализации многих из них вам не потребуется искать и покупать дорогостоящие химические реактивы. Приготовить раствор для посеребрения медных изделий можно из доступных средств даже в домашних условиях.

На фото видно, как меняется внешний вид изделия после серебрения
Изделия, покрытые слоем серебра, как и позолоченный металл, смотрятся очень презентабельно, что и объясняет высокую популярность такой технологической операции.
Как выполняется серебрение меди и медных сплавов
Процесс серебрения отличается рядом особенностей, которые обязательно следует учитывать при его выполнении. Заключаются такие особенности в следующем.
- Серебрению, как правило, подвергают изделия, изготовленные из меди, латуни, алюминия, стали и ряда других сплавов. Из раствора для выполнения серебрения при соприкосновении с данными металлами и сплавами выделяется металлическое серебро, что и позволяет эффективно осуществлять такой технологический процесс.
- Качественно посеребрить легче всего светлый металл. Чтобы из-под нанесенного слоя серебра не просвечивала более темная поверхность основного металла, толщина такого слоя должна составлять не менее 10–15 микрометров.
- Серебрение в домашних условиях или на производственном участке необходимо выполнять в помещениях, которые хорошо проветриваются.
- Для того чтобы серебрение латуни, меди или любого другого металла отличалось высоким качеством, обрабатываемую поверхность необходимо предварительно обезжирить.
- Пасту, при помощи которой выполняют серебрение, наносят посредством кусочка мягкой ткани или кожи.
Химический метод
Один из способов, при помощи которого выполняется химическое серебрение, заключается в том, что поверхность металла обрабатывается антихлором (тиосульфатом натрия) – раствором для фиксирования фотографии. Суть метода серебрения с применением такого раствора состоит в следующем.
- В один литр антихлора, который уже не годится для закрепления фотопленки, добавляют шесть-десять капель формалина и 4–6 мл нашатырного спирта.
- Медное изделие, подвергаемое серебрению, тщательно готовят: поверхность зачищают до металлического блеска, затем деталь кипятят в растворе соды и тщательно промывают водой. После такой подготовки обрабатываемое изделие погружается в фотораствор на час-полтора.
- После выдержки в фоторастворе металл покрывается тонким слоем серебра. Завершающими этапами процедуры серебрения по данной технологии являются промывка изделия водой, просушка и полировка.
- Выполнить посеребрение изделий из меди можно и при помощи обычной фотобумаги.
- Фотобумагу режут на отдельные части и погружают в раствор, состав которого указан на ее упаковке.
- Изделие, на поверхность которого необходимо нанести слой серебра, тщательно подготавливают и опускают в раствор с фотобумагой.
- Обрабатываемую поверхность натирают эмульсионным слоем фотобумаги, в результате чего формируется серебряный налет.
- После окончания процедуры изделие тщательно промывают водой, просушивают, а затем натирают мягкой тканью.

Все реактивы для этого способа серебрения можно купить в свободной продаже
Посеребрить медь можно и следующим способом.
- В 300 мл антихлора добавляют 2 мл водного раствора гидроксида аммония и 2–3 капли формалина.
- Полученный раствор ставят в темное место и на 30 минут (или даже на полтора часа) погружают в него обрабатываемое изделие.
- После выдержки в растворе изделие высушивают и протирают мягкой тканью.
Использование специальных паст
Для того чтобы посеребрить металл, можно использовать специальные пасты, которые легко приготовить и в домашних условиях. Серебрение металлических изделий при помощи специальных пастообразных составов выполняется по различным методикам.
Первый из таких способов предполагает использование нитрата серебра, который часто называют ляписным карандашом. Хотя данный способ серебрения и отличается достаточно высокой сложностью, он позволяет сформировать на поверхности металла плотное серебряное покрытие.

Для реализации данного метода серебрения готовят водный раствор, состоящий из 300 мл воды и 2 граммов нитрата серебра. В полученный раствор постепенно добавляют хлороводородную кислоту или 10%-й водный раствор поваренной соли. Выполняют такой процесс до того момента, пока на дно емкости не перестанет выпадать осадок, представляющий собой хлорное серебро. Полученный таким образом осадок, выглядящий в виде хлопьев, необходимо собрать, отфильтровать и тщательно промыть.
Отфильтрованное и промытое хлорное серебро смешивают с раствором, состоящим из 100 мл воды и 20 граммов гипосульфита натрия. Полученную таким образом смесь профильтровывают и смешивают с зубным порошком или размолотым мелом, доводя ее консистенцию до сметанообразного состояния. Такая смесь уже готова к применению, ею и натирают поверхность медного изделия, в результате чего на нем формируется тонкая пленка серебра.
Чтобы выполнить посеребрение медных изделий по второму методу, надо смешать следующие компоненты:
- 6 граммов хлорида серебра;
- 8 граммов пищевой соли;
- такое же количество виннокислого калия.
Все вышеперечисленные компоненты смешиваются в сухом виде и тщательно перетираются в ступке. Полученная смесь может храниться в посуде из темного стекла достаточно длительное время. Непосредственно перед использованием этот порошок разводят в воде до пастообразного состояния и натирают таким средством поверхность обрабатываемого изделия.
Следующий метод серебрения предполагает использование смеси, в состав которой входят следующие компоненты:
- 4 грамма битартрата калия;
- 2 мл нашатыря;
- 1 грамм ляписного карандаша.
Полученную смесь растворяют в воде до пастообразного состояния, наносят ее на мягкую ткань, которой и натирают обрабатываемую поверхность до получения серебряного блеска.

Перед серебрением изделий, независимо от способа обработки, необходимо тщательно обезжиривать поверхности
Чтобы посеребрить металл по данному методу, готовят смесь следующего состава:
- 10 граммов нитрата серебра;
- 25 граммов цианида калия;
- 100 мл воды.
Технология приготовления пасты для серебрения по данному методу выглядит следующим образом:
- Нитрат серебра растворяют в 50 мл воды.
- В полученный раствор добавляют цианистый калий и еще 50 мл дистиллированной воды.
- Вводят в раствор 10 граммов битартрата калия и 100 граммов порошкообразного мела, доводя консистенцию смеси до пастообразного состояния.
Пастой, которая получилась в итоге смешивания всех компонентов, обрабатывают поверхность изделия, после чего его промывают водой и тщательно просушивают.
Порошки, из которых готовятся такие пасты для серебрения, могут храниться в сухом виде достаточно длительное время (год и больше), в то время как жидкость для серебрения имеет срок годности, ограниченный всего несколькими сутками.
Серебрение с нагреванием обрабатываемого изделия
Чтобы приготовить набор для серебрения, при выполнении которого обрабатываемое изделие будет нагреваться вместе с применяемым раствором, используется несколько методик.
Для реализации первого метода готовится смесь следующего состава:
- 100 граммов хлористого серебра;
- 600 граммов битартрата калия;
- такое же количество поваренной соли.

Для взвешивания нужного количества реактивов понадобятся весы, вполне подойдут простые рычажного типа
Полученную сухую смесь, которая длительное время может храниться в емкости из темного стекла, растворяют в воде (из расчета 3 столовых ложки сухой смеси на пять литров воды) и доводят полученный раствор до кипения. Металл, подвергаемый серебрению, кипятят в таком растворе на протяжении четверти часа.
В результате такой обработки металл покрывается матовым слоем серебра. Чтобы придать покрытию блеск, необходимо дополнительно обработать изделие в растворе следующего состава:
- 4,8 литров воды;
- 300 граммов серноватисто-натриевой соли;
- 100 граммов уксусно-свинцовой соли.

Раствор необходимо профильтровать перед применением
Такой раствор доводят до температуры 70–80° и выдерживают в нем изделие на протяжении 10–15 минут. В результате такой обработки поверхность металла приобретает характерный серебряный блеск.
Посеребрить металл можно и с использованием такого состава:
- хлорид серебра, полученный из 25 граммов нитрата серебра;
- 150 граммов битартрата калия;
- пищевая соль;
- вода.
2–3 столовых ложки такой смеси добавляются в пять литров воды, которая доводится до кипения. Обрабатываемые изделия погружают в такой раствор в глиняном или фарфоровом сите, при этом кипящую смесь непрерывно перемешивают палочкой из стекла или дерева.
Погружной способ серебрения
Такое гальваническое серебрение позволяет получать посеребренную проволоку или изделие любого другого типа с более плотным покрытием. Гальваническое покрытие серебром также может выполняться с помощью разных методик.
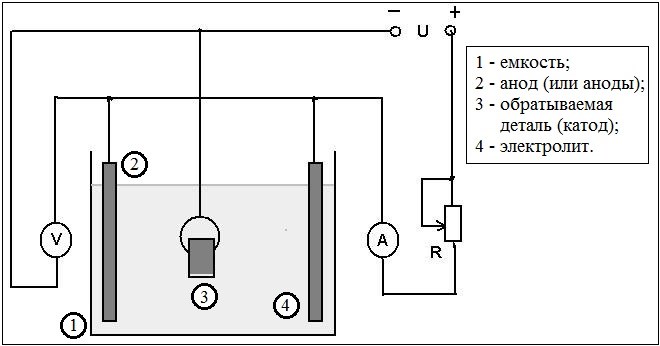
Схема гальванической ванны
Для реализации первого метода серебрения, в котором задействована гальваника, готовят раствор следующего состава:
- 70 мл водного раствора гидроксида аммония;
- 10 граммов хлорида серебра;
- 40 граммов кристаллической соды;
- такое же количество цианистого калия;
- 15 граммов пищевой соли.
Смешивая компоненты данного раствора с дистиллированной водой, доводят его объем до одного литра. Гальванизация обрабатываемого изделия происходит за счет того, что в емкость, в которой производится серебрение, добавляются куски цинка или пластина из данного металла.

Для электролита подойдет стеклянная или пластиковая посудина из химически нейтрального материала, выдерживающего нагрев до 80°С
Пастообразная смесь для серебрения по данному методу готовится из следующих компонентов
- 11 граммов ляписа;
- 60 граммов цианида калия;
- 750 граммов порошкообразного мела;
- 60 мл воды.
В пастообразную массу, полученную при смешивании такой смеси с двумя частями воды, погружают небольшие изделия, а более крупные детали просто натирают ей.
Данный метод, который называется контактным, также относится к гальвано-химическим способам серебрения. Для его реализации готовят смесь следующего состава:
- 10 граммов углесеребряной соли;
- 100 граммов серноватисто-натриевой соли;
- 100 мл воды.
Суть данного метода серебрения, который напоминает цинкование, заключается в том, что в водный раствор данной смеси помещают обрабатываемое изделие. При этом в раствор также погружают цинковую палочку или провод, которые соприкасаются с поверхностью детали.

Серебрение — это процесс нанесения тонкого серебряного слоя на поверхность обрабатываемого изделия. Серебряное покрытие обладает высокими декоративными свойствами и в основном используется в ювелирной промышленности. Кроме того, серебряное покрытие увеличивает антикоррозионные свойства, стойкость к кислотам и щелочам. Посеребренное изделие легко полируется, имеет высокую прочность к истиранию.
Стоит помнить, что серебряный слой под воздействием атмосферы быстро темнеет, покрывается налетом окислов.
1. Общие сведения о серебрении.

Серебрение в домашних условиях можно выполнить множеством различных способов. Среди них различают химический способ нанесения покрытия, гальванический метод, а также несколько трудоемких методов нанесения с помощью специальных паст – механические методы. Подвергают серебрению как правило изделия из меди, латуни, алюминия. Стальные изделия перед нанесением серебра должны быть покрыты тонким слоем меди – так называемым подслоем меди. Меднение стальных изделий в домашних условиях мы рассматривали в одной из наших статей.
Серебрение не требует каких-либо специальных навыков и знаний, реактивы часто можно встретить в свободной продаже поэтому процесс может быть выполнен в домашних условиях или небольшой мастерской. Следует соблюдать элементарные требования к технике безопасности, такие как наличие защитной одежды и приспособлений – очки, респиратор и перчатки. Также следует предусмотреть вентиляцию рабочего места.
Поверхность изделия перед нанесением серебряного слоя следует очистить от загрязнений и обезжирить. Существуют требования к классу чистоты поверхности обрабатываемого изделия. Применительно к серебру это 7-9 класс чистоты поверхности для блестящего серебрения и 5-6 класс для матового покрытия. Подробнее с методами подготовки изделий к нанесению гальванических покрытий можно ознакомиться в нашей статье . В домашних условиях серебрение не требует таких высоких требований так-как на небольших предметах класс чистоты не будет иметь такого большого значения, а полирование изделия после серебрения легко устранит видимые недостатки.
Рассмотрим основные методы нанесения серебряного покрытия в домашних условиях.
Гальванический метод серебрения в домашних условиях
Гальванический метод нанесения серебра не отличается от нанесения других гальванических покрытий. Для реализации данного способа Вам потребуется гальваническая емкость, источник постоянного тока, точные весы для взятия навесок реактивов, аноды и приспособления для фиксирования детали в емкости. Для гальванического серебрения предлагается использовать несколько вариантов нецианистых электролитов. Цианистые электролиты для серебрения в домашних условиях не подходят так-как обладают высокими токсичными свойствами и приобретение компонентов для таких электролитов частными лицами невозможно.
Рассмотрим составы электролитов серебрения:
Первый электролит относится к так называемым синеродистым и содержит в своем составе хлористое серебро от 3 до 15 грамм на лист смеси, железистосинеродистый калий (желтая кровяная соль) 6-30 г/л и кальцинированную соду 6-30 г/л. Данный электролит характеризуется тем, что процесс проходит при низкой плотности тока 0,1 а/дм 2 и комнатной температуре.
Второй состав также синеродистый отличается тем, что вместо соды используется поташ, температуру электролита можно увеличить до 80 0 С, катодная плотность тока до 1,5 а/дм 2 . Состав электролита:
- Хлористое серебро 30-40 г/л;
- Железистосинеродистый калий (желтая кровяная соль) 150-200 г/л;
- Поташ 15-20 г/л.
Приготовление данных электролитов несложно – все компоненты смешивают в воде и кипятят (защищая от света) в течение 2-3 часов, затем полученный раствор фильтруют и доливают дистиллированной воды до нужного объема.
Еще один вариант электролита содержит в своем составе йодистый калий (300-400 г/л) и хлористое серебро (20-25 г/л). Серебрение в таком электролите проходит при плотности тока 0,15-0,25 а/дм 2 при комнатной температуре.
Второй вариант йодистого электролита и режима серебрения:
- Сернокислое серебро (25-35 г/л);
- Йодистый калий, г/л (600-650 г/л);
- Пирофосфорнокислый калий (40-50 г/л);
- Аммиак (25% водный раствор) (60-75 мл/л);
- Температура 20-30 0 С, плотность тока 0,05-0,3 а/дм 2 .
После приготовления и фильтрации электролит сливают в приготовленную гальваническую емкость подключение к постоянному источнику тока происходит по схеме Рис. 1. Важно, чтобы катод – обрабатываемая деталь не касалась стенок емкости и анодов. Площадь поверхности анодов должна быть не менее чем в 2 раза больше поверхности детали. Следует контролировать температуру процесса (при гальванике с нагревом) и плотность тока. Получаемое в результате покрытие отличается высокой прочностью сцепления с основным материалом, слой покрытия равномерный на всей поверхности детали.

Рис. 1 Схема гальванического процесса.
Гальванический метод серебрения несмотря на кажущуюся простоту все же достаточно трудоемкий для использования в домашних условиях. Существуют способы серебрения , которые могут быть осуществлены буквально с использованием только подручных материалов, например, раствора тиосульфата натрия, который используется для фиксирования фотографии. Возможно также серебрение с помощью обычной фотобумаги
Химический метод серебрения в домашних условиях
Рассмотрим метод серебрения медного изделия с помощью фиксажа – раствора тиосульфата натрия. В один литр раствора добавляют примерно 7-10 капель формалина и 4-6 мл нашатырного спирта. Раствор тщательно перемешивают и погружают в него обрабатываемую деталь. Деталь перед обработкой также требует обезжиривания поверхности. В результате получаем тонкий слой серебряного покрытия.
Второй способ химического серебрения в домашних условиях — это нанесение серебряного слоя с использованием обычной фотобумаги. Состав раствора для нанесения покрытия по этому методу как правило указан на упаковке фотобумаги. Бумагу режут на части и погружают в раствор. Изделие погружают в раствор и натирают эмульсией фотобумаги, получая тонкий слой серебряного покрытия.
По завершению данных операций деталь протирают мягкой тканью и сушат. При необходимости поверхность детали полируется.

В специальной литературе описаны еще несколько химических способов серебрения, в том числе способов серебрения неметаллических изделий – стекла, керамики, пластмассы. Для использования в домашних условиях эти способы не приемлемы, так как или сопровождаются выделением гремучего серебра, или требуют редких и дефицитных реактивов.
Серебрение с помощью специальных паст
Нанесение слоя серебра с использованием специальных паст достаточно трудоемкий процесс, но эти способы также могут быть применены в домашних условиях. Один из вариантов механического серебрения представляет собой нанесение на поверхность изделия пасты, приготовленной из нитрата серебра (ляписного карандаша). Готовится такая паста в два этапа:
В водный раствор нитрата серебра (6,7 г/л) медленно вливают 10%-ный раствор поваренной соли до прекращения выпадения осадка хлорного серебра. Полученный осадок отфильтровывают и промывают.
Нитрат серебра добавляют в водный раствор (200 г/л) гипосульфита натрия. Раствор фильтруют и смешивают с молотым мелом до получения вязкой пасты.
Поверхность изделия протирается полученной пастой и, в результате на поверхности формируется тонкий слой серебра.
Еще один вариант пасты для серебрения представляет собой смесь из 6 граммов хлорида серебра, 8 граммов поваренной соли и 8 граммов виннокислого калия. Реактивы тщательно перемешивают и размельчают до порошкообразного состояния. Полученную смесь разбавляют водой непосредственно перед нанесением на деталь.
В статье рассмотрены основные способы нанесения серебряного покрытия, которые могут быть реализованы в домашних условиях или в условиях небольшой мастерской. Еще раз обращаем Ваше внимание на необходимость соблюдения требований техники безопасности.
С тем, как проходит процесс гальванического и химического серебрения в промышленных условиях, режимами процесса, составами электролитов и с особенностями техпроцесса Вы можете ознакомиться в разделе "Серебрение" нашего сайта.

Чтобы добиться блестящей поверхности металла, необязательно материал покрывать лаком. Можно прибегнуть к полировке металла, что используется как декоративный вид обработки детали после нанесения покрытия или в процессе обработки изделия. В одном случае достаточно опилить металл напильником, в другом — поверхность следует довести до блеска путем электрополировки. Все эти манипуляции можно сделать самостоятельно в домашних условиях.
Содержание:
Предназначение полировки
Детали из металла имеют изначально гладкую блестящую поверхность. Но она со временем тускнеет и в процессе эксплуатации царапается. Для скрытых деталей, безусловно, внешний вид не имеет большого значения, но когда металлические детали располагаются на виду, то они должны выглядеть должным образом. Именно так будет смотреться глянцевая поверхность, после того, как вы провели полировку металла.
Полирование металлов предназначается также для улучшения гладкости и чистоты поверхности металлических деталей и устранения следов прошлых обработок – неровностей, царапин и вмятин. Полировку деталей проводят с помощью наждачных кругов, шлифовального порошка, специальной известковой пасты, полировочного раствора или электролита.

Поверхности металлических деталей отделывают не только с целью придания им привлекательного внешнего вида, но и чтобы защитить от ржавления, разъедания щелочами и кислотами. Хорошо полировке поддаются такие металлы, как латунь, бронза и медь. Нержавейку до зеркального блеска не получится довести, а вот придать ей матовый глянец – запросто.
Исходя из вышесказанного, можно утверждать, что полирование бывает двух типов – предварительное и окончательное. Предварительную полировку металлов применяют при механическом удалении неровностей, а окончательную – для создания идеально ровного и глянцевого финишного состояния металлической поверхностей и защиты её от неблагоприятных факторов внешней среды.
Достоинства электрополировки металла
Отдельной веткой полирования является электрополировка стали. Процедура оказывает благоприятное влияние на физико-химические, электрические и магнитные свойства металлических поверхностей, облегчая глубокую вытяжку и штамповку определенных металлов, а также увеличивает уровень их коррозионной стойкости. Этим объясняется широкое применение электрополировки при лабораторных исследованиях металлов и в промышленности.
Электрополирование имеет целый перечень преимуществ перед механической полировкой в отношении простоты, универсальности и скорости. К примеру, нержавеющую сталь механическими методами трудно полировать, так как это длительная и дорогостоящая операция. Электрополировка нержавейки же происходит на протяжении нескольких минут, является дешевой процедурой и позволяет получить поверхность с лучшими отражательными способностями.
Электрополирование уменьшает время обработки изделия по сравнению с механической технологией почти в 5 раз, хотя и повышает чистоту поверхности всего на 1 - 2 класса. При механическом полировании можно добиться высшей чистоты поверхности, однако процесс электрополировки незаменим при обработке изделий сложного профиля с внутренними полостями, деталей топливной системы дизелей и пружин, которые являются неудобными и сложными по форме для механической обработки.

Электрополировка является самым лучшим методом подготовки поверхности перед нанесением гальванического покрытия, потому что демонстрирует высокую прочность сцепления защитного покрытия с отполированной основой. Данную методику применяют для обработки деталей для улучшения скольжения материалов, которые соприкасаются с полированной поверхностью, к примеру, нитеводители в текстильных машинах, для заточки режущего инструмента при производстве мерительного инструмента.
Электрополирование, кроме устранения трудоемких и вредных механических операций шлифования и полирования, ликвидирует затруднения, которые вызываются твердостью или вязкостью полируемого изделия, и операции обезжиривания изделий, что крайне необходимы при механическом полировании. Высокая производительность процедуры при этом не зависит от твердости металла. Электролитической полировке одинаково хорошо поддаются алюминий и мягкая красная медь, закаленная цементированная сталь и инструменты из твердого сплава.
Недостатком является увеличенный расход электроэнергии. Некие неудобства связаны с тем, что практически каждый металл требует своего состава электролита. Продолжительность процесса зависимо от плотности тока достигает 20 - 30 минут. Обычно при таких манипуляциях снимается слой металла, что имеет толщину 2 - 5 мкм.
Электрополировка с использованием кругов
Для шлифовально-полировальной работы принято использовать специальные полировальные станки с валом электрического мотора, который с обеих сторон удлинен для закрепления полировального инструмента. Подобные станки имеют регулятор, который позволяет регулировать частоту вращения щеток и кругов в значительных пределах.
Полировальные диски
Изделия и детали, которые подлежат электрополировке, не должны иметь слишком глубоких рисок и царапин, потому что вывести их с помощью данной методики чрезвычайно трудно, а зачастую почти невозможно. Помните, чем мягче металл, который подвергается полировке, тем легче с него снять слой, но сложнее достичь однородной поверхности. Полирование твердого металла принято проводить с большим удельным давлением на обрабатываемую поверхность.
В качестве полировальных кругов применяют войлочные диски, диски из кожи, шерсти и хлопчатобумажных тканей. Для механического полирования берут щетки, изготовленные из щетины и латуни. Для подобного полирования дополнительно используют смеси или суспензии. Обычно для полировки металла необходимо два круга – войлочный диск для грубой полировки и тканевый для тонкой.

Войлочные полировочные диски для электрополировки нержавейки или алюминия представляют из себя несколько слоев войлока, которые имеют толщину до 4 сантиметров, скрепленных между собой клеем. Слои войлока при изготовлении шлифовочного диска плотно прижимают друг к другу и ставят под пресс.
После того, как они приклеятся, и клеящий состав высохнет, принято проделывать в середине круга отверстие. После этого круг закрепляют на валу электроточила при помощи двух гаек с шайбами. Подобный шлифовальный круг также легко закрепляется в патроне сверлильного станка или электродрели.
Матерчатый диск можно вырезать из хлопчатобумажной ткани, сукна, миткаля или бумазеи, после чего сшиваются слои диска вместе в несколько слоев. Сшитые круги нужно склеить между собой, оставляя по краю 3-4 сантиметра. Диск насаживают на патрон сверлильного устройства таким способом, как и крепился войлочный диск.
Рабочий процесс
Прижмите металлическую поверхность к вращающемуся диску, чтобы начать процедуру электрополировки в домашних условиях. Рабочую поверхность кругов при полировании рекомендуется периодически смазывать специальной полировальной смесью, причем в определенной дозировке.
Эластичные круги должны вращаться и прижиматься к деталям с определенным усилием, сама полируемая деталь должна по отношению к кругу свободно передвигаться. Электрополировку с применением смесей можно осуществлять торцом или периферией круга. Перемещение изделий производят непосредственно особым приспособлением или рукой.
Частота вращения круга на полировальном станке составляет 2000—2800 оборотов в минуту. Полировальные станки с большой частотой вращения кругов используют, когда требуется значительное качество обработки. Для достижения зеркального блеска электрополировку алюминия осуществляют при более низких частотах.

Если изделия, которые предстоит подвергнуть воздействию полировки, имеют простую форму — плоскую или квадратную, то вы можете их обработать на универсальном электрическом станке, где установлен полировальный круг прямого профиля. Для проведения грубой обработки предназначены твердые и жесткие круги, для тонкой — мягкие.
Твердые круги интенсивно полируют, но быстро засаливаются, особенно при обработке мягкого цветного и драгоценного металла или его сплава. Мягкие эластичные круги малоэффективны на предварительных операциях и способны деформироваться и расплющиваться при сильном прижатии к обрабатываемой детали.
Периодически отнимайте диск от металлической детали для оценки качества создаваемой полировки. Когда внешний вид металла вас удовлетворит, а деталь станет идеально гладкой, блестящей и ровной, можно остановить процесс. После этого повторите процедуру на тряпичном диске, который способен снять с поверхности металла остатки полировочного вещества.
Электрохимическая полировка
Электрохимическое полирование представляет собой процесс, который характеризуется химическими реакциями между обрабатываемым изделием и электролитом под действием электрического тока. Эта процедура приводит к уменьшению шероховатости и возникновению зеркального блеска.
Микро- и макро-полирование
Для проведения электрохимического полирования обрабатываемое изделие, которое является анодом, соединенным с плюсом источника тока, помещают в ванну с электролитом. Второй электрод – медные катоды. Благодаря специальному составу электролита для электрополировки и созданным условиям (формирование пленки повышенного сопротивления) фиксируется неравномерное растворение.
В первую очередь будут растворяться наиболее выступающие точки, вследствие чего уменьшается шероховатость, а потом исчезнет совсем, и поверхность детали станет блестящей и гладкой. Избирательное растворение подобных торчащих элементов протекает одновременно с получением блеска.
Процесс удаления больших выступов называют макро-полированием, а растворение малых неровностей - микро-полированием. Если эти два процесса протекают одновременно, то поверхность металла будет приобретать гладкость и блеск. Бывают ситуации, когда данные качества являются друг с другом несвязанными, то есть блеск достигается без сглаживания и наоборот.

В процессе электрохимической полировки на поверхности анода образуется гидроокисная или окисная пленка. Если она покрывает поверхность равномерно, то создаются условия, что необходимы для микро-полирования. Внешняя часть подобной пленки будет непрерывно растворяться в электролите.
Поэтому для успешной процедуры требуются условия, в которых существует равновесие между скоростями формирования окисной пленки и ее химического растворения, чтобы толщина пленки была неизменной. Наличие пленки подразумевает возможность совершения обмена электронами между полируемой деталью и ионами электролита без риска разрушения агрессивным электролитом металла.
Процесс макро-полирования зависит от наличия прианодной пленки, которая является более толстой в углублениях и тонкой на выступах. Подобная пленка способствует быстрому растворению выступов, потому что на них создается высокая плотность тока, а электросопротивление над ними будет меньше, чем над различными углублениями.
Эффективность действия прианодной пленки увеличивается с возрастанием ее внутреннего сопротивления. Электролиты, которые содержат комплексные соли или соли слабодиссоциирующих кислот, способны повышать сопротивление прианодной пленки.
Электролиты и растворители
На течение процесса электрополировки кроме прианодной пленки оказывают действие и другие факторы, такие как движение анода, что состоит в механическом перемешивании электролита. Электролиты некоторого состава способны нормально функционировать только при нагреве. Общее правило кроется в следующем: увеличение температуры способно снижать скорость нейтрализации и повышать скорость растворения пленки.
Значимыми факторами, которые влияют на течение процедуры электрохимической полировки, выступают напряжение и плотность тока. Зависимо от обрабатываемого металла и состава электролита принято вести полирование при режимах, которые соответствуют разным участкам кривой. К примеру, полировку меди в фосфорной кислоте проводят при режиме предельного тока без образования кислорода.
Самое большее распространение получили электролиты, изготовленные на основе серной, хромовой и фосфорной кислоты. Для увеличения вязкости раствора в него вводят метилцеллюлозу и глицерин. В качестве ингибиторов травления принято добавлять в электролит триэтаноламин и сульфоуреид.

Для очистки изделий после процедуры электрополировки принято использовать растворители, которые изготовлены на основе хлорированных углеводородов — перхлорэтилен и трихлорэтилен.
Эти вещества являются негорючими, их способность к удалению паст и жировых загрязнений с изделий выше, чем у этилового спирта или бензина. Изделия нужно загрузить в ванну, обработать мягкой волосяной щеткой, перегрузить в сосуд с нагретым нашатырным спиртом, где удаляться остатки паст и жир.
В качестве щелочного моющего средства применяют щелочи (едкое кали, едкий натр), поташ, соду и нашатырный спирт. В последние годы популярностью все больше пользуются моющие составы на основе всевозможных поверхностно-активных веществ. С успехом можно использовать ванны, в которых процесс очистки проводится в поле ультразвука, что существенно увеличивает производительность и качество очистки поверхности.
Ванны для электрополировки
Для электрохимического полирования принято изготавливать специальные ванны. Помните, что они являются очень опасными для здоровья, особенно при высокой температуре. Для полировки изделий из цветных и черных металлов, в частности из углеродистой стали, самым популярным остается универсальный электролит.
Его состав такой: ортофосфорная кислота (65%), серная кислота (15%), хромовый ангидрид (6%), вода (14%). Режим работы: температура около 70-90 градусов по Цельсию, напряжение на уровне 6-8 В, анодная плотность тока примерно 40-80 а/дм2, выдержка 5-10 минут.
Электрополировку нержавеющей стали - хромоникелевой и хромоникельмолибденовой принято проводить в следующем растворе: ортофосфорная кислота (65%), серная кислота (15%), хромовый ангидрид (6%), глицерин (12%), вода (13%).
Режим работы данного раствора: температура порядка 45-70 градусов по Цельсию, анодная плотность тока близко 6-7 а/дм2, уровень напряжения 4,5-6 В. Выдерживают деталь в такой ванне 4- 30 минут: для штампованных изделий достаточно 4-6 минут, для деталей после термической обработки или сварки 10-12 минут, для литых отпескоструенных изделий из стали - полчаса.
Для электрополировки деталей из дюралюминия необходим такой состав раствора: серная кислота (40%), ортофосфорная кислота (45%), хромовый ангидрид (3%), вода (11%). Режим работы: температура в пределах 60-80 градусов Цельсия, анодная плотность тока на уровне 30-40 а/дм2, уровень напряжения 15-18 В, выдержка – пара минут.
Таким образом, при необходимости электрополировки деталей в домашних условиях вы можете пойти двумя путями – изготовить специальное оборудование с валом электромотора и полировально-шлифовальными кругами или оборудовать ванну полирования и приготовить нужный для данного случая электролит. Что ближе – выбирать вам!
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока. Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий. В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.

Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм 2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения. Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки. Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей. В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.

Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
Если деталь имеет множество больших дефектов, то перед началом электрохимической полировки она подвергается механической обработке при помощи шлифовальной машины с вращающимися кругами.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия.
Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.
Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.


Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Область применения
Технологию электрохимического полирования активно применяют в промышленности: для обработки деталей арматуры, элементов карбюратора (клапанов для подачи топлива, выполненных из нержавейки), тонких лент, проволок и трубных механизмов. В результате полирования поверхность этих деталей приобретает устойчивость к коррозии и становится более гладкой.
Электрохимическое полирование алюминия и нержавеющей стали применяется в отраслях по производству строительных приспособлений, сверл и крепежных механизмов.
В нынешнее время эта технология активно используется для снятия дефектного слоя с режущих инструментов, использующихся для проделывания отверстий. Электрохимическое полирование вольфрама стало активно внедряться в производстве электронных ламп и электровакуумной техники.


Использование технологии электрохимической полировки практикуется при металлографических исследованиях для диагностики сталей. При помощи этой технологии выявляются трещины, флокены и иные несоответствия в структуре металлов. При обнаружении нарушений производится полировка, удаляющая самые тонкие деформации.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.

Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Читайте также: