
Чпу своими руками чертежи с размерами
Добавил пользователь Alex Обновлено: 19.09.2024
В наше время у рукодельных людей всё чаще можно встретить новые станки, которые управляются не руками, как мы все привыкли, а компьютерной программной и компьютеризированной оснасткой. Такое новшество получило название ЧПУ (числовое программное управление).
Такая технология применяется во многих учреждениях, на больших производствах, а также в хозяйских мастерских. Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированной системой управляет программа с компьютера. В эту систему входят асинхронные двигатели с векторным управлением, имеющие три оси движения электрического гравера: X, Z, Y. Ниже мы рассмотрим, какими бывают станки с автоматическим управлением и расчётами.
Общие понятия
Как правило, на всех станках с ЧПУ используется электрический гравер, либо фрезер, на котором можно менять насадки. Станок с числовым управлением применяется для придания тем или иным материалам элементов декора и не только. ЧПУ станки, в связи с продвижениями в компьютерном мире, должны иметь множество функций. К таким функциям относятся:
Фрезерование
Механический процесс обработки материала, в процессе которого, режущий элемент (насадка, в виде фрезы), производит вращательные движения на поверхности заготовки.
Гравировка
Заключается в нанесении того или оного изображения на поверхности заготовки. Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Сверление
Механическая обработка материала резаньем, с помощью сверла, за счёт которого получаются отверстия разных диаметров и отверстия, имеющие много граней различных сечений и глубин.
Лазерная резка
Способ раскроя и резанья материала, при котором отсутствует механическое воздействие, сохраняется высокая точность заготовки, а также деформации, совершаемые данным способом, имеют минимальные деформации.
Графопостроитель
Производится высокоточное рисование сложнейших схем, чертежей, географических карт. Рисование производится за счёт пишущего блока, посредством специализированного пера.
Рисование и сверление печатных плат
Производство плат, а также рисование электропроводящих цепей на поверхности диэлектрической пластины. Также сверление маленьких отверстий под радиодетали.
Какие функции будет выполнять ваш будущий станок с программным управлением решать только вам. А дальше рассмотрим конструкцию станка ЧПУ.
Разновидность станков ЧПУ
Технологические признаки и возможности данных станков приравниваются к универсальным станкам. Однако, в современном мире, выделяют три разновидности станков ЧПУ:
Токарные
Предназначение таких станков заключается в создании деталей по типу тел вращения, которое заключается в обработке поверхности заготовки. Также производство внутренних и наружных резьб.
Фрезерные
Автоматизированная работа этих станков заключается в обработке плоскостей и пространств различных корпусных заготовок. Осуществляют фрезеровку плоскую, контурную и ступенчатую, под различными углами, а также с нескольких сторон. Производят сверление отверстий, нарезание резьб, развёртывание и растачивание заготовок.
Сверлильно — расточные
Выполняют рассверливание, сверление отверстий, растачивание и развёртывание, зенкерование, фрезеровка, нарезание резьб и многое другое.
Как мы видим, станки ЧПУ имеют большой ряд функционала, которые они совершают. Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Можно не расстраиваться. Умелые руки страны, ещё с первого появления заводских станков ЧПУ, начали создавать самодельные прототипы, которые работают не хуже профессиональных.
Все комплектующие материалы для станочков ЧПУ можно заказать в интернете, где они находятся в свободном доступе и стоят довольно-таки недорого. Кстати, корпус автоматизированного станка можно изготовить своими руками, а за правильными размерами можно обратиться в интернет.
Совет: Перед выбором станка ЧПУ определитесь с тем, какой материал вы будете обрабатывать. Этот выбор будет иметь главное значение при сооружении станка, так как это напрямую зависит от размеров оборудования, а также затрат на него.
Конструкция
Конструкция станка ЧПУ полностью зависит от вашего выбора. Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Рассмотрим стандартный набор деталей на фото:
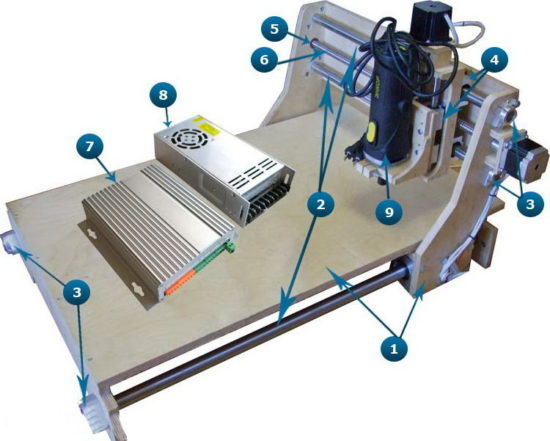
Фото: набор деталей.
- Непосредственно рабочая область, которая производится из фанеры — это столешница и боковой каркас.
- Направляющие элементы.
- Держатели направляющих.
- Линейные подшипники и втулки скольжения.
- Опорные подшипники.
- Ходовые винты.
- Контролёр шаговых двигателей.
- Блок питания контролёра.
- Электрический гравер или фрезер.
- Муфта, соединяющая вал ходового винта с валом шаговых двигателей.
- Шаговые двигатели.
- Ходовая гайка.
Используя данный перечень деталей, вы смело сможете создать свой собственный фрезерный по дереву с ЧПУ станок с автоматизированной работой. Когда вы соберёте всю конструкцию, можете смело приступать к работе.
Принцип работы
Пожалуй, самым главным элементом на этом станке является фрезер, гравер или шпиндель. Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Сам патрон непосредственно закреплён на шпиндельном вале. Режущая часть фрезы подбирается исходя из выбранного материала. Электрический мотор, который располагается на движущейся каретке, вращает шпиндель с фрезой, что позволяет обрабатывать поверхность материала. Управление шаговыми двигателями происходит от контролера, на который подаются команды с компьютерной программы.
Электроника станка работает непосредственно на обеспечении компьютерного обеспечения, которое должно поставляться с заказываемой электроникой. Программа передаёт команды, в виде G — кодов на контролер. Тем самым эти коды сохраняются в оперативной памяти контролера.
После выбора на станке программы обработки (чистовой, черновой, трёхмерной), команды распределяются на шаговые двигатели, после чего происходит обработка поверхности материала.
Совет: Перед началом работы, необходимо протестировать станок, специализированной программой и пропустить пробную деталь, чтобы убедиться в правильности работы ЧПУ.
Сборка
Сборка станка своими руками не займёт у вас слишком много времени. Тем более что в интернете сейчас можно скачать очень много различных схем и чертежей. Если вы купили набор деталей для самодельного станка, то его сборка будет очень быстрой.
Итак, разберём один из чертежей собственно ручного станка.
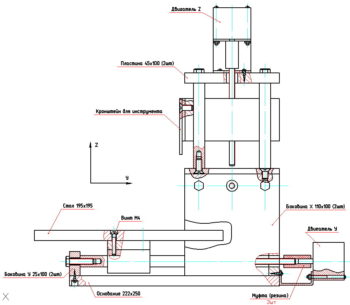
Чертёж самодельного станка ЧПУ.
Как правило, первым делом из фанеры, толщиной 10-11 миллиметров, изготавливается каркас. Столешница, боковые стенки и подвижный портал для установки фрезера или шпинделя, изготавливаются только из фанерного материала. Столешница делается подвижной, используются мебельные направляющие соответствующих размеров.
В итоге должен получиться вот такой вот каркас. После того, как каркасная конструкция готова, в дело вступает дрель и специальные коронки, с помощью которых можно сделать отверстия в фанере.

Каркас будущего станка ЧПУ.
В готовом каркасе необходимо подготовить все отверстия, чтобы установить в них подшипники, направляющие болты. После этой установки, можно производить установку всех крепёжных элементов, электрических установок и т.д.
После того, как сборка завершена, важным этапом становится настройка программного обеспечения станка и компьютерной программы. При настройке программы проверяется работа станка на правильность заданных размеров. Если всё готово, можно приступать к долгожданным работам.
Совет: Перед началом работы необходимо проверить правильность крепления заготовочного материала и надёжность крепления рабочей насадки. Также убедиться в том, что выбранный материал соответствует изготовленному станку.
Наладка оборудования
Наладка станка ЧПУ производится непосредственно с рабочего компьютера, на котором установлена программа для работы со станком. Именно в программу загружаются необходимые чертежи, графики, рисунки. Которые в последовательности преобразуются программой в G — коды, необходимые для управления станком.
Когда всё загружено, совершаются пробные действия, относительно выбранного материала. Именно при этих действиях совершается проверка всех необходимых предустановленных размеров.
Совет: Только после тщательной проверки работоспособности станка можно приступать к полноценной работе.
Техника безопасности
Правила и техника безопасности при работе с данным станком ничем не отличается от работы на всех остальных станках. Ниже будут представлены самые основные:
- Перед работой проверить исправность станка.
- Одежда должна быть заправлена должным образом, чтобы нигде ничего не торчало и не могло попасть в рабочую зону станка.
- Должен быть одет головной убор, который будет прижимать ваши волосы.
- Около станка должен быть резиновый коврик или невысокая деревянная обрешётка, которые защитят от утечки электричества.
- Доступ к станку детям должен быть категорически запрещён.
- Перед работой со станком проверить все крепёжные элементы на их прочность.
Совет: К работе на станке необходимо подходить с трезвой головой и пониманием, что при неправильной работе вы можете нанести себе непоправимый вред.
С полными требованиями к безопасности при работе со станком вы сможете найти во всемирной паутине, т.е. в интернете и ознакомиться с ними.
Видео обзоры
Обзор сборки станка самодельного с ЧПУ
Видео обзор простого станка с ЧПУ
Обзор возможностей самодельного ЧПУ станка
Обзор шаговых двигателей
Обзор видео многоканального драйвера для шаговых двигателей
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
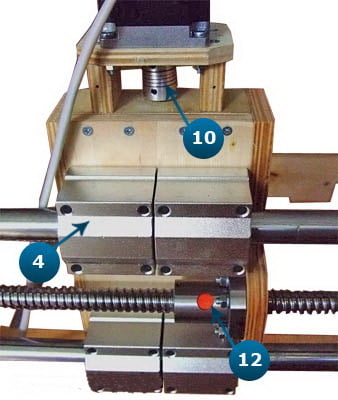
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.

Как изготовить фрезерный станок своими руками. В размещенной здесь статье-инструкции предлагаю ознакомится с пошаговым процессом сборки фрезерного станка с ЧПУ собственными руками с предоставлением необходимых чертежей и советов. Между прочим, таким же образом можно собрать и сверлильный станок.
Предисловие от автора
В августе 2013 идея построить Фрезерный станок своими руками вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель фрезерного станка собранного своими руками
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.



Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
↑ Несущая рама в сборе
↑ Уголки для защиты направляющих
Фрезерный станок ЧПУ своими руками — чертежи основных элементов станины

Шаг 3: Портал
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.




Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.




Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий. Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.

Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы




Шаг 7: Рабочая поверхность
Рабочая поверхность — это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами. Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Шаг 8: Электрическая схема фрезерного станка ЧПУ собранного своими руками
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).

Электрическая схема станка
Шаг 9: Фрезерный шпиндель
Для своего проекта я использовал фрезерный шпиндель Kress. Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.

Шаг 10: Программное обеспечение
В качестве управляющей системы для своего детища я выбрал MACH3. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.

Шаг 11: Он ожил! Испытания
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.
Цель обзора — не столько похвастаться, сколько показать возможность сделать для себя помощника самому. Надеюсь этим обзором подать кому-то идею, и возможно не только повторить, но и сделать еще лучше. Поехали…
Так получилось, что с чертежами я связан давно. Т.е. моя профессиональная деятельность с ними тесно связана. Но одно дело, когда ты делаешь чертеж, а после уже совсем другие люди воплощают объект проектирования в жизнь, и совсем другое, когда ты воплощаешь объект проектирования в жизнь сам. И если со строительными вещами у меня вроде как нормально получается, то с моделизмом и другим прикладным искусством не особо.
Так вот давно была мечта из нарисованного в автокаде изображения, сделать вжжик — и оно вот в натуре перед тобой, можно пользоваться. Идея эта время от времени проскакивала, но во что-то конкретное оформиться никак не могла, пока…
Пока я не увидел года три-четыре назад REP-RAP. Ну что ж 3Д принтер это была очень интересная вещь, и идея собрать себе долго оформлялась, я собирал информацию о разных моделях, о плюсах и минусах разных вариантов. В один момент перейдя по одной из ссылок я попал на форум, где сидели люди и обсуждали не 3Д принтеры, а фрезерные станки с ЧПУ управлением. И отсюда, пожалуй, увлечение и начинает свой путь.
В двух словах о фрезерных станках с ЧПУ (пишу своими словами намеренно, не копируя статьи, учебники и пособия).
Для работы такого станка нужен необходимый минимум.
1. База (корпус) с линейными направляющими и передающий механизм (может быть винт или ремень)
2. Шпиндель (я вижу кто-то улыбнулся, но так он называется) — собственно двигатель с цангой, в которую устанавливается рабочий инструмент — фреза.
3. Шаговые двигатели — двигатели, позволяющие производить контролируемые угловые перемещения.
4. Контроллер — плата управления, передающая напряжения на двигатели в соответствии с сигналами, полученными от управляющей программы.
5. Компьютер, с установленной управляющей программой.
6. Базовые навыки черчения, терпение, желание и хорошее настроение. ))
По пунктам:
1. База.
по конфигурации:
разделю на 2 типа, существуют более экзотические варианты, но основных 2:
С подвижным порталом:
Собственно, выбранная мной конструкция, в ней есть основа на которой закреплены направляющие по оси X. По направляющим оси Х передвигается портал, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z.
Со статическим порталом
Такая конструкция представляет и себя корпус он же и является порталом, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z, а ось Х уже перемещается относительно портала.
по материалу:
корпус может быть изготовлен из разных материалов, самые распространенные:
— дюраль — обладает хорошим соотношением массы, жесткости, но цена (именно для хоббийной самоделки) все-таки удручает, хотя если на станок имеются виды по серьезному зарабатыванию денег, то без вариантов.
— фанера — неплохая жесткость при достаточной толщине, небольшой вес, возможность обрабатывать чем угодно :), ну и собственно цена, лист фанеры 17 сейчас совсем недорог.
— сталь — часто применяют на станках большой площади обработки. Такой станок конечно должен быть статичным (не мобильным) и тяжелым.
— МФД, оргстекло и монолитный поликарбонат, даже ДСП — тоже видел такие варианты.
Как видите — сама конструкция станка весьма схожа и с 3д принтером и с лазерными граверами.
Я намеренно не пишу про конструкции 4, 5 и 6 -осевых фрезерных станков, т.к. на повестке дня стоит самодельный хоббийный станок.
2. Шпиндель.
Собственно, шпиндели бывают с воздушным и водяным охлаждением.
С воздушным охлаждением в итоге стоят дешевле, т.к. для них не надо городить дополнительный водяной контур, работают чуть громче нежели водяные. Охлаждение обеспечивается установленной на тыльной стороне крыльчаткой, которая на высоких оборотах создает ощутимый поток воздуха, охлаждающий корпус двигателя. Чем мощнее двигатель, тем серьезнее охлаждение и тем больше воздушный поток, который вполне может раздувать во все стороны
пыль (стружку, опилки) обрабатываемого изделия.
С водяным охлаждением. Такой шпиндель работает почти беззвучно, но в итоге все-равно разницу между ними в процессе работу не услышать, поскольку звук обрабатываемого материала фрезой перекроет. Сквозняка от крыльчатки, в данном случае конечно нет, зато есть дополнительный гидравлический контур. В таком контуре должны быть и трубопроводы, и помпа прокачивающая жидкость, а также место охлаждения (радиатор с обдувом). В этот контур обычно заливают не воду, а либо ТОСОЛ, либо Этиленгликоль.
Также шпиндели есть различных мощностей, и если маломощные можно подключить напрямую к плате управления, то двигатели мощностью от 1кВт уже необходимо подключать через блок управления, но это уже не про нас. ))
Да, еще частенько в самодельных станках устанавливают прямые шлифмашины, либо фрезеры со съемной базой. Такое решение может быть оправдано, особенно при выполнении работ недолгой продолжительности.
В моем случае был выбран шпиндель с воздушным охлаждением мощностью 300Вт.
3. Шаговые двигатели.
Наибольшее распространение получили двигатели 3 типоразмеров
NEMA17, NEMA23, NEMA 32
отличаются они размерами, мощностью и рабочим моментом
NEMA17 обычно применяются в 3д принтерах, для фрезерного станка они маловаты, т.к. приходится таскать тяжелый портал, к которому дополнительно прикладывается боковая нагрузка при обработке.
NEMA32 для такой поделки излишни, к тому же пришлось бы брать другую плату управления.
мой выбор пал на NEMA23 с максимальной мощностью для этой платы — 3А.
Также люди используют шаговики от принтеров, но т.к. у меня и их не было и все равно приходилось покупать выбрал всё в комплекте.
4. Контроллер
Плата управления, получающая сигналы от компьютера и передающая напряжение на шаговые двигатели, перемещающие оси станка.
5. Компьютер
Нужен комп отдельный (возможно весьма старый) и причин тому, пожалуй, две:
1. Вряд ли Вы решитесь располагать фрезерный станок рядом с тем местом, где привыкли читать интернетики, играть в игрушки, вести бухгалтерию и т.д. Просто потому, что фрезерный станок — это громко и пыльно. Обычно станок либо в мастерской, либо в гараже (лучше отапливаемом). У меня станок стоит в гараже, зимой преимущественно простаивает, т.к. нет отопления.
2. По экономическим соображениям обычно применяются компьютеры уже не актуальные для домашней жизни — сильно б/у :)
Требования к машине по большому счету ни о чем:
— от Pentium 4
— наличие дискретной видеокарты
— RAM от 512MB
— наличие разъема LPT (по поводу USB не скажу, за имением драйвера, работающего по LPT, новинки пока не изучал)
такой компьютер либо достается из кладовки, либо как в моем случае покупается за бесценок.
В силу малой мощности машины стараемся не ставить дополнительный софт, т.е. только ось и управляющая программа.
дальше два варианта:
— ставим windows XP (комп то слабенький, помним да?) и управляющую программу MATCH3 (есть другие, но это самая популярная)
— ставим никсы и Linux CNC (говорят, что тоже очень неплохо все, но я никсы не осилил)
Добавлю, пожалуй, чтоб не обидеть излишне обеспеченных людей, что вполне можно поставить и не пенёк четвертый, а и какой-нибудь ай7 — пожалуйста, если это Вам нравится и можете себе это позволить.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.
Тут в двух словах.
Для работы станка нужна управляющая программа (по сути текстовый файл содержащий координаты перемещений, скорость перемещений и ускорения), которая в свою очередь готовится в CAM приложении — обычно это ArtCam, в этом приложении готовиться сама модель, задаются ее размеры, выбирается режущий инструмент.
Я обычно поступаю несколько более долгим путем, делаю чертеж, а AutoCad потом, сохранив его *.dxf подгружаю в ArtCam и уже там готовлю УП.
Ну и приступаем к процессу создания своего.
Перед проектированием станка принимаем за отправные точки несколько моментов:
— Валы осей будут сделаны из шпильки строительной с резьбой М10. Конечно, бесспорно существуют более технологичные варианты: вал с трапециевидной резьбой, шарико-винтовая передача(ШВП), но необходимо понимать, что цена вопроса оставляет желать лучшего, а для хоббийного станка цена получается вообще космос. Тем не менее со временем я собираюсь провести апгрейд и заменить шпильку на трапецию.
— Материал корпуса станка – фанера 16мм. Почему фанера? Доступно, дешево, сердито. Вариантов на самом деле много, кто-то делает из дюрали, кто-то из оргстекла. Мне проще из фанеры.
Делаем 3Д модель:
Развертку:
Далее я поступил так, снимка не осталось, но думаю понятно будет. Распечатал развертку на прозрачных листах, вырезал их и наклеил на лист фанеры.
Выпилил части и просверлил отверстия. Из инструментов — электролобзик и шуруповерт.
Есть еще одна маленькая хитрость, которая облегчит жизнь в будущем: все парные детали перед сверлением отверстий сжать струбциной и сверлить насквозь, таким образом Вы получите отверстия, одинаково расположенные на каждой части. Даже если при сверлении получится небольшое отклонение, то внутренние части соединенных деталей будут совпадать, а отверстие можно немного рассверлить.
Итак, заказываем, ждем, выпиливаем и собираем.
Изначально драйвер и блок питания для него установил в корпус с компом вместе.
Позже было принято решение разместить драйвер в отдельном корпусе, он как раз появился.
Ну и старенький монитор как-то сам поменялся на более современный.
как я говорил вначале, никак не думал, что буду писать обзор, поэтому прилагаю фотографии узлов, и постараюсь дать пояснения по процессу сборки.
Сначала собираем три оси без винтов, для того чтобы максимально точно выставить валы.
Берем переднюю и заднюю стенки корпуса, крепим фланцы для валов. Нанизываем на оси Х по 2 линейных подшипника и вставляем их во фланцы.
Крепим дно портала к линейным подшипникам, пытаемся покатать основание портала туда-сюда. Убеждаемся в кривизне своих рук, все разбираем и немного рассверливаем отверстия.
Таким образом мы получаем некоторую свободу перемещения валов. Теперь наживляем фланцы, вставляем валы в них и перемещаем основание портала вперед-назад добиваемся плавного скольжения. Затягиваем фланцы.
На этом этапе необходимо проверить горизонтальность валов, а также их соосность по оси Z (короче, чтобы расстояние от сборочного стола до валов была одинаковой) чтобы потом не завалить будущую рабочую плоскость.
С осью Х разобрались.
Крепим стойки портала к основанию, я для этого использовал мебельные бочонки.
Крепим фланцы для оси Y к стойкам, на этот раз снаружи:
Вставляем валы с линейными подшипниками.
Крепим заднюю стенку оси Z.
Повторяем процесс настройки параллельности валов и закрепляем фланцы.
Повторяем аналогично процесс с осью Z.
Получаем достаточно забавную конструкцию, которую можно перемещать одной рукой по трем координатам.
Важный момент: все оси должны двигаться легко, т.е. немного наклонив конструкцию портал должен сам свободно, без всяких скрипов и сопротивления переместиться.
Далее крепим ходовые винты.
Отрезаем строительную шпильку М10 необходимой длины, накручиваем капролоновую гайку примерно на середину, и по 2 гайки М10 с каждой стороны. Удобно для этого, немного накрутив гайки, зажать шпильку в шуруповерт и удерживая гайки накрутить.
Вставляем в гнезда подшипники и просовываем в них изнутри шпильки. После этого фиксируем шпильки к подшипнику гайками с каждой стороны и контрим вторыми чтобы не разболталось.
Крепим капролоновую гайку к основанию оси.
Зажимаем конец шпильки в шуруповерт и пробуем переместить ось от начала до конца и вернуть.
Здесь нас поджидает еще пара радостей:
1. Расстояние от оси гайки до основания в центре (а скорее всего в момент сборки основание будет посередине) может не совпасть с расстоянием в крайних положениях, т.к. валы под весом конструкции могут прогибаться. Мне пришлось по оси Х подкладывать картонку.
2. Ход вала может быть очень тугим. Если Вы исключили все перекосы, то может сыграть роль натяжение, тут необходимо поймать момент натяга фиксации гайками к установленному подшипнику.
Разобравшись с проблемами и получив свободное вращение от начала до конца переходим к установке остальных винтов.
Устанавливаем на ПК MACH3, производим настройки и пробуем!
Про настройку отдельно, пожалуй, писать не буду. Это можно еще пару страниц накатать.
У меня целая радость, сохранился ролик первого запуска станка:
Да, когда в этом видео производилось перемещение по оси Х был жуткий дребезг, я к сожалению, не помню уже точно, но в итоге нашел то ли шайбу болтающуюся, то ли еще что-то, в общем это было решено без проблем.
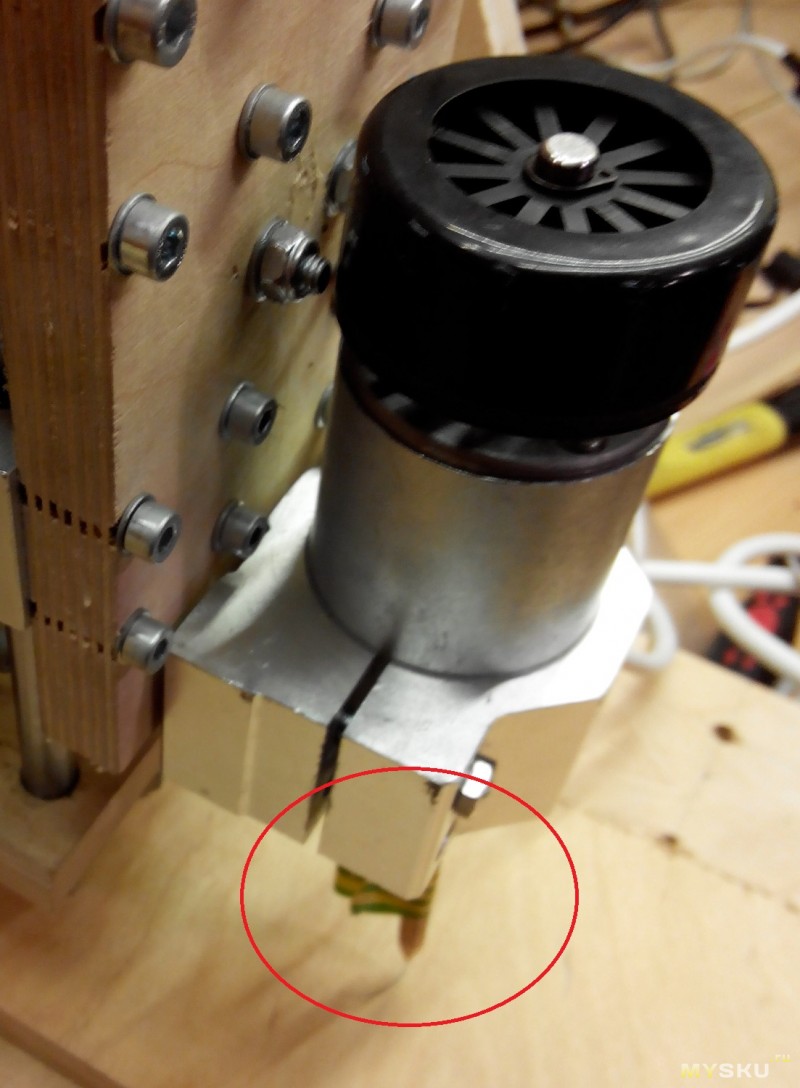
Далее необходимо поставить шпиндель, при этом обеспечив его перпендикулярность (одновременно по Х и по Y) рабочей плоскости. Суть процедуры такая, к шпинделю изолентой крепим карандаш, таким образом получается отступ от оси. При плавном опускании карандаша он начинает рисовать окружность на доске. Если шпиндель завален, то получается не круг, а дуга. Соответственно необходимо выравниванием добиться рисования круга. Сохранилась фотка от процесса, карандаш не в фокусе, да и ракурс не тот, но думаю суть понятна:
Находим готовую модель (в моем случае герб РФ) подготавливаем УП, скармливаем ее MACHу и вперед!
Работа станка:

фото в процессе:
Ну и естественно проходим посвящение ))
Ситуация как забавная, так и в целом понятная. Мы мечтаем построить станок и сразу выпилить что-то суперкрутое, а в итоге понимаем, что на это время уйдет просто уйма времени.
В двух словах:
При 2Д обработке (просто выпиливании) задается контур, который за несколько проходов вырезается.
При 3Д обработке (тут можно погрузиться в холивар, некоторые утверждают, что это не 3Д а 2.5Д, т.к. заготовка обрабатывается только сверху) задается сложная поверхность. И чем выше точность необходимого результата, тем тоньше применяется фреза, тем больше проходов этой фрезы необходимо.
Для ускорения процесса применяют черновую обработку. Т.е. сначала производится выборка основного объема крупной фрезой, потом запускается чистовая обработка тонкой фрезой.
Далее, пробуем, настраиваем экспериментируем т.д. Правило 10000 часов работает и здесь ;)
Пожалуй, я не буду больше утомлять рассказом о постройке, настройке и др. Пора показать результаты использования станка — изделия.
Как видите в основном это выпиленные контуры или 2Д обработка. На обработку объемных фигур уходит много времени, станок стоит в гараже, и я туда заезжаю ненадолго.
Тут мне справедливо заметят — а на… строить такую бандуру, если можно выпилить фигуру U-образным лобзиком или электролобзиком?
Можно, но это не наш метод. Как помните в начале текста я писал, что именно идея сделать чертеж на компьютере и превратить этот чертеж в изделие и послужили толчком к созданию данного зверя.

Ну и специально для MYSKU
Простая прямая пазовая фреза:
Видео процесса:
На этом я буду сворачиваться, но по правилам надо бы подвести итоги.
Минусы:
— Дорого.
— Долго.
— Время от времени приходится решать новые проблемы (отключили свет, наводки, раскрутилось что-то и др.)
Плюсы:
— Сам процесс создания. Только это уже оправдывает создание станка. Поиск решений возникающих проблем и реализация, и является тем, ради чего вместо сидения на попе ровно ты встаешь и идешь делать что-либо.
— Радость в момент дарения подарков, сделанных своими руками. Тут нужно добавить, что станок не делает всю работу сам :) помимо фрезерования необходимо это все еще обработать, пошкурить покрасить и др.
Большое Вам спасибо, если Вы еще читаете. Надеюсь, что мой пост пусть хоть и не подобьет Вас к созданию такого (или другого) станка, но сколько-то расширит кругозор и даст пищу к размышлениям. Также спасибо хочу сказать тем, кто меня уговорил написать сей опус, без него у меня и апгрейда не произошло видимо, так что все в плюсе.
Приношу извинения за неточности в формулировках и всякие лирические отступления. Многое пришлось сократить, иначе текст бы получился просто необъятный. Уточнения и дополнения естественно возможны, пишите в комментариях — постараюсь всем ответить.
Читайте также: