
Точечная сварка для кузова автомобиля своими руками
Обновлено: 01.07.2024
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
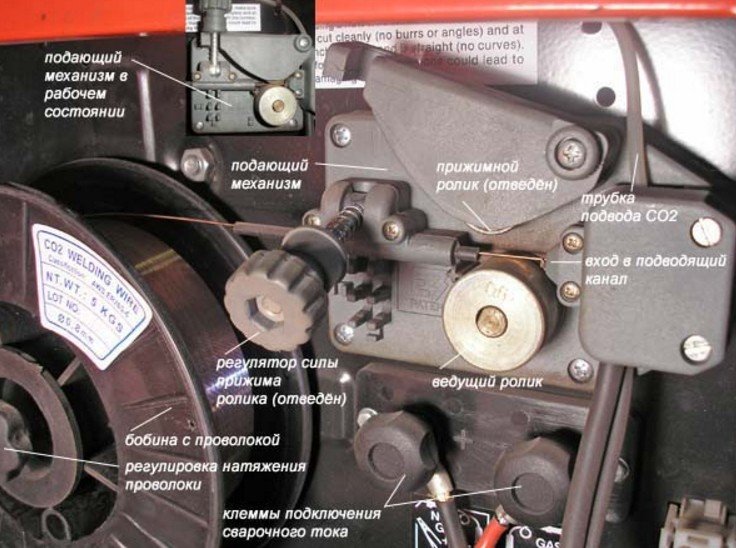
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.

Споттер является разновидностью сварочного аппарата и применяется для точечной сварки. В основе его функциональности положено сопротивление тока. Устройство работает за счет того, что в зоне соприкосновения сварочного материала выделяется тепло при условии подачи электрического напряжения. Обычные сварочные аппараты могут стать фундаментом для самостоятельного изготовления такого устройства. Модель может быть инверторной или трансформаторной.
Назначение споттера
Применяется споттер чаще всего в кузовном ремонте легковых автомобилей. Он востребован в тех случаях, когда по каким-либо причинам нет возможности выровнять поверхность кузовной детали молотком или похожим механическим способом, а повреждения являются небольшими. Тогда места деформации металла нагревают с помощью указанного инструмента. Чтобы сделать его своими руками, важно предварительно разобраться устройстве и функциональности оборудования.
Устранения дефектов с помощью споттера выполняется таким образом. На поврежденном участке монтируется специальный крепеж. Он служит основой для установки самодельного приспособления. А уже с помощью споттера, используя дополнительную оснастку или только физическую силу специалиста, вмятина вытягивается под один уровень с нормальными неповрежденными участками кузова автомобиля. Инструмент очень эффективен и позволяет без ремонта и покраски устранять небольшие дефекты автомобильного кузова.

Свойства и функциональность
Оборудование состоит из нескольких узлов: электрод, пистолет, коробка и кабель. Внутри коробки заключено вся электроника – платы, схемы и прочее деликатные компоненты. Эксплуатация оборудования подразумевает соблюдение определенного порядка выполнения манипуляций.
Место, контактирующее с концом пистолета, начинает постепенно прогреваться. С ростом сопротивления поднимается температура участка металла. В итоге он начинает плавиться в конкретной точке, а остальная поверхность кузова не претерпевает каких-бы то ни было изменений. Как результат – металл прихватывается в определенном месте, после чего его можно потянуть.
Если говорить уж совсем просто, то картина следующая. Споттер не нагревает большую поверхность. Он воздействует только на маленький участок на подобии точечной сварки. Температура нагрева немного ниже критического значения, при котором металл начинает плавиться. К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.

По факту, в этом устройстве и нагрев, и сопротивление такое же как у точечной сварки. Нагревается металл от аппарата, а усилие прилагается специалистом, который прижимает насадку к кузову. Это отдельный вид сварки, которую называют не точечной, а сварка сопротивлением.
Существует две версии споттеров – инверторные и трансформаторные. Первый из них производится в заводских условиях, поскольку для сборки таких моделей требуются дорогостоящие и конструктивно сложные узлы. А вот трансформаторную версию можно сделать и самостоятельно в домашних условиях.
Как сделать споттер
Основой будущей установки служит трансформатор. Обязательно в рабочем состоянии, тем более, что найти его совсем несложно. Если есть старый полуавтомат, то трансформатор можно извлечь из него. А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
Первым делом нужно избавиться от вторичной обмотки, если у трансформатора их две. Дальше на первичную обмотку следует намотать несколько витков медной проволоки. При помощи тестера опытным путем определить количество витков для 1 Вольта. Из вторичной обмотки делается шина. Ее можно смотать из старого трансформатора. После того как ее сложить четыре раза площадь сечения составит не меньше 160 квадратных миллиметров, а вольтаж – 5-6В.

Этого вполне достаточно для споттера. Разрубленную на четыре куска шину соединяют между собой при помощи обычной изоленты. Наматывать изоляционный материал нужно, не экономя, в несколько слоев. Можно комбинировать с малярным скотчем – слой изоленты через слой скотча. После этого шину следует намотать на трансформатор. Это весьма сложная процедура и, возможно, потребуется помощь опытного электрика. Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно.
На данном этапе создания споттера скорее всего возникнет проблема нехватки мощности. Проблема состоит в том, что теоретически рассчитать все параметра очень сложно. Решением станет метод проб и ошибок. То есть, перебирая последовательность подключения проводов к питанию, нужно найти оптимальный вариант, при котором пусковое устройство будет стартовать без каких-либо проблем. Перед подключением важно установить автомат на 16 ампер, который исключит возможность перегорания проводки.
Учитывая то, что устройство будет функционировать в ручном режиме, нужно запастись еще некоторыми деталями. Потребуется 12-вольтовый трансформатор. Его можно снять со старого лампового телевизора. Плюс к этому нужно найти реле-тиристор на 30 ампер (такие устанавливали на Жигули), диодный мост, контактор и кнопка на 220В.
Из перечисленных элементов нужно собрать устройство, которое будет функционировать по такому принципу. Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.

Очень желательно при подключении самодельного устройства исключить непродуктивные потери тока. Это важно с учетом того, что сварка работает по методу сопротивления. Рекомендация здесь одна и очень даже несложная: нужно использовать кабель минимально возможной длины. Еще один дополнительный нюанс заключается в том, чтобы выбрать кабель большого сечения. Все соединения необходимо тщательно и аккуратно зачищать, чтобы снизить потери тока в местах стыков.
Использование такого устройства лучше ограничить пределами мастерской, поскольку частые транспортировки могут навредить. К тому же габариты самодельного споттера вряд ли можно будет назвать компактными.
Какой споттер лучше – самодельный или заводской?
Самостоятельно изготовить оборудование весьма непросто и под силу не всем желающим. Поэтому резонно предположить, что у многих читателей возникнет закономерный вопрос, относительно целесообразности такого предприятия. Ведь можно купить готовый, компактный, собранный специалистами агрегат и не мучиться. Но далеко не все так очевидно, как кажется вначале.
Заводской споттер стоит приличных денег. Оборудование относится к числу узкоспециализированного и производится в незначительных количествах. Сварочный аппарат или инвертор поставляются на рынок в больших объемах, производятся большим количеством компаний и стоят поэтому небольших сравнительно денег. Приобретение заводской модели оправдано тогда, если установка предназначается для профессионального использования в мастерской и будет приносить прибыль. Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей.

А вот в случаях, когда использование споттера ограничивается несколькими случаями в год, то избыточные финансовые издержки являются весьма сомнительными. К тому же самодельное устройство можно изготовить не менее надежным (а тои более!), чем заводское. Второй безусловный плюс – ремонтопригодность. Для специалиста, который самостоятельно собрал споттер не составит особого труда восстановление его функциональности. Да и нужные узлы найти несложно. Еще один плюс заключается в том, что своими руками собранный аппарат всегда можно усовершенствовать с тем, чтобы улучшить его возможности.
Тем не менее, не всегда имеет смысл самостоятельно браться за реализацию такой идеи. Это касается, прежде всего, станций технического обслуживания. Даже если аппарат будет работать нечасто, лучше иметь заводской образец. Его возможности намного больше, чем у самодельных аналогов. такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта.
Вместо заключения

Самодельны споттер является отличным подручным средством для гаража или дачи. Он обходится недорого, сравнительно легко собирается, неприхотлив в работе и обслуживании. Для профессиональной работы желательно приобрести заводское оборудование. Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля.
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.

Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Общая информация

Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.

Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.

Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.

Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).

Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.

Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.

Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Сегодня мы поговорим о том как и чем лучше всего сваривать кузов нашего авто.
Если Вы, как настоящий автолюбитель, не хотите доверять ремонт своего "железного коня" чужим рукам, особенно какие-то мелкие работы, и к тому же хотите значительно сэкономить, то эта статья для именно Вас.

Так как же восстановить кузов автомобиля с помощью сварки?
Сварка кузова автомобиля своими руками
Наверняка первый вопрос, который пришел Вам в голову - что же понадобится Вам для работы? И какой сварочный аппарат выбрать?
Существует два способа кузовных сварочных работ:
- с помощью инвертора;
- с помощью полуавтомата.
Есть еще также вариант точечной сварки. Именно им пользуются на заводах при производстве автомобилей. Тут нужно специальное оборудование и определенный опыт сваривания.
Важно! Если Вы никогда не работали со сваркой, то обязательно сначала потренируйтесь на каких-нибудь металлических заготовках.
В перечисленных выше случаях не требуется каких-то специализированных навыков и умений. Достаточно просто немного попрактиковаться. Можно конечно и сразу приступить к работе с кузовом, но уже на свой страх и риск что-то испортить.

Специфика сварки кузова инвертором
Варить сварочным инвертором несложно. Металл нагревается до нужной температуры за считанные секунды, поэтому весь рабочий процесс займет совсем немного времени.
Преимущества и недостатки
Сварочный ток остается стабильным даже при перепадах напряжения и не создает излишних нагрузок. Разбрызгивание металла незначительно. Приятным бонусом идут функции горячего старта, антизалипание электрода и форсаж дуги. А так же инвертор потребляет на 15-20% меньше электроэнергии по сравнению с другими устройствами.
Недостатком можно считать только небольшую толщину соединяемых деталей - не больше 3 мм. В целом для бытовых условий и даже небольших мастерских - это идеальный аппарат.
К нему нужно будет докупить только нужные электроды - они различаются по толщине и по составу. Так что будьте внимательны при их выборе, ведь они напрямую влияют на качество будущего сварного шва. Кроме того стоит заранее побеспокоиться о защитной маске, рукавицах и спецодежде.
Сам процесс
Для начала выставляем на инверторе силу тока - она зависит от толщины детали и электрода. Ее можно определить по таблице, которая размещена на корпусе большинства аппаратов.
Далее поджигаем дугу, подносим электрод к нашей детали и удерживаем под небольшим углом на расстоянии в пару мм. После этого начинаем сваривать детали, а на получившемся и уже остывшем шве сбиваем окалину молотком или щеткой.
Важно! Для получения прочного сварного шва важно учитывать полярность.
Поясним. При сварке возникает положительный и отрицательный заряд, электроды также обладают полюсами. При прямой полярности (минусом электрода к дуге) зона расплавления узкая и глубокая, при обратной (плюсом электрода к дуге) – широкая и мелкая.
Обратная полярность применяется для исправления дефектов на участке небольшой толщины, где есть опасность прожечь металл, и для сварки нержавейки, которая в силу своих химических особенностей сложнее поддается обработке.

Преимущества сварки кузова полуавтоматом
Для начала поясним, что полуавтомат - это сварочный аппарат, который варит проволокой. Причем она автоматически подается в зону сварки. Эти устройства обозначают аббревиатурой MIG/MAG.
Плюсы и минусы
Примечание. С помощью полуавтомата получаются тонкие и практически незаметные швы.
Сварочный полуавтомат вполне заменит аппарат на электродах, а вот наоборот уже не получится.
Также имейте в виду, что научиться варить электродом - процесс долгий и не простой. А вот научиться варить с помощью полуавтомата получиться значительно быстрее и проще - как минимум потому, что здесь не требуется умение зажигать и поддерживать дугу.
Полуавтоматы смело можно назвать основным видом сварочных аппаратов для гаражников и сервисов, выполняющих кузовной ремонт.

Выбор сварочной проволоки
Проволока может быть как российской, так и импортной. Сварка кузова автомобиля будет успешной с любой из них, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях работы можно вести так называемой “флюсовой” или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа. Но такая проволока значительно дороже обычной, да и швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Примечание . Самый распространённый диаметр сварочной проволоки - 0,8 мм.
Скажем напоследок об одном нюансе сварки тонкого металла (примерно 0,6 мм). Проволоку тут тоже удобнее использовать меньше (диаметром 6 мм). Ей Вы можете сварить и более толстые детали. Однако такой диаметр есть только у импортных брендов.
Полезные советы
Во-первых, если предполагается длинный сварной шов, то вне зависимости от выбранного аппарата надо действовать в несколько этапов:
Во-вторых, если проводится сварка кузова автомобиля из-за коррозийных разрушений, то всегда удаляем ржавчину до начала работ. Причем очистить нужно полностью до металла. В противном случае ремонта хватит ненадолго.

Защищаем кузов от коррозии
Важно! Наносим антикор не только на внешнюю, но и на внутреннюю поверхность шва!
Нередки случаи, когда через год по шву через краску начинает прорываться ржавчина. Причём косметикой, в описанном случае, отделаться уже не получится - необходима полноценная переделка. Когда доступ к обработке есть с двух сторон - то проблем нет.
Однако что делать, если внутренняя часть шва находится в закрытой полости? В этом случае мы рекомендуем частично пожертвовать целостностью и просверлить в полости отверстие, которое позволит обработать ее антикором.
Читайте также: