
Шар из профильной трубы своими руками
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Когда человек научился работать с металлом, он коренным образом повысил свой уровень жизни, изменил ее основательно. Это ощутилось не только на войне, но и в повседневной мирной жизни. Она стала намного комфортнее и прекраснее. Посредством холодной ковки мастера изготовляют удивительные вещи из металла.

Что, в принципе, очень просто. Достаточно иметь желание, опыт и специальное оборудование.

Изделия из холодной ковки
По сути, это — изгибания и скручивания металлических изделий без их нагрева в кузнечной печи. Для этого используют различные станки, отличающиеся между собой размерами и предназначением.

На них можно посредством холодной ковки (изгибов, перегибов, скручиваний) сотворить всё что угодно с металлическим прутом, арматурой, полосой, трубой, произвести различные предметы декора.

- Оградки;
- Украсить причудливым орнаментом жилые помещения;
- Нанести витые узоры на ворота;
- Оградить металлической вязью лестницы и балконы;
- Сделать спинки и подлокотники для стульев, кресел, садовых скамеек;
- Украсить беседки и уличные фонари;
- Изготовить различные решетки.

Чтобы легко сделать всё выше перечисленное, в большинстве случаев достаточно ручного станка для ковки, который достаточно просто изготовить своими руками.
Классификация
Чтобы работать с металлом необходимо оборудование. Также для изготовления определенных изделий с достаточно сложной конфигурацией посредством холодной ковки понадобятся различные чертежи и измерительные приборы контроля качества.


Кратко рассмотрим особенности каждого станка, особенности сборки.

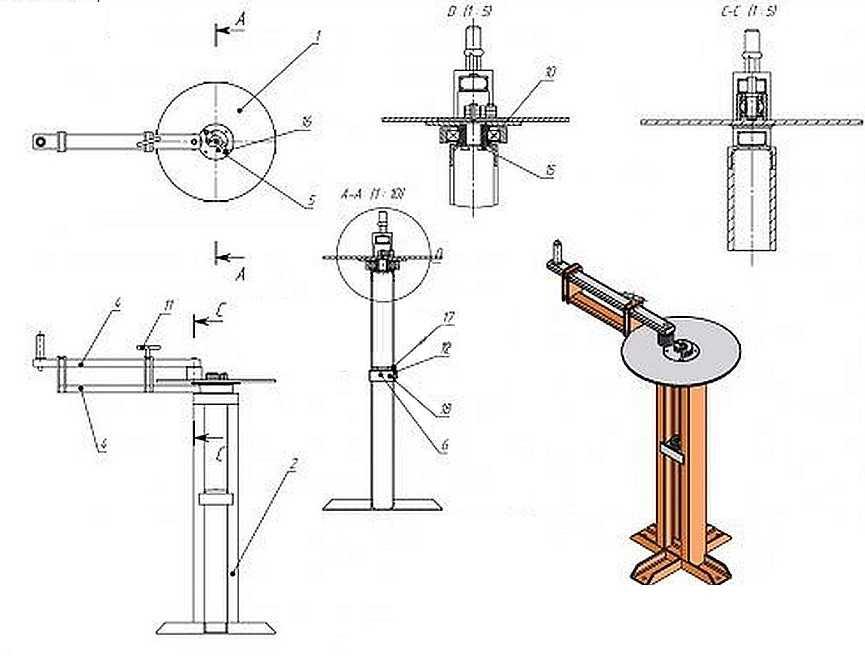
Такой станок предназначен для сгибания арматуры, труб, полос и прочих металлических заготовок в виде спирали. В процессе изготовления достаточно иметь представление о том, как работает устройство, чтобы правильно его сконструировать.

В процессе монтажа следует обратить внимание на следующие моменты:
Опорный каркас (стол), на котором будут гнуться заготовки должен быть изготовлен из металла (швеллер, толстостенная труба, уголок), но не из дерева. Так как в основном на него будет идти нагрузка во время работы, он должен быть прочным, а не развалиться на части в один прекрасный момент!

Столешница. Вырезается из металлического листа толщиною 4 мм и более, имеет круглую форму. Поверх нее вырезается и укладывается такая же со всеми сегментами улитки, на которой будет происходить выгибание заготовок.

Стоит заметить, что экономить на толщине столешницы не стоит. На нее приходится вся динамическая нагрузка. Чем толще будет лист металла, из которого она будет вырезаться тем лучше.









Основной шарнирный вал. Изготовляется из труб с достаточно толстыми стенками. Размещается по центральной оси между двумя столешницами. Крепится к основе четырьмя прямоугольными уголками (треугольниками).

Рычаг с роликом. Крепится на валу, осуществляя вращательные движения вокруг него в процессе гибки металла.

Это – самый простой вариант станка для холодной ковки своими руками, доступный для монтажа без особых усилий. Если нужно изготавливать более сложные изделия, то его придется модифицировать.

Торсионный станок
- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!

- Пластина из инструментальной стали;
- Подвижный упор (клин);
- Опорные валы (2 шт.);
- Рычаг

Для того, чтобы понять, как его правильно собрать – можно взглянуть на фото, на которых показаны различные станки для холодной ковки и особенности их монтажа своими руками или видеоролик, который имеется в свободном доступе в сети Интернет.

Станок позволяет за счет управляемых валов (дисков) выполнять различные зигзагообразные и синусоидные изгибы (все зависит от конструкции).

Как и в предыдущей конструкции, здесь имеется статическая и подвижная части. Один диск вращается по оси вокруг другого за счет рычага (воротка). При изменении расстояния между ними получается волна той или иной конфигурации.

Пресс

Иногда целесообразней приобрести весь станок целиком, чем собирать его по частям. Но это – кому как проще, финансово выгодней.

Художественная холодная ковка – это искусство. В основном оно приобрело чисто декоративный окрас, не потеряв при этом практичность и целесообразность. Из прутов металла, арматуры и прочего материала можно изготовлять удивительные вещи.
Главное, приобрести или смастерить своими руками все необходимые станки и оборудование, чтобы воплотить свои мечты о прекрасном в жизнь.

Фото холодной ковки своими руками








































Читайте здесь Сверлильный станок своими руками: создание настольной модели от А до Я. Чертежи и советы по постройке модели


При помощи приспособления улитки для холодной ковки, можно своими руками изготавливать фигурные и красивые металлические детали. Самодельный станок улитка собирается довольно просто, потому изготовить его сможет любой домашний мастер, даже при малых навыках в этой работе.
В статье мы рассмотрим преимущества холодной ковки, а также расскажем, как самостоятельно изготовить инструмент для работы – шаблон, чертежи, фотографии и видео смогут помочь вам в работе, и в результате вы сможете собрать простое и полезное приспособление для работы с металлом.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Видео: станок для художественной ковки своими руками просто
Процесс холодной ковки

С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

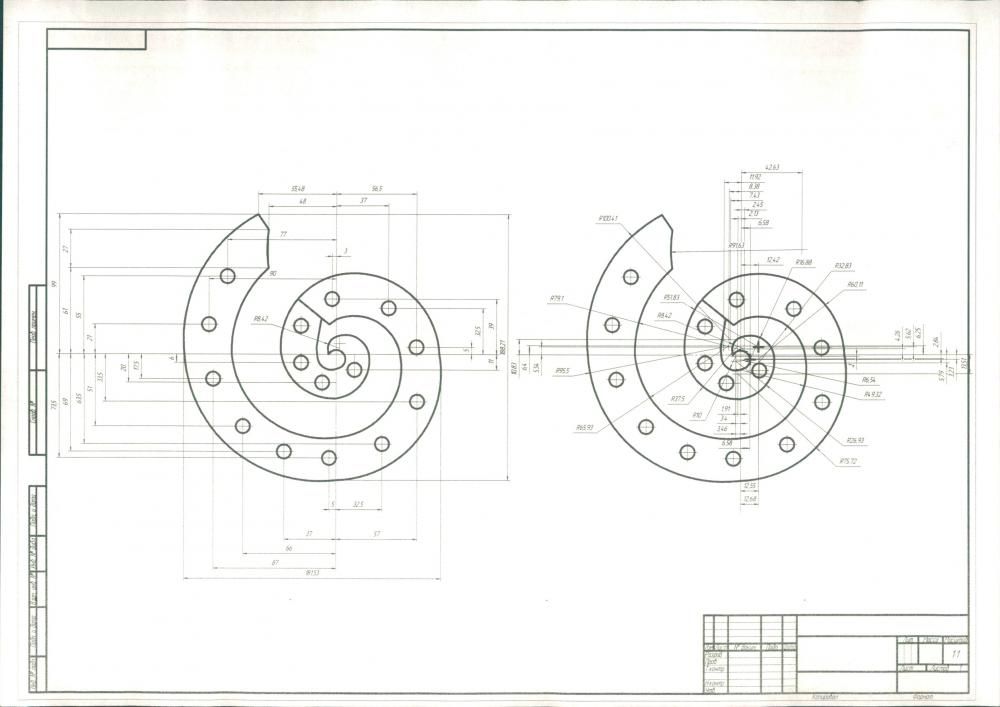
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простой улитки своими руками
Изготавливается она так:
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.

Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.

Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:

Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.

По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.

Кому-то более привлекательным покажется такое исполнение – с цельной полосой.

Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.

Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.


Цена вопроса

Если вы хотите использовать улитку в качестве инструмента для вашего хобби, то необходимо учитывать, что, хотя непосредственно конструкция вам дорого не обойдется (она не нуждается в каких-то специфических инструментах и деталях), определенные расходы холодная ковка все же подразумевает.
Так как, вам будет необходимо потратиться непосредственно на материалы, которые вы в дальнейшем будете использовать. И чем габаритней предполагается изделие, тем больше количество денег вам нужно будет потратить. Для того чтобы оценить затраты, все время создавайте предварительный чертеж изделия, который отображает реальные его габариты. К примеру, чтобы изготовить среднюю подставку под цветы, вам будет необходимо потратить на прутья не меньше 3 000 рублей. Какое количество материала будут требовать более сложные изделия – вы можете посчитать самостоятельно.
Цена будет зависеть и от сложности изделия, которое вы планируете создавать при помощи улитки – чем больше в нем будет сложных элементов, тем дороже вам выйдет конструкция.
На инструменты непосредственно для самого станка вам не нужно будет тратить много денег, но, если до этого вы никогда не занимались сборкой подобных конструкций, то желательно приобрести для нее готовую оснастку – в данном случае станок будет служить вам гораздо дольше, а работать на нем будет значительно проще.
На финишную обработку после ковки также могут понадобиться определенные средства – как минимум, вам нужно будет приобрести краску и грунтовку, для того чтобы придать изделию привлекательный и завершенный вид.
Невзирая на эти затраты, холодная ковка, при помощи улитки, по-прежнему является самым популярным и доступным способом для обработки металла, заниматься этой работой можно, как для своих нужд, так и на профессиональной уровне, но в данном случае вам со временем может быть необходим более мощный станок.
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
В отличие от классической горячей ковки, предусматривающей работу с раскалённой сталью порядка 1200 градусов с последующим окончанием процесса при 800 градусах по Цельсию, холодная ковка подразумевает обычную обточку, сгибание, скрутку и сварку элементов. Сварка производится после подготовки основных деталей.






Что это такое?
Формовку деталей и выделку конечных изделий производят не только при высокой температуре, но и под большим давлением. Суть метода – в отсутствии раскаливания металла перед формовкой. Вместо этого используются профессиональные и самодельные гибочные, скручивающие и вытягивающие станки. Применяя эти приспособления, легко изготовить любое художественное изделие на заказ – даже для наиболее искушённого и взыскательного клиента.
Достоинство метода – самодельные станки быстро окупаются и вскоре приносят доход, когда детали производства отлажены, а само дело уверенно ставится на поток.
Самые смелые и оригинальные решения таким образом воплощаются в жизнь: при овладении слесарными и кузнечными навыками подключаются фантазия и смекалка.



История возникновения
Сгибание, скручивание прутов и полос стали – суть холодной ковки. Процесс этот происходит примерно при комнатной температуре, не считая внутреннего нагрева при мехобработке. В качестве примера – стальные завитки на воротах, дверях и оконных решётках. Холодная ковка – способ, при котором экономятся затраты, направленные на создание тысяче- и более градусного жара в горниле.



Зарождаться холодная ковка начала примерно 10 тыс. лет назад. Первобытные кузнецы применяли каменные молотки и кувалды – медь хорошо плющилась при воздействии гранитного ударника, насаженного на палку. На смену холодной ковке пришла и классическая – наблюдатели этого явления видели, как из жерл вулканов вытекал расплавленный камень с примесями металлов.
Догадавшись, что огромная температура и давление превращают минералы в руду, после переплавки добытого сырья мастера прокалывали полученные болванки до температуры размягчения – и обрабатывали их молотком или кувалдой.



Вслед за украшениями, подвесками люди ввели в свой обиход садово-огородный инвентарь, посуду и другие предметы быта, а также холодное оружие. С переходом на производство стали и изделий из неё холодная и горячая ковки дополняют друг друга. Современная стадия развития холодной ковки позволяет получить практически любые вещи и предметы, используя не примитивные подручные средства, а усовершенствованное станочное оборудование. А конвейерно-заводское производство XXI века постепенно дополняется обрабатывающими станами, чьё управление осуществляется не усилиями рабочих, а ЧПУ модулем – как и при токарно-фрезеровочной обработке заготовок.
Используя скруточно-гибочный станок с ЧПУ, впору поставить художественную ковку на широкий поток, как это достигается, например, в текстильной промышленности, занимающейся, скажем, выделкой ковров на автоматическом ткацком станке. Количество холоднокованых элементов в изделии может увеличиваться почти неограниченно: исторически кузнецы шли от простых конструкций, а сейчас профессия, деятельность художественного кузнеца дополнилась функциями и обязанностями, связанными со станочным оборудованием.
Стили и элементы узоров
Античная и средневековая эпохи задали основные направления художественной ковки. Для придания изделию поистине красивого вида мастер выбирает определённый стиль. Сравнение с готовыми образцами из каталога позволит клиенту (заказчику предмета) определиться с направлением будущего произведения искусства. Даже оконную решётку и зарешеченную дверь можно превратить в такое изделие.
У каждого стиля имеются свои особенности. Так, романский отличается строгим и симметричным расположением элементов. На изделиях, выполненных по его закономерностям, виднеются сплочённое размещение спиралевидных элементов в одной последовательности, частое повторение одних и тех же комплектующих. Орнамент, видение которого прослеживается в изделии, выполненном с его помощью, характеризуется наличием С-завитушек.
Готика подразумевает устремление кверху. Ограды и заборы часто изготавливают в стиле готов. Пруты заканчиваются остриями, похожими на стрелы или копья. Спиралевидные комплектующие, используемые в данном стиле, представляют собой просечки, напоминающие стебель с ответвлениями. Чтобы сделать изделие более разнообразным, используют фонарики или объёмные спиралевидные детали.
Исполнение под названием барокко перекликается со стилем Возрождения, но такой вариант крайне редок в использовании. Основными деталями данного стиля являются скруглённая дуга, спираль и волна. Расхождение из прутьев дополняется деталями в виде листочков или цветков. Утончённые изгибы обретают форму восьмёрки. Подобный стиль обладает гармоничностью, при этом комплектующие обретают симметричное расположение, представ перед наблюдателем в виде перевитых линий. Барокко относят к ажурным стилям: в отличие от эпохи Возрождения, он отличается улучшенной динамикой придаваемых форм.


Рокайльный стиль отмечен наличием тонких прутьев и двусторонне направленных завитушек. Он служит отсылкой к непрерывной динамике, филигранен – и объёмен по части узоров. Холоднокованые изделия выглядят не вполне симметричными, разделёнными на части по своему оформлению. Рококо не сочетается с плоскими и прямыми деталями.
Классика – вариант, которому присуща симметричность. Чтобы создать орнамент, используют спиралевидные детали, просечные и завитые комплектующие, дополненные спрямлёнными частями. Добавочным элементом послужит ломаная или прямые углы. Форм-фактор – стопроцентная общая вертикальность исполнения.


Ампирное исполнение – отсылка к соблюдению точной геометрии изображения, длинных и отшлифованных прутов. В качестве основы – прямая с расположенными по одну сторону завитушками, установленными с торцов. Дополнением служат спирали и строгость выдержки.
Модернистский вариант – отсылка к биомотивам. Прямые в оформлении изделия полностью отсутствуют. Его составляющие – завитушки, спирали, ломаные и прочие изогнутые элементы. Симметрия главным фактором здесь не является. Данный стиль служит отсылкой к очертаниям человека или животного. Добавочными компонентами являются листья и цветки. Построение узора характеризуется переходами завитушек – из одной в другую – по всему изделию.
Выбрав подходящий стиль, мастер подготовит эскиз и чертёж, по которому изготавливается конкретное изделие.


Изделия
Для создания корзинки, подставки под вазы можно использовать любой стиль, в котором отсутствуют прямые прутья. Мангал, в отличие от корзинки, подобно урне, после сооружения основной коробки из листовой стали, в которой просверлены сбоку вентиляционные отверстия, украшается заготовками из прута в любом стиле, например в классическом. Крыша и перила (части ограждения) беседки также изготавливаются с применением исключительно криволинейных и симметричных элементов.
Чтобы получить кованую кровать или каркас-основу для спального гарнитура, дивана, прямые линии в нём делаются лишь по периметру (спинка), однако основа-лежак и полка под ним должны изготавливаться с преобладанием прямых деталей над изогнутыми. Для забора, к примеру, можно использовать стиль классицистов или готов. Арка над воротами, может обладать единственной прямой – посередине; остальные же элементы, как и на секции забора или ограды, могут оказаться преимущественно криволинейными, но симметричными.




Оборудование и приспособления
Классификация приспособлений, позволяющих изготовить требуемые элементы, осуществляется по сложности исполнения конкретных заказов. Чтобы воплотить определенную идею в жизнь, потребуются не только чертежи проектов, но и замерители, позволяющие не отклоняться от хороших показателей качества проделанной работы.
Среди мастеров холодной ковки особым спросом пользуются гибочные станки, позволяющие согнуть прут в виде волны, спирали или простого плавного угла.


Скруглённая столешница изготавливается из листа стали толщиной от 4 мм. На неё кладётся ещё одна столешница, с помощью которой осуществляется формовка деталей для изготавливаемого изделия. Не нужно придавать ей слишком малую толщину – нагрузка на неё действует значительная. Запас толщины позволит столешнице не согнуться при формовке изделий. Главная шарнирная ось сработана из труб с утолщёнными стенками. Присоединяется эта комплектующая по центру конструкции между двумя столешницами. Зафиксирована она с помощью основы посредством четырёх уголковых деталей, обладающих диагональными проставками. Роликовая рычажная комплектующая фиксируется на оси – и движется относительно неё, сгибая пруты и полосы. Для выделки наиболее сложных деталей полученное приспособление усовершенствуется.


Торсионный станок
Торсионное приспособление служит для скручивания изготавливаемых элементов. Обладает каркасом и рукояткой. Каркасная основа характеризуется наличием подвижной и неподвижной частей – по сути, это тиски. Рукоятка служит для кручения отрезков полос или квадрата. Может заменяться электромотором, который избавит мастера от ручного закручивания заготовок в гнутые элементы.
Гибочный станок служит для сгибания прямых заготовок под непрямым углом. Это комплект из пластины, динамического клина, опирающих осей и рычага. Принцип работы на нём прост: заготовка кладётся на оси, с помощью клина она выгибается под нужным углом.
Пресс
Работа прессообразного станка – расплющить квадрат или круглый профиль в уплощённый наконечник. Является наиболее усложнённым набором, благодаря которому мастера обходятся без промышленной установки. Недостаток – покупка бойка, без которого это приспособление полноценно не работает.
Холодная ковка своими руками
Делать объёмные изделия в домашних условиях становится возможным, когда у домашнего мастера есть хотя бы самый простой ковочный аппарат. Чтобы ускорить построение художественных элементов, потребуются заранее изготовленные шаблоны, благодаря которым процесс выделки способен ускориться в несколько раз. Например, чтобы создать волнообразную деталь, используют плавные повороты по дуге окружности на 90 градусов, напоминающие очертания полусферы.
Чертёж изделий выполнен по лекалам, размеры деталей обозначены по нормам ЕСКД, когда цех по производству кованых изделий широко известен среди заказчиков. Несмотря на чертёжные нормативы и математические основы проектирования, обойтись без дизайнерских идей нельзя – ковка холодным способом является своего рода искусством.
Замеряют длину кривой на заготовке с помощью зубчатки-измерителя. Завитушки делаются из круга 10 мм, фонарики – из 6-миллиметрового круга либо квадрата.

Станки и станочное оборудование
Технология ручной обработки металла насчитывает не одну тысячу лет. Есть два основных вида. Это холодная или горячая ковка. Для обработки металла горячим способом необходим горн или плавильная печь и подготовленное надлежащим образом помещение. Да и цена на эти приспособления высокая.

Кузнечное оборудование для холодной ковки можно разместить в любом подходящем месте, например, в пристройке к дому. При желании некоторые из станков можно изготовить самостоятельно. Это обстоятельство значительно снижает затраты на организацию производства. К тому же фото станков легко найти в интернете.

Станки для холодной ковки: преимущества их применения
Основное достоинство в том, что станок для холодной ковки своими руками изготовить достаточно несложно. А также при необходимости можно обойтись без электроприводов.
Помимо этого работа на таких станках имеет следующие преимущества:
- быстрое обучение;
- простота в работе;
- невысокие трудозатраты;

- возможность выпуска серии деталей;
- создание уникальных конструкций путем сочетания базовых элементов;
- безопасность.
Виды станков
Есть несколько основных видов станков, используемых при холодной ковке металла:





Это минимальный набор станков для начала работы с заготовкой. А также не получится обойтись без болгарки (УШМ) и сварочного аппарата.
Кроме этого, в производстве часто используют такие приспособления как глобус, фонарик или объемник.
Какие станки самые важные
Почти все приспособления, используемые в процессе изготовления деталей способом холодной ковки, устанавливаются на два основных станка в виде дополнений.
Глобус, гнутик или объемник ставятся на основание от улитки.

Приспособление фонарик монтируется на торсионный станок.

Холодная ковка своими руками невозможна без применения этого станка. Он используется для изготовления закругленных узоров из профильной трубы или прутка. Получаются такие элементы узора как завитки или волюты.

Форма заготовке придается путем наматывания на шаблон при помощи рук или рычагов.

В более сложных конструкциях заготовка гнется с помощью кондуктора, закрепленного на ось вала.

Такой станок можно купить или сделать своими руками.
Станок улитка для холодной ковки своими руками
Изготовление станка состоит из нескольких этапов:
- Чертеж. При составлении чертежа необходимо строго выдержать пропорции всех деталей. Зазор между центральной осью и упором должен быть шире заготовки на 3-4 мм. Тогда готовая деталь легко снимется со станка.
- К стальной пластине из листа толщиной не менее 3мм приваривается по центру труба диаметром от 30 мм. Рядом крепится центральный упор для фиксации начала заготовки. Затем к ней приваривается металлическая полоса, шириной равная обрабатываемой детали, изогнутая спиралью под необходимым углом.
- Приспособление закрепляется на станине. Лучше всего крепить болтами, чтобы можно было легко заменить в случае необходимости.

- Для того чтобы облегчить процесс изгибания заготовки, к приспособлению приваривается ручка. Она крепится с обратной от заготовки стороны, чтобы не мешала устанавливать и снимать детали.

Для самостоятельного изготовления любого станка для холодной ковки понадобятся следующие инструменты:

- дрель;
- болгарка (УШМ) с отрезным и шлифовальным кругом;
- сверла различного диаметра;
- коронка по металлу;




Приступать к работе следует после того, как весь инструмент будет иметься в наличии.
Улитка с лемехом
Лемехом называется полоса металла, согнутая по форме нужной детали. Шаблон, по которому будут делаться завитки. Обычно лемех делается съемным, так как завитки делаются по индивидуальным размерам под каждое изделие.

Улитка с рычагом
В случае, ели требуется просто закрутить заготовку в спираль используется улитка с рычагом. Деталь крепится между основным валом и упором и с помощью закрепленного на станине рычага накручивается необходимое количество витков. Чем длиннее рычаг, тем меньшее усилие надо приложить для изгибания заготовки.

Как работать на станке улитка для холодной ковки
Необходимо отрезать заготовку нужной длины. Ее надо посчитать заранее. Особенно если завитки будут делаться с обеих сторон. Конец заготовки вставляется между кондуктором и упором. Затем с помощью ручки крутится улитка, и заготовка изгибается по форме установленного лемеха.
Когда нужная кривизна достигнута, рычаг подается чуть назад. Таким образом заготовка освобождается для извлечения из станка.
Торсионный станок
Это отдельный вид оборудования для холодной ковки. Иногда такой станок называют твистер. Он используется для закручивания заготовки из профильной трубы или квадратного прутка вокруг своей оси. На выходе получается деталь, скрученная наподобие сверла.

Компоненты станка и необходимые инструменты
Для изготовления станка потребуются следующие материалы:
- профилированный двутавр;
- тиски (2 шт.);
- стальной лист не менее 4 мм толщиной.

- сварочный аппарат;
- болгарка;
- уровень;

Изготовление
На двутавре необходимой длины с одной стороны жестко крепятся тиски. Для крепления лучше всего использовать сварку. А также, перед монтажом на двутавр наваривается стальной лист. Это поможет избежать деформации детали в процессе закручивания.

Подвижная система
Собирается с противоположной от закрепленных тисков стороны. Сверху устанавливаются тиски, которые оснащены подвижной центральной частью.
Важно, чтобы тиски с обеих сторон двутавра находились строго в одной плоскости.
К тискам вместо рычага приваривается колесо (штурвал). Чем больше будет диаметр, тем меньше усилий понадобится для изготовления детали.
Один конец заготовки зажимается в закрепленные тиски, другой во вращающийся элемент. При помощи штурвала заготовка скручивается в спираль с необходимым количеством витков.

Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.

Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Края прутков скрепляются между собой при помощи сварки или хомута.

Устройство и принцип работы
Затем при помощи второй втулки заготовка обкатывается по шаблону, выполненному в форме дуги нужного радиуса. Оба ролика закреплены на рычаге, который приводится в движение руками. Противоположный конец заготовки гнется таким же образом.
После необходимое количество выгнутых деталей соединяются между собой с помощью сварки или хомутов.
Предназначено для изгибания прутков или трубок под заданным углом или радиусом. А также, с помощью этого приспособления создаются хомуты для скрепления деталей между собой без применения сварки.

Устройство
Самодельный гнутик состоит из:
- Основания с пазом. Изготавливается из прочного швеллера.
- Подвижного упора. Он двигается в пазу при помощи червячного механизма.
- Двух жестко закрепленных упоров. Они крепятся на частях основания.
На упоры одеваются сменные валики различного диаметра. Это даст возможность гнуть детали под необходимыми радиусами и углами. На подвижном упоре тоже желательно сделать возможность смены валика или клина.
Это существенно расширит функционал приспособления.
Заготовка зажимается неподвижными упорами и гнется под нужным углом путем давления на нее подвижного упора. Благодаря использованию червячного механизма не потребуется прилагать значительных физических усилий для достижения деталью нужной формы.
Холодная ковка хорошо подходит для использования как вид частного предпринимательства.
Благодаря возможности изготовить оборудование самостоятельно, этот вид деятельности не требует значительных вложений на начальном этапе.
Читайте также: