
Центровка шкивов ременной передачи своими руками
Добавил пользователь Алексей Ф. Обновлено: 18.09.2024
Подготовка ременных и цепных передач к монтажу заключается в проверке биения шкивов с помощью рейсмуса или индикатора. Быстроходные шкивы проверяют на сбалансированность. Различают торцевое и радиальное биение шкивов. Для шкивов диаметром 150— 600 мм торцевое биение допускается в пределах 0,1—0,4 мм, а радиальное 0,05—0,25 мм.
После посадки шкивов на место установки механизмов и двигателя посредством штихмаса контролируют параллельность валов рабочего органа и привода. Совпадение средних плоскостей, соединяемых ремнем шкивов, проверяют линейкой (рис. 7.13), прикладывая ее к торцам шкивов, а при большом межцентровом расстоянии — отвесом или натянутой струной. Для этого один конец струны закрепляют на ободе большого шкива, другой — оттягивают несколько в сторону и затем осторожно подводят струну к большому шкиву, пока она не коснется шкива в точке, диаметрально противоположной точке закрепления струны. В этом положении струну закрепляют. Меньший шкив устанавливают так, чтобы он коснулся струны двумя диаметрально противоположными точками обода.

Рис. 7.13. Проверка правильности установки шкивов при помощи приспособлений:
1 — линейки; 2 — отвеса; 3 — стрелки; 4 — шкива; 5 — шнура
Шкивы, соединенные ремнем, должны находиться друг от друга на расстоянии, нормируемом в зависимости от их диаметров.
Угол обхвата ремнем меньшего шкива должен быть не менее 150°. Для передач с натяжным роликом угол обхвата меньшего шкива должен быть не менее 180°.
При клиноременных передачах на рабочей поверхности канавок шкивов не допускаются царапины, раковины, заусенцы и другие повреждения. Канавки шкивов должны быть расположены без смещения друг относительно друга; угол охвата меньшего шкива должен быть не менее 120°; межцентровое расстояние между шкивами в клиноременной передаче должно быть не менее 0,5(D j + D2) + 3h (где h — высота сечения ремня).
Разрешается применять бесконечные приводные ремни только заводского изготовления. Не допускается соединение клиновых ремней сшивкой, склейкой, скобами и другими местными средствами. Ветви всех ремней перед пуском и при работе привода должны иметь одинаковые натяжения и прилегать к одной и той же стороне канавок шкивов.
Процесс сборки цепных передач заключается в правильной постановке и закреплении звездочек на валах, надевании и регулировании цепей, проверке параллельности валов и взаимного положения звездочек. Правильность установки звездочек проверяют, контролируя параллельность осей валов и относительное смещение звездочек при параллельных валах (рис. 7.14, а). Звездочки на валах при обычном креплении с помощью шпонок устанавливают так же, как и зубчатые колеса. После
закрепления звездочки на валу ее проверяют на радиальное и торцевое биение (рис. 7.14, б). Допускаемое биение зависит от быстроходности передачи и ее нагруженности. Для точных передач радиальное биение В звездочки допускается не более 0,05—0,06 мм на 100 мм диаметра звездочки, а торцевое С не должно превышать 0,5 мм.

Рис. 7.14. Проверка правильности установки звездочек:
а — контроль параллельности осей валов и относительного смещения звездочек: 1 — линейка; 2 — звездочка; б — проверка звездочек на радиальное и торцевое биение
При сборке цепных передач необходимо, чтобы ведомая ветвь цепи провисала. Это обеспечит правильное набегание цепи на зубья звездочек, снижая тем самым износ этих деталей. Для горизонтальных или наклонных (до 45°) передач стрелу провисания/(рис. 7.15) принимают равной 0,02А (где А — расстояние между центрами звездочек), в передачах, близких к вертикальным,/принимают равной (0,01—0,015)А.

Рис. 7.15. Проверка натяжения цепи:
а — цепь натянута слабо; б — цепь натянута хорошо; 2 — линейка; 2 — ведомая ветвь
Центровка валов электродвигателей и рабочих машин
Центровка валов электродвигателей и соединенных с ним рабочих машин непосредственно влияет на техническое состояние как электродвигателей, так и самих машин. Параллельное смещение осей валов электродвигателей и рабочих машин вызывает деформацию упругих элементов соединительных муфт, пульсацию передаваемых моментов, а также радиальные усилия, передаваемые на подшипники. Угловое смещение осей валов вызывает значительно меньшие пульсации скорости валов, чем их параллельное смещение. Как и параллельное, угловое смещение наиболее опасно при жестком соединении валов. Неправильная центровка валов электродвигателей и рабочих машин в некоторых случаях приводит к возникновению пульсаций токов и моментов.
Центровка электродвигателя относительно вала вращаемой им машины является одной из наиболее ответственных и трудоемких операций при монтаже.
Чтобы обеспечить нормальную работу центрируемых валов и правильное распределение нагрузок между подшипниками при непосредственном соединении электродвигателя с рабочей машиной (при помощи муфты), валы соединяемых машин должны быть установлены в такое положение, при котором торцевые поверхности полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов будут располагаться на одной линии. Практически бывает трудно добиться строгой параллельности плоскостей полумуфт, поэтому валы приходиться соединять при некоторой несоосности их. Величина несоосности зависит от типа применяемых полумуфт. При правильном (соосном) соединении электродвигателя и механизма они работают спокойно, без вибрации.
Путем перемещения двигателя на небольшие расстояния в горизонтальной и вертикальной плоскостях добиваются такого взаимного положения валов двигателя и рабочей машины, при котором величины зазоров между полумуфтами будут равны. Центровка производится в два приема: предварительная и окончательная. При предварительной центровке стальную линейку или стальной угольник прикладывают к образующим обеих полумуфт и проверяют, есть ли зазор между ребром линейки и полумуфтами.

Рис. 1. Центровочные скобы: 1 — наружная скоба; 2 — полумуфта; 3 — внутренняя скоба; 4 — электродвигатель; 5 —хомут; 6, 7, 8 — болты
Такую проверку выполняют в четырех местах: вверху, внизу и в двух боковых направлениях. Если зазор есть, то под лапы электродвигателя подкладывают прокладки толщиной 0,5—0,8 мм. При этом число тонких прокладок не должно превышать 3—4 штук, так как при большем числе прокладок может нарушиться центровка. Если по условиям центровки прокладок оказывается больше, то их необходимо заменить общей прокладкой большей толщины.
Окончательную центровку проводят при помощи одной пары центровочных скоб (рис. 1). Наружная скоба 1 закрепляется на полумуфте 2 рабочей машины, а внутренняя скоба 3 — на полумуфте электродвигателя 4.
Скобы крепятся на полумуфтах при помощи хомутов 5 и болтов 6. В процессе центровки измеряют радиальные a и осевые b зазоры при помощи щупов, индикаторов или микрометров. При этом индикатор или микрометрическую головку устанавливают на место болтов 7 и 8.
Существуют и другие типы скоб для центровки электродвигателя с механизмом; некоторые из них изображены на рис. 2 и 3.
Центровочные скобы устанавливают друг против друга при совпадении маркировочных пометок (рисок) на полумуфтах, поставленных во время спаренной обработки полумуфт на станке или нанесенных перед рассоединением их в начале ремонта. Пометки лучше всего ставить зубилом.


Рис. 2. Скобы для центровки полумуфт: а — центровочные скобы; б — центровочные приспособления; в — центровочные приспособления с хомутами

Рис. 3. Скобы для центровки электродвигателя с механизмом: 1 — скоба; 2 — палец; 3 — прижимной или стопорный болт; 4 — болт для замера зазора; 5 — рекомендуемая форма записи значений зазоров
Посредством винтов устанавливают зазоры по окружности и торцу в пределах 1—2 мм, проверяя отсутствие задевания скоб друг за друга при одновременном проворачивании обеих валов на 360° в направлении вращения электродвигателя. Для измерения зазоров по окружности и торцу оба вала одновременно поворачивают от исходного верхнего положения на 90, 180 и 270°. При каждом из этих положений пластинки щупа должны входить с легким усилием, одинаковым во всех замерах.
При помощи щупа измеряют радиальный зазор a между болтом скобы и полумуфтой и аксиальный зазор b между торцами полумуфт (рис. 3).
Затем поворачивают оба ротора относительно первоначального положения на 90, 180 и 270° и в каждом из этих положений замеряют зазоры a и b. Значения радиальных зазоров записывают вне окружности, аксиальных — внутри окружности, как указано на рис. 3.
Если при проворачивании валов радиальные зазоры a остаются неизменными, а аксиальные зазоры b меняются, то значит, что центры валов совпадают, но оси валов расположены одна к другой под некоторым углом (рис. 4а).
При параллельности валов двигателя и рабочей машины и наличии между ними сдвига (рис. 4б) аксиальные зазоры b при проворачивании валов остаются неизменными, а радиальные зазоры a изменяются.
Наконец, при сдвиге центров валов и расположении осей валов под углом (рис. 4в) будут меняться величины как аксиальных зазоров b, так и радиальных зазоров a.
В заключение валы устанавливают в первоначальное положение (скоба вверху) и вновь замеряют зазор a, который должен совпасть с тем же зазором, замеренным в начале проверки.

Рис. 4. Центровка валов при помощи одной пары скоб: а — центры валов совпадают, но оси расположены под углом; б — валы параллельны, но между ними имеется сдвиг; в — центры валов сдвинуты, а их оси расположены под углом
Отличие в результатах замера зазоров в начале и в конце проверки более чем на 0,02 мм недопустимо и свидетельствует о недостаточно жестком креплении скобы или о смещении валов в осевом направлении. В этом случае скобу следует укрепить более надежно и замер зазоров повторить. Для исключения ошибок от осевого смещения валов при первом замере и после каждого проворачивания необходимо при помощи лома или другим способом подавать валы друг к другу до упора.
Точность центровки определяется сравнением зазоров замеренных в противоположных точках полумуфт. Разность значений этих зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4) должна быть не более указанной в табл. 1.1.
Таблица 1.1. Допустимая разность зазоров
Допустимая разница в значениях зазоров, мм, при частоте вращения, об/мин
Полужесткая или с полужесткими пальцами
Примечание. Меньшая разница в значениях зазоров относится к аксиальным зазорам, а большая — к радиальным.
Расцентровка в горизонтальной плоскости (большая разница в зазорах a2 и a4; b2 и b4) устраняется перемещением по горизонтали корпуса электродвигателя. Расцентровка в вертикальной плоскости (большая разница в зазорах a1 – a3; b1 – b3) устраняется путем изменения толщины подкладок под лапами электродвигателя. Для точной центровки применяется стальная фольга. Количество прокладок должно быть минимальным, так как при большом числе прокладок центровка со временем может нарушиться. Несколько тонких подкладок заменяйте на одну более толстую. Несколько более толстых — на одну еще более толстую. Обязательное условие центровки — после каждого изменения толщины подкладок производите полную затяжку крепежных болтов электродвигателя. Неполная или некачественная затяжка болтов, крепящих двигатель к фундаменту или к монтажной раме, дает неправильную картину изменения зазоров в процессе регулировки.
Хаотичная регулировка зазоров требует очень много времени и сил. Для более быстрого процесса регулировки необходима определенная последовательность в операциях по устранению зазоров.
Первое, что нужно сделать — установить валы параллельно в вертикальной плоскости (соблюдается равенство зазоров b1 = b3), подкладывая подкладки под передние лапы электродвигателя или удаляя их из-под задних лап. Когда равенство зазоров b1 и b3 установлено, проверяете вертикальное смещение валов электродвигателя и приводного механизма (разность зазоров a1 – a3). Если a1 больше a3, вал электродвигателя расположен ниже вала приводного механизма, если же a1 меньше a3 — электродвигатель поднят выше нормы. Разность зазоров a1 – a3 дает толщину подкладки, которую необходимо подложить под передние и задние лапы электродвигателя или, наоборот, удалить (толщину подкладок замеряйте микрометром). Затем снова проверьте допустимую разницу зазоров a1 – a3 и b1 – b3.
Если она находится в пределах нормы, приступайте к регулировке в горизонтальной плоскости. Регулировка производится смещением корпуса двигателя вправо или влево. В заключение еще раз проверьте точность центровки, сравнивая разность значений зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4).
2. Соединение клиноременной передачей
В механических приводах ременные передачи могут служить как для увеличения вращающего момента на приводном валу, так и для увеличения скорости вращения. Клиновидные ремни имеют лучшее сцепление со шкивом и относительно малое скольжение по сравнению с плоскими
ремнями; благодаря этому можно осуществлять передачи с большим (до 10) передаточным числом.
При выборе минимального межосевого расстояния принимают
h — толщина ремня;
D1и D2— диаметры меньшего и большего шкивов, мм.
Угол охвата меньшего шкива

Угол a1 должен быть не менее 120°, а при огибании трех шкивов a1 ≥ 70°.
Наибольшее межосевое расстояние

Рис. 5. Клиновидный ремень
Так как клиновидные ремни имеют стандартную длину, то окончательно межцентровое расстояние после подбора ремня должно быть уточнено по формуле
Выверка и наладка передач, соединяющих валы двигателя и машины, необходимы для нормальной работы электропривода. Они выполняются в процессе монтажа электропривода и заключаются в том, чтобы добиться необходимого расположения электродвигателя относительно закрепленной рабочей машины. Их взаимное расположение определяется видом передач. Различные передачи выверяют различными способами.
Достаточно трудоемкой является выверка непосредственных соединений валов электродвигателя и рабочей машины или механизма с помощью муфт. Для нормальной работы электропривода здесь требуется такое взаимное расположение ЭД и производственного механизма, при котором оси их валов находились бы на одной прямой линии. Подобную выверку передачи часто называют центровкой. Добиться точного выполнения этих требований бывает трудно, поэтому допускаются некоторые отклонения от них. К высокоскоростным электроприводам и жестким соединениям (например, с помощью поперечносвертной муфты) предъявляются более жесткие требования, чем к низкоскоростным электроприводам и эластичным (упругим) соединениям.
Непосредственные соединения выверяют в два приема: предварительно и окончательно. Предварительная выверка может выполняться с помощью металлической линейки (без специальных приспособлений) следующим образом.
Линейку прикладывают ребром к ободу в верхней точке полумуфты на валу машины и проверяют, есть ли зазор между ребром линейки и второй полумуфтой. При наличии зазора под лапы электродвигателя подбивают стальные прокладки толщиной 0,5—0,8 мм до его ликвидации. Если таких прокладок требуется более трех-четырех, их заменяют одной соответствующей толщины, так как большое число прокладок нарушает центровку двигателя при закреплении. Осевое смещение определяют, прикладывая линейку к боковым поверхностям полумуфт, а осевые зазоры устраняют поворотом электродвигателя в горизонтальной плоскости.
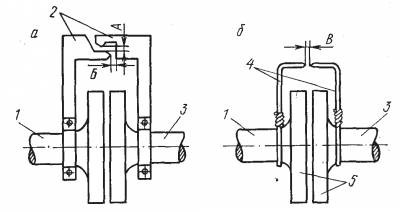
Рисунок 6 – Выверка соосности валов электродвигателя и машины при соединении их муфтами:
а — с помощью скоб; б — с помощью изогнутых проволок; 1 — вал машины; 2 — скобы; 3 — вал электродвигателя; 4 — проволока; 5 — полумуфты.
При высокой точности центровки пользуются специальными скобами, которые закрепляют на ступицах обеих полумуфт с помощью болтов и хомутов (рисунок 6, а). Зазоры А и Б замеряют с помощью щупов в четырех точках по окружности через 90°, начиная с верхней точки. Изменяя положение вала электродвигателя, добиваются равенства одноименных зазоров при любом угле поворота.
Выверку соединений муфтами валов двигателя и рабочей машины в производственных условиях часто выполняют с помощью двух жестких проволок, закрепленных на ступицах обеих полумуфт. Свободные концы предварительно заточенных на конус проволок загибают навстречу друг другу буквой Г (рисунок 6, б). Между остриями стрелок оставляют небольшой зазор (до 1 мм). Обе полумуфты скрепляют болтом (не жестко) и вращают от руки. Изменение зазоров между проволочками в очках 0°, 90°, 180° и 270° замеряют щупом или определяет визуально. При вращении полумуфт добиваются такого положения двигателя в вышеуказанных точках, чтобы зазоры не изменялись.
Электродвигатели с выверенной передачей закрепляет на опорном основании с помощью болтов и гаек и снова выверяют точность установки, так как при закреплении центровка может быть нарушена.
При выверке ременных передач добиваются, чтобы валы электродвигателя и рабочей машины были параллельны, а поперечные оси шкивов находились на одной прямой. Несоблюдение этих условий при плоскоременной передаче приводит к спаданию ремня, а при клиноременной — к преждевременному ее изнашиванию.
В зависимости от межосевого расстояния выверку можно осуществлять металлической линейкой (при малом), либо с помощью нитки или тонкой проволоки (при любом межцентровом расстоянии). При одинаковой ширине шкивов двигатель перемещают до тех пор, пока натянутая нитка не коснется одновременно четырех диаметрально противоположных точек на торцах обоих шкивов. Если межцентровое расстояние небольшое, то для этой цели удобнее пользоваться металлической линейкой, которую прикладывают к шкивам боковой поверхностью (ребром) и добиваются касания четырех диаметрально противоположных точек шкивов.
Если ширина шкивов различная, выверочную линейку прикладывают ребром к двум диаметрально противоположным точкам на торце большего шкива и добиваются, чтобы зазоры между линейкой и крайними точками на торце меньшего шкива были равны половине разности ширины шкивов. В случае, если межосевое расстояние больше длины линейки, то выверить передачу можно с помощью отвесов, переброшенных через поперечные оси шкивов, под которыми натянута нитка.
После выверки передачи электродвигатель закрепляют на опорном основании, передачу закрывают защитным кожухом, обмотки двигателя соединяют по соответствующей схеме и подключают к источнику питания.
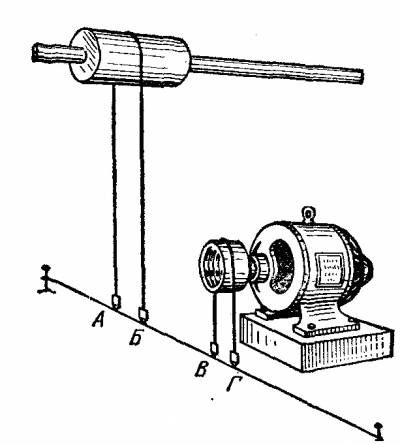
Рисунок 7 – Выверка установки электродвигателя с ременной передачей при разной ширине шкивов
Перед окончательным закреплением выверяют горизонтальное положение двигателя, а также совпадение его оси с осью вала приводимого механизма (выверка линии валов). При ременной передаче такую выверку выполняют с помощью стальных линеек, прикладываемых к торцам шкивов (при одинаковой их ширине). Если ширина шкивов разная, выверку делают шнуровыми отвесами (рисунок 7). От приводимого шкива до пола опускают два отвеса Л и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
День добрый! Подскажи пожалуйста ГОСТ или иной нормативный документ который регламентирует допустимые отклонения непараллельности шкивов в ременной передачи. ООООчень надо. Заранее спасибо.
Безответственный за все
Анурьев В.И. Справочник конструктора-машиностроителя. Том 2 стр.762
Технические требования к передаче. Валы шкивов передачи располагают параллельно, а канавки - одну против другой.
Допускается непараллельность осей вращения не более 1 мм на 100 мм длины, а допуск на смещение канавок шкивов не более 2 мм на 1 м межосевого расстояния, который увеличивается не более чем на 0,02 мм на каждые 100 мм межосевого расстояния свыше 1 м.
Шкивы и особенно их канавки должны быть чистыми. Необходимо исключить возможность попадания в них смазок и растворителей.
При работе ремней комплектами в случае выхода из строя одного из ремней снимается весь комплект.
Такое подойдет? Что подразумевается под иным нормативным документом?
__________________
Если есть возможность куда нибудь влезть или что то разобрать - это должно быть сделано.
Спасибо, Я нашел этот справочник, но у меня судебное дело и хотелось бы найти гост и какой иной нормативный документ.
Безответственный за все
Где шкивы установлены? Может имеет смысл искать документы на установку допустим редуктора относительно электродвигателя? Т.е. не на ременную передачу, а на механизм в котором она используется.
__________________
Если есть возможность куда нибудь влезть или что то разобрать - это должно быть сделано.
Где шкивы установлены? Может имеет смысл искать документы на установку допустим редуктора относительно электродвигателя? Т.е. не на ременную передачу, а на механизм в котором она используется.
Мотокультиватор, в нем ременная передача от двигателя на редуктор, там натяжной ролик натягивает ремень.Вот ремень износился за два часа, снял кожух, ремень растянут, межосевое растояние 26см между шкивами и отклонение параллельности шкивов 3,5мм.
Безответственный за все
ГОСТ 5813-93 страница 20, пункт 5.4. Вот только относится ли мотокультиватор к автотракторной технике? Посмотрите нет ли на редукторе шильдика (таблички с данными редуктора), если он стандартный можно попробовать поискать инструкции на него. Паспорт на культиватор есть? Если есть, что в нем сказано о ремне? Попробуйте поискать документы на культиватор по его марке.
__________________
Если есть возможность куда нибудь влезть или что то разобрать - это должно быть сделано.
ГОСТ 5813-93 страница 20, пункт 5.4. Вот только относится ли мотокультиватор к автотракторной технике? Посмотрите нет ли на редукторе шильдика (таблички с данными редуктора), если он стандартный можно попробовать поискать инструкции на него. Паспорт на культиватор есть? Если есть, что в нем сказано о ремне? Попробуйте поискать документы на культиватор по его марке.
Спасибо, на редукторе ничего не написано и в паспорте тоже ничего ни сказано, что то в таблице не могу разобраться.. написано смещение на 100 мм межцетрового расстояния должно быть не больше 2мм, т.е у меня межцетровое расстояние между шкивами 260мм то допуск какой должен быть? 5мм?
Безответственный за все
Не параллельность валов на которые посажены шкивы не более 2мм. на 100мм. длины вала. Имеется в виду, что при длине валов на которые насажены шкивы 100мм. их взаимная не параллельность не должна превышать 2мм. В вашем случае навряд ли валы длиннее 100мм. Следовательно их не параллельность не более 2мм.
Допуск на смещение канавок шкивов на 100 мм. межцентрового расстояния не более указанного в таблице 12 в зависимости от ширины ремня. Допустим ширина ремня 8,5 мм. Тогда на 100 мм. межцентрового расстояния допускается смещение не более 2 мм. Если межцентровое 260мм. то не более 5,2мм.
Вы писали,,что у Вас непараллельность шкивов 3,5мм. Валы какой длины? Меньше 100мм. - должно быть не более 2мм.
__________________
Если есть возможность куда нибудь влезть или что то разобрать - это должно быть сделано.
Конструктор, инженер-механик на пенсии
Спасибо, Я нашел этот справочник, но у меня судебное дело и хотелось бы найти гост и какой иной нормативный документ.
ГОСТ 1284.1-89, ГОСТ 1284.2-89, ГОСТ 1284.3-89, ГОСТ 20889-88
В интернете их полно, чисто требования по шкивам по моему ГОСТ 1284.2-89 кажисть
Безответственный за все
Подскажите пожалуйста в каком из этих ГОСТ в каком пункте есть указания на допуск расположения шкивов ременной передачи? Я в них такого не нашел (может плохо смотрел?).
__________________
Если есть возможность куда нибудь влезть или что то разобрать - это должно быть сделано.
Конструктор, инженер-механик на пенсии
Подскажите пожалуйста в каком из этих ГОСТ в каком пункте есть указания на допуск расположения шкивов ременной передачи? Я в них такого не нашел (может плохо смотрел?).
ГОСТ 1284.2-89 Ремни приводные клиновые нормальных сечений. Технические условия
Смотри скрины, в принципе те же требования допуска что изложены в Анурьеве
ГОСТ 20889-88 Шкивы для приводных клиновых ремней нормальных сечений. Общие технические условия
Оснащение проходки горных выработок, ПОС, нормоконтроль, КР, АР
1) Может это просто брак и завод готов вам заменить культиватор ? Нет смысла идти в суд, если вы не пробовали договориться.
2) Подозреваю проще кустарно заменить ремень самодельной фигнёй и устроить антирекламную акцию продукции и заводу изготовителю.
3) В суде вам должно быть глубоко без разницы параллельность шкивов и вся фигня. Считайте что он работает на магии. А у вас брак мотокультиватора в целом, так как только 2 часа он не должен работать. В суде вы должны сослаться на плохое гарантийное обслуживание или отказ в нём.
4) И ещё вопрос кому подавать иск. Продавцам или заводу ? Я не знаю.
5) А что написано в инструкции по эксплуатации и талоне мелким шрифтом ? "Отказываюсь от любых замечаний. " ?
1) Может это просто брак и завод готов вам заменить культиватор ? Нет смысла идти в суд, если вы не пробовали договориться.
2) Подозреваю проще кустарно заменить ремень самодельной фигнёй и устроить антирекламную акцию продукции и заводу изготовителю.
3) В суде вам должно быть глубоко без разницы параллельность шкивов и вся фигня. Считайте что он работает на магии. А у вас брак мотокультиватора в целом, так как только 2 часа он не должен работать. В суде вы должны сослаться на плохое гарантийное обслуживание или отказ в нём.
4) И ещё вопрос кому подавать иск. Продавцам или заводу ? Я не знаю.
5) А что написано в инструкции по эксплуатации и талоне мелким шрифтом ? "Отказываюсь от любых замечаний. " ?
Я обратился к продавцу и написал претензию, он ответил что это моя вина что ремень износился , так как я не отрегулировал натяжение тросов
Читайте также: