
Приварить резьбу к трубе своими руками
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
При сборке и подключении систем подачи воды либо же ее отведения нередко возникает необходимость соединить трубы, и сделать это лучше без применения сварочного аппарата. Однако далеко не все домашние мастера знакомы со спецификой такой тонкой работы. Согласны?
Мы расскажем, как производится врезка в трубу без сварки при прокладке трубных конструкций. В предложенной к ознакомлению статье разобраны все способы выполнения соединений для труб из различных материалов. С учетом наших рекомендаций вы сможете создать прочный, надежно сплоченный узел.
Как соединить трубы без сварки?
Способов подключения труб к основной магистрали без задействования сварки существует несколько. Одни из них относят к числу неразъемных, разобрать которые без разрушения трубопровода практически невозможно. Другие представляют собой разъемные сочленения, которые без особого труда демонтируются, а в случае необходимости и собираются повторно.
Выбор варианта зависит от того, из какого материала произведена труба.

Соединить трубы без сварки, не имея при этом особых навыков – посильная задача даже для начинающего мастера; нужно лишь строго соблюдать инструкцию монтажа
Весь трубный прокат делится на две основные группы:
- жесткий – трубы, выполненные из чугуна, меди и стали;
- гибкий – изделия выполнены из полимерных материалов (полипропилена, металлопластика, полиэтилена).
В основе такого разделения лежит необходимость задействования большей площади зацепления в момент соединения деталей полимерных конструкций. Для сравнения: врезку труб из металла можно выполнить в ограниченных условиях, задействуя минимальную площадь зацепления состыковываемых деталей.
Врезку в коммуникационные трубопроводы без проведения сварки в бытовых условиях выполняют при модернизации трубопровода
Чаще всего врезаются с целью сооружения новых веток для установки дополнительной сантехники и для подключения бытовой техники: стиральных или посудомоечных, машинок
Самым надежным, практичным и технологичным способом проведения врезки является использование специализированной арматуры: хомутов, соединителей с фланцевыми переходами, тройниковых муфт, крестовин
В предложенном сейчас ассортименте трубопроводной арматуры есть все виды приспособлений и устройств для подключения коммуникационных ответвлений любого диаметра под любым углом
Сочленение профильных труб
Самый доступный способ сочленения профильных труб – посредством установки крепежных хомутов. С помощью этих нехитрых приспособлений удобно собирать любые типы малогабаритных металлоконструкций, возводя навесы и стеллажи, теплицы и ограждения, козырьки и модульные перегородки.

Применение крепежных хомутов дает возможность обеспечивать соединение элементов трубопровода, стабильность и прочность которого не уступает сварному
Неоспоримым преимуществом задействования крепежей является удобство монтажа и возможность разбирать собранную конструкцию неограниченное число раз.
Для воплощения этого способа потребуется всего три составляющие:
- Нарезанный в размер трубный прокат.
- Необходимое количество крепежных хомутов.
- Гаечный ключ.
В собранном виде они имеют форму квадрата или прямоугольника, стороны которого плотно обхватывают состыковываемые части металлических труб.

Изготавливаются хомуты-крабы из оцинкованного или окрашенного порошковой краской листового металла, имеющего толщину в 1,5 мм
Крепеж крабами не должен вызвать особых сложностей. Вставить нарезанные трубы в хомут и зафиксировать прижимные палки посредством затягивания болтов на системе под силу любому желающему.
Но применять этот способ можно только для профильных труб сечением не более 20 х 20 мм, 20 х 40 мм и 40 х 40 мм. К тому же состыковку элементов можно производить только под прямым углом.
Соединить квадратные трубы без сварки можно и путем установки фитингов заданного профиля.

Для состыковки и врезки труб используют муфту-переходник, диаметр которой на одну единицу больше, чем сечение состыковываемых элементов конструкции
Крепежи в виде фитингов бывают нескольких видов:
- Муфты – в местах стыковки на прямых участках.
- Крестовины и тройники – для установки в местах разветвлений;
- Колена и повороты – при необходимости изменения направления трубопровода.
С помощью фитингов можно получить неподвижный крепеж, единственным уязвимым местом которого является только подверженность коррозии, которая характерна для заведенных в него торцов состыковываемых элементов .
Такая ситуация возникает в результате скопления внутри крепежа конденсата. Он станет причиной ржавления при условии, что металлические трубы не обработаны антикоррозионным составом.
Способы врезки металлических труб
Выбор оптимального способа врезки зависит от типа устанавливаемых труб и условий их эксплуатации. Подключение можно выполнить под углом в 90 и 45 градусов, расположив их по направлению вертикально вверх или в сторону.
Резьбовой вариант состыковки
Посредством резьбового соединения собирают безнапорные системы, к примеру, системы водоотведения из стали и чугуна или дымоходы из нержавейки.

Соединения на резьбе устраивают только на участках трубопровода, где есть возможность контролировать надежность состыковки, а в случае надобности не составит труда подтянуть его
В большинстве случаев трубная резьба накатывается на специальном оборудовании. Но при желании эту процедуру можно произвести вручную с помощью режущего инструмента, оснащенного зубцами – плашки. Для этого отрезают заготовку заданной длины, делая запас на припуск для резьбовой части.
Работу выполняют в такой последовательности:
- В слесарных тисках укрепляют отрезки труб, исключая тем самым риск прокручивания заготовок.
- Чтобы облегчить фиксацию плашки, с наружной части заготовок под углом в 45° снимают фаску.
- На зачищенный конец трубы осторожно наживляют плашку, внимательно следя за тем, чтобы не допустить перекоса. В случае обнаружения такового на первых же кругах плашку необходимо снять, заготовку обстучать, а процедуру начать по новой.
- Наживленную плашку постепенно накручивают на трубу. После нескольких витков нужно с помощью уровня проверить правильность нарезки.
- Выполнив трубную нарезку на необходимую длину, снимают инструмент путем проворачивания его в обратном направлении по готовой резьбе.
Если инструмент в какой-то момент перестал проворачиваться, нужно сделать один оборот в противоположном направлении и удалить с резьбы застрявший кусок стружки, затем продолжить работу. Чтобы упростить работу по созданию соединения на резьбе, торцы заготовок и режущий инструмент рекомендуется смазать машинным маслом.

Резьбовое соединение нуждается в уплотнении, роль которого может выполнить сантехническая подмотка с использованием льняных волокон или ФУМ-ленты
В случае, если приходится производить нарезку в условиях, когда труба близко расположена к стене, довольно сложно осуществить полный оборот инструментом вокруг трубы. Облегчить задачу поможет задействование плашкодержателей. Они оснащены храповыми механизмами.
Прежде чем закручивать резьбовое соединение, важно убедиться, нет ли на торцах труб осевшей стружки или заусениц. Закручивание резьбы следует выполнять с некоторым усилием.
Со способами нарезки резьбы на трубах для устройства водопроводной системы познакомит эта статья. Рекомендуем ознакомиться с весьма полезной информацией.
Путем установки хомута
Этот способ соединения выбирают для создания разъемного соединения труб в тех случаях, когда необходимо состыковать элементы без сварки и без резьбы. Хомуты представляют собой плоские кольца с соединительными выступами или без них, в которых предусмотрены отверстия для шпилек и болтов.

Для создания такого соединения применяют фитинг, именуемый хомутом, который имеет усеченный конус в торцевой части и оснащен резиновой прокладкой
Последовательность сборки узла с фланцевым соединением:
- В месте предполагаемой врезки делают срез трубы, выдерживая прямой угол. Фаску на конце трубы делать нет необходимости, достаточно лишь создать максимально ровную линию реза.
- На зачищенный от заусениц срез надевают хомут.
- Для герметичности соединения вставляют резиновую прокладку таким образом, чтобы она выступала за линию среза на 10 мм.
- На прокладку надвигают фланец. Его соединяют с ответной частью, установленной на торец второй состыковываемой трубы, и фиксируют посредством прикручивания болтов.
При закручивании болтов соединительных хомутов важно не перетянуть с тем, чтобы не повредить хрупкие элементы узла.
При состыковке элементов узла надетый на трубу хомут совмещают со второй ответной частью крепежа и скрепляют с помощью прижимных болтов
Стягивание нужно осуществлять равномерно, аккуратно заворачивая резьбу крепежа по всей окружности. Гайки ответных частей хомута лучше закручивать не последовательно, а попарно. Для этого рекомендуется закручивать диаметрально расположенные друг против друга крепежи.
Установка хомута для подключения к нему коммуникационной линии производится следующим образом:
Перед началом работ перекрываем подачу воды из стояка в трубу, подлежащую модернизации. Сливаем из трубы остатки воды и сверлим отверстие в намеченной точке
Устанавливаем на заранее зачищенное от старой краски и ржавчины место хомут. Совмещаем его патрубок с просверленным в трубу отверстием
После проведения работ по установке хомута окрашиваем трубу, чтобы защитить ее от ржавления и окисления
Посредством монтажа муфт

Муфты представляют собой разновидность фитингов, которые применяются для того, чтобы наращивать прямые сегменты трубопровода. Они эффективны при сборке прямолинейной системы в доме
Муфты удобно применять для сочленения труб, имеющих различный диаметр и выполненных из разных типов материалов. Они идеально подходят при необходимости подключения пластиковых труб к металлическим.
Врезку в трубу с использованием муфты выполняют в такой последовательности:
- Торцы подлежащих соединению труб обрезают строго под прямым углом.
- К месту стыка прикладывают муфту, размещая ее таким образом, чтобы центральная часть устройства располагалась строго по линии соединения.
- На трубах делают отметки, обозначающие правильное положение фитинга.
- Концы труб и внутреннюю полость муфты обрабатывают жидким герметиком.
- В муфту последовательно заглубляют торец первой и второй трубы. Обе заготовки выравнивают строго по оси.
- При надевании самого фитинга ориентируются на предварительно нанесенную разметку.
В ходе подключения труб к наружным коммуникационным магистралям применяют в основном муфты с фланцевым типом соединения:
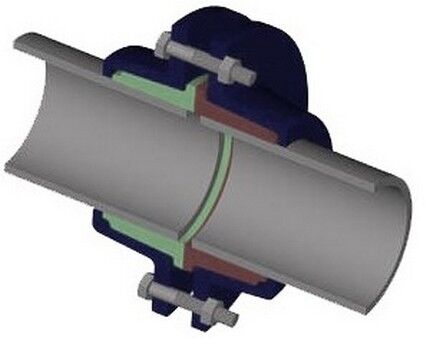
Врезку в гладкие трубы больших диаметров, применяемых в сооружении наружных коммуникационных линий производят с использованием фланцевых муфт
Фланцевые муфты с патрубком для ввода новой линии используются в подключении к металлическим, полимерным трубопроводам и к системам, собранным из полимерных и металлических труб
Фланцевые муфты служат основой для установки запорной и регулирующей арматуры на коммуникационные магистрали
Особая группа фланцевых соединителей позволяет простым, оперативным и безопасным способом врезаться в трубопровод по давлением, не прерывая его эксплуатацию
Широкое применение нашло и соединение с использованием муфты Гебо. Этот компрессионный фитинг оснащен прижимным и уплотняющим кольцами. Монтаж элемента можно выполнить без задействования каких-либо специальных инструментов.
Работа с полимерной арматурой
Выполнить врезку в полимерную трубу еще проще. Один из способов и вовсе не требует сложного и максимально точного разрезания трубопровода. Это особо актуально при необходимости врезки пластиковых элементов больших диаметров, которые под действием врезки могут деформироваться.
Врезка с установкой патрубка
Для реализации этого способа необходимо заранее приобрести в строительном магазине отрез трубы, оснащенный патрубком. Диаметр заготовки должен соответствовать сечению трубы водопровода.

Изготовленная заготовка будет создавать как бы вторую стенку трубы. В зафиксированной на трубе заготовке просверливают корончатым сверлом отверстие, диаметр которого соответствует размеру патрубка.
На внутреннюю поверхность монтируемого фланца наносят жидкий силиконовый герметик. Этим же составом покрывают область вокруг отверстия, не доходя до линии среза на 1 см. Подготовленный фланец монтируют на трубу.
Чтобы подтянуть края на обе стороны, дополнительно используют два крепежных элемента. Затягивать их стоит очень осторожно с тем, чтобы не выдавить герметик из-под фланца. Остатки выступившего наружу клея снимают салфеткой.
Если приходится осуществлять врезку на пластиковом трубопроводе, давление системы которого минимально, вместо хомута можно смело использовать широкую строительную изоленту.
Монтаж адаптера и седелки
Для герметичного и при этом быстрого подсоединения трубопровода удобно использовать готовые элементы:
- Адаптеры – применяют для врезки труб D 100-110 мм.
- Седелки – выбирают для врезки тонких труб D 32-40 мм.
Седелки представляют собой состоящие из двух частей обжимные конструкции, которые удобно устанавливать при необходимости врезки на не отключенную систему.
В продаже встречаются современные модели устройства, оснащенные нагревательной спиралью и режущей фрезой, с помощью которой проделывается отверстие.

Для задания необходимой точности параметров сварки необходимо при проведении процедуры ориентироваться на расположенный на корпусе детали штрих-код
Врезаться в трубу с помощью адаптера довольно просто. Работу выполняют в несколько этапов:
- Если труба подключена к коммуникациям, перекрывают воду в системе.
- В нужном месте с помощью электродрели, оснащенной коронкой, проделывают подходящее отверстие.
- На подготовленный участок устанавливают адаптер, не забывая проложить уплотнитель из мягкой резины.
- Затягивают конструкцию болтами.
Если в конструкции врезаемого элемента не предусмотрены болты, для фиксации применяют строительный герметик. Для этого состав наносят на обезжиренную поверхность. Гайку аккуратно затягивают, а выступившие излишки средства удаляют.
Технологии врезки веток трубопровода в пластиковую водопроводную магистраль посвящена эта статья, которую мы рекомендуем к ознакомлению.
Соединение асбестоцементных труб
Асбоцементные трубные изделия, материалом для изготовления которых выступает портландцемент, перемешанный с асбестовыми волокнами в соотношении 4:1, соединяют посредством установки муфт и фитингов.
Выбор способа зависит от рабочего давления в системе:
- Для труб с рабочим давлением в пределах 3 кгс/куб.см при врезке используют асбоцементные двубортные муфты, оснащенные резиновыми уплотнителями. Отрезки длиной в 150-200 мм имеют чуть больший диаметр, чем размер соединяемых трубы.
- Для напорных трубопроводов в рабочим давлением от 3 кгс/куб.см задействуют специальные фитинги, именуемые как муфты Жибо. Они представляют собой разборные конструкции с фланцами и чугунными втулками, дополненные уплотнительными резиновыми кольцами.
В обоих вариантах ключевую роль в достижении герметичности стыка играют уплотнительные резиновые кольца.

При выборе фитингов и муфт для выполнения врезки асбестоцементных труб основное внимание уделяют эластичности уплотнительных колец крепежных элементов
Технология выполнения врезки с использованием муфт и фитингов аналогична, как и при работе с металлической арматурой. Единственное – поскольку асбестоцементные изделия достаточно хрупки, врезку стоит выполнять с максимальной осторожностью.
Тонкости процесса врезки в действующий водопровод под давлением описаны в этой статье, которую мы советуем прочитать. В ней приведено пошаговое руководство по выполнению непростого соединения.
Выводы и полезное видео по теме
Как можно врезаться в трубу без применения сварочного аппарата, вы сможете увидеть в следующих видеороликах.
Врезка в пластиковую трубу посредством установки муфты:
Вариант врезки с установкой шарового крана:
Способов соединения, выступающих достойной альтернативой прочной и надежной сварке, существует немало. Главное – грамотно подойти к выбору оптимального варианта и осуществить врезку, строго придерживаясь технологии.
Хотите поделиться лично вам известными тонкостями выполнения врезки без сварки? Есть вопросы или фото процесса выполнения врезных работ? Пишите, пожалуйста, комментарии и размещайте снимки в блоке, расположенном под текстом статьи.
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Сварка труб отопления: технология соединения металлических труб

Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода.
Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.

Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции

Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.

Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке

Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб

Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Сталинка, 1945 года постройки. 2-й этаж пятиэтажки. ХВС, газ колонка.
Начал капитальный ремонт санузла, пол - 25 см до перекрытия, засыпка из шлака, местами пролитая ЦПС, потом стяжка с лопнувшей плиткой. Высота до потолка - 3,35. Нужно менять стояки ХВС и канализации и отводы с лежаками.
Сантех с ЖЭКа отказался от заработать денег, сказал что будет только перекрывать воду (это на улице, в стояках вентилей нет).
2 сложных вопроса.
Стояк ХВС - оцинкованная сталь 1", снаружи в хорошем состоянии, цинк не облез, в пол и потолок уходит без гильз, в этих местах чуть приржавевшая от конденсата. Два коротких ниппеля для отводов, один на 1/2", еще держится, заглушен оцинкованной пробкой 20 лет назад, сантехники сказали не прикасаться. Используется второй нижний короткий на 3/4", состояние чуть получше. Стоит в очень неудобном для перепланировки месте. Давление 7,5 Бар, вода хорошая, не соленая и без мути.
.
По объявлению в газете AVISO нашел несколько мастеров, приходили, смотрели, согласны работать.
Хотелось бы над полом 10-15 см отойти в сторону на 75 см, уголок вверх, поставить ШК перекрывающий стояк, подняться до потолка и горизонтально вернуться к стояку наверх.
На высоте 150 см отвод для воды в квартиру.
Суть вопроса по стояку ХВС.
Сварка металлических труб отопления используется там, где применяют котел, функционирующий с высокотемпературным теплоносителем.

Такой метод соединения стыков считается более: надежным, герметичным, долговечным, устойчивым перед термическими нагрузками.

Содержимое обзора
Способ сварных соединений
Посредством сварки можно соединить трубы настолько герметично, что вероятность протечки будет равна 0%. Это могут быть, как фланцевые, так и муфтовые стыки. Выполнение сварного шва осуществляется посредством сплавления металла по кромкам отрезков двух труб.











- Металла, из которого выполнены трубы;
- Толщины их стенок;
- Варианта сопоставления друг с другом.

- Встык. Заготовки соприкасают друг с другом по сечению.
- Фрагменты выставляют перпендикулярно. По виду они должны напоминать букву Т.
- Между двумя деталями должен присутствовать угол в 45-90градусов.
- С нахлестом. Край одной трубы развальцовывают и надевают на поверхность другого, после чего проводят сваривание стыков.

Типы сварных швов
- Горизонтальные. Заготовки должны быть расположены взаимно-вертикально. Эта схема встречается при монтаже водоснабжения, отопления.
- Вертикальные. Заготовки должны быть размещены взаимно-горизонтально. Электрод ведется по направлению снизу вверх или сверху вниз.
- Потолочные. Из-за того, что трубопровод находится слишком высоко, то сваривание начинают с нижней части трубы. Мастеру приходится держать руку над собой.
- Нижние. Сварку начинают с верхней точки соединения заготовок.
Самым удобным способом считает нижний шов. Во время сварки, у специалиста будет хороший обзор рабочего поля, есть возможность поворачивать соединяемые фрагменты, чтобы ускорить процесс и повысить продуктивность работы.









Электроды и их предназначение
- Если толщина стенок заготовок до 5мм, то подойдет электрод с диаметром в 3мм, а если толщина доходит до 10мм, то выбирают электрод с диаметром в 4мм.
- Показатель величины сварочного тока, при условии, что трубы соединяются встык, варьируется в пределах 90-110А, а внахлест – 120А.

При работе с отопительным трубопроводом очень редко используют неплавящиеся вольфрамовые или графитные электроды. Для их эксплуатации нужно задействовать присадочную проволоку и инертный газ.

Стальные электроды обладают обширной областью применения, а конкретное предназначение зависит от того, каким они обладают покрытием.

- Целлюлозной, которыми сваривают трубы при прокладывании магистрального водоснабжения;
- Рутилово-кислотной, подходящих для монтажа коммунального теплоснабжения;
- Рутиловые, у которых качество выше, чем у рутилово-кислотных;
- Рутилово-целлюлозной, благодаря которым можно выполнить идеально качественное соединение, сваривая трубы по вертикальной методике;
- Универсальной, которые можно задействовать при работе с трубами независимо от показателя их: толщины, диаметра и при любой температуре окружающей среды.

Сборка трубной системы отопления
- Это позволит зафиксировать их в нужном положении, исключить перекос.
- Когда диаметр трубы превышает 30см, достаточно сделать 4 точки соприкосновения, длина которых будет в 5см.
- Располагают их крестообразно. Если отрезки большого размера, то интервал размещения прихваток достигает 30см.

- Стык покрывают непрерывным швом. Для этого нужно продвигать электрод вдоль до того момента, пока заготовки не будут соединены на 100%.
- Чтобы глубоко прогреть металл его нужно наклонять под углом в 30-60 градусов. Варочная ванна двигается вслед за ним.
- Чтобы провести поверхностный нагрев, изменяют положение на противоположное.
- При толщине сечения трубы в 6 мм, ее сваривают 2 швами.
- Металл с толщиной в 12 мм сваривают при помощи 3 швов.
- Толстостенные трубы стыкуют 4-6 швами.

В любом случае, прежде, чем накладывать новый слой сварки нужно подождать пока высохнет предыдущий и тщательно отбить шлак с его поверхности.

Если приходиться сваривать поворотный стык, в котором нужно менять направление трубопровода, необходимо воспользоваться таким прибором, как специальный вращатель. Он позволяет зафиксировать заготовку в нужном положении, обеспечить мастеру свободный доступ к стыкам с любой стороны.

При отсутствии такого приспособления окружность порывают двумя швами. После этого трубу поворачивают руками и поэтапно нужно сварить оставшиеся участки. Сваривание неповоротных стыков делают с нижней части, постепенно двигаясь вверх.

Советы специалистов
- Чтобы сваривать стыки в труднодоступных местах, необходимо подготовить согнутые электроды и зеркальце, которое позволит контролировать весь процесс.
- Меняя электрод на новый, шов делают с нахлестом на уже наложенный в 1,5см.
- Для улучшения качества соединения, поверхностный шов должен быть сделан в направлении, обратном относительно нижнего.
- Нельзя завершать верхний шов там, где начинался тот, что расположен снизу.

Соблюдая установленные правила, прислушиваясь к советам более опытных мастеров, выполнить сборку системы отопления и ремонт труб отопления сваркой без оплошностей.









Банальные ошибки могут стать причиной протечек при опрессовании в зимнее время. Устранить такие проблемы порой очень сложно, особенно если трубопровод будет проложен в труднодоступных местах.
Читайте также: