
Центратор для скважины как сделать
Добавил пользователь Alex Обновлено: 19.09.2024
Изобретение относится к строительству и эксплуатации нефтяных и газовых скважин, в частности к технологическому обустройству скважин различного назначения на различных этапах. Сущность изобретения: пружинный центратор для скважины включает верхнюю обечайку, нижнюю обечайку с радиальными резьбовыми отверстиями, пружинные планки, размещенные между верхней и нижней обечайками и соединенные с последними, винты с наружной резьбой под резьбовые отверстия нижней обечайки для фиксации последней к телу трубы, на которой задана установка пружинного центратора. При этом нижняя обечайка имеет наружные высадки в виде кольцевых буртов, вокруг каждого резьбового отверстия диаметром и высотой, обеспечивающими возможность крепления нижней обечайки с необходимым усилием к телу упомянутой трубы с помощью винтов. Эти винты выполнены с дополнительной функцией внесения гидравлических возмущений в режим скважинной жидкости в зоне пружинных планок. 9 з.п. ф-лы, 2 ил.
Формула изобретения
1. Пружинный центратор для скважины, включающий верхнюю обечайку, нижнюю обечайку с радиальными резьбовыми отверстиями, пружинные планки, размещенные между верхней и нижней обечайками и соединенные с последними, винты с наружной резьбой под резьбовые отверстия нижней обечайки для фиксации последней к телу трубы, на которой задана установка пружинного центратора, при этом нижняя обечайка имеет наружные высадки в виде кольцевых буртов вокруг каждого резьбового отверстия диаметром и высотой, обеспечивающими возможность крепления нижней обечайки с необходимым усилием к телу упомянутой трубы с помощью винтов, которые выполнены с дополнительной функцией внесения гидравлических возмущений в режим скважинной жидкости в зоне пружинных планок.
2. Пружинный центратор для скважины по п.1, отличающийся тем, что в качестве трубы, на которой задана установка пружинного центратора выбрана обсадная колонна.
3. Пружинный центратор для скважины по п.1, отличающийся тем, что в качестве трубы, на которой задана установка пружинного центратора, выбрана бурильная колонна.
4. Пружинный центратор для скважины по п.1, отличающийся тем, что в качестве трубы, на которой задана установка пружинного центратора выбрана колонна насосно-компрессорных труб.
5. Пружинный центратор для скважины по п.1, отличающийся тем, что верхняя и нижняя обечайки и пружинные планки скроены из одного листа заданной толщины.
6. Пружинный центратор для скважины по п.1, отличающийся тем, что резьбовые отверстия размещены на продолжении продольных линий, проходящих на равном расстоянии между соседними пружинными планками ближе к нижнему торцу нижней обечайки.
7. Пружинный центратор для скважины по п.1, отличающийся тем, что резьбовые отверстия размещены на продолжении продольных линий, проходящих по середине пружинных планок ближе к верхнему торцу нижней обечайки.
8. Пружинный центратор для скважины по п.1, отличающийся тем, что винты выступают над кольцевыми буртами и имеют различный диаметр по длине и/или нарезку по боковой поверхности, и/или грани.
9. Пружинный центратор для скважины по п.5, отличающийся тем, что при толщине обечаек в 3 мм внутренний диаметр резьбового отверстия принят не менее 10 мм, при этом высота кольцевых буртов вокруг каждого резьбового отверстия принята не менее 5 мм, а винт имеет некруглую головку и выступает над кольцевым буртом на высоту не менее половины расстояния пружинной планки от тела трубы.
10. Пружинный центратор для скважины по п.5, отличающийся тем, что при толщине обечаек в 4 мм внутренний диаметр резьбового отверстия принят не менее 8 мм, при этом высота кольцевых буртов вокруг каждого резьбового отверстия принята не менее 4 мм, а винт имеет не круглую головку и выступает над кольцевым буртом на высоту не менее половины расстояния пружинной планки от тела трубы.
Описание изобретения к патенту
Настоящее изобретение относится к строительству и эксплуатации нефтяных и газовых скважин, в частности к технологическому обустройству скважин различного назначения на различных этапах.
Известен пружинный центратор для скважины, включающий корпус с концевыми частями в виде колец с центрирующими ребрами и отверстиями для крепежных элементов, выполненных в виде трубок с развальцованными концами (см., например, RU 98465 U1, 20.10.2010).
Недостатком известного устройства является неизбежное разрушение центратора в процессе его спуска в скважину, обусловленное механическим креплением планок к корпусу посредством развальцованных трубок.
Известен пружинный центратор для скважины, включающий два крепежных элемента и соединенные с ними пружинные планки, причем концы крепежных элементов соединены сварным швом, а в нижнем выполнены резьбовые отверстия с установленными в них фиксирующими винтами, выполненными с наружной и внутренней фасками, образующими острую кромку (см., например, RU 91737 U1, 27.02.2010).
Данный центратор является цельнокроеным из листа определенной толщины, достаточной для выполнения основных функций устройства. В то же время площадь взаимодействия контакта резьбовых поверхностей винтов и отверстий, выполненных в крепежном элементе, не достаточна для обеспечения надежной фиксации рассматриваемого устройства к телу колонны. Кроме того, в процессе различных операций в скважине под пружинными планками (своеобразной застойной зоне) накапливается шлам, который нарушает нормальный режим эксплуатации скважины. Если, в частности, речь идет об эксплуатационной колонне, то в зоне установки центраторов следует ожидать некачественного цементирования и, следовательно, увеличения вероятности заколонных проявлений, ведущих к снижению качества строительства скважины в целом.
Техническим результатом изобретения является повышение надежности работы устройства в скважине за счет повышения надежности крепления к телу трубы и активизации гидравлического режима в месте установки этого устройства в скважине.
Необходимый технический результат достигается тем, что пружинный центратор для скважины включает верхнюю обечайку, нижнюю обечайку с радиальными резьбовыми отверстиями, пружинные планки, размещенные между верхней и нижней обечайками и соединенные с последними, винты с наружной резьбой под резьбовые отверстия нижней обечайки для фиксации последней к телу трубы, на которой задана установка пружинного центратора, при этом нижняя обечайка имеет наружные высадки в виде кольцевых буртов вокруг каждого резьбового отверстия диаметром и высотой, обеспечивающими возможность крепления нижней обечайки с необходимым усилием к телу упомянутой трубы с помощью винтов, которые выполнены с дополнительной возможностью внесения гидравлических возмущений в скважинную жидкость в зоне пружинных планок.
в качестве трубы, на которой задана установка пружинного центратора выбрана обсадная колонна;
в качестве трубы, на которой задана установка пружинного центратора выбрана бурильная колонна;
в качестве трубы, на которой задана установка пружинного центратора выбрана колонна насосно-компрессорных труб;
верхняя и нижняя обечайки и пружинные планки скроены из одного листа заданной толщины;
резьбовые отверстия размещены на продолжении продольных линий, проходящих на равном расстоянии между соседними пружинными планками ближе к нижнему торцу нижней обечайки;
резьбовые отверстия размещены на продолжении продольных линий, проходящих по середине пружинных планок ближе к верхнему торцу нижней обечайки;
винты выступают над кольцевыми буртами и имеют различный диаметр по длине и/или нарезку по боковой поверхности, и/или грани;
при толщине обечаек в 3 мм внутренний диаметр резьбового отверстия принят не менее 10 мм, при этом высота кольцевых буртов вокруг каждого резьбового отверстия принята не менее 5 мм, а винт имеет не круглую головку и выступает над кольцевым буртом на высоту не менее половины расстояния пружинной планки от тела трубы. При такой толщине обечайки выполнение внутреннего диаметра резьбового отверстия менее 10 мм и высоте кольцевых буртов менее 5 мм не может быть обеспечена достаточная площадь взаимодействия резьбовых поверхностей (в отверстии и винте под это отверстие) и, следовательно, не может быть обеспечена достаточная надежность крепления центратора к телу трубы;
при толщине обечаек в 4 мм внутренний диаметр резьбового отверстия принят не менее 8 мм, при этом высота кольцевых буртов вокруг каждого резьбового отверстия принята не менее 4 мм, а винт имеет некруглую головку и выступает над кольцевым буртом на высоту не менее половины расстояния пружинной планки от тела трубы. При такой толщине обечайки выполнение внутреннего диаметра резьбового отверстия менее 8 мм и высоте кольцевых буртов менее 4 мм не может быть обеспечена достаточная площадь взаимодействия резьбовых поверхностей (в отверстии и винте под это отверстие) и, следовательно, не может быть обеспечена достаточная надежность крепления центратора к телу трубы.
В каждом конкретном случае в зависимости от принятой технологии (в частности, спуск колонны с промывкой или без промывки, скорость спуска самой колонны с центраторами) места выполнения резьбовых отверстий на нижней обечайке могут быть различными. Они могут быть выполнены, например, ближе к нижнему торцу нижней обечайки или ближе к верхнему торцу нижней обечайки, против пружинных планок или между пружинными планками, что способствует в той или иной мере созданию необходимого гидравлического режима - гидравлического возмущения в зоне установки пружинных центраторов, точнее под пружинными планками. Конкретную схему выверяют на моделях. На них подбирают длину и тип винтов под резьбовое отверстие, непосредственно задающих необходимое гидравлическое возмущение. Винты над кольцевыми буртами могут быть выполнены определенной длины и с особой формой, задающими необходимую турбулизацию потока жидкости за ними в направлении от забоя скважины. Для этого они могут быть выполнены выступающими над кольцевыми буртами на длину, например, не менее половины расстояния пружинной планки от тела трубы. При этом форма винтов, выступающих над кольцевыми буртами, может быть различной - различного диаметра по длине и/или с нарезкой по боковой поверхности, и/или с гранями, плоскости которых могут быть ориентированы перпендикулярно входящему потоку.
Заявленное изобретение поясняется чертежами.
На фиг.1 изображен общий вид пружинного центратора;
на фиг.2 изображен узел фиксации упомянутого центратора к телу трубы.
Пружинный центратор (фиг.1) установлен на трубе 1. Упомянутый центратор выполнен, например, цельнокроеным. Он состоит из нижней 2 и верхней 3 обечаек и пружинных планок 4. Каждая из обечаек имеет продольный сварной шов. В нижней обечайке 2 (фиг.2) ближе к ее нижнему торцу на продолжении продольных линий, проходящих на равном расстоянии между соседними пружинными планками, выполнены отверстия 5. Отверстия 5 выполнены прошивкой специальным инструментом-пуансоном при нагреве локальных участков нижней обечайки 2. При этом диаметр отверстия выбран с учетом последующего нарезания в нем резьбы 6 под фиксирующие винты 7 (показаны условно). При выполнении отверстий (при прошивке) происходит деформация нагретого участка обечайки 2 и образование кольцевого бурта 8. Таким образом, кольцевой бурт 8 обеспечивает возможность увеличить длину резьбовой поверхности 6 отверстия без увеличения толщины обечайки 2. Длина резьбовой поверхности, диаметр винта 7 в отверстии 5 и наличие острых кромок 9 винта 7 обеспечивают необходимую фиксацию центратора к телу трубы 1. Винты 7 выступают над кольцевым буртом (условно не показано), например, на длину не менее половины расстояния пружинной планки от тела трубы и обеспечивают дополнительную функцию по внесению гидравлических возмущений в режим скважинной жидкости в зоне пружинных планок. Такое выполнение обеспечивает вымывание шлама и прочих накоплений из пространства под пружинными планками.
После установки на колонне труб необходимого количества пружинных центраторов ее спускают в скважину на заданную глубину. При спуске обсадной колонны пружинные планки 4 деформируются, и сила их упругости устанавливает колонну труб по центру скважины. При этом скорость спуска колонны труб и/или промывку скважины осуществляют с такой скоростью, чтобы винты 7, выступающие над кольцевыми буртами 8, обеспечивали наиболее оптимальный режим гидравлических возмущений в скважинной жидкости в зоне пружинных планок для вымывания под ними шлама и прочих накоплений скважины.
Преимуществом заявленного устройства перед известными является повышение качества строительства скважины, в частности качества цементирования обсадных колонн за счет получения равномерного зазора между обсадной трубой и стенками скважины, сплошь заполненного цементом, что исключает возможность появления заколонных межпластовых перетоков.
Кроме того, сокращается стоимость изготовления центратора за счет упрощения его конструкции. Благодаря исключению разрушения устройства в процессе спуска повышается надежность его работы.

Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
-
Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров












Независимо от размеров, центраторы бывают двух основных типов — внутренние и внешние. Аббревиатурное обозначение центраторов позволяет определить его тип (буквенный индекс) и максимальный размер труб (цифровой индекс), который они могут соединять.
Внутренние
Внутренние центраторы (ЦВ) обеспечивают доступ ко всей наружной поверхности свариваемых труб и позволяют накладывать непрерывный шов без предварительных точечных стыковок (прихваток). Они позволяют исправлять небольшие вмятины и отклонения от цилиндрической формы, выравнивания кромок по центру трубы.
По конструктивным особенностям можно выделить несколько типов таких приспособлений:
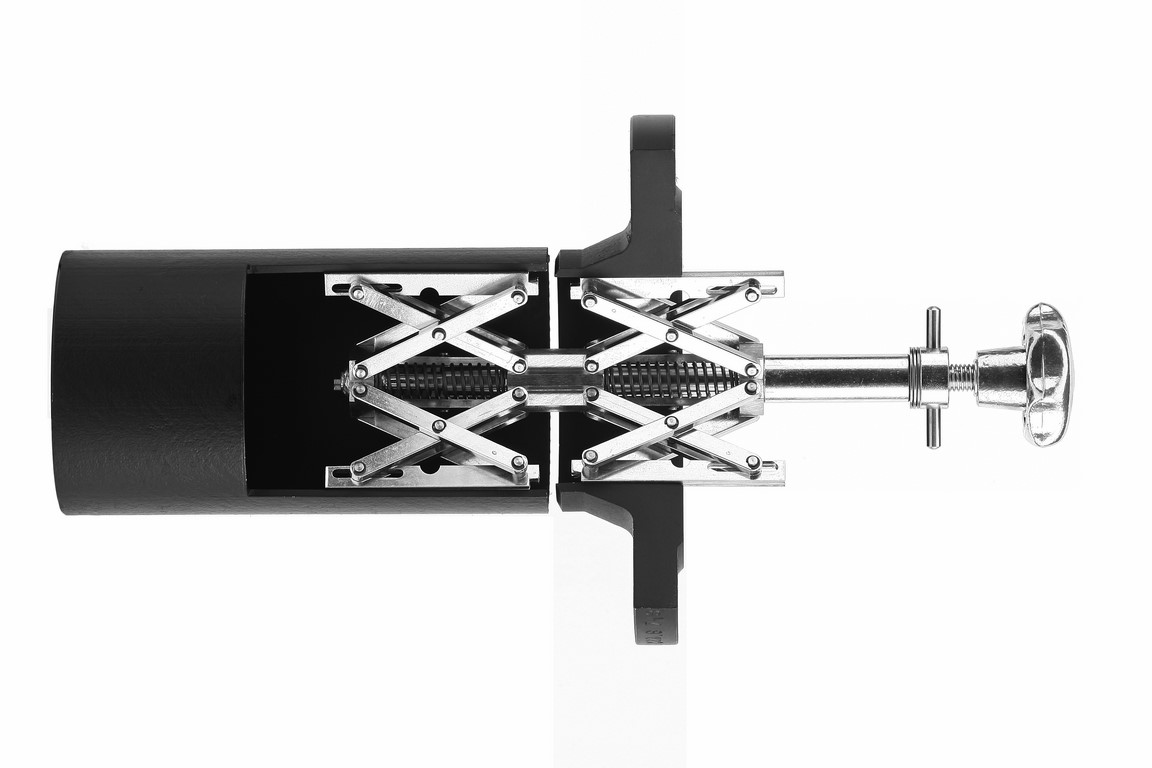
- Ножничные (ЦВН) – предназначены для соединения труб разного диаметра.
- Ручные с распорными крыльями (ЦВР) – для соединения небольшого диаметра, распорка осуществляется за счет ручного нажимного винта.
- Гидравлические (ЦВГ) – позволяют соединять несколько труб, перемещая устройство внутри трубопровода с помощью специальной штанги.
- Самоходные гидравлические – перемещаются внутри свариваемых трубопроводов за счет дистанционного управления.

Распорка таких центраторов осуществляется за счет устройств, называемых жимками. Жимки устанавливаются в трубу и помощью гидравлического (или ручного) привода осуществляют фиксацию стыков труб. Гидравлика аппарата корректирует отклонения трубы от формы правильной окружности.
Центратор устанавливается на кромке одной трубы, а другая труба надвигается на него до получения необходимого зазора. Затем оборудование фиксирует рабочее положение труб и начинается процесс сварки шва.
Так как при проведении сварочных работ необходим приток воздуха, который остужает поверхность металла, некоторые внутренние центраторы оснащаются вентиляторами. Либо, при необходимости, применяется технический вентилятор.
Наружные
Центраторы наружные (ЦН), которые не вводятся в трубу, являются захватами со скобами, которые соединяются шарнирами. Такие приспособления позволяют стыковать трубы разных диаметров, угольники, отводы и иную арматуру. В отличие от механизмов, применяемых внутри трубы, такие центраторы позволяют аккуратно соединять внешнюю кромку труб, но плохо подходят в ситуациях, когда требуется точное совмещение внутренних кромок.

Для труб большого диаметра применяются массивные центраторы, для применения которых требуется спецтехника (краны, манипуляторы). Вот основные типы таких приспособлений:
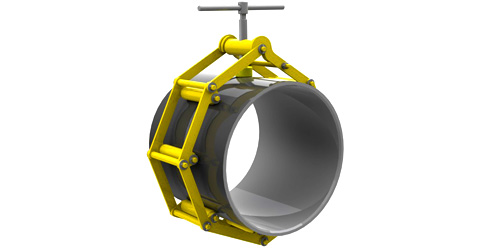
Звеньевые (ЦЗН) – многогранники, которые за счет установки или съема дополнительных колец-звеньев могут настраиваться для фиксации труб разного диаметра, стяжка для закрепления центратора производится за счет нажимного винта. Таким образом, один центратор может использоваться как для труб диаметром 50 мм, так и для труб диаметром до 2 метров. Модификации, оснащенные гидравлическим домкратом (ЦЗН-Г), позволяют увеличить силу стяжки, улучшая качество соединения и выравнивая контуры соединяемых труб;
Цепные (ЦНЦ) – самые затягиваются вокруг соединяемых труб, состоят из двух компонентов – цепи и натяжного механизма,
Эксцентриковые (ЦНЭ) – за счет конструкции, представляющей собой дуги разного диаметра и регулировочную перемычку, позволяют соединять между собой трубы разного диаметра, трубы с отводами и переходниками. Рабочий диапазон диаметров таких центраторов – от 89 до 426 мм,
Арочные (ЦАН, ЦАН-Г) – выполняются в виде дугообразных секций, соединенных шарнирами, стягиваются с помощью гидравлического привода. Могут оснащаться устройством рихтовки для выравнивания несовпадающих торцов за счет перемещения упоров. Такие центраторы позволяют соединять трубы диметром от 320 до 820 мм.

Пример параметров наружных гидравлических центраторов
Трубы малого диаметра соединяются специальными приспособлениями, которые можно устанавливать на сварочных столах, либо применять при сварочных работах непосредственно на месте:
- Тисками цепными и упорами.
- Простыми струбцинами в форме клещей с фиксатором.
- Струбцинными центраторами (ЦС) для сварки труб и соединительной арматуры.

Обычно, такие центраторы предназначены для труб одного диаметра. Однако при необходимости регулярной сварки труб разного диаметра можно изготовить самодельный фиксатор либо приобрести специальное устройство с независимыми фиксаторами для каждой трубы. Ручные фиксаторы требуют предварительной стыковки труб на прихватки, а проваривание шва осуществляется после съема струбцины.
Разновидностью внешнего центратора является устройство для соединения труб, изготовленных из ППУ. Данное устройство позволяет соединять пластиковые трубы методом диффузной сварки: трубы вставляются в устройство, нагреваются, а затем соединяются легким нажатием рук. При этом сохраняется их ровное направление.
Пружинные
Отдельным видом центрирующих устройств является пружинный центратор для обсадной трубы (колонны). Эти механизмы используются при бурении нефтяных и водяных скважин, иных конструкций подземного или подводного использования.
С помощью таких центраторов обеспечивается равномерный зазор между трубой и стенками скважины, чтобы бетонный раствор заливался без образования пустот и разрывов.

Пружинные центраторы состоят из двух обечаек и нескольких стальных планок, которые опираются на стенки скважины и не позволяют трубе раскачиваться. Такие механизмы имеют только два сварных шва, а металлические пластинки, выполняющие обжимную функцию, изготовлены из цельных пластин стали.
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.

Внутренние центраторы чаще используются для стыковки труб больших диаметров
Что такое центратор для труб
Процесс сварки труб друг с другом иногда приобретает очень сложный характер, особенно когда диаметр сечения большой. Связано это с тем, что концы не всегда получается надёжно зафиксировать в ручную.
Фиксация отрезков трубы необходима для того, что бы сварной шов был оптимальным по размеру, а соединение прослужило долгое время. Во время прокладки труб водоснабжения, газоснабжения, ошибка при сварке может привести к серьёзной аварии. Особенно фиксация актуальна для сварки труб в промышленных мероприятиях.
Фиксация производится с помощью специального механизма, который называется центратор для труб. Как правило, данное устройство представляет собой набор звеньев, которые одеваются на участок будущего сварного соединения и фиксируют концы труб очень надёжно. Совершенно не возможно представить себе сварные работы, проводимые на газомагистрали, без центратора, так так диаметр сечения труб здесь может достигать 1500 мм.
Центраторы бывают и внутренние, но такие устройства более сложные в своём исполнении, поэтому более предпочтительны внешние, потому что их легче крепить. Некоторые виды наружных центраторов очень тяжёлые, поэтому монтируются по месту только с помощью техники.
Наружные центраторы можно поделить на три вида:
- звенные (выглядят как многогранник)
- цепные(роль фиксатора выполняет цепь)
- эксцентриковые(две стальные дуги, стягивающиеся перемычкой)
Как уже было упомянуто ранее, существуют и внутренние центраторы, которые используют для соединения магистральных труб. Такие механизмы дорогие, но обеспечивают очень надёжное соединение. Вообще, изначально внутренние центраторы создавали для проведения длительных работ. Такие механизмы сложные в своём исполнении, но и функционал у них более высокий, чем у внешних центраторов.

Использование внутренних центраторов проходит следующим образом:
- подготавливаются отрезки труб( если есть необходимость, зачищаются кромки)
- центратор устанавливается внутрь и пододвигается к краю трубы
- после происходит фиксация центратора на краю
- подводится другой отрезок трубы и так же фиксируется
- проверяется правильность стыковки, после чего проводят сварные работы
Любой сварщик, который хоть раз варил трубы большого сечения, прекрасно понимает, насколько это сложный процесс, если не использовать центратор. Надёжность сварного шва гарантируется только при использовании механизмов фиксации, поэтому экономить деньги на их покупку не стоит.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Особенности выбора
Выбирают подходящее устройство по определенным параметрам. Первый их них – это диаметр. Внутренние центраторы, чаще применяются для работы с большими трубами. Наружный – наоборот, для малых деталей. Также выбор зависит от материала. Если это изделие с полиуретановым покрытием, то варить его можно, лишь с применением внутреннего оборудования.

Важный параметр – давление содержимого трубы на внутреннюю поверхность. При давлении выше 5 атмосфер, для ее установки нужны центраторы с гидрозажимом.
Каждая обсадная колонна подлежит обязательному центрированию на следующих участках:
1. В интервале подъема тампонажного раствора, сформированного по приложению 1, в том числе в обсаженном интервале ранее спущенной колонной, кроме участков, заполняемых тампонажным раствором с целью недопущения разрыва сплошности цементного камня по высоте (приложение 1).
2. Независимо от требований п. 1:
· на цементируемом фильтре;
· непосредственно над башмаком и на расстоянии 3-5 м от башмака эксплуатационной колонны в горизонтальном участке ствола.
Эксцентриситет центрируемой обсадной колонны в любой точке не должен превышать величину
где D, d – соответственно диаметр скважины и диаметр обсадных труб в рассматриваемой точке.
При выборе типоразмеров центраторов необходимо руководствоваться следующими указаниями:
· Для вертикальных участков ствола скважины и участков с углом наклона до 30-35 0 применять центраторы типа ЦЦ-1 (упругие);
· Для наклонных более 35 0 и горизонтальных участков ствола – центраторы типа ЦЦ-2,4 (жестко-упругие) или центраторы-турбулизаторы типа ЦТГ;
· Для участков ствола, осложненных желобными выработками, независимо от угла наклона, как правило, центраторы типа ЦТГ.
Расчет центрирования обсадных колонн
· глубина спуска обсадной колонны L, м - 2572
· диаметр ствола скважины на рассматриваемом участке D, м - 0,2159
· высота подъема цемента HЦ, м – 2572 (0-2572)
· наружный диаметр обсадной колонны dН, м – 0,146
· внутренний диаметр обсадной колонны dВ, м – 0,132
· зенитный угол наклона скважины на рассматриваемом участке α1=55; α2=35; α3=86.
· плотность тампонажного раствора 1 ρТ1, кг/м 3 - 1480
· плотность тампонажного раствора 2 ρТ2, кг/м 3 - 1900
· плотность бурового раствора ρБ, кг/м 3 - 1160
· плотность продавочной жидкости ρП, кг/м 3 - 1000
· вес единицы длины обсадной колонны в воздухе q, кгс/м – 0,243
· первый интервал центрирования колонны hВ – hН, м 950 - 2260
· второй интервал центрирования колонны hВ – hН, м 2260 - 2572
· допустимая нагрузка на центратор [Q], кгс – 1200
· допустимая стрела прогиба [f]
· Жесткость труб обсадной колонны, кгс·м 2
EI = 2,1·10 10 · ·[1-( ) 4 ]
= 2,1·10 10 · ·[1-( ) 4 ] =155346
· Объем вытесненного тампонажного раствора на 1 метре, м 3
· Вес вытесненного тампонажного раствора на 1 метре, кгс
= 0,0167 · 1900 = 31,73
· Внутренний объем 1 метра обсадной колонны, м 3
= 0,785 · 0,132 = 0,0137
· Вес продавочной жидкости на 1 метре, кгс
· Вес 1 метра обсадной колонны с продавочной жидкостью, кгс
· Вес 1 метра обсадной колонны с продавочной жидкостью в цементном растворе, кгс
· Прижимающее усилие, действующее на центратор при расстоянии между центраторами 10 метров , кгс
α1 – зенитный угол наклона ствола скважины на участке расположения рассматриваемой трубы.
· Расстояние между центраторами по допустимой нагрузке на один центратор, м
- Расчет расстояний между центраторами и количество центраторов.
3.1. Сопоставить значения l1 и hЦ = hН – hВ;
при l1 [f] расчет продолжить с п. 3.7.
= 0,33 (0,2159-0,146)/2 = 0,012 м = 12 мм ;
3.7. Определение расстояний между центраторами по значению допустимой стрелы прогиба обсадной колонны, м
3.8 Необходимое количество центраторов в рассматриваемом интервале, шт
Приложение
1. В необсаженном стволе скважины цементированию подлежат:
· продуктивные стволы, кроме предусмотренных к опробованию и эксплуатации открытым стволом или с нецементируемым фильтром;
· продуктивные горизонты, не предусмотренные к опробованию или эксплуатации, и горизонты с непромышленными запасами нефти и газа;
· проницаемые горизонты, насыщенные пресной водой, а также всеми типами минерализованных вод;
· горизонты вторичных (техногенных) залежей нефти и газа;
· интервалы, представленные породами, склонными к пластическому течению и вспучиванию;
· толща многолетнемерзлых пород;
· горизонты, породы которых или продукты их насыщения способны вызвать ускоренную коррозию обсадных труб.
В обсаженной предыдущей колонной части ствола скважины цементированию подлежат те же интервалы, кроме интервалов залегания истощенных горизонтов и горизонтов с непромышленными залежами нефти и газа, не подлежащих опробованию или разработке, а также горизонтов , насыщенных неагрессивными водами.
2. Независимо от требований п. 1 направления, кондукторы, потайные колонны, нижние и промежуточные ступени при ступенчатом цементировании, нижние и промежуточные секции секционных колонн цементируются на всю длину.
3. Минимально необходимая высота подъема тампонажного раствора над флюидосодержащими горизонтами, а также над кровлей подземных хранилищ газа и нефти, над устройством ступенчатого цементирования (стыком секций) верхней ступени (секции) обсадных колонн должна составлять не менее 150-300 м для нефтяных и 500 м для газовых скважин.
4. Все выбранные по п.п. 1-3 интервалы цементирования объединяются в один общий. Не допускается разрыв сплошности цементного кольца за обсадными колоннами на протяжении всего интервала цементирования. Однако расчёт числа центраторов производится только для интервалов по п.1,3
5. Расчёт центраторов производят также для интервалов набора и снижения зенитного угла, с целью обеспечения требования:
Варианты
| № вар | L, м | D, м | HЦ, м | dН, м | dВ, м | α1 | ρ Т, кг/м 3 | ρ Б, кг/м 3 | ρ П, кг/м 3 | hВ – hН, м |
| 0,2445 | 0,1937 | 0,1747 | 2501-2992 | |||||||
| 0,2159 | 0,146 | 0,132 | 2876-3014 | |||||||
| 0,2445 | 0,1937 | 0,1747 | 2710-2890 | |||||||
| 0,259 | 0,168 | 0,150 | 3005-3300 | |||||||
| 0,2159 | 0,146 | 0,133 | 2410-2700 | |||||||
| 0,2159 | 0,168 | 0,153 | 1670-1865 | |||||||
| 0,2159 | 0,146 | 0,133 | 2600-2830 | |||||||
| 0,2159 | 0,146 | 0,133 | 2100-2348 |
Контрольные вопросы
1.Какой тип центраторов следует применять для вертикальных участков скважины и участков с углом наклона до 30-35 0 ?
2.Как зенитный угол наклона скважины влияет на количество центраторов?

Обязательным условием для проведения трубоукладочной работы является наличие высококачественного сварного шва. Чтобы добиться такого результата необходимо использоваться центраторы для сварки труб.
Эффективность приспособлений особенно оценена профессиональными мастерами, которые проводят магистральные и местные трубопроводные работы, поскольку на глаз достаточно трудно определить, совпадет ли кромка одной трубы с другой.
Достоинства и недостатки центраторов для сварки труб
Если вы неправильно соединили трубы, то через короткий промежуток времени у вас может произойти серьезная поломка в виде трещин и разломов, которая принесет большие убытки (особенно в том случае, если объект для работы находятся под землей). Чаще всего сварочные работы делают в промышленности, поэтому очень важно иметь такие крепежи.
- Возможность работать с материалами для теплоизоляции (ППУ) разных диаметров;
- Надежно фиксирует изделия;
- Качественно и прочно соединяет отрезки;
- Отлично функционирует, не давая никаких сбоев.
Это основные плюсы в использовании таких приборов, но все же их можно насчитать намного больше, так как для каждого вида отрезков центратор используют по-разному.
Минус центраторов заключается в том, что они довольно дорогие, поэтому такое чудо техники не каждому по карману.
Что такое центраторы для сварки труб?
Центратор для сварки труб – это специальное приспособление, главной функцией которого является обеспечение нужного совпадения, но не параллельности двух кромок необходимых деталей, прежде чем начинать их сваривать.

Использование центратора для сварки труб.
Благодаря данной процедуре размер в месте сварки выходит стабильным, что позволяет провести механизацию процесса. Помимо того, с применением центратора отсутствует перепад внутренних диаметров на шве.
Благодаря этому не возникает турбулентность в потоке рабочей среды во время перекачки через трубопровод. Также уменьшается коэффициент сопротивления. В результате получается достаточно мощная работа насоса в магистральном трубопроводе.
Любая конструкция центратора, чтобы сварить трубопровод должна иметь:
- Надежную фиксацию всех привариваемых деталей друг с другом.
- Точное соединение на стыке.
- Удобный монтаж и демонтаж.
- Долгосрочность, без влияния внешних факторов либо частоты эксплуатации.
Назначение
Основное назначение центратора – это надежная фиксация свариваемых элементов в правильном положении. Если две трубы будут смещены друг относительно друга или в процессе сварки они будут вибрировать или смещаться, то получить качественный шов будет невозможно. При серьезной нагрузке трубопровод может лопнуть в месте некачественно выполненного сварного соединения.
Совет! Чаще всего, центраторы применяют при выполнении сварных соединений труб большого диаметра.
Центровка при выполнении сварочных работ проводится с использованием специального прибора. Существует несколько разновидностей центраторов, но принцип работы у них один. Оба конца свариваемых деталей обтягивают обсадными кольцами и фиксируют их в нужном положении при помощи специального зажима.
Совет! Диаметр обсадных колец можно менять в зависимости от размера изделий, которые предполагается сваривать.
Преимущества использования
Применение центраторов для сварки труб имеет следующие преимущества:
- возможность выполнить шов максимально точно, высокое качество работы снижает риск аварий на трубопроводе;
- центраторы – это мобильные устройства, поэтому их несложно транспортировать;
- большинство моделей функциональны, с их помощью можно проводить работу с трубами из металла и полимерных материалов разных диаметров.
Виды центраторов и их отличия
Существует два основных типа устройства для соединения труб:
Установку внутренних аппаратов делают внутри трубы, чтобы прочно зафиксировать ее. Чаще всего их используют, чтобы соединить трубопровод из любых материалов. Такие работы выполняются довольно долго, поэтому нужны надежные приборы. Внутренние устройства этого типа можно использовать при больших перепадах температур от +45 градусов до -45, поэтому непрерывная работа с ними может быть обеспечена.
Наружные же механизмы предназначены для обхвата внешней стороны трубы. Это большая конструкция с мощным крепежом, фиксировать которую легко и просто. Но, наружные модели делятся еще на несколько типов, поэтому обязательно нужно изучить их перед тем, как приобрести нужную вам вещь для выполнения определенного типа работ.
И так, наружные устройства делятся на:
- Цепные. Как уже ясно, здесь используют цепи. Их затягивают вокруг ППУ, чтобы не повредить их и сделать прочную фиксацию.
- Звенные. Внешне они имеют форму многогранника, внутри которого находится несколько колец. Есть возможность передвигать звенья, что влечет за собой изменение размера закрытого диаметра устройства.
- Эксцентриковые. Это устройство состоит из двух дуг из стали (их можно регулировать), их сжимают еще дополнительно перемычкой. Такой центратор можно использовать и для крупных ППУ.
Помимо этих видов, существует еще несколько типов подобных устройств, их используют очень редко, но все же стоит о них помнить, так как они тоже могу понадобиться в любой момент.
Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Сварка полимерных материалов делается при креплении частью такого инструмента, притом что весь аппарат делает соединение труб свариванием. На такой процесс очень интересно и приятно смотреть, так как результат очень радует, и мы можем быть уверенны, что последующую проверку труб нужно делать как минимум через несколько лет.
Важно! Как бы вы ни выполняли сварочные работы, и какой бы ни использовали аппарат, обязательно нужно регулировать соосности двух отрезков, из которых должна получиться одна труба.
Какими бывают?
Центраторы для выполнения сварочных работ классифицируют по нескольким признакам:
- по месту установки – бывают внутренние и наружные модели;
- по способу крепления выделяют арочные, цепные, струбционные, многозвеньевые, эксцентриковые;
- по сфере использования выделяют профессиональное и бытовое оборудование.
Совет! Профессиональные центраты – это функциональные модели, которые используются для сварки магистральных сетей. Бытовые модели предназначены для использования в частном строительстве, с их помощью можно самостоятельно провести строительство трубопровода на дачах или на участках загородных коттеджей.
Наружные центраторы для сварки труб
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.

Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
В конечном итоге внутренний центратор проходит по всем участкам соединяемого трубопровода. Специфика данного устройства делает его использование оправданным только при длительной прокладке большого трубопровода – в таком случае проведение сварочных работ может выполняться практически непрерывно.
Место размещения
Устанавливаться центратор может снаружи свариваемых труб или внутри их. Первый вариант используют в том случае, если диаметр трубопровода небольшой – до 2000 мм. Если проводится сварка крупных магистралей, применяются модели, устанавливаемые внутри.
Наружные
Наружный центратор для сварки труб внешне напоминает зажим, который обхватывает трубы снаружи и фиксирует их в нужном положении на время проведения сварочных работ. Преимущества этого варианта оборудования:
- оборудование имеет небольшие габариты и незначительный вес, поэтому при транспортировке не возникает проблем;
- устройства позволяют проводить работы в любых климатических условиях;
- легко и быстро устанавливается, а после завершения работ – демонтируются.
Внутренние
Вторая разновидность прибора – внутренний центратор. Это устройство используется для трубопроводов диаметром больше 2000 мм. Эти центраторы устанавливают внутри, то есть они внешне похожи на распорки. Поскольку это оборудование предназначено для сварки трубопроводов большого диаметра, то вполне естественно, что оно и само является габаритным.
Совет! Внутренние центраторы часто имеют гидравлическое устройство, благодаря которому осуществляется точная центровка и исключает прогиб трубопровода под весом самого оборудования.
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Внутренние центраторы чаще используются для стыковки труб больших диаметров
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Исходя из всего вышесказанного, можно подвести итог, что использование внутренних центраторов для сваривания труб делает процесс организованным и качественным, что немаловажно такой сфере деятельности как строительство.
Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода.
Порядок установки
Установка центратора проводится в процессе подготовительного этапа сварочных работ. Порядок монтажа зависит от модели устройства. Но, в любом случае, нужно выполнить подготовительный этап, во время которого производится зачистка краев свариваемых труб.
Совет! Зачистку удобно проводить болгаркой со специальной насадкой в форме металлической щетки.
Внутренние модели
Действуют при установке внутренних центраторов так:
- оборудование вводится в торец одной из труб;
- вторая труба пододвигается к первой (при помощи грузоподъемной техники);
- гидравлический механизм создает необходимый прижим;
- после этого может производиться сварка.
Совет! При создании сварного шва трубы сильно нагреваются, поэтому необходимо использование воздушного охлаждения.
Наружные модели
Монтаж этого устройства проходит по-другому. Но сначала производится подготовительный этап, то есть, зачистка труб. Порядок действий:
- два отрезка трубы подводятся вплотную друг к другу;
- центратор надевают в месте соединения;
- производится затяжка центратором – вручную или при помощи механизма;
- после проверки надежности монтажа можно приступать к выполнению сварочных работ.
Как выбирать?
Чтобы правильно выбрать модель центратора, нужно учесть условия, в которых устройство будет эксплуатироваться:
- Диаметр труб. Каждая модель имеет ограничения по диаметру труб, для которых её можно использовать.
- Материал. Так, трубы, имеющие полиуретановое покрытие, нельзя сваривать с применением наружных центраторов, необходимо использовать внутренние.
- Объем работ. Если планируется произвести сбоку трубопровода на участке частного дома, то достаточно использовать самый простой и дешевый вариант – цепной наружный центратор. Если же оборудование приобретается для проведения масштабных работ, то нужно отдавать предпочтение профессиональным моделям.
- Условия эксплуатации трубопровода. Если магистраль будет использоваться для транспортировки сред под давлением более 5 атм, то нельзя использовать устройства с ручным зажимом, требуется применение оборудования с гидроприводом.
Итак, центратор – это необходимое оборудование для проведения сварочных работ, если трубы соединяются встык. Выбирать модель центратора нужно с учетом того, какие трубы будут свариваться, а также с учетом давления транспортируемой среды.
Кол-во блоков: 19 | Общее кол-во символов: 24064
Количество использованных доноров: 8
Информация по каждому донору:
Читайте также: