
Зиг машина своими руками
Обновлено: 04.07.2024
Зиговочная машина используется при жестяных работах для соединения цилиндрических деталей, отбортовки кромок и прокатки ребер. Это обязательная стадия обработки изделий из листового металла, поэтому к характеристикам зиговки необходимо подойти внимательно. Исполнительный инструмент зиг машины — прокатные ролики различных профилей. Каждый вид роликов предназначен для выполнения определенной работы. В производстве машина работает в связке с фальцегибом, гильотиной, фальцеосадочным оборудованием и вальцами.
Назначение зиговочных станков
ручной зиговочный станок
Зиговочная машина предназначена для соединения деталей из металла толщиной от 1\2 до 4 мм. На первом этапе прокатывается замок, после чего элементы соединяются между собой. Иногда замок необходимо дополнительно осадить вручную.
Зиговочная машина применяется при:
- производстве цилиндрических жестяных изделий: вентиляционных и водоливных труб, коробов, отливов;
- теплоизоляции трубопроводов;
- обработке обечаек;
- кровельных работах.
Основные виды операций: отбортовка, зиг, гофрирование.
Главное преимущество зиговки перед сваркой — это отсутствие воздействия высоких температур на металл, вызывающих появление внутреннего напряжения и деформации. А также более экономичный способ производства, не требующий приобретения расходных материалов, использования электроэнергии или топлива.
Электролобзик из швейной машины
Вся прелесть изготовления стационарного лобзика из швейной машинки заключается в минимизации точных работ. Надежный кривошипно-шатунный узел уже соединен с креплением иглы, которое достаточно просто переделывается под пилку. По сути, чтобы переквалифицировать аппарат, необходимо устроить механизм натяжения, с противоположной стороны устанавливаемого пильного полотна. В подробностях о том, как как сделать лобзик из швейной машинки, расскажем и покажем далее.

В качестве наглядного примера, будет переработана Советская швейная машинка “Тула” с электроприводом. На основе данного руководства, можно будет переделать в станок большинство других моделей старого образца. Если у Вас другая машинка (что вполне вероятно), детали и их местоположение могут различаться. В таком случае главное подойти к делу рассудительно, с логикой и использовать нижеприведенные советы по обстоятельствам. Итак, для работы потребуется:
- Швейная машина
- Гайка с болтом (полная резьба)
- Пружина или гибкая металлическая пластина (для устройства натяжения)
- Металлические уголки (2 шт.)
Указанные выше компоненты не претендуют на абсолютную точность и приводятся только в качестве ориентира. Размеры требуемых деталей следует подбирать исходя из своих возможностей, ориентируясь на примеры в нижеприведенном видеоролике.
По инструментам:
- Дрель (с набором сверл по металлу)
- Болгарка (с диском по металлу)
- Пассатижи
- Отвертка
На первом этапе сборки, рекомендуется вынуть из швейной машинки все лишние элементы, оставив только кривошипно-шатунный механизм и соединенный с ним иглодержатель. Для установки натяжения пилки, необходимо снять располагаемое под иглой челночное устройство. Если в корпус встроен мотор, его следует оставить, в том случае, если он будет использоваться как основной привод. Если мощности штатного Вам недостаточно, можете его снять и подключить сторонний электропривод.
Нижнее крепление можно изготовить из обычного болта. Для этого понадобиться дрель, сверло по металлу на 3-4 мм, и метчик для нарезания резьбы под такой диаметр. Полученная конструкция должна иметь следующий вид.
Существует 2 типа установки швейной машинки: над столом и под столом. В рассматриваемом нами варианте, аппарат располагается сверху, когда снизу идет механизм натяжения. Автор изделия отказался от пружинного способа натяжения в пользу металлической пластины, вырезанной из полотна ножовки. Просверленное в центре пластины отверстие, служит местом крепления пильного полотна. Сама полоска стали устанавливается в импровизированные пазы, изготовленные из уголков.
На данном этапе, сборка самодельного лобзикового станка из швейной машины считается завершенной. Аппарат способен без труда резать деревянные заготовки, толщиной до 20 мм. При более продвинутой системе натяжения, из хорошей пружины, и наличии мощного мотора, сможет легко брать более высокие значения. Детальный процесс сборки, с комментариями автора, представлен в нижеприведенном видеоролике.
Конструкция зиговочных станков
Зиговочные станки представляют собой пару пластин, выполненных методом гидроабразивной резки с высокой точностью. Между пластинками установлены два вала. Подвижным является верхний вал, он перемещается с помощью прижима винтового типа. Заготовка прижимается равномерно по всей плоскости, поэтому получается ровная, аккуратная зига.
Глубина зигования может регулироваться в зависимости от модели вручную или автоматически. Воздействие на металл производится роликами, которые надеваются на валы. Подобрав подходящую форму роликов, добиваются необходимой формы зига.
Виды зиг машин
электромеханический зиговочный станок
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Зиговочные станки с ручным управлением подойдут для мелких производств и работ на высоте.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Изготовление в домашних условиях
Если вы не желаете покупать заводскую зиговочную установку, то можно сделать ее своими руками. Такой вариант подойдет тем, кто работает с металлом в домашних мастерских и в ограниченных объемах. Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать.
Одним из преимуществ самодельного станка является его простота и дешевизна в изготовлении. Все основные детали можно легко найти в своем хозяйстве или приобрести на рынке. Конечно, количество и характер деталей зависит от типа устройства, которое вы собрались сделать. Существует несколько вариантов производства зиг-машины в домашних условиях. Мы предлагаем один из них.
Для создания устройства вам следует подготовить следующие детали:
- Кронштейн.
- Рабочие валы (2 штуки).
- Хвостовик цилиндра.
- Корпус устройства.
- Защитный кожух.
- Устройство с пружиной.
- Стопорный штырь.
- Детали зубчатой передачи.
- Винт с откидной рукояткой.
- Ролики.
Закрепить устройство можно посредством специального винта, но сделать это следует таким образом, чтобы хвостовик механизма заходил в кронштейн. Корпус аппарата необходимо зафиксировать в одном положении с помощью стопорного штыря. С помощью рукоятки можно регулировать перемещение валов аппарата.
Ролики самодельной зиг-машины приводятся в действие при помощи другой рукоятки и посредством зубчато-ременной передачи. При создании собственного станка обязательно проследите за тем, чтобы элементы передачи были закрыты специальным кожухом.
Такой элемент строения обязательно сделает работу оператора более безопасной. Для детального ознакомления посмотрите соответствующие видео, в которых на просторах интернета нет недостатка.
Видео: ЗИГ машина самодельная ручная.
Технические характеристики зиг машин
Зиговочные станки характеризуются следующими основными параметрами.
| Характеристика | Значение |
| Вид привода | ручной, электромеханический, гидравлический |
| Поперечник роликов | может быть от 50 до мм |
| Вылет роликов | до 350 мм это важный показатель, при выполнении специальных работ подбирается максимальный вылет плеч |
| Количество дополнительных пар роликов | обычно от 4 до 6 пар |
| Толщина металла | от 0,5 до 4 мм |
| Габариты станка | даже гидравлические зиговки занимают мало места |
| Вес станка | от 17 до 300 кг |
Таблица 1. Некоторые характеристики зиговочных станков
Область применения зиг-машин
Зиговочный аппарат соединяет металлические элементы толщиной от 0,5 до 4 мм. Вначале осуществляют прокатывание замка, затем проводят соединение деталей. Если требуется, замок осаживают вручную.
Зиг-машина — особенности
Используют зиговочный станок для обработки изделий из листового металла. Они позволяют:
- изготавливать трубы, отливы и другие промышленные элементы в форме цилиндра;
- обрабатывать обечайки;
- проводить теплоизоляцию трубопроводов;
- создавать гофрированные изделия.
Применяют зиг-машины при кровельных работах по металлу.
Основной плюс зиговки в том, что металл не нагревают, а значит, меньше риск деформации изделия. Кроме того, экономится электроэнергия и расходные материалы.
Виды роликов для зиг машин
ролики для зигмашины
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
- BS, F — выполняют двойной фальц вертикального замка с высотой отбортовки от 4 до 12 мм, она подбирается с учетом толщины материала;
- BB — выполнение отбортовки кромок врезок различной формы, включая тройники, а также для загиба короткого фальца вертикального замка;
- KB — осаживание вертикального замка. Фальцы замка выполняются на вальцах ВВ, ВS и F. Они применяются для соединения отводов и переходов вертикальных фальцев, деталей водосливов и воздухоотводов;
- BD — выполняют отбортовку кромок труб круглого сечения большой длины;
- ZB, ZA — закатывают по кромке трубы проволоку. Предварительно кромка подгибается на роликах V. Эта процедура необходима для увеличения жесткости труб из тонких листов металла, она производится исключительно на зигмашинах;
- AV — сопряжение врезок в вентиляционные заготовки винтовым способом, обеспечивает герметичность;
- DIN 71550 — выполняет полукруглые ребра на заготовках труб небольших поперечников для крепления гибкого шланга. Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования;
- M — выполняют отрезание заготовок труб по поперечнику. В комплекте с держателем из листов вырезает кольца.
Чтобы зиговочный станок выполнял резы качественно, его необходимо оснастить параллельным прижимом вальцов. Полукруглый упор — это дополнение к роликам ВВ. Он используется для внешней отбортовки в вырезах круглой формы плоских деталей.

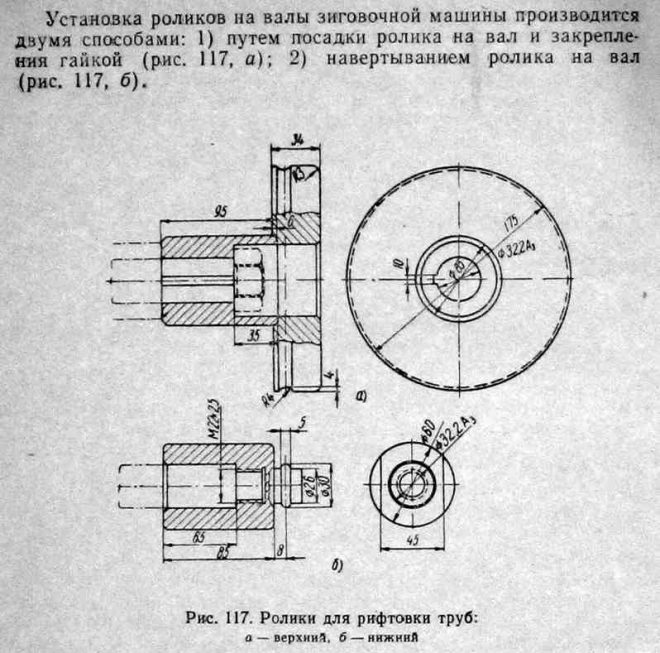
Зиговочный станок предназначен для формовки кромки листового металла, а также для вальцовки листов, из которых делаются потом трубы для печей. Изготовить зиговочный станок для обработки листового металла можно самостоятельно, но без токарного станка здесь не обойтись.

Особенности конструкции зиговочного станка

Чтобы сделать простой зиговочный станок для зиговки листового металла, необходимо выточить на токарном станке два вала с шестеренками на конце. На каждый вал станка нужно также изготовить по две втулки.

На токарном станке изготавливаются зиговочные и гофрирующие ролики. Они надеваются на свободные концы вала. Обрезаем четыре втулки, чтобы получился один ровный край. К перпендикулярной стороне втулок привариваются обрезки стальной полосы.

Затем в полученных заготовка сверлим по одному отверстию. Из толстого листа металла делается основание для самодельного зиговочного станка. Далее приступаем к сборке всей конструкции. Втулки выступают в качестве крепления валов.

К верхней части пластины основания зиговочного станка необходимо приварить гайку, в которую потом будет вкручиваться регулировочный болт — он отвечает за перемещение верхнего вала в вертикальной плоскости.

Подробный процесс изготовления самодельного зиговочного станка для механической обработки листового металла смотрите в видеоролике на сайте.
С помощью зиговочного оборудования можно соединить цилиндрические элементы, отбортовать кромки и прокатать ребра жесткости деталей при жестяных работах. Подобный способ обработки заготовок из листового металла технологически несложен. Моделей зиг-машин на рынке представлено много, можно выбрать варианты с разными приводами и стоимостью. А если потратить немного времени, создать простой станок можно самостоятельно.
Область применения зиг-машин
Зиговочный аппарат соединяет металлические элементы толщиной от 0,5 до 4 мм. Вначале осуществляют прокатывание замка, затем проводят соединение деталей. Если требуется, замок осаживают вручную.

Используют зиговочный станок для обработки изделий из листового металла. Они позволяют:
- изготавливать трубы, отливы и другие промышленные элементы в форме цилиндра;
- обрабатывать обечайки;
- проводить теплоизоляцию трубопроводов;
- создавать гофрированные изделия.
Применяют зиг-машины при кровельных работах по металлу.
Основной плюс зиговки в том, что металл не нагревают, а значит, меньше риск деформации изделия. Кроме того, экономится электроэнергия и расходные материалы.
Типы зиговочных станков
Основное различие зиг-станков – в типе привода. Он может быть:
- ручным;
- электрическим;
- гидравлическим.
Существуют и современные зиговки с ЧПУ. Такой тип управления позволяет полностью автоматизировать процесс, намного ускорить его и повысить производительность.
Станок с ручным приводом способен обработать листы металла не толще 1,2 мм. Закрепление детали и вращение валов производят особыми ручками. Прикрепляется зиговочная машина к рабочему столу с использованием струбцины. Основные плюсы ручного оборудования в том, что оно мобильно и компактно.
Минусом можно считать повышенные требования к умениям оператора. Необходимо обладать определенными навыками, чтобы в одно время и двигать ручку, и держать деталь в нужном положении. Ручные зиговочные станки подходят для небольших производственных цехов либо высотного монтажа.

Зиговочный станок с электрическим или гидравлическим приводом может согнуть листы металла толщиной до 4 мм. Такие машины используют в больших производственных цехах. Зиговочный электрический станок работает за счет двигателя, скорость меняется с помощью преобразователя частоты. Его удобство в том, что руки работника свободны, а управление ведется педальным способом либо с пульта. Это повышает производительность, что очень важно для производств с большим объемом выпускаемых изделий.

Зиговочная машина гидравлического типа может быть только стационарной. Прижимной вал опускают с помощью гидравлического цилиндра, а ролики двигает электромотор. Такой зиговочный механизм удобен для работы с толстыми листами металла. Эти станки высокопроизводительны и потребляют мало электричества, поэтому в какой-то мере могут конкурировать и с машинами, оснащенными ЧПУ.

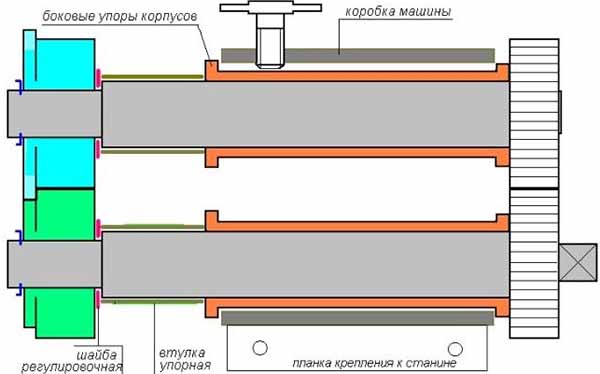
Конструктивные особенности зиг-машин
Один зиговочный аппарат конструктивно не слишком отличается от другого. Их основные элементы – валы – расположены горизонтально, вертикально либо под наклоном. На валы насаживают формирующие ролики, а между ними закрепляют обрабатываемую деталь. Благодаря противоположному движению главных элементов, на металле появляются равномерные углубления. С их помощью и производится необходимое соединение.
Выбирая зиговочный станок, нужно обращать внимание на следующие технические характеристики:
- тип привода;
- поперечник и вылет роликов;
- число прилагаемых пар этих деталей;
- допустимую толщину металла;
- размер станка.

Самые маленькие ролики в поперечнике – 50 мм, их количество варьируется от четырех до шести пар.
Важный показатель – вылет роликов. Лучше приобретать станок с максимальным вылетом – до 350 мм. Это расширит возможности зиговочного оборудования.
Допустимая толщина листа металла – от 0,5 мм до 4 мм. Зиговочная машина много места не займет (за исключением станков с ЧПУ). Весить такой аппарат может от 17 до 300 кг.
До начала работы обрабатываемую деталь фиксируют между валами и проворачивают ручку. На ручных аппаратах из-за их невысокой мощности может понадобиться пропустить заготовку через ролики несколько раз.
Маркировка выпускаемых роликов
От выбора рабочих роликов зависит глубина и форма зиговочного шва. Как используют насадки в зависимости от назначения:
| Маркировка | Что можно делать с помощью подобных роликов | Область применения |
| V | Оформлять кромки деталей, накатывать проволоку | Для изготовления изоляционных коробов и труб |
| E, EV | Гофрировать края труб для уменьшения поперечника | Для создания раструбных сопряжений в вентиляции и водостоках |
| S | Создавать стопорные и жесткие ребра | Для производства различных деталей из листового металла |
| SK | Выполнять широкие прямоугольные ребра | Для фиксации резиновых уплотнителей в круглых трубах вентиляции |
| BS, F | Делать двойную фальцовку вертикальных замков с выбранной высотой отбортовки | Для соединения заготовок из листового металла, кровельных работ |
| BC | Отгибать кромки плоских элементов | Для отбортовки прямоугольных деталей воздуховодов и создания округлых заглушек |
| BB | Отбортовать кромки врезок | Для создания врезок различной формы и вертикального замка на разных деталях |
| KB | Осадить вертикальный замок | Для изготовления элементов магистралей по сливу воды и отводу воздуха |
| BD | Отбортовать края деталей | Для создания длинных трубопроводов круглого сечения |
| ZB, ZA | Закатать проволоку по краю трубы | Для увеличения жесткости труб из тонкого металла |
| KA | Соединить круглые патрубки с последующей точечной сваркой | Для производства воздуховодов и дымоотводов малыми партиями |
| AV | Герметично соединить врезки винтовым методом | Для изготовления вентиляционных заготовок |
| DIN 71550 | Выполнить полукруглые ребра | Для создания поперечников, на которые крепится гибкий шланг |
| M | Резать трубы по поперечнику | Для производства любых трубопроводов |
Для выполнения некоторых операций требуются дополнительные детали. Например, отрезка может проводиться, только если дооснастить ролики параллельным прижимом вальцов. Для вырезки колец нужен специальный держатель. Чтобы отбортовать внешние срезы круглых отверстий понадобится полукруглый упор.
Изготовление станка в домашних условиях
Покупать профессиональный зиговочный станок стоит, если работать с листовым металлом приходится часто. Для редких домашних работ экономичнее будет собрать станок в домашних условиях самостоятельно. Для этого нужно найти подходящие чертежи в интернете или книгах, а также необходимые детали. Для простейшего аппарата потребуются:
- корпус аппарата;
- ограничительный щиток;
- колеса для зубчатой передачи;
- кронштейн;
- рабочие валы;
- формирующие ролики;
- цилиндр-хвостовик.
План сбора оборудования
Корпус изготавливают со съемной крышкой и защитным кожухом из металла толщиной до 5 мм. Его высота зависит от размера валов, плюс нужно учесть расстояние между ними. Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
Для закрепления устройства понадобится станина высотой около 25 см и шириной по размеру корпуса. Ее делают из двух пластин металла, сопряженных в T-образной форме. Крепление аппарата производится специальным стопорным винтом, цилиндрический хвостовик должен войти в чашку кронштейна, вокруг которого поворачивается корпус машины.
Зубчатые колеса обычно берут от старых мотоциклов. А валы вытачивают под их внутренний диаметр. В нижнем рабочем валу нужно просверлить отверстие для ручки. Саму ручку можно сварить или использовать деталь от обычной мясорубки. Под передний подшипник прижимного вала подставляют подвижную опору для более простой выемки материала.
Роликовые детали придется вытачивать самостоятельно. Тем, кто часто применяет зиговочное оборудование, стоит подобрать для этих элементов закаленную сталь. Стоит сразу выточить несколько пар разного профиля. После вытачивания их нужно будет хорошо отполировать. Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Отверстия под роликовые элементы высверливают в центре ограничительного щитка из металла. В среднем его длина составит 18 см, ширина – 12 см, толщина – 3 мм. Ролики фиксируют шплинтами, под которым сверлятся отверстия. При этом учитывается длина самих роликов и толщина шайб. Шплинты реально заменить шпильками либо даже обычными гвоздями.

Электрический зиговочный станок
В домашних условиях можно создать и электрический зиговочный станок. Механическая часть аналогична ручному изделию, но вращение роликов будет осуществляться с помощью электрического привода. Станок оснащают редукционным двигателем с мощностью в 200 B и 15 оборотов в минуту. Соотношение червячного редуктора – до 1:100. Приводить оборудование в движение можно с помощью педали, например, от старой швейной машины.
Зиг-станок позволит соединять металлические элементы в тех случаях, когда сварка невозможна или неэкономична. Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.
Видео по теме: Зиг машина своими руками
На русском языке я не нашел в продаже зубчатых вальцов с ручным или машинным приводом. Тем более не нашел и самодельных устройств, сделанных нашими умельцами. Может быть плохо искал? Но для филиграни часто требуется проволока или полоски с зубчатым зиг-загом. Дети такой проволокой очень любят работать.
Хорошо когда в хозяйстве есть машинка, которая может гнуть проволоку в любой плоскости. Вот как на этом видео:
Смотришь на все ее выверты и это завораживает. Но как только узнаешь цену сразу трезвеешь и идешь искать что-то не такое сложное. Что-то вроде миниатюрных зубчатых вальцов с обычным, ручным приводом.
Такие модели есть. У некоторых из них сразу стоят до четырех пар шестерен с разным шагом, для получения разного рисунка проволоки после прокатки.
Другие более мощные с станиной из чугуна, также имеют в комплекте или их можно купить отдельно шестерни с разным зубом.
Стоят такие машинки до сорока долларов. Еще не меньше десятки, а то и двадцатки обойдется их пересылка из США. Хотя возможно китайские аналоги дешевле.
Но если у вас есть пара шестеренок, то соорудить аналогичную машинку своими руками в домашних условиях не составит труда.
Шестерни могут быть стальными, бронзовыми или даже как у меня пластмассовыми.
Берем деревянную планку и размечаем ее. Тут есть тонкость. Казалось можно было бы взять любой зубчатый механизм и засунув проволоку между шестернями без труда согнуть ее. Уверяю вас – не выйдет. Проволока между шестернями при прокатке превратится в крошку, даже самая тонкая. А толстая просто не пройдет.
Так вот отверстия под шестерни надо просверлить так чтобы остался миллиметровый зазор. Что при изготовлении приспособления из деревянной планки достаточно сложно. Но у меня получилось.
Шестерни я ставил с так чтобы между шестерней и планкой стояло пластмассовая шайба для уменьшения трения.
Шестерни приходится вращать руками, что достаточно тяжело. Можно было бы приспособить ручку с дополнительной шестеренкой, но это в будущем. Так же в будущем и регулировочный винт для того чтобы можно было вальцевать проволоку различной толщины. А пока толщина проволоки менее 0,5 мм, а фольга не толще 0,2 мм.
Читайте также: