
Станок для расширения концов труб своими руками
Добавил пользователь Валентин П. Обновлено: 05.10.2024
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
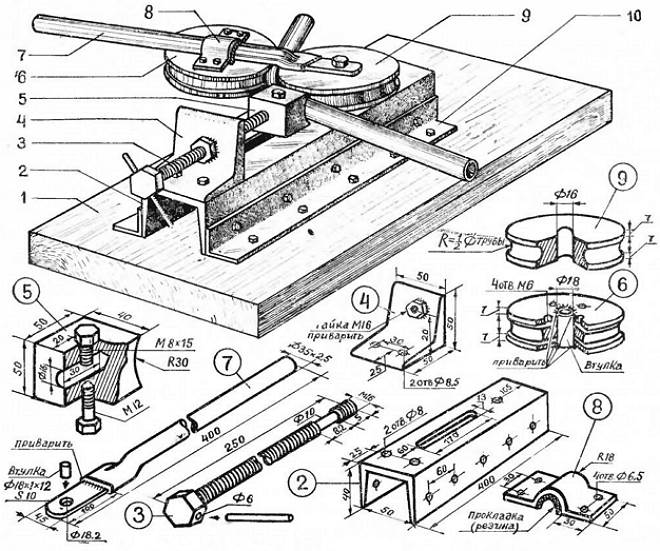
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона

Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
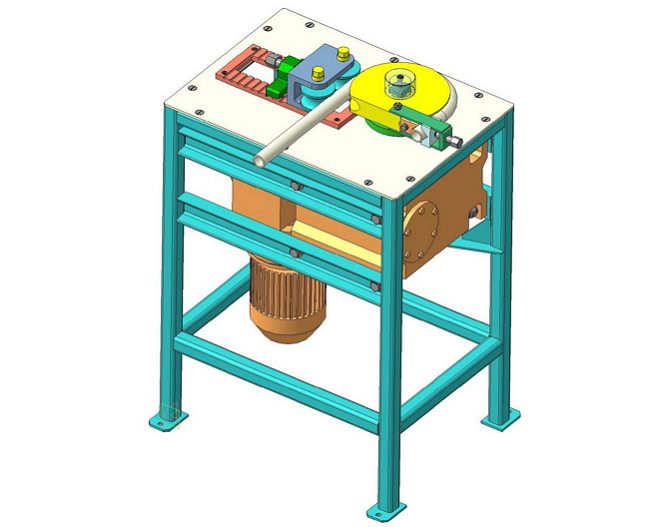
Схема трубогиба, работающего по принципу намотки
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
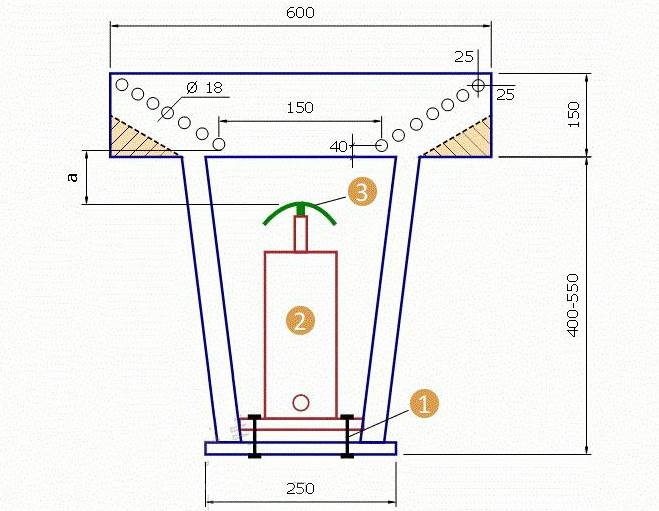
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
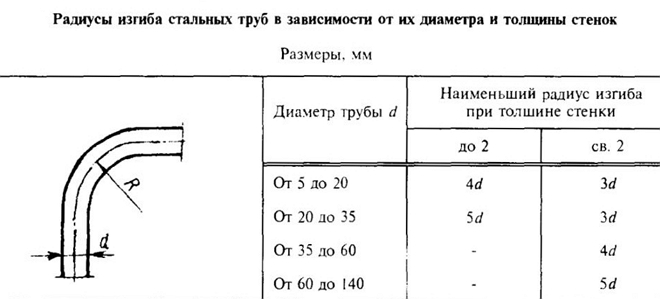
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
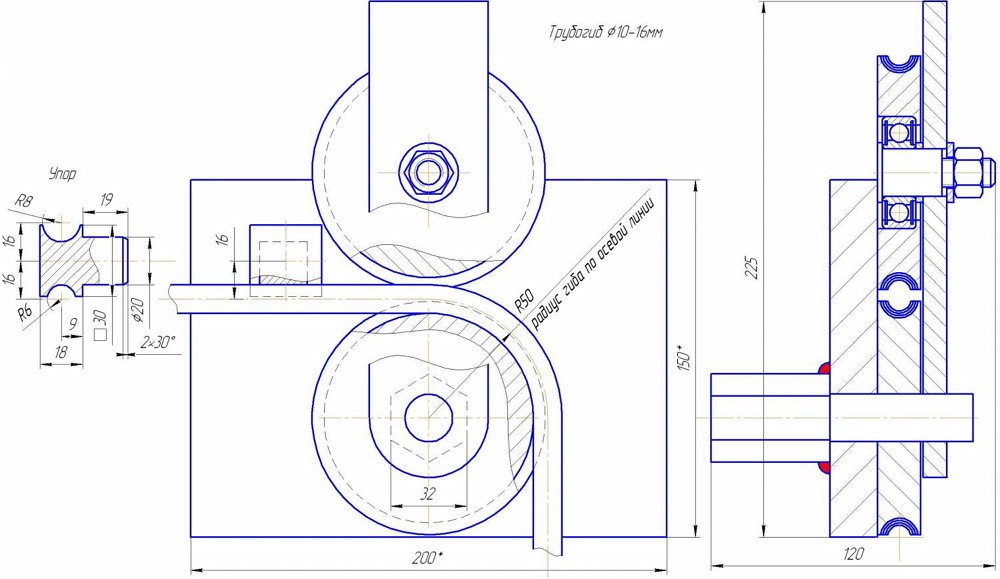
Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов
Чертеж кольца Комплектующие трубогиба Процесс сборки
Привод от двигателя Вид со стороны валов Готовый трубогиб в сборе
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

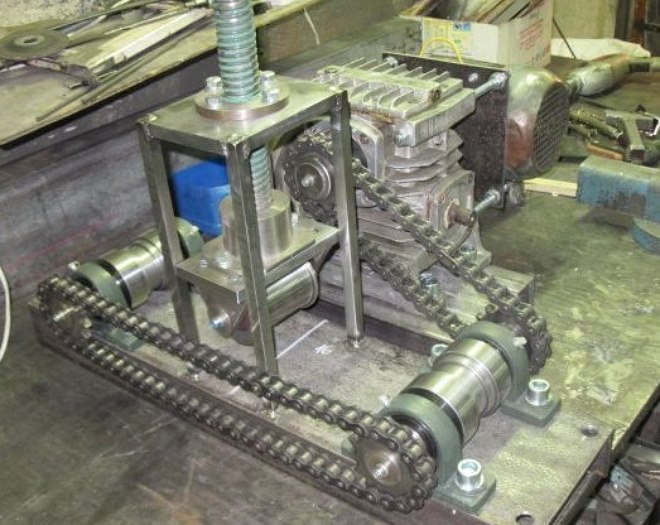
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
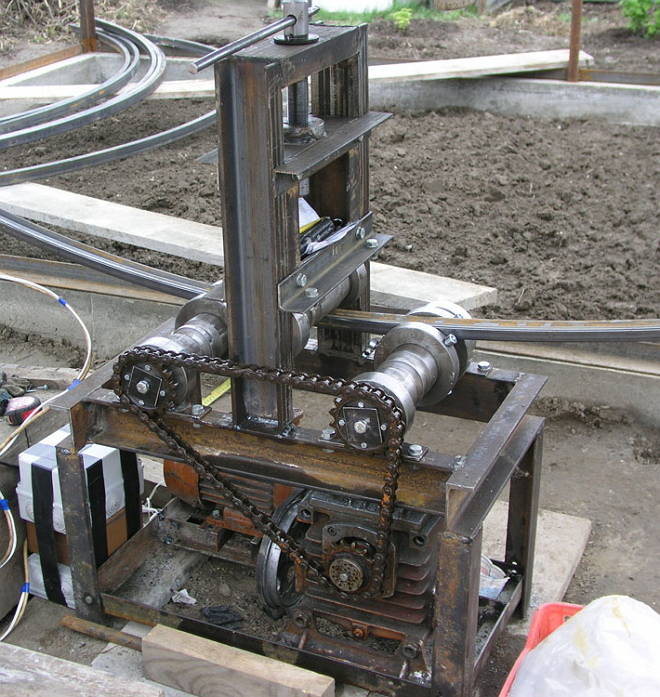
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.

Необходимость в гнутом профиле возникает довольно часто, особенно если у вас частное домовладение. Строительство теплицы, арок для калитки и ворот, обустройство беседки или навеса для машины – всё это может потребовать от вас арочных конструкций из металла. Тот, кто сталкивался с такой необходимостью, знает, что услуги по формованию металлического профиля стоят недёшево, а плюс ко всему придётся раскошеливаться на доставку нестандартного груза. Насколько проще было бы согнуть трубы по нужной вам дуге самостоятельно! Небольшие станки-профилегибы стоят от 10 000 руб. Не так дорого, но и не даром. А ведь есть вариант сделать такой станок своими руками, причём из материалов, бывших в употреблении. Своим опытом в этом направлении поделился автор YouTube-канала Master Sh. Вы вполне можете собрать такой же станок самостоятельно, если изучите этот материал.
Читайте в статье
Что потребуется для изготовления трубогиба
Работа с металлическим профилем требует от станка исключительной прочности.





Кроме перечисленных материалов вам потребуется металлическая шпилька с резьбой, гайки, накидной гаечный ключ, 4 куска металлического профиля длиной 20-25 см.
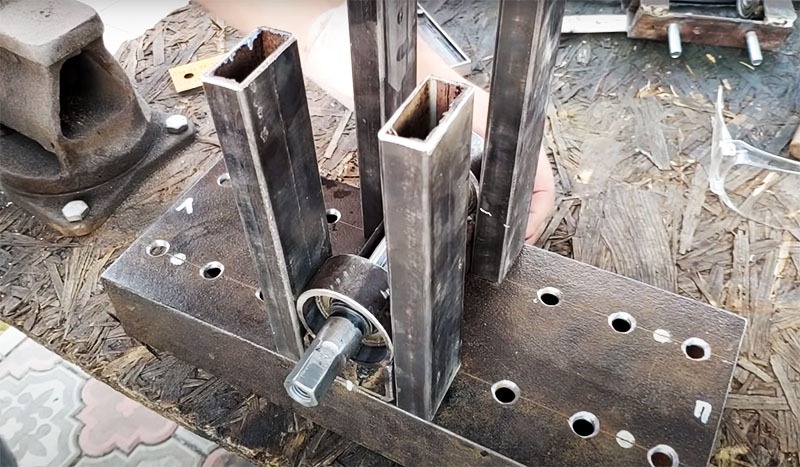
Как собрать ролики для трубогиба
У самодельного станка будет 3 пары роликов: центральная и две боковых. Чтобы вставить подшипник в приготовленные металлические кольца, придётся надрезать и немного разогнуть трубу, а потом плотно забить в него деталь







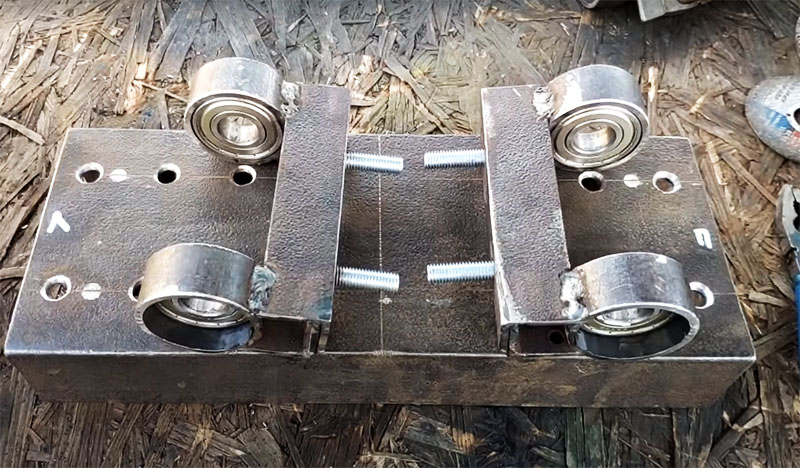
Последовательная сборка станка-трубогиба
С установкой боковых роликов, в принципе, всё понятно, а вот с центральной частью ещё нужно многое сделать.

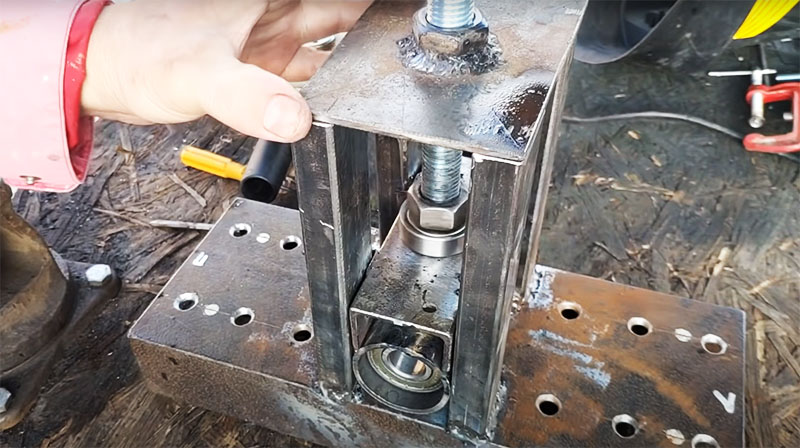






При наличии навыков работы со сваркой на всю работу по сборке станка у вас уйдёт от силы день, а прослужит такая конструкция не один десяток лет.
Это не единственный вариант самодельного трубогиба. Вот, к примеру, принципиально иная конструкция, не менее эффективная, судя по отзывам пользователей:
Усиление профтрубы методом прокатки — технологическая операция, в ходе которой формируются ребристая поверхность.
Для этих целей используется специальный станок. Они могут быть стационарными и настольными.
К тому же, заготовка приобретает красивый внешний, что позволяет использовать ее в декоративных целях.
В сегодняшней статье расскажем, как сделать настольный мини станок для усиления профильной трубы своими руками в условиях мастерской или гаража.
- листовой металл;
- шестигранный прут диаметром 32 мм;
- подшипники;
- стальной кругляк;
- корпусные подшипники.
Идея изготовления данного варианта самодельного прокатного станка для профтрубы принадлежит автору YouTube канала Sek Austria.
Основные этапы работ
Для начала необходимо изготовить верхний (прижимной) вал, который и будет формировать ребристую поверхность на заготовке из профильной трубы.
Для этого отрезаем от шестигранного прута кусок требуемого размера. На токарном станке высверливаем в заготовке отверстие.
В принципе, вместо шестигранного прутка можно использовать большую шестигранную гайку, также рассверлив в ней отверстие на токарном или сверлильном станке.
С помощью болгарки стачиваем грани шестигранника, как показано на фото ниже.
Высверливаем в детали отверстия, после чего нагреваем ее докрасна газовой горелкой, и быстро охлаждаем в масле.
На следующем этапе подготавливаем кусок стального кругляка. Надеваем на него шестигранник. Через просверленные отверстия привариваем его к прутку.
Далее из листового металла вырезаем два диска, и высверливаем в них отверстия по центру. Надеваем получившиеся шайбы на стальной кругляк, и обвариваем.
Изготовление корпуса
Из листового металла вырезаем две боковых стенки (высверливаем в них крепежные отверстия и вырезаем паз для прижимного вала), основание и верхнюю часть.
Свариваем все детали вместе. С помощью болгарки с лепестковым кругом зачищаем сварные швы. Далее приступаем к финальной части работ.
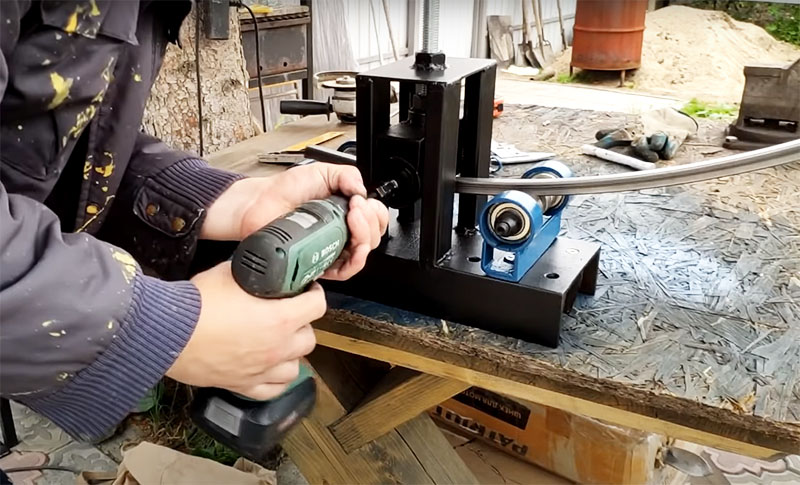
Сборка самодельного станка
В нижней части корпуса устанавливаем опорный вал, изготовленный из стального прутка и подшипников. В верхней части с помощью корпусных подшипников крепим прижимной вал.
В завершении останется только изготовить ручку, которую крепим к прижимному валу. Самодельный станочек готов к использованию.
Вальцевание или вальцовка труб — это производственный процесс, в ходе которого металлическое изделие деформируется по тем или иным направлениям с учётом требуемого угла сгиба.
В этой статье мы расскажем о том, какие типы вальцевания есть и для каких целей они применяются. Кроме того, мы рассмотрим, что собой представляет станок для вальцовки труб и как он работает.

Развальцовка под применение фитинга
Разновидности вальцевания
На сегодняшний день повсеместно практикуется ряд операций, которые объединены одним общим названием — вальцевание. Следует отметить, что все эти технологические процессы существенно отличаются как способом реализации, так и особенностями применяемого оборудования.
Итак, посредством каких методов выполняется вальцовка трубок? Основных методов два — это радиальная деформация (обработка поперечного сечения) и изгиб.
Радиальная деформация
Радиальная деформация выполняется посредством увеличения или уменьшения поперечного сечения. Увеличение диаметра называется развальцовкой, а уменьшение — завальцовкой.
Рассмотрим подробнее, как осуществляются эти процессы:
- Расширение поперечного сечения за счет увеличения диаметра позволяет создать на конце трубы небольшой раструб. Такой раструб является первоочередным условием для реализации бесфитинговых соединений отдельных элементов трубопровода.
Создав требуемое расширение, можно вставить трубу меньшего диаметра в раструб и впоследствии надёжно зафиксировать соединение.

Завальцованная медная трубка
- Уменьшение диаметра трубы — это процесс противоположный расширению. Если предыдущая технология позволяет получить раструб, то посредствам завальцовки поперечное сечение плавно сужается.
Зачем это нужно? Диаметр поперечного среза сужается для того, чтобы труба проще входила в раструб и надежнее в нем фиксировалась.
Важно: И первый, и второй технологический процесс выполняется на пластичных нехрупких металлах без предварительного нагрева.
Если предстоит работать с жесткими металлами, склонными к растрескиванию при механических нагрузках, может потребоваться предварительный нагрев, при котором изделие будет более пластичным и податливым.
Теперь попробуем разобраться, с применением какого инструмента выполняется радиальная вальцовка тормозных трубок.
Инструмент для развальцовки

На фото — инструмент с эксцентрическим конусом
Инструкция увеличения диаметра поперченного сечения допускает применение различного инструмента, от примитивного до технически сложного:
- Самое простое приспособление, которое активно применяется сантехниками и установщиками сплит-систем является металлический конус с гладкой поверхностью.
Изготовить такое приспособление можно своими руками, достаточно сточить металлический цилиндр до нужной формы, а затем отполировать поверхность. Впрочем, такой инструмент можно купить, так как цена на него невысока.
Принцип действия приспособления прост. Необходимо вставить конец конуса в срез трубки и с силой провернуть несколько раз.
Среди преимуществ решения отметим доступную стоимость и долговечность приспособления. Но есть и недостатки, среди которых возможность обработки труб только из мягких металлов и отсутствие точного контроля степени расширения. - Более технологичный и сложный в исполнении конус оборудуется трещоткой. Инструкция использования усовершенствованного конуса во многом сходна с применением предыдущего элемента. Конус вставляется в сечение и проворачивается с нажимом.
Наличие трещотки позволяет упростить процесс ввинчивания конуса и способствует регулированию усилия. - Экспандер — это еще один инструмент, который предназначен для проведения быстрой и сравнительно качественной развальцовки труб, изготовленных из мягких металлов.
Рабочая часть экспандера оборудована несколькими сегментами. Сжимая рукоятки инструмента, мы разводим сегменты, которые, в свою очередь, растягивают трубу. Недостатком решения является недостаточно ровные стенки раструба. - Вальцовочный инструмент, оснащенный эксцентрическим конусом — это наиболее прогрессивное решение для работы с изделиями из мягких металлов.
Инструкция использования инструмента несложная, достаточно вставить трубу в отверстие соответствующего диаметра и провернуть рукоять. Инструмент может быть оснащён предохранительным устройством, которое не даёт расширить диаметр больше того, чем это требуется.
Обработка труб посредством этого инструмента обеспечивает лучший результат в сравнении со всеми ранее перечисленными приспособлениями.
Инструмент для завальцовки

- Молоток – самый простой инструмент, которым можно наносить несильные удары по краю трубы. Для того чтобы не согнуть трубу в нее целесообразно вставить металлический стержень.
- Специальные клещи – профессиональный инструмент для вальцовки медных труб, обеспечивающий приемлемое качество загиба. Для того чтобы обработка металлических изделий требовала меньших физических усилий, следует выбирать модификации с большей длиной рукоятей. (См. также статью Развальцовка труб из меди: особенности.)
Важно: Для более точной обработки краев труб может быть применен специальный станок с вальцами.
Станки такого типа предназначены для сугубо профессионального применения, а потому цена их высока.
Изгиб трубы

Простой чертеж вальцов для профильной трубы, который можно применить для самостоятельного изготовления
Изгиб трубы также называется вальцовкой. Такой тип обработки нашел широкое применение при изготовлении различных трубопроводов.
Рассмотрим основные категории инструментов, позволяющие быстро и одновременно качественно сделать загиб.
- Пружина (внутренняя и наружная) применяется сантехниками для деформации труб из металлопласта. Такая вальцовка для медных труб проста в применении, цена ее невысока, но, к сожалению, она не подходит для работы с металлами более жесткими, чем медь.

- Трубогиб – это универсальное решение для деформации различных металлических труб под необходимым углом. Более того, применяя такой инструмент можно соблюсти радиус поворота трубы.
Трубогиб функционирует за счет мускульной силы приложенной к рычагу вороту. - Гибочные вальцы — это приспособления, позволяющие деформировать трубы, изготовленные из жёстких металлов.
Инструмент состоит из платформы, на которой, на определённом расстоянии друг от друга, установлены ролики, через которые протягивается труба. За счёт регулировки прижимного ролика можно контролировать угол и радиус гиба. (См. также статью Как согнуть профильную трубу: особенности.)
Вывод
Теперь вы знаете, что собой представляет вальцовочный станок для труб, по какому принципу он работает и в каких целях он применяется. Больше полезной информации вы сможете найти, посмотрев видео в этой статье.
Читайте также: