
Экструдер титан своими руками
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Экструдер для 3д-принтера: особенности конструкции
3D-принтер имеет свои особенности, как и любой девайс. Если говорить об экструдере, то его конструкцию можно разделить на два основных компонента:
- Cold-end. Проталкивающий механизм. Он состоит из шестерни и прижимного ролика, которые захватывают и подталкивают филамент вперед. Шестеренка приводится в движение небольшим двигателем, через специальный вал. Прижимной валик подпружинен. Такая компоновка узла позволяет работать с прутками разной толщины.
- Hot-end. Нагревающая часть. Она состоит из: сопла, нагревателя, датчика нагрева и термоизолятора. Последний играет роль отсекающего мостика. Он задерживает излишки тепла, чтобы филамент не начал плавиться в подающей трубке. На нагреватель ставят нихромовую проволоку или специальную пластину с двумя резисторами.
Узел может иметь цельную конструкцию, когда оба компонента установлены друг за другом. Данная компоновка именуется Direct Extruder. Эта схема встречается в большом количестве современных принтеров. Второй вариант экструдера – Bowden Extruder. Здесь cold-end и hot-end разнесены по разным частям принтера. Горячая часть закреплена в каретке оси Z, а подающий узел установлен на раме. Между собой они соединены тефлоновой трубкой. Такая компоновка значительно облегчает саму печатную головку. Она меньше забивается. Но есть и минусы. Пруток может просто запутаться или обломиться, проходя путь от подающего узла до нагревателя.
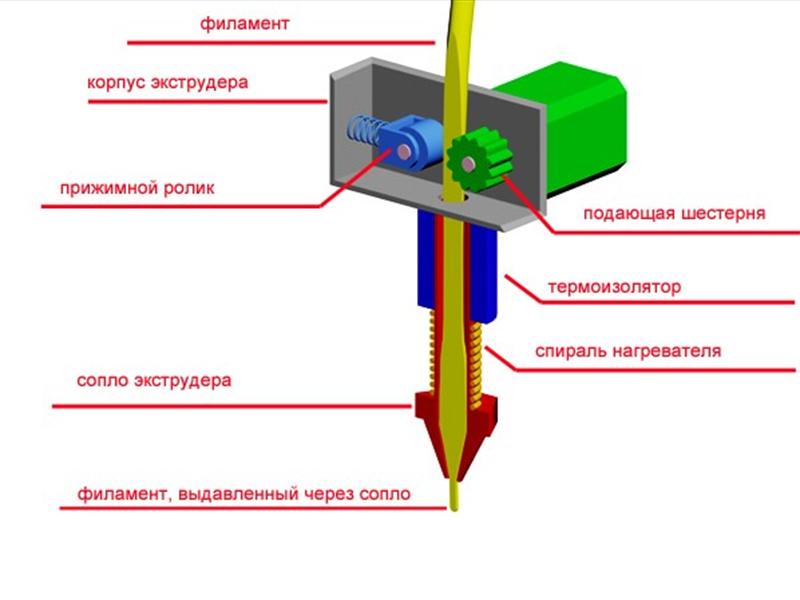
Схема работы экструдера
Интересно! Существуют более сложные конструкции со спаренными печатными головками. Они позволяют работать сразу с двумя нитями филамента. В рамках данной статьи мы будем говорить о простом экструдере с одним нагревателем и подающим механизмом.
Как выбрать хотэнд?
Стоит отметить, что экструдер – это довольно дорогая деталь. В сборе данная запчасть может обойтись в $80–150. Причем стоимость в розничных российских магазинах не сильно отличается от таковой в Китае. Получается, это один из самых дорогих узлов во всем устройстве печати.
Поэтому многие 3D-мейкеры делают самодельные принтеры. В том числе они самостоятельно собирают экструдер, пользуясь открытыми чертежами в сети. Чтобы собрать узел печати правильно, нужно изначально рассчитать, какие задачи он будет решать. Для этого необходимо оценить несколько параметров будущего принтера:
- Мощность двигателя. Она напрямую зависит от размера сопла. Если 3D-мейкер собирается делать проекты большей детализации, ему потребуется небольшое сопло и мощный двигатель. Иначе пластик может просто застрять.
- Сопло. Как было сказано выше, диаметр отверстия сопла подбирают исходя из поставленных задач.
- Подающий ролик. Это слабое место в принтере. Часто ролик проскальзывает, филамент не поступает. Появляются дефекты печати. Например, ролики для PLA и ABS очень плохо взаимодействуют с нейлоновой нитью.
- Конструкция экструдера. Все компоненты можно скрепить в один узел, напечатав их на 3D-принтере. Или выпилить из фанеры. Оба варианта несложно сделать. Однако монолитная конструкция из пластика будет прочнее, чем коробок из фанеры.
- Тип экструдера. Тут все зависит от опыта печатника и тех задач, которые он будет решать. Считается, что экструдер типа Bowden более точный, но его немного сложнее делать. И в самодельных конструкциях начального уровня его преимущества пропадают. Direct печатает не так точно, но его проще изготовить.
Немного сложнее обстоит дело с hot-end. Здесь можно пойти двумя путями. Первый: купить готовую запчасть в интернете, что также недешево. Второй: сделать его своими руками. Для этого нужно запастись терпением и нужными компонентами. Более подробную инструкцию по сборке хот-энда мы расскажем ближе к концу данного материала.
Внимание! Если вы не хотите делать хот-энд своими руками, можно заказать его на E-bay. Например, модель фирмы E3D. Правда, одна эта деталь обойдется вам в цену нового экструдера в сборке.
Как сделать экструдер для 3d-принтера своими руками?
По сути, нужно отдельно собрать cold-end, затем присоединить к нему hot-end. Полученную конструкцию закрепить на каретке оси Z и подвести питание к полученной конструкции. Но перед этим стоит заранее выписать все компоненты, которые пригодятся в работе.

Что нужно?
Для сборки экструдера потребуется изготовить или купить механические компоненты, электрические детали, а также сделать части корпуса, в котором будут находиться все составляющие экструдера. Из инструментов понадобится: наждачная бумага, сверла, отвертки, паяльник и принадлежности для пайки.
Интересно! Некоторые продавцы на AliExpress предлагают экструдеры в разборе, по частям. Этот вариант также можно рассмотреть.
Основные механические компоненты для сборки:
- основные детали каркаса экструдера (напечатанные на другом 3D-принтере, сделанные из фанеры);
- металлические направляющие;
- шестеренки для электропривода;
- основная шестерня и прижимной ролик с пружиной;
- крепежные винты и болты;
- рабочая площадка.
Вся механическая часть экструдера – это cold-end. Устройство подачи собирают как конструктор. Здесь мы предлагаем общую схему механики. Она может немного видоизменяться, в зависимости от выбранного чертежа и метода изготовления.
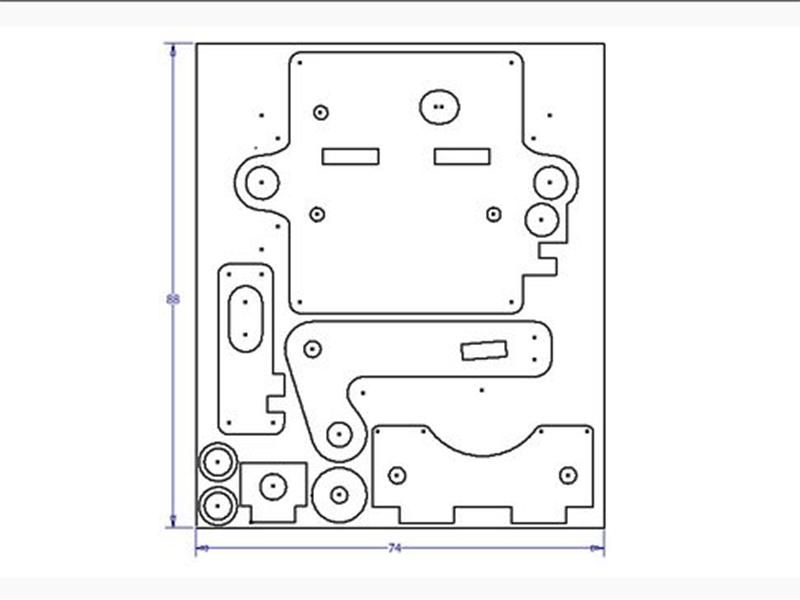
Схема для печати рамы
Электрические компоненты
К электрическим компонентам можно отнести три вещи: провода, моторчик и нагревательный элемент. Про мощность моторчика мы расскажем подробнее чуть позже. Пока что ознакомимся со схемой сборки нагревательного элемента.
На самодельных экструдерах часто используют алюминиевую пластину. Не обязательно брать цельный брусок, можно обойтись пластинкой толщиной не менее 4 мм. Ее продают в магазинах стройматериалов. Схема построения нагревателя:

В качестве нагревательных элементов можно использовать два резистора по 5–10 Ом. Подбирайте нужное сопротивление исходя из показателей блока питания.
Важно! Для контроля нагрева можно использовать NTS-термистор 100 кОм (B57560G104F). Не стоит использовать термисторы с меньшим сопротивлением. На высоких температурах они дают большую погрешность.
Пошаговая инструкция по сборке экструдера 3d-принтера
На данном этапе мы уже имеем собранный каркас для экструдера с установленным роликом, а также с прижимной шестеренкой. Остается только выбрать подходящий моторчик, отрегулировать прижимной ролик и прикрутить хот-энд с установленным нагревательным элементом. Рассмотрим каждый шаг по отдельности.
Выбор двигателя
Если моторчик не справляется, нужно поставить дополнительный редуктор. Например, от старого шуруповерта. Полученной конструкции хватит для прутков до 3 мм в диаметре.
Регулировка прижимного ролика
Силу зажима можно проверить опытным путем, когда в экструдере уже собран cold-end. Аккуратно вставьте пруток между роликом и шестерней. Подайте напряжение на моторчик. Саму конструкцию cold-end можно аккуратно зафиксировать в тисках.
Если филамент не захватывается или проскальзывает: нужно растянуть или заменить пружину. Нить не проталкивается внутрь, шестеренка скребет по прутку? Прижмите или откусите виток пружины. Пробуйте найти оптимальное соотношение длины и зажима.
Создание хот-энда
Для самостоятельного создания hot-end вам потребуется:
- Ствол хот-энда. Можно сделать запчасть в токарной мастерской. Такое решение будет оптимальным, так как вы получите цельнометаллический hot-end, который нужно будет дорабатывать по минимуму.
- Радиатор. Желательно снабдить его активным охлаждением в виде небольшого кулера. Можно купить дешевый обдув в компьютерном магазине.
- Нагревательный элемент. Сборка расписана выше в статье. Также можно купить готовый вариант на AliExpress.
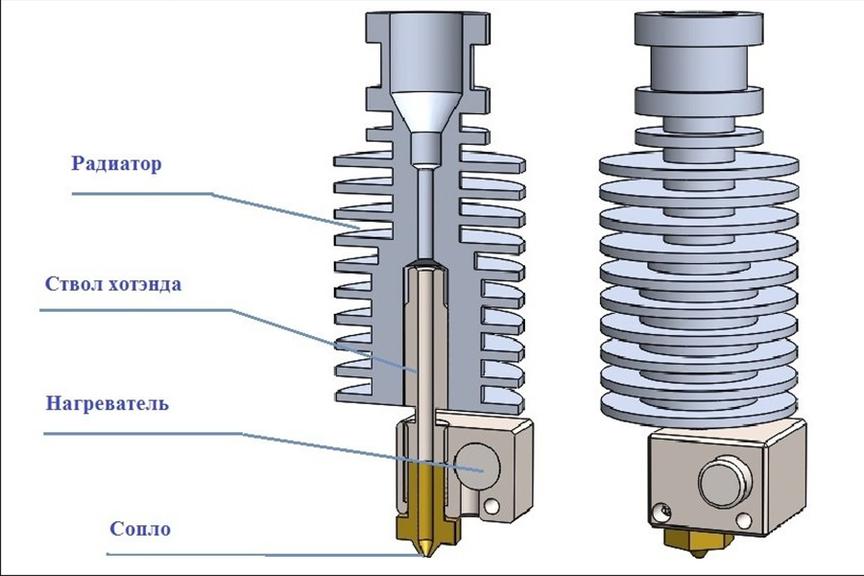
Схема для выточки ствола представлена на чертеже. На него крепят нагревательный элемент и радиатор. Подводят электрику. К полученному hot-end прикручивают сопло нужного диаметра.

Сборка
Весь процесс сборки можно разделить на несколько этапов:
- Изготовление механической части cold-end. Сборка всех механических частей в единый каркас.
- Выбор подходящего двигателя. Установка моторчика в механическую часть. Сборка нагревательного элемента.
- Калибровка прижимного ролика.
- Сборка хот-энда. Подключение к нему нагревательного элемента.
- Монтаж hot-end к cold-end.
- Установка сопла нужного диаметра.
Провода можно частично припаять в моменте сборки разных узлов или заняться ими в последний момент. Принципиальной разницы нет.
Ошибки и способы их избежать
Во время сборки можно допустить ряд ошибок, которые позже отразятся на качестве печати:
- Выбор маломощного моторчика. Отсутствие редуктора. Ошибка в проектировании электрики может привести к частым засорам экструдера, а также к дефектам печати.
- Неверный расчет электрики. Еще на этапе разработки нужно просчитать всю нагрузку по мощности и сопротивлению на бумаге. Иначе некоторые компоненты просто сгорят или будут плохо работать.
- Воздушная прослойка в нагревательном элементе. Делайте аккуратные отверстия в алюминиевых пластинах, чтобы резисторы плотно вставали по месту.
- Отсутствие калибровки прижимного ролика. Стоит заранее решить этот момент, иначе можно испортить большое количество филамента.
Косвенная ошибка, которая может аукнуться в будущем – это некрепкая рама экструдера. Еще раз повторимся, делайте раму из наименьшего количества деталей. Отдавайте предпочтение пластику, а не фанере. Конструкция должна быть крепкой. Иначе могут появиться люфты. Качество печати заметно упадет.
Собрать экструдер несложно, но в некоторых моментах нужно проявить терпение. Например, при изготовлении ствола hot-end. Также стоит держать в голове все ошибки, которые могут возникнуть во время сборки данного узла.

Детали для сборки экструдера
О сборке принтера Mosaic из набора деталей от компании MakerGear рассказано в статье Собираем 3D принтер своими руками. Наверное, вы обратили внимание, что там подробно рассмотрено устройство 3D принтера, но не идет речь о печатающей головке. Это тема сегодняшнего разговора.
Мы рассмотрим виды экструдеров и способы изготовления отдельных деталей этого сложного механизма, чтобы понять как сделать экструдер своими руками (видео о сверлении сопла в конце статьи).
Принцип работы и разновидности
Печатающая головка 3-d принтера протягивает пруток пластика, разогревает его и выталкивает горячую массу через сопла.
Wade extruder
Устройство экструдера
На картинке представлена упрощенная схема экструдера типа Wade. Устройство состоит из двух частей. Вверху расположен cold-end (холодный конец) – механизм, подающий пластик, внизу – hot-end (горячий конец), где материал разогревается и выдавливается через сопло.
Экструдер Боудэна
Существует и другая конструкция устройства, где холодная и горячая части разведены, а пластик поступает в hot-end по тефлоновой трубке. Такая модель, где cold end жестко закреплен на раме принтера, получила название Bowden extruder.
К ее несомненным достоинствам стоит отнести следующее:
- материал не плавится раньше времени и не забивает механизм;
- печатающая головка значительно легче, что позволяет увеличить скорость печати.
Однако и недостатки имеются. Нить пластика на таком большом расстоянии может перекручиваться и даже запутываться. Решением этой проблемы может стать увеличение мощности двигателя колдэнда.
Cold end
E3D-v6 в сборе
Пруток филамента проталкивается вниз шестерней, приводящейся в движение электродвигателем с редуктором. Подающее колесо жестко крепится на валу двигателя, в то время как прижимной ролик не закреплен стационарно, а находится в плавающем положении и, благодаря пружине, может перемещаться. Такая конструкция позволяет нити пластика не застревать, если диаметр прутка на отдельных участках отклоняется от заданного размера.
Hot-end
Пластик поступает в нижнюю часть экструдера по металлической трубке. Именно здесь материал разогревается и в жидком виде вытекает через сопло. Нагревателем служит спираль из нихромовой проволоки, или пластина и один-два резистора, температура контролируется датчиком. Верхняя часть механизма должна предотвратить раннее нагревание филамента и не пропустить тепло вверх. В качестве изоляции используется термостойкий пластик или радиатор.
Подающий механизм
Схема униполярного
шагового двигателя
Прежде всего, нужно подобрать шаговый двигатель. Лучше всего купить аналог Nema17, но вполне подойдут и моторы от старых принтеров или сканеров, которые на радиорынках продаются совсем дешево. Для нашей цели нужен биполярный двигатель, имеющий 4 вывода. Собственно, можно использовать и униполярный, его схема показана на рисунке. В этом случае желтый и белый провода просто останутся неиспользованными, их можно будет отрезать.
Как правило, моторчики от принтеров слабые, но вот EM-257 (Epson), как на рисунке ниже, с моментом на валу 3,2 кг/см, вполне подойдет, если вы собираетесь использовать филамент Ø 1,75 мм.
Для прутка Ø 3 мм, или при более слабом двигателе, понадобится еще и редуктор. Его тоже можно подобрать из разобранных старых инструментов, например, планетарный редуктор от шуруповерта.
Двигатели от принтеров
Переделка понадобится, чтобы насадить шестерню двигателя шуруповерта на шаговик, совместить ось вращения моторчика с редуктором. И крышку для подшипника выходного вала тоже нужно изготовить. На выходной оси устанавливается шестерня, которая и будет подавать пруток пластика в зону нагрева.
Корпус экструдера служит для крепления двигателя, прижимного ролика и хотэнда. Один из вариантов показан на рисунке, где через прозрачную стенку хорошо виден красный пруток филамента.
Изготовить корпус можно из разных материалов, придумав собственную конструкцию, или, взяв за образец готовый комплект, заказать печать на 3-d принтере.
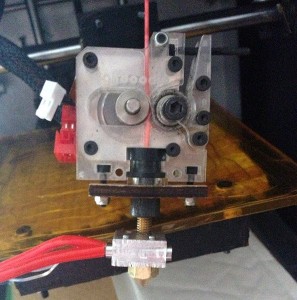
Экструдер с прозрачным корпусом
Главное, чтобы прижимной ролик регулировался пружиной, так как толщина прутка не всегда идеальна. Сцепление материала с подающим механизмом должно быть не слишком сильным, во избежание откалывания кусочков пластика, но достаточным для проталкивания филамента в hot-end.
Нужно отметить, что при печати нейлоном лучше использовать подающую шестерню с острыми зубчиками, иначе она просто не сможет зацепить пруток и будет проскальзывать.
Цельнометаллический хотэнд
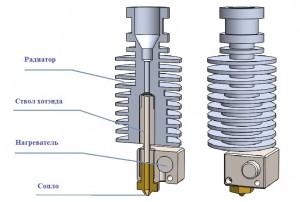
Устройство hot end
Ствол хотенда – полая металлическая трубка, соединяющая радиатор и нагревательный элемент. Изготавливается из нержавеющей стали из-за ее низкой теплопроводности.
Вот как выглядит деталь в разрезе и ее чертеж с размерами под пруток Ø 1,75 мм.
Тонкая часть трубки служит термобарьером и предотвращает распространение тепла в верхнюю часть экструдера. Важно, чтобы филамент не начал плавиться раньше времени, ведь в этом случае прутку придется толкать слишком много вязкой массы. В результате увеличивается сила трения, и забиваются трубка и сопло.
С проблемой сталкиваются не только авторы самодельных конструкций. Такое частенько случается в цельнометаллических хотэндах, даже если экструдер изготовлен на производстве.

Дополнительный термобарьер
Обязательна чистовая полировка до зеркального блеска (нитью и пастой ГОИ № 1), затем полезно прожарить отверстие подсолнечным маслом для уменьшения силы трения. Чтобы предотвратить слишком раннее разогревание пластика, можно покрыть нижнюю часть трубки, находящейся в радиаторе, тонким слоем термопасты.
Еще одна возможная проблема: расплавленный пластик под давлением поступающего прутка может просочиться вверх и остыть в зоне охлаждения, что приведет к забиванию ствола и прекращению печати. Бороться с этим можно с помощью тефлоновой изоляционной трубки, которая вставляется в ствол хотэнда до зоны начала разогрева филамента.
Нагреватель

Пластина нагревателя
В качестве нагревательного элемента используется алюминиевая пластина. Если вам не удалось найти подходящего по размеру толстого бруска, вполне подойдет алюминиевая полоса толщиной 4 мм, которую можно приобрести в магазинах стройматериалов. В этом случае нагревательный элемент будет состоять из двух частей. Необходимо просверлить центральное отверстие для ствола хотэнда, и скрутив болтом, зажать всю конструкцию в тисках. Затем насверлить нужное количество отверстий для составляющих элементов нагревателя:
- болта крепления,
- двух резисторов,
- терморезистора.
Для нагревания пластины можно использовать керамический 12v нагреватель или резистор на 5 Ом. Но для нашего блока лучше подойдут два резистора на 10 Ом, так как они гораздо меньше по размеру, а соединение параллельно как раз и даст нужное сопротивление в 5–6 Ом.

Нагревательный элемент в сборе
Контролировать температуру будет NTS-термистор 100 кОм марки B57560G104F, с максимальной рабочей температурой 300 °C. Терморезисторы с меньшим сопротивлением использовать нельзя, они, как правило, обладают большой погрешностью при высоких температурах.
Необходимо обеспечить плотное соединение резисторов с пластиной, так как воздушная прослойка тормозит нагревание. Здесь важно правильно выбрать герметик. Лучше всего использовать керамико-полимерные пасты (КПДТ), рабочая температура которых не менее 250 °C. Для дополнительной теплоизоляции неплохо весь hot-end замотать стеклотканью.
Сопло

Приспособление для сверления сопла
Глухая гайка с закругленным концом идеально подойдет для изготовления сопла. Лучше взять деталь из меди или латуни, так как эти металлы относительно легко обрабатываются. Нужно закрепить в тисках болт, накрутить на него гайку и просверлить в центре закругления отверстие нужного диаметра.
Сделать это можно так: на сверло, зажатое в обычную дрель, закрепить цанговый патрон со сверлышком нужного диаметра. Получается интересная конструкция.
Наиболее удачным считается отверстие 0,4 мм, так как при меньшем диаметре замедляется скорость, а при большем – страдает качество печати.
Вот еще один способ просверлить сопло (видео на английском).
Как видите, изготовить экструдер для 3-d принтера своими руками достаточно сложно. Но если вы знаете, что сделать какую-то деталь самостоятельно не удастся из-за отсутствия необходимых материалов или инструментов, необязательно приобретать готовый комплект полностью, можно купить отдельно любую часть экструдера и продолжить работу.
Значится так - на заря три-дэ-принтеро-строения, я приобрел себе Titan Extruder, которые отслужил мне верой и правдой почти год. Недавно (см. комменты) я запустил в работу полностью собственную систему печати (экструдер+сменные блоки хотэнда), которая была полностью спроектирована и напечатана мной. В качестве экструдера я применил разработку MSAэто модифицированный клон титана но речь сейчас не об этом.
Итак я снял с принтера экструдер и обнаружил интересные неприятности:
1. во первых внутри он весь был покрыт мелкодисперсной пылью от пластиков
2. корпус экструдера пострадал в местах крепления, достаточно не слабо:



3. но главная неприятность закралась в прижимном подшипнике:




Он был на боку и конечно же в заклиненном состоянии. На грани даже проточилась канавка от пластика)
Вскрытие поциента показало - что он тупо развалился!


Вот такие дела! Так что имейте это ввиду - это откровенно слабое звено данной модели экструдера! И не исключено что уже сейчас вы печатаете неисправным устройством. А может это просто мне так не повезло)
Подробнее.
Английская компания E3D Online, известная своими разработками в области 3д-печати, анонсировала технические спецификации и цены на новые экструдеры Titan Aero.
Titan Aero имеет дополнительные 25 мм высоты по оси Z по сравнению с V6 и Titan. Новый Titan Aero также очень легкий и жесткий, в E3D говорят, что это позволяет ему работать с самым быстрым принтером FFF/FDM и лучше справляться с перегрузками.
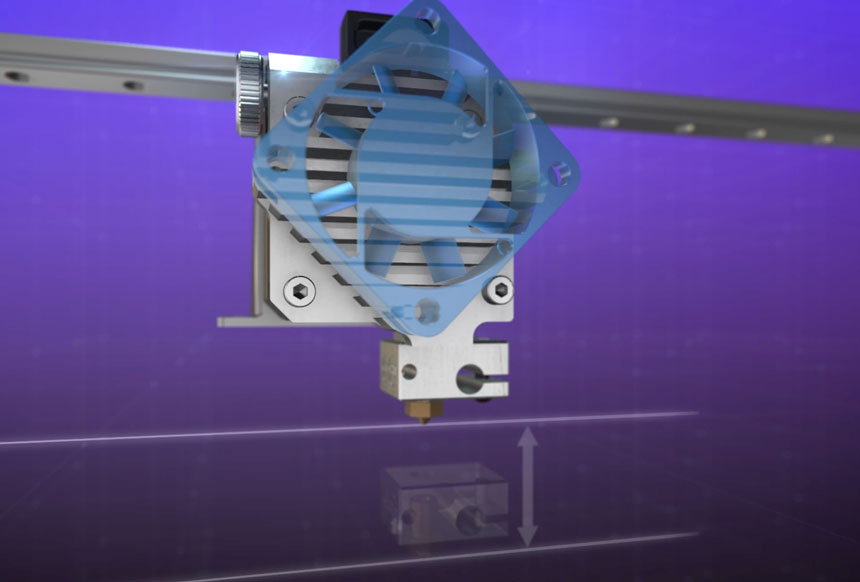
Увеличение высоты Titan Aero Z. Изображение E3D-Online.
Благодаря короткому, ограниченному участку наплавляющему филамент, Aero отлично подходит для гибких и эластичных материалов. Это сводит к минимуму места, где филамент может изгибаться или застрять, что улучшает качество печати гибкими материалами. Короткий путь филамента также полезен для обычных пластиков, это означает, что экструзия может начинаться и останавливаться быстрее, обеспечивая точную и более чистую печать.

2-в-1 Titan Aero построен на баще E3D V6 всех металлических конструкций и может печатать при температуре до 400 ° C. Пользователи могут обмениваться компонентами с модульной экосистемой E3D в соответствии с их потребностями. Модули включают датчики температуры, нагревательные блоки или одну из 92 различных форсунок E3D.
Titan Aero доступен в виде самостоятельного комплекта или как обновление для владельцев экструдера Titan. Aero поставляется в диаметрах 1,75 мм и 3 мм. Розничная цена составит от 90 фунтов стерлингов для полного экструдера Aero и комбинации hotend или от £ 32 для модернизации существующего Titan до Aero.
Читайте также: