
Машина из алюминия своими руками
Обновлено: 06.07.2024
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.

- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.

Подробности процесса можно уточнить по видео.
Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.

Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.

3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.

Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.

6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.

Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.

- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.

- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.

- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
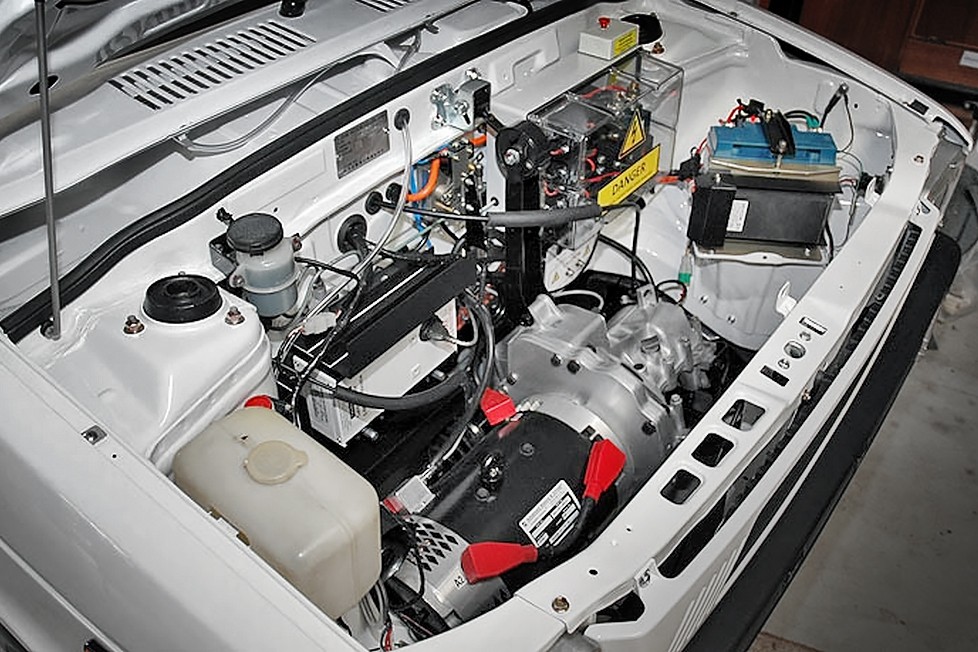
Кузов



Двигатель


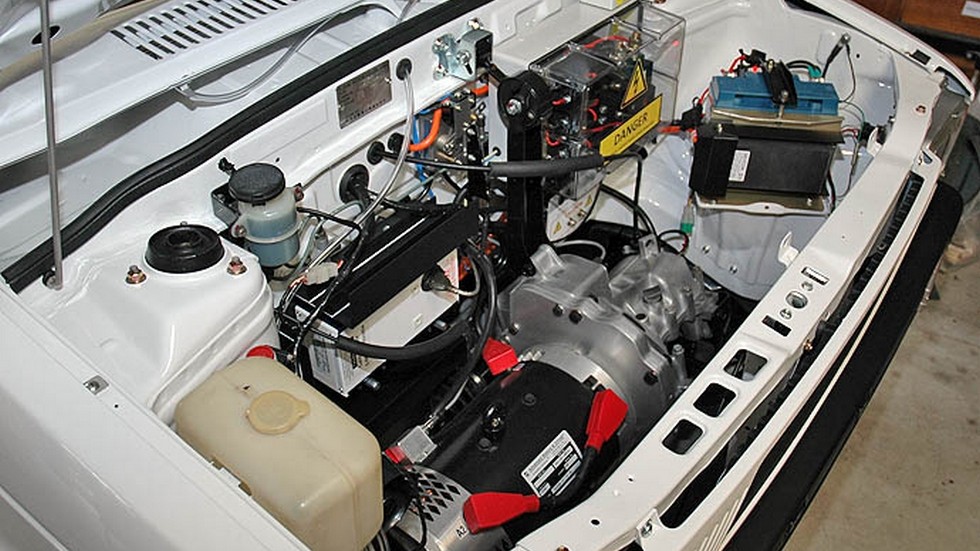
Трансмиссия
Третью передачу используем для езды по городу, четвертую – по загородной трассе, вторую – по буеракам. Первая вообще никогда не используется, момент на колесах такой, что их просто прокручивает при легком касании акселератора!
Плита легко делается своими руками из толстолистовой стали или алюминия – достаточно наличия слесарных навыков среднего уровня, болгарки и дрели.

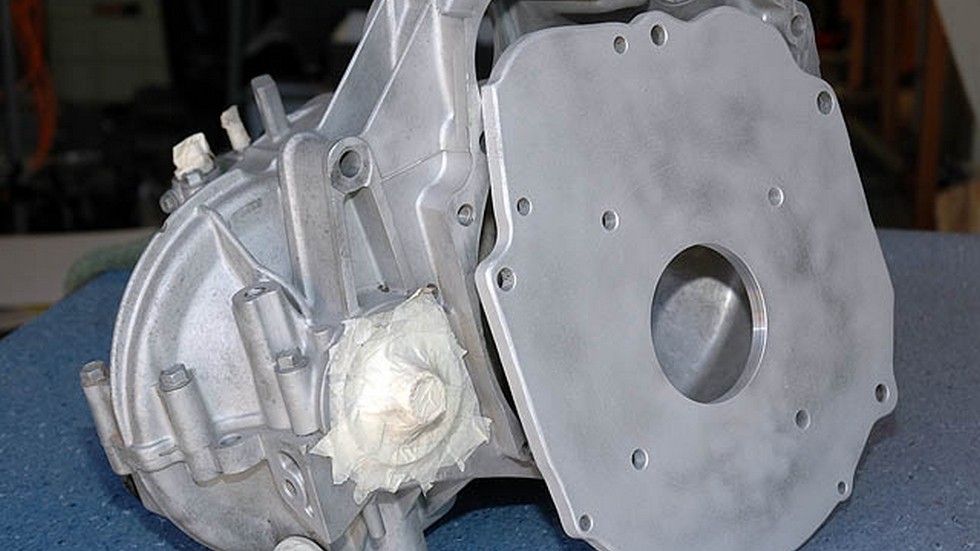
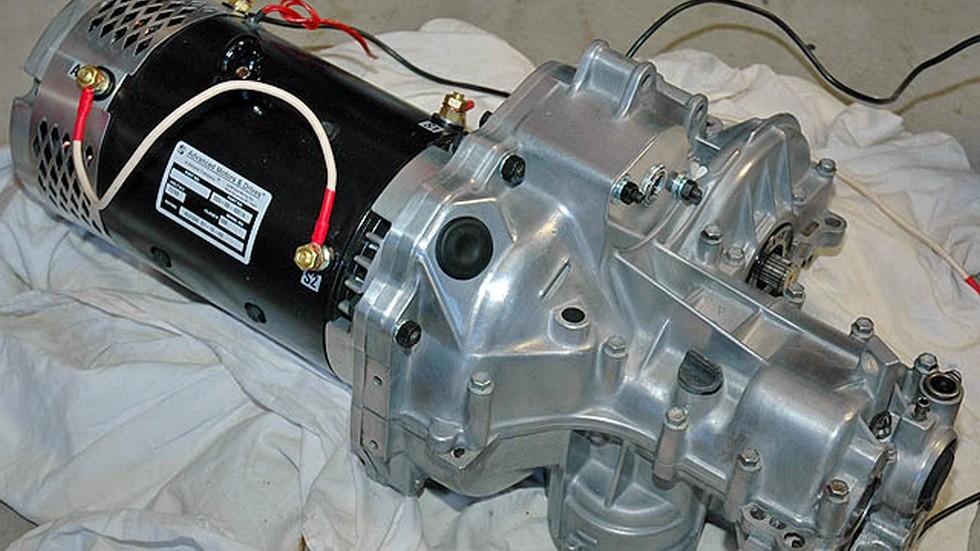
Переходную втулку, соединяющую валы электромотора и КПП, также сделать несложно с помощью дяди Васи-токаря и сварки – с одной стороны втулка должна совмещаться с валом электродвигателя, а с другой к ней приваривается шлицевая часть, вырезанная из диска сцепления той коробки, с которой мы соединяем электромотор.



Батарея
В свое время через свинец многие проходили – и я в том числе. Сейчас такие ошибки повторять никакого смысла нет. Стартерные батареи у меня начали помирать через пару месяцев, еле успел распродать за полцены, пока не потеряли емкость. Потом одно время использовал герметичные батареи от питания телекоммуникационных систем (источники бесперебойного питания сотовых вышек) – хватало на сезон, начинало расти внутреннее сопротивление… Поэтому, как только появился широкодоступный литий-феррум, все перешли на него. Лучшая удельная плотность энергии, умение отдавать и принимать большие токи, долговечность, морозостойкость. Но цены пока высоки, и батарея является самым дорогим узлом электромобиля – это нужно учитывать самодельщику…



Считаем:
30 ампер-часов х $1,5 = $45 за одну банку $45 х 30 банок = $1350 $ за всю батарею
В общем, батарея небюджетна, и это лишь емкость, пригодная для первых экспериментов – по-хорошему, её нужно увеличивать хотя бы вдвое.
Прочие узлы
Собственно, помимо мотора, трансмиссии и батареи в простейшем электромобиле имеется еще ряд узлов – как необходимых, так и устанавливаемых по желанию. Категорически необходимым является, конечно же, контроллер управления двигателем. В простейшем варианте он может быть изготовлен самостоятельно на относительно недорогих и широко распространенных деталях, а датчиком педали газа послужит датчик угла поворота дроссельной заслонки от инжекторного ВАЗа. Можно купить контроллер у отечественных самодельщиков, выписать фабричный из Китая или заказать с eBay бэушный брендовый блок от Curtis – обойдется модуль в 250–300$.
Дополнительных узлов, которые не являются обязательными для пробной (а то и вообще!) поездки – немало. Например, печка, из которой выкидывается жидкостный радиатор и устанавливается вместо него электрический ТЭН. Или, скажем, вакуумный насос для усилителя тормозов. Поскольку двигатель внутреннего сгорания на машине отсутствует, исчезает и разрежение впускного коллектора, необходимое для работы вакуумного усилителя тормозов. Поэтому многие самодельщики ставят электрические вспомогательные насосы ВУТ, заимствованные от машин типа Volvo XC90, Ford Kuga и т. п.
Цены и деньги
Ну или, скажем, следующая планка — Hyundai Solaris. Новым он стоит от 600 000 рублей, что составляет около 9 200 $. Подобную же сумму придется затратить, если строить электромобиль на базе более-менее свежего кузова иномарки, который прилично выглядит снаружи и имеет не убитый салон, купив к этому кузову хороший американский электромотор, надежный фирменный контроллер Curtis и набрав емкую батарею. Однако на выходе – в общем-то, почти то же самое, что и в первом случае… У Соляриса в козырях максимальная скорость и динамика, возможность пополнять запас топлива повсеместно, а не только в личном гараже, где есть розетка, все преимущества новой и надежной машины с массой функциональных удобств, гарантии и прочее. Самоделка же, пусть и более приличная внутри и снаружи, остается самоделкой – машиной с существенными ограничениями по дальности пробега и возможности заправки, вечным конструктором, тренажером для рук и ума.
Выводы
С точки зрения приложения рук и ума для человека, любящего автомобили и технологии, постройка электромашины, безусловно, оправдана! Хобби это, конечно, затратное, но все познается в сравнении — причем, в сравнении не с олигархическими крайностями вроде коллекционирования яичек Фаберже, а со вполне распространенными и массовыми техническими прикладными увлечениями. Скажем, любителю рыбалки средненькая надувная лодчонка с подвесным двигателем известной марки сил эдак в десять выльется как минимум в две трети простейшего электромобиля.
Хороший квадрокоптер с камерой стоит не меньше. На этом фоне постройка электромобиля ничуть не выделяется – нормальная такая мужская забава…
Однако, пока не подешевели эффективные батареи и не распространились недорогие комплекты тяговых моторов и контроллеров, как это произошло с китами для электровелосипедов, электромобиль гаражной постройки в отношении стоимости эксплуатации вряд ли будет серьезным конкурентом бюджетным бензиновым авто и тем более – газифицированным машинам… В случае стремления к экономии вложиться в установку пропанового газового оборудования – проще и выгоднее…
Фото любезно предоставил американский самодельщик Брюс, тщательно документировавший все этапы постройки в домашних условиях своего электромобиля на базе пикапа-хэтчбека Suzuki Mighty Boy 1985 года.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.

Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.

В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Небольшая экскурсия по главным отличиям сборки автомобилей с алюминиевыми кузовами

Формовка металла

Лист алюминия формуется также, как и стальной лист, брусок нагревается до 538 градусов Цельсия и раскатывается между двумя роликами для придания ему плоской формы. С этого момента у этих предварительных заготовок будет много путей, они могут пойти как на банки из-под лимонада, так и в качестве материала для строительства автомобилей и другой техники, процесс будет одинаковым, отличия будут только в изменение химического состава. Легкий металл, используемый в автомобилестроении, может содержать до 15 различных алюминиевых сплавов усиленные медью и кремнием.
Отливка деталей

В дополнение к процессу штамповки алюминиевых листов посредством многотонных прессов, нередко алюминиевые детали отливаются в пресс-форму. Литье, самый простой, наиболее распространенный и самый недорогой метод производства алюминиевых деталей во всем мире. Из алюминия при помощи этого процесса десятилетия льются внутренние части, в том числе части для трансмиссии и блоки двигателей. Детали внешние по типу капота и дверей напротив, штампуются.
Совмещение двух деталей

Алюминий непросто сваривать. Оксид алюминия на поверхности материала легко поглощает газы, создавая пустоты внутри сварки, чем ослабляет ее. Вместо этого алюминиевые панели в прошлом скреплялись высокопрочным клеем и самопроникающими заклепками. С развитием технологий, автопроизводители перешли на новые процессы, переоборудовав сборочные линии и заменив стандартную точечную сварку новый тип- лазерную сварку, вложив миллионы в процесс обновления конвейера.
Крепеж навесных панелей

Заклепки, вот тот старый- новый элемент, который вытеснил процесс сварки из большинства сфер применения на сборочной линии, когда дело доходит до крепежа навесных панелей на автомобиле. Они пробивают металлическую поверхность без нагревания, искр и копоти. Но они настолько же прочно будут держать элемент, как и точечная сварка, при меньших затратах на новое оборудование и обновлении сборочной линии дорогостоящими сварочными роботами для этого металла.
У клепания есть еще один важный плюс, точность расположения заклепок легко может определить робот, что крайне положительно сказывается на качестве проводимых работ.
Сверление на малой скорости

Крепеж элементов посредством сверления нескольких алюминиевых листов с последующим закреплением их между собой при этом процессе. Винт при вращении и прохождении нескольких листов материала выделяет тепло, нагрев расширяет металл. Когда он остывает, отверстие сужается, сильно обжимая винт и создавая крайне прочное соединение.
Такая технология крепежа применяется в основном у европейских автопроизводителей. Из ее плюсов отмечают дешевизну, простоту, отсутствие необходимости установки дорогого нового оборудования.
Обновление конвейера

Так как алюминий не магнитится, автомобильным предприятиям приходится менять сборочное оборудование. Используются вакуумные захваты, вместо магнитных захватов для переноски деталей, сделанных из крылатого металла. Также из плюсов производства алюминиевых автомобилей отмечается меньшая загроможденность сборочных цехов оборудованием. Оборудование для работы с алюминием более компактное, чем классические громоздкие аппараты для точечной сварки. Больше пространства, меньше шум. Инженерам проще работать на заводах в таких условиях.
Вот такие интересные и необычные отличия существуют между сборкой автомобилей из обычной стали и из алюминия. До новых встреч!
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.

Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия

Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Источник высокой температуры
Технология литья
Особенность работы
Изготовление формы
Изготовление шаблона детали
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.

Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
Заливка алюминия

Несколько замечаний
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Читайте также: