
Ремонт двигателя ямз 238 своими руками
Добавил пользователь Alex Обновлено: 05.10.2024
Снятие и установка головки цилиндров. Для замены головки цилиндров или ее деталей, а также деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов и седел клапанов снятне головки цилиндров необходимо произвести в следующем порядке: слить из системы охлаждения двигателя охлаждающую жидкость;
отсоединить все трубопроводы от головки цилиндров и защитить их внутренние полости от попадания пыли и грязи;
снять крышку головки цилиндров, а затем форсунки, предохраняя распылитель от ударов и засорения отверстий;
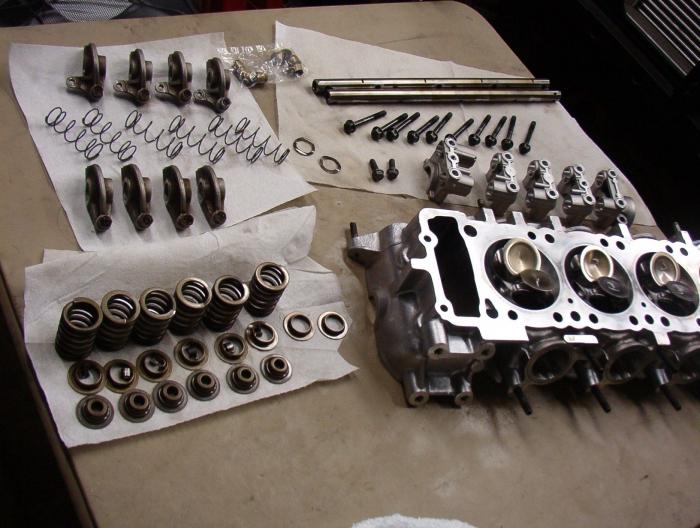
снять оси коромысел вместе с коромыслами и вынуть штанги;
ослабить гайки крепления головки цилиндров, соблюдая ту же последовательность, что и при затяжке (см. рис. 6), а затем отвернуть их;
снять головку цилиндров с двигателя и проверить ее состояние; снять осторожно прокладку головки
цилиндров, избегая повреждения; при необходимости заменить прокладку.
Головку цилиндров заменяют при наличии трещин, проходящих через отверстия под направляющие втулки клапанов, отверстия под стаканы форсунок и гнезда под седла клапанов, и трещин на стенках рубашки охлаждения в местах, недоступных для ремонта.
Наличие трещин устанавливают внешним осмотром, а также при испытании головок цилиндров на герметичность водой под давлением 4 кгс/см2. Герметичность рубашки охлаждения головки цилиндров можно проверить, подведя в нее сжатый воздух и погрузив головку в ванну с водой. Трещины будут видны по выходящим пузырькам воздуха. Трещины и пробоины не допускаются. Допускаются лишь мелкие трещины на привалочной поверхности между отверстиями под распылитель форсунки и клапаны, не захватывающие рабочей фаски впускного клапана и не нарушающие герметичность. Если при испытании головки цилиндров на герметичность обнаружится нарушение уплотнения стакана форсунки, следует подтянуть гайку крепления стакана. Если при этом течь не устраняется, стакан снимают и заменяют уплотнительное кольцо и шайбу, а в случае необходимости и стакан. Гайку крепления стакана форсунки затягивают с приложением момента 9—11 кгс • м.
Головку цилиндров устанавливают на двигатель в последовательности, обратной разборке. При этом привалочные плоскости блока и головки цилиндров необходимо протереть чистой ветошью, обращая внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладки на бурты гильз цилиндров.
Гайки крепления головок цилиндров затягивают в порядке возрастания номеров, как показано на рис. 6, с приложением момента 22—24 кгс-м. После первой затяжки необходимо повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.

Рис. 7. Приспособление для извлечения гильзы из блока цилиндров:
1 — диск; 2 — гильза цилиндра; 3 — блок цилиндров; 4 — винт; 5 — шпилька крепления головки цилиндров; —.втулка; 7 рукоятка гайки
Замена деталей шатунно-поршневой группы. При нормальных износах деталей цилиндро-поршневой группы (отсутствии трешин, задиров и т. д.) поршень, гильзу, палец и кольца, как правило, заменяют одновременно. Поршневые кольца обычно приходится менять чаще, чем весь комплект.
Для снятия поршней и гильз с двигателя необходимо:
установить автомобиль на осмотро-вую канаву и слить масло и охлаждающую жидкость из двигателя;
снять головки цилиндров и поддон картера двигателя;
отогнуть замковые шайбы и отвернуть болты крепления крышек нижних
головок шатунов, убедиться в наличии меток спаренности на стыке со стороны длинного болта; при отсутствии меток, а также если метки плохо видны, их следует нанести вновь; замена крышек или перестановки их с одного шатуна на другой не допускаются;
снять поршень в сборе с шатуном через цилиндр, а затем гильзы из блока цилиндров при помощи приспособления (рис. 7).
Для разборки комплекта поршень-шатун необходимо:
снять кольца с поршня специальными щипцами (рис. 8), ограничивающими расширение кольца до диаметра 142,5 мм;
вынуть стопорные кольца поршневого пальца с помощью круглогубцев;
вынуть поршневой палец, предварительно выдержав поршень в сборе с шатуном в масляной ванне в течение 10 мин при температуре масла 80— 100 3С.
После разборки поршень и поршневые кольца очищают от нагара и промывают прочищают отверстия для отвода масла. После очистки и мойки детали необходимо тщательно осмотреть, а при необходимости обмерить универсальным или специальным мерительным инструментом.
Замена поршней и гильз. Номинальный зазор между внутренней поверхностью гильзы и юбкой поршня в холодном состоянии должен быть 0,19— 0,21 мм. Если зазор превышает 0,45 мм, поршневую группу нужно заменить.
Гильзу цилиндра заменяют, если имеются трещины, обломы и задиры внутренней поверхности, вмятины и забоины на опорном буртике, кавитационные раковины, выходящие на канавки под уплотнительные кольца; если внутренний диаметр в результате износа превышает 130,18 мм (при установке в гильзу поршня с поршневыми кольцами, которые в ней работали до разборки, диаметр можно увеличить до 130,25 мм): овальность и конусность гильзы превышают 0,06 мм. Диаметры следует замерять в двух взаимно перпендикулярных направлениях.
Поршень заменяют, если есть задиры на боковой поверхности, выгорание на
днище поршня, трещины в днище поршня или на перемычках канавок для поршневых колец; если диаметр юбки поршня менее 129,6 мм (замер следует проводить в плоскости, перпендикулярной оси поршневого пальца,на расстоянии 153 мм от днища поршня); если есть задиры на поверхности отверстия под поршневой палец, диаметр отверстия под поршневой палец превышает 50,03 мм, а овальность и конусность отверстия превышает 0,015 мм, торцевые зазоры между новыми поршневыми кольцами и канавками поршня превышают: для верхнего компрессионного кольца (размер а на рис. 9) 0,35 мм, для второго и третьего компрессионных колец (размер б) 0,30 мм, для маслосъемных колец (размер в) 0,25 мм.
Для замера торцевых зазоров поршень в сборе с новыми кольцами вставляют в калиброванную шайбу с внутренним диаметром 130,00—130,01 мм. Замер нужно производить одновременно с двух диаметрально противоположных сторон поршня.
Замена поршневых колец. Поршневые кольца заменяют при расходе масла двигателем, превышающим 3% расхода топлива и повышенном дымлении через сапун. Если вышеуказанные явления не наблюдаются, а двигатель по каким-либо причинам поступил в текущий ремонт, то кольца заменяют только при наработке двигателем более 150 тыс. км, полностью или частично сработанных канавках на рабочей поверхности второго и третьего компрессионных колец, наличии задиров на внешней цилиндрической поверхности.
Замена поршневого пальца. Поршневой палец заменяют при наличии грубых рисок, задиров, наволакивании металла и прижогах, если наружный диаметр менее 49,98 мм, а овальность и конусность превышают 0,015 мм.
Замена шатуна. Шатун заменяют при наличии трещин. Если внутренний диаметр втулки верхней головки шатуна более 50,08 мм, втулку необходимо выпрессовать и проверить диаметр отверстия головки шатуна (под втулку), который должен быть не более
56,04 Мм. Проверять диаметр нужно как
при ослаблении посадки, так и при повороте втулки. При запрессовке новой втулки натяг должен быть в пределах 0,5—0,12 мм.
Внутренний диаметр нижней головки шатуна проверяют после контрольной затяжки шатунных болтов с моментом 20—22 кгс-м. Предельно допустимый диаметр должен составлять 92,98—
93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93,00—93,021 мм. Ширина нижней кривошипной головки должна быть не менее 41,25 мм. При меньшей ширине нижней головки шатун следует заменить.
Непараллельность осей отверстий верхней и нижней головок шатуна (изгиб) без ремонта допускается не более 0,08 мм на длине 100 мм* а отклонение осей указанных отверстий от положения одной плоскости (скручивание) не более 0,1 мм на длине 100 мм. Если непараллельность и скручивание осей верхней и нижней головок шатуна выше допустимых, шатун нужно заменить. Допускается установка новой втулки в отверстие верхней головки с последующей расточкой внутреннего диаметра до 50to:o4s(i мм, обеспечив при этом отклонение от параллельности осей не более 0,04 мм на длине 100 мм, положение осей в одной плоскости в пределах 0,04 мм на длине 100 мм и расстояние между указанными осями 265±0,04 мм.
Правка шатуна не допускается. При ремонте запрещается установка крышки с другого шатуна. Проверять шатун нужно по меткам спаренности, нанесенным на шатуне и крышке.

Рис. 8. Приспособление для установки и снятия поршневых колец
Рис. 9. Торцевые зазоры между поршневыми кольцами и канавками поршня
Двигатели ЯМЗ-236 и ЯМЗ-238: Разборка и сборка в одиночку
При ремонте двигателя ЯМЗ не всегда бывают удобные условия и не всегда под рукой грузоподъемные механизмы. Поэтому, с течением времени, выработалась определенная методика разбора двигателя и последующей его сборки.
К тому же, могу сказать, что все действия по сборке-разборке двигателя можно выполнить практически одному. Звучит не очень правдоподобно, учитывая что вес двигателя 1000-1250 кг. Но не будем спешить с выводами, попробуем разобраться.
1. Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
2. Разборка двигателей ЯМЗ-236 и ЯМЗ-238
Также снимаем фильтр тонкой очистки масла. Далее, снимаем сцепление, маховик и кожух сцепления. Теперь, можно приступать к снятию поддона, масляного насоса и главное не забыть снять уголок маслопровода прикрученного к блоку.
После этого, можно откручивать шатуны 1, 2, 3, 4 и вытаскивать их вместе с поршнями. Для снятия гильз, лучше применять специальный съемник, а если его нет, то медную выколотку. Если же гильзы идут в металлолом, то гораздо проще выбить их старой полуосью, особенно сподручно это делать ЗИЛовскими или КамАЗовскими полуосями.
Следующим этапом, можно приступить к снятию коленчатого вала двигателя. Для этого откручиваем болты стяжные коренных подшипников со стороны правой головки, а затем откручиваем крышки коренных подшипников снизу. Вытаскиваем крышки, оставляя на месте среднюю. Далее, прокручивая последовательно коленчатый вал, откручиваем 5, 6, 7, 8 шатун и снимаем крышки шатунов.
В виду того, что плоскость разъема блока находится у нас в вертикальной плоскости, то готовим пару брусков и вставляем их под противовесы коленвала. Придерживая коленвал, снимаем последнюю среднюю крышку коленвала и аккуратно его выкатываем.
Все, коленвал снят и можно убирать его в сторону. Здесь еще возможно сначала отпустить двигатель с гильзы, а затем его снимать — это по желанию.
Берем домкрат, ставим его наклонно и упираем в верхний угол середины разъема блока, немного поддомкрачиваем и вытаскиваем гильзу из под блока. Спускаем домкрат и если не хватает хода, то перехватываемся и опускаем блок до земли на прокладку.
Затем, монтировкой приподнимаем за левую головку и подкладываем под разъем блока с головкой брусок с тем расчетом, чтобы прокладка доски между коллектором и асфальтом вышла. Теперь снимаем левую головку блока, шатуны с поршнями 5, 6, 7, 8 и гильзы цилиндров. Все, двигатель разобран.
3. Сборка двигателей ЯМЗ-236 и ЯМЗ-238
После разборки двигателя, дефектуем детали, если надо точим или меняем коленвал, поршневую и начинаем сборку. Для этого, наклоняем блок на 5-8 цилиндр, под шпильки ложим доску дюймовку, затем ставим домкрат на край блока и поднимаем его таким образом, чтобы опять можно было подставить гильзу.
Затем, берем коренные вкладыши и вставляем их в блок. Далее, если вы один, то по брускам закатываем коленвал на место и закрепляем его средней коренной крышкой. Проворачиваем колено для того, чтобы совпали метки на распредвалу и ставим первый бугель не забывая мазать вкладыши и болты маслом.
Потом, ставим на место последний и затягиваем все остальные. Затягивать коренные лучше в два приема: первый раз 20 кгм; второй, уже капитально 43-47 кгм.
Лучше всего затягивать динамометрическим ключем, но если его нет, то тоже не беда, можно попробовать иной способ. К примеру, я вешу 80 кг — значит под своим весом на рычаге 1 метр, я создам крутящийся момент равный 80 кгм. Если взять рычаг 55-60 сантиметров, то я под своим весом как раз обеспечу требуемую затяжку.
Для того, чтобы затянуть коренные, брал обычно накидной многогранный ключ и трубу, а напильником наносил метку на 55 сантиметрах. Ключ попеременно переставлял на верхний и нижний болт коренных подшипников и под собственным весом последовательно затягивал бугеля, не забывая после каждой затяжки подшипника прокручивать вал.
После затяжки коленвала, приступал к вставке гильз 5-8 цилиндров. Резинки мазал хозяйственным мылом, а забивал гильзы кувалдой через березовый брусок.
Далее, вставляем поршня с шатунами и также протягиваем их под своим весом, но используя общий рычаг, в моем случае 80 кг разделить на 22 кгм = 0.32 метра. Все, половину ЦПГ собрали, пора браться за другую сторону.
Для этого отпускаем за бугельный болт домкратом блок, переваливаем его на другую сторону. Опять поднимаем его домкратом, подставляем гильзу под блок и устанавливаем на место 1-4 гильзы, а затем шатуны с поршнями и затягиваем шатунные болты. Шатунно поршневой механизм собран.
Устанавливаем переднюю крышку двигателя и задний кожух маховика, ставим маховик и затягиваем его. Прикручиваем масляный насос и закрываем поддон.
Если поддон емкостью вперед двигателя, то ложим перед спускной пробкой доску дюймовку и опускаем за поддон двигателя блок, убрав из под блока гильзу цилиндров. Когда блок поддоном лежит на земле, то перевернуть его на поддон всей плоскостью с помощью лома не проблема.
Как только блок занял у нас вертикальное положение, начинаем устанавливать головки, штанги, коромысла. Устанавливаем шкив коленвала и за одним регулируем клапана. Затем, переходим к установке масляных фильтров, сцепления, ТНВД, площадки компрессора, генератора, турбины и стартера.
Прокачиваем из чистой емкости топливную систему и, если нужно, регулируем момент впрыска. Ставим все ремни на место и регулируем их. Смысл в том, чтобы сделать все по двигателю на месте, чтобы потом не прыгать по раме попугаем. Когда двигатель полностью укомплектован, отрегулирован и соответствует агрегату первой комплектации, то поставить его на место и завести дело не сложное.
4. Послесловие
Эксплуатируя автомобиль МАЗ не редко приходится серьезно напрягаться, многих из нас поджидает радикулит и тому подобные болезни. Поэтому, когда будете поднимать некоторые детали, помните о своем здоровье.
В юности я ходил заниматься штангой, больших результатов не достиг, но запомнил слова тренера. Он говорил, что если хотите дружить со штангой, то тренируйте ноги. Ведь у среднего человека становой пресс тянет около 200 кг, потому нагружайте ноги держа прямой спину.
Для справки, головка двигателя ЯМЗ-238 весит около 90 кг, а коленвал 120 кг. Детали отечественных двигателей легкостью не отличаются.
Однако, мне приходилось много раз снимать одному головку с двигателя ЯМЗ-238: то оторвешь ее от прокладки монтировкой, то за счет ног при прямой спине и вытянутых руках удается ее приподять со шпилек и переставить на колесо.
Надеюсь, что такие упражнения дались мне без ущерба для здоровья. Однако, бесспорно лучше такие детали перетаскивать вдвоем или используя подъемные маханизмы.
Агрегатный (узловой) ремонт заключается в следующем. При выходе из строя автомобиля по причине поломки агрегата: КП, двигателя, моста, последний меняется полностью. Такой способ ремонта имеет целый ряд преимуществ.
- 1. Автомобиль проводит минимальное время в ремонте.
- 2. Равномерная загрузка участка по ремонту агрегатов.
- 3. Четкое разделение ремонтного персонала в зависимости от квалификации.
Но у этого способа ремонта есть один существенный недостаток - необходимо создать запас агрегатов, что повлечет большие финансовые затраты.

Рисунок 5 -Участок по ремонту двигателей
Правильная организация и высокое качество выполнение разборочных работ оказывает значительное влияние на трудоемкость и качество ремонта.
Для достижения высокого качества ремонта, повышения культуры производства и производительности труда в технологический процесс разборки двигателя должны быть включены: наружная мойка двигателя со снятыми агрегатами электрооборудования, пропаривание внутренней полости горячим паром и мойка частично разобранного двигателя.
При разборке двигателя следует руководствоваться следующими основными положениями:
каждая операция разборки должна выполняться инструмента ми и приспособлениями, предусмотренными технологическим процессом данного производства;
не разрешается наносить удары непосредственно по выпрессовываемым деталям стальными молотками, зубилами и выколотками;
детали, соединенные в узлы сваркой или прессовой посадкой, а также шпильки и технологические пробки следует разбирать только в тех случаях, когда этого требуют условия ремонта одной из деталей;
при разборке двигателя не допускается обезличивать следующие пары деталей, которые могут устанавливаться на двигатель только комплектом: шатуны и их Крышки; сепараторы с роликами и наружные кольца подшипников коренных опор коленчатого вала; шестерни распределения и привода агрегатов; половины средней опоры кулачкового вала топливного насоса высокого давления; детали плунжерных пар топливного насоса высокого давления; детали нагнетательных клапанов топливного насоса высокого давления; иглы и корпусы распылителей форсунок; втулки и штоки топливоподкачивающих насосов; крышка со стороны привода и крышка оси рычага стартера.
Разборку и сборку двигателя на разных этапах технологического процесса производят на специальном стенде конструкции Ярославского моторного завода. Устройство стенда показано на рис. 4. При установке двигателя На стенд снимают четыре технологические заглушки на блоке цилиндров , и находящиеся под ними четыре технологических отверстия совмещают с установочными пальцами 6 и 8 на концах поворотных балок, после чего пальцы ввертывают до упора. Поворот двигателя вокруг горизонтальной оси стенда, производят вращением рукоятки 3 червячного редуктора. Поворот вокруг вертикальной оси стенда осуществляют после нажатия на педаль 10 фиксатора, установленную на станине.

Рисунок 6 - Стенд для разборки и сборки двигателя:
1 -- станина; 2 -- червячный редуктор; 3 -- рукоятка редуктора; 4, 9 -- стойки; 5, 7 -- поворотные балки; 6, 8 -- установочные пальцы: 10 -- педаль фиксатора
Подъем, транспортировку и установку двигателя на стенд осуществляют кран-балкой грузоподъемностью 2 т.с. применением подвески, показанной на рис. 7. Четыре крюка этой подвески зацепляют за рым-болты, ввернутые в передние и задние торцы четырех головок блока цилиндров.

Рисунок 7 - Подвеска для транспортировки двигателя:
1 -- рама; 2 -- петля; 3 -- зацеп; 4 -- запор; 5 -- рым-болт двигателя; 6 -- коромысло
Структурная схема разборки двигателя.

Рисунок 8 -структурная схема разборки двигателя.
При разборке детали и узлы, снятые с двигателя, укладывают в ящики, пирамиды, стеллажи с ячейками и на различные под ставки. Ниже приведен технологический процесс разборки двигателя ЯМЗ-238.
- 1. Устанавливают двигатель временно на подставку так, чтобы не повредить масляный поддон.
- 2. Отвертывают стяжные болты хомутов крепления стартёра,снимают стартер и кронштейны крепления стартера.
- 3. Вывертывают из блока цилиндров соединительную гайку сливной трубки, снимают сливную трубку, находящуюся в задней части с правой стороны блока над стартером и кляммер ее крепления.
- 4. Снимают с двигателя генератор и кронштейнего крепления; с двигателя ЯМЗ-240Б, кроме того, снимают планку крепления генератора и заглушку отверстия привода генератора в картере маховика.
- 5. С двигателя ЯМЗ-240Б снимают крыльчатку вентилятора и гидромуфту привода вентилятора.
- 6. Снимают запорный клапан , угловой фланец насоса, отвертывают стяжной болт хомута и снимают с двигателя маслозакачивающий насос с электромотором в сборе.
- 7. Снимают датчик тахометра (кроме двигателя ЯМЗ-240Б).
- 8. Снимают четыре заглушки водяных каналов блока цилиндров -- по две заглушки с каждой стороны.
- 9. Вывертывают сливную пробку масляного поддона.
- 10. Производят наружную мойку с пропариванием внутренней ней полости двигателя в моечной машине проходного типа с подвесным конвейером и устройством для подвода горячего пара. Для мойки рекомендуется использовать моечную машину типа 6709-8ПКБ Главмосавтотранса
- 11. Устанавливают двигатель на стенд (рис.6) для разборки и закрепляют на стенде с помощью четырех установочных пальцев 6 и 8.
Рисунок 9 - Поперечный разрез двигателя ЯМЗ-240:
- 1 -- коленчатый вал; 2 -- шатун; 3 -- гильза цилиндра: 4 --поршень: 5 -- впускной клапан; 6 -- головка цилиндров; 7 -- коромысло клапана; 8 -- фильтр тонкой очистки топлива; 9 -- форсунка, 10 -- толкатель привода клапанов.
- 12. Снимают крышки головок цилиндров.
- 13. Снимают турбокомпрессоры с двигателя ЯМЗ-240Н отсоединив предварительно подводящие патрубки, трубки подвода масла от фильтра к турбокомпрессорам и трубки слива : масла из турбокомпрессоров; отсоединяют шланги впускных коллекторов и, отвернув гайки крепления турбокомпрессоров, снимают турбокомпрессоры.
- 14. Вращая рукоятку червячного редуктора стенда, повертывают двигатель картером маховика вниз.
- 15. Снимают поддон блок цилиндров и его прокладку.
- 16. Снимают маслозаборник всасывающей трубкой и отводящие трубки масляного насоса.
- 17. Снимают масляный насос и его регулировочные прокладки.
- 18. Производят наружную и внутреннюю мойку двигателя, но без пропаривания внутренней полости. Рекомендуется использовать моечную машину 6709-8ПКБ, при этом пароподводящий шланг не подключается.
- 19. Снимают подводящую трубу от водяного насоса к блоку, соединительную муфту, патрубок, прокладки и резиновые кольца.
- 20. Снимают масляный фильтр и прокладки.
- 21. Отвернув гайки, снимают со шпилек передней крышки блока привод 6вспомогательных агрегатов и вынимают, соединительных валик привода.
- 22. Снимают перепускную трубку водяных термостатов и кляммер (кроме двигателя ЯМЗ-240Б).
- 23. Снимают трубки вентиляции картера и кляммер их крепления.
- 24. Вывертывают направляющую трубку указателя уровня масла и снимают фланец указателя прокладкой.
- 25. Снимают топливные трубки высокого давления.
- 26. Снимают топливные трубки низкого давления и кляммеры их крепления.
- 27. Снимают фильтр грубой очистки топлива.
- 28. Снимают фильтр тонкой очистки топлива.
- 29. Отсоединяют дренажные трубки форсунок.
- 30. Отвернув гайки скоб крепления форсунок, снимают форсунки, пользуясь съемником. Винт ввертывают в отверстие колпака форсунки до упора и, вращая гайку съемника, извлекают форсунку.
- 31. Отвернув болты крепления топливного насоса высокого давления, снимают насос в сборе с автоматической муфтой опережения впрыска и регулятором.
Рисунок 10 - Съемники-ступицы маховика:
а, б - механические; в --гидравлический;
При снятии ступицы механическим съемником по способу, по- казанному на рис. 10 а, осевое усилие передается через шпильки 3, ввернутые в двенадцать резьбовых отверстий М 16X1,5 ступицы 2. Поджатие диска 4 к торцу коленчатого вала 1 обеспечивается равномерным наворачиванием гаек 5 на шпильки. При пользовании съемником, изображенным на рис. 10 б, осевое усилие пере-. дается через фланец 7, ввернутый в резьбовое отверстие Ml 15X3 ступицы, за счет равномерного вворачивания болтов 8 в резьбовые отверстия фланца. Упор в торец коленчатого вала производится через упрочненную стальную пластину 6 толщиной 13 мм. Гидропресс (рис. 10 в) фирмы SKF или конструкции ВНИИМЕТМАШ ввертывают в резьбовое отверстие гидропрессом подается чистое моторное масло на коническую поверхность соединения через радиальное отверстие в ступице под давлением до 2500 кгс/см 2 . Давлением , масла ступица разжимается, что обеспечивает ее легкое снятие с вала. При этом должно быть предусмотрено наличие защитных устройств -- болта 16 с шайбой 17 и уголка 10.
- 40. Снимают привод генератора (кромедвигателяЯМЗ-240Б). 41. Снимают водяной насос.
- 42. Снимают картер маховика.
- 43. Снимают маслоотражатель с заднего конца коленчатого вала.
- 44. Повертывают двигатель на стенде вверх головками цилиндров.
- 45. Разъединяют шланги и муфты водяных труб и впускных коллекторов.
- 46. Отвернув гайки крепления стоек коромысел, снимают коромысла 7 (рис. 6) клапанов с осями и стойками и вынимают штанги толкателей.
- 47. Отвернув гайки крепления головок цилиндров, снимают головки 6 цилиндров, снимают осторожно прокладки головок.
Рисунок 11 - Приспособление для удаления гильзы из блока
- 1 -- планка поворотная; 2-- винт,3 -- втулка направляющая; 4 -- планка; 5 -- гайка с рукоятками
- 48. Повертывают двигатель на стенде картером маховика вниз.
- 49. Вынимают поршни 4 с шатунами 2 и кольцами, для чего вывертывают болты крепления крышек шатунов, снимают крышки шатунов с болтами, вынимают поршни с шатунами и поршневыми кольцами, вынимают из шатунов и крышек вкладыши, устанавливают крышки на те шатуны, с которых они были сняты (в соответствии с нанесенными метками) и привертывают крышки болтами. При разборке коленчатый вал поворачивают в удобное для работы положение.
- 50. Повертывают двигатель на стенде вниз картерной частью блока.
- 51. Извлекают гильзы 3 из блока цилиндров, используя приспособление (рис. 11). Для этого приспособление вводят во внутреннюю полость гильзы, зацепляют планкой 1 за нижний торец гильзы, надевают приспособление направляющими втулками 3 на шпильки блока цилиндров и, вращая за рукоятки гайку 5, выпрессовывают гильзу из блока. С гильз цилиндров снимают уплотнительные и антикавитационные кольца.
- 52. Снимают гаситель крутильных колебаний полумуфту отбора мощности и промежуточное кольцо, разогнув предварительно усики замковых пластин и вывернув болты крепления полумуфты отбора мощности и гасителя крутильных колебаний.
- 53. Вывернув болты, снимают упорный подшипник 6 и упорное и промежуточное кольца.
- 54. На торец блока цилиндров устанавливают конусную оправку и подвеску на носок коленчатого вала
Рисунок 12 - Шестерни распределения и привода агрегатов.
- 1 -- шестерня привода масляного насосе; 2 -- промежуточная шестерня привода масляного насоса; 3 -- шестерня привода водяного насоса; 4 -- промежуточная шестерня привода водяного насоса и генератора; 5 -- шестерня привода генератора (на двигателеЯМЗ-240Б отсутствует); 6 -- шестерня коленчатого вала; 7 -- шестерня распределительного вала: 8 -- ведущая шестерня привода топливного насоса; 9 -- шестерня привода топливного насоса.
- 55. Повертывают двигатель на стенде картером маховика вниз.
- 56. Снимают коленчатый вал, для чего устанавливают комплект из двенадцати направляющих оправок которые представляют собой полукольца с внутренним диаметром, равным внутреннему диаметру наружных колец роликоподшипников, и фиксируют их в разведенном положении с помощью двух планок с винтами. Извлечение коленчатого вала из блока производится с помощью электротельфера за подвеску.
Для облегчения извлечения вала рекомендуется наклонить двигатель на 5° от вертикальной оси в сторону оправок, что обеспечит более надежное прижатие роликов в сепараторах к беговым дорожкам коленчатого вала.
- 57. Повертывают двигатель на стенде вверх картерной частью блока.
- 58. Снимают шестерни распределения и привода агрегатов, для чего расшп-линтовывают болты крепления промежуточной шестерни 2 (рис.12) привода масляного насоса и промежуточной шестерни 4 привода водяного насоса; вывертывают болты и снимают шестерни 2 и 4, разогнув усики стопорных шайб, вывертывают болты и выпрессовывают шестерню 9 привода топливного насоса высокого давления в сборе свалом и подшипниками.
- 59. Снимают эксцентрик привода топливоподкачивающих насосов, разогнув предварительно усики замковых пластин и вывернув болты.
- 60. Вынимают распределительный вал , для чего вывертывавют болты крепления упорного фланца распределительного вала к блоку цилиндров и извлекают распределительный вал в сборе с шестернями и упорным фланцем.
- 61. Вывернув болты крепления кронштейна маслозакачивающего насоса, снимают кронштейн. Снимают крышки люка воздушного подогрева и прокладки.
- 62. Вывертывают болты крепления корпуса привода топливного насоса высокого давления и снимают корпус привода
- 63. Вывернув болты крепления торцового листа, снимают торцовый лист и прокладку.
- 64. Выпрессовывают, начиная с задней оси толкателей, последовательно снимая с них толкатели и втулки. Из блока цилиндров вывертывают пробки масляных каналов.
- 65. Повертывают двигатель на стенде картером маховика вниз.
- 66. Вынимают из кольцевых пазов коренных опор коленчатого вала пружинные упорные кольца роликовых подшипников с помощью щипцов.
- 67. Вынимают из коренных опор коленчатого вала наружные кольца роликовых подшипников. Извлечение колец производится с помощью съемника.
Винт съемника вводится в расточки блока, на его конец устанавливается съемная планка с фиксатором; а планка своими упорными пальца ми прижимается к крайней перегородке картерной части блока цилиндров. Вращая гайку зарукояти, извлекают кольцо из блока.
Дизельный двигатель ЯМЗ-238 (Ярославский моторный завод) устанавливается на многие коммерческие автомобили, в том числе на тяжёлые тягачи МАЗ и КАМАЗ. Данная модель мотора заслужила широкое признание водителей, а всё благодаря высокому крутящему моменту и надёжной эксплуатации. Но всё же двигатель, как и многие другие агрегаты, рано или поздно потребует ремонта. В данной статье мы рассмотрим процесс подготовки мотора ЯМЗ-238 к ремонту.

Следует помнить о том, что прежде чем агрегат поступит на специальную площадку, его необходимо тщательно промыть. И только после того, как все его комплектующие будут лишены всяческих следов пыли и грязи, можно приступать к следующим этапам.
Каждая операция по ремонту ЯМЗ-238 должна выполняться специальными инструментами и приборами, которые нужно применять для того или иного вида работ. К примеру, выпрессовка шарикоподшипников, втулок и роликов должна производиться на определённом съемнике. Если же такого приспособления нет, демонтировать данные детали можно при помощи оправок. Ни в коем случае не следует бить молотком по какой-либо запчасти в надежде, что она снимется. Конечно, данный мотор хоть и кажется на первый взгляд громадным и массивным, но действия с применением кувалды и подобных инструментов могут привести к самым неприятным последствиям, в том числе и к капитальному ремонту двигателя ЯМЗ-238.
Характеристика всех парных деталей такова, что при снятии одной из них агрегат уже не будет исправно работать. Поэтому при ремонте не следует путать расположение парных запчастей и того хуже – забывать об их установке. А относятся к данной категории такие запчасти, как штоки и втулки подкачивающего насоса, кулачковый вал топливного насоса высокого давления, иглы форсунок и многие другие.
Одним из главных этапов подготовки ДВС к капитальному ремонту является его снятие с автомобиля. Данный процесс не любит ошибок, поэтому всё нужно деталь так, как это указано в руководстве по эксплуатации грузовиков. Здесь стоит добавить, что снятие мотора лучше всего производить с использованием 4 стальных крюков. А делается это следующим образом – на четыре рым-болта цепляются данные детали, и при помощи цепи и лебёдки (либо другого оборудования с подъемным механизмом) поднимается весь агрегат.
Также перед началом работ по ремонту стоит позаботиться о временном месте хранения двигателя. Желательно, чтобы ЯМЗ-238 был установлен на какую-либо подставку, при этом не стоит забывать о поддоне, который также уязвим к повреждениям.
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
на тех же "пазах".которые в городе работают. интеркуллеры часто забиты и наблюдается падение мощности. при их отключении мощность заметно возрастает в сравнении с предыдущим состоянием и норм. работают в жару и холод.

Добрый день.
Стучит ЯМЗ 240Б,стук глухой и сильный,в передней части двигателя,на мой слух между вторым и восьмым цилиндрами. Проявляется при резком увеличении и снижении оборотов. На минимальных и максимальных не слышно.
До разборки я был уверен что стучит шатун на коленвале,но после разборки ничего явного не нашли.Проверяли шатуны-все в плюсе и похоже поджимали шейки вала. Вал по три - четыре сотки в минусе. Некоторые пальцы с втулками дают десятку зазора. Ничего конкретного для такого стука нет.
Возможен ли стук вала на подшипниках?
Как наиболее вероятно определить место стука?
Спасибо.
Добрый день! По описанию конкретного ни чего не скажешь. Попробуйте убирать давление на форсунки (откручивать трубку высокого давления) может форсунка отсечку дает, тоже может быть стук. А так если стук есть то он будет всегда , а не только в определенном режиме, надо разбираться. По шатунам , допуск 0.04мм можно до 0,06 , 0,1 это много.
Добрый день! Сегодня отчет по ТКР-К36 Чехия , Китай , Ремонт.
Добрый день! Сегодня отчет по ТКР-К36 Чехия , Китай , Ремонт.
Добрый день! Чем отличается двигатель ЯМЗ-238 НД5 от ЯМЗ-238Д. Какой оптимальней для трактора Петра ЗСТ.
Добрый день! Принципиально эти моторы отличаются только настройками ТНВД , приводом вентилятора, шкивом к/вала, маховиком и передней опорой двигателя. Все остальное одно и тоже, т.к. базовая модель у них одинаковая -это ЯМЗ 238Б.
Здравствуйте!
На двигателе ЯМЗ 238НД5 с новья текло из лючка картера маховика, меняли сальник КВ на хороший не помогло, купили сальник ЯГРТИ тоже текло. Сейчас разобрали стали внимательно все осматривать все болты затянуты потеков конкретных из под сальника нет, только на фрезеровках бод болты масло. Стал откручивать по очереди болты и осматривать их слева (если смотреть на маховик) болты сухие, справа снизу два болта в масле. Сняли картер маховика и увидели что плоскость под прокладку у этих болтов почти нет т.е. стенка маленькая совсем ФОТО
И еще вопрос эта деталь чьего производства, нет значка ямз. и цвет странный не серый и не красный
И еще кто знает что это за апендикс (выступ на крышке и на блоке) возле распредвала, он тоже прокладку прижимает, и прокладка своя.
Добрый день! Да бывают и такие ляпы. . Обработка картера заводская( след от фрезы), то что цвет , так детали грунтуются своей краской. Если честно ,то я еще не видел поддельных картеров маховика(не выгодно), здесь чисто нарушение в сверловке(бывают сбои), кто то не досмотрел,хотя по отношению к центрам все выверено точно.Отверстие для направляющей тоже смещено-это брак. Картерными газами выдавливает масло, я думаю замена картера или что то мудрить, хотя.
Добрый день! Да бывают и такие ляпы. . Обработка картера заводская( след от фрезы), то что цвет , так детали грунтуются своей краской. Если честно ,то я еще не видел поддельных картеров маховика(не выгодно), здесь чисто нарушение в сверловке(бывают сбои), кто то не досмотрел,хотя по отношению к центрам все выверено точно.Отверстие для направляющей тоже смещено-это брак. Картерными газами выдавливает масло, я думаю замена картера или что то мудрить, хотя.
Замудрил уже. Наварил буртики возле отверстия а площадки сделал из поксипола, с последующей обработкой напильником. Потом проверил поверочной плоскостью.
Так зачем на картере нужна эта ниша указанная стрелкой. А в блоке тоже самое и отверстие сверловка выходящая в район ТНВД и заглушка
Добрый день! Этот карман сделан для слива масла с маслоотделителя на евро 3, у тебя там заглушка стоит. Все просто, блоки и картера делают унифицированными и по этому если двигатель чем то не оборудован ставят заглушки, значит у тебя короткая гильза.
Да гильза короткая, продаваны говорят какая то 60я. Как при разобраном ДВС определить что двигатель самосбор из новых деталей, а не завод.
Тире 60 это значит гильза 236, а поршень 7511 и шатун соответственно должен быть 7511. Так на заводе собирают с 2010 года. Значит на 99% движок заводской.
Тире 60 это значит гильза 236, а поршень 7511 и шатун соответственно должен быть 7511. Так на заводе собирают с 2010 года. Значит на 99% движок заводской.
А на не заводской сборке что нельзя такие поставить? А клапана чьи ставят на заводе у меня АМЗ написано возле проточки под сухарь.
Все нормально-это поставщик ЯМЗ. На счет мотора. Блок у тебя новый, картер маховика новый,головки новые,коленвал новый, посмотри привод вентил и водяной насос (я думаю,что заводские) если шатуны с поршневой как в комплектации с завода 7511, то такие моторы просто люди не собирают (каждый хочет на чем то сэкономить и урвать копейку).Конечно можно собрать такой мотор, я просчитывал его цена будет где то минус 15-20% от заводской, люди хотят (быть обманутыми) низкой цены, им говорят , что из всего нового и дешево, а так не бывает. Меня всегда это улыбает. По этому я всегда спрашиваю у человека, что он хочет видеть , какой мотор ему собирать, что нового должно стоять в двигателе и только потом делаю расценку, после сборки мотор не крашу , а показываю ,что бы человек видел какие детали заводские, потом выбираем краску и красим. Таблички у меня свои и паспорта тоже.
Привод вентилятора стоит простой без гидромуфты. О смазка идет на него принудительная. Но я уже его ремонтировал с новья. По каталогу должен был стоять подшипник 355205 а стоял 205 он уже и стояла шайба дистанционная. и вал был прослаблен выбил место подшипником. Наваривал протачивал и установил подшипник по каталогу. Второй год ходит нет люфтов. Но что не нравится то что крылач вентилятора очень близко к двигателю. нет свободного места выхода потока воздуха. Будем делать проставку из алюминия на привод и отводить крылач на 70 мм. и тубу диффузора соответственно укорачивать.
Почитай полный отчет по приводам вентилятора, на предыдущей странице, там все написано как отличить г. от завода. Если у тебя стоял 205 подшипник, может привод уже меняли?Посмотри на головки, они по плоскостям шлифованные или фрезированные, ТКР какой стоит Турботехника или Чехия, я тоже писал как отличить чешку от подделки. Еще можно посмотреть трубки высокого давления по фланцам , я могу отличить завод от незавода.
Нужно увеличить мощность двигателя ЯМЗ236 ДК, без последствий для двигателя. На сколько можно увеличить? Хочу установить подуставшую турбину ТКР100 от нд5 го, не течет не заклиненная. ТНВД оставить родной
и отрегулировать его, только по какому тест плану или на какой двс?
Нужно увеличить мощность двигателя ЯМЗ236 ДК, без последствий для двигателя. На сколько можно увеличить? Хочу установить подуставшую турбину ТКР100 от нд5 го, не течет не заклиненная. ТНВД оставить родной
и отрегулировать его, только по какому тест плану или на какой двс?
добавьте проц. 10-15 топлива на НОМИНАЛЕ. вполне для ВАШЕЙ конфигурации.
Нужно увеличить мощность двигателя ЯМЗ236 ДК, без последствий для двигателя. На сколько можно увеличить? Хочу установить подуставшую турбину ТКР100 от нд5 го, не течет не заклиненная. ТНВД оставить родной
и отрегулировать его, только по какому тест плану или на какой двс?
добавьте проц. 10-15 топлива на НОМИНАЛЕ. вполне для ВАШЕЙ конфигурации.
для использования ткр?
для ВАШЕЙ конфигурации..мотора
Арсений, трубку возьми, звоню ты не алё))
Торговать надо нормальными запчастями , а не хламом как вы торгуете.
Читайте также: