
Пайка полипропиленовых труб армированных алюминием своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 11.09.2024
Полипропиленовые (ППР) трубы получили наибольшее распространение в монтаже водоводов (питьевых и технических) и отопления. Преимуществами ППР трубопровода являются устойчивость к коррозии и оседанию осадка, низкая теплопотеря, простота монтажа и легкость конструкции, сравнительно невысокая цена.
Однако, существует и один явный недостаток. При тепловом воздействии полипропилен расширяется, и величина линейного расширения может достигать 10%. То есть, каждый метр трубы может увеличиться на 10 см, если по ним пустить горячую воду.
В случае открытого трубопровода, это испортит внешний вид помещения, так как трубы выгнуться дугами или пойдут волнами. Если же трубопровод проложен под отделочными материалами, возможны 2 варианта исхода:
- при неглубокой прокладке расширившиеся трубы будут давить на отделку, что приведет к трещинам на ней или полному разрушению;
- если же трубы находятся глубоко в стене и им некуда расширяться, в изделии нагнетается очень сильное внутреннее давление, и в итоге её просто разорвет, со всеми вытекающими последствиями.

По этой причине обычные полипропиленовые трубы используются только для подачи холодной воды. Применение ППР труб также допустимо при монтаже теплых полов (до +45 °C).
Тем не менее, все остальные характеристики полипропилена настолько хороши, что производители решили не отказываться от данной технологии, а разработали способ сдерживать линейное расширение. С помощью армирования.
Для чего проводится армирование полипропиленовых труб
Армирование ППР труб — это укрепление полипропилена с помощью алюминиевой фольги или стекловолокна. Данная технология применяется, в первую очередь, для сдерживания линейного расширения.
Интересно знать. Тепловое расширение обычных пропиленовых труб может достигать 10% от первоначальной длины. У армированных же изделий данный показатель не превышает 1%.
Благодаря столь низкому коэффициенту расширения армированные ППР трубы успешно используются для подачи горячей воды и в отопительных системах.
Рекомендуем ознакомиться: Как выбрать и установить компенсатор для большей надежности систем из полипропиленовых труб
В лабораторных условиях армированные трубы выдерживают температуру транспортируемой жидкости до +120 °C без заметной деформации. В реальных условиях температура воды редко достигает +100 °C, поэтому армированные ППР трубы — это самое рациональное решение при прокладке горячих водоводов и отопления.
Полезно знать. Полипропилен способен выдерживать кратковременное повышение температуры до +145 °C, после чего начинает размягчаться. При температуре выше +170 °C материал активно плавится.
Помимо сдерживания линейного расширения, армирование улучшает еще две характеристики ППР труб:
- Благодаря более плотным стенкам армированная труба может выдерживать бóльшее внутреннее давление, чем обычное ППР изделие.
- Дополнительная жесткость материала позволяет выдерживать бóльшие механические нагрузки, а также требует меньшего количества опор и креплений (армированная труба не будет провисать, в отличие от обычной).

В отопительных системах однозначно стоит использовать армированные ППР трубы. При монтаже водопровода имеет смысл ставить такие изделия, если по одним и тем же трубам будет подаваться и холодная и горячая вода. Исключительно для холодной воды рациональнее использовать обычные полипропиленовые трубы.
Сравнение способов армирования стекловолокном и алюминием
Армирование полипропилена производится путем добавления слоя стекловолокна или алюминиевой фольги.

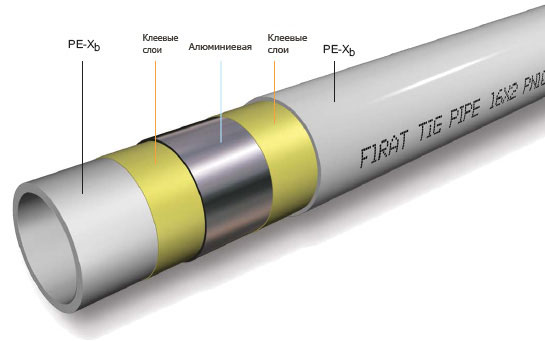
Обычно “укрепленный” материал имеет вид сэндвича:
- Внутренний ППР слой,
- Армирование,
- Наружный ППР слой.
В случае алюминиевого армирования возможен вариант, когда труба состоит только из 2 слоев. Тогда алюминиевая фольга оказывается снаружи и не только добавляет материалу жесткости, но и становится защитой от УФ лучей.
Независимо от способа армирования ППР трубы с жестким каркасом сильно выигрывают у неармированных изделий. Большинство характеристик труб со стекловолокном и алюминиевой фольгой одинаковые, но все же существуют отличие, которые могут повлиять на выбор изделия.
| Стекловолокно | Алюминий | |
|---|---|---|
| Антикоррозийные свойства | + | + |
| Инертность по отношению к транспортируемым средам | + | + |
| Гладкая внутренняя поверхность и отсутствие риска оседания осадка | + | + |
| Устойчивость к УФ лучам | - | только в случае, если алюминиевый слой является наружным |
| Устойчивость к горячим средам (до +100 °C) | + | + |
| Теплопроводность | немного ниже, чем у алюминия | немного выше, чем у стекловолокна |
| Номинальное давление | до 2,5 МПа | до 2,5 МПа |
| Коэффициент линейного расширения | до 1% | до 1% |
| Прочность и устойчивость к механическим повреждениям | ниже, чем у алюминия | выше, чем у стекловолокна |
| Небольшой наружный диаметр | при равных внутренних диаметрах наружный диаметр больше, так как слой стекловолокна толще, чем слой алюминиевой фольги | + |
| Малый вес готовой конструкции | + | + |
| Легкость и удобство монтажа | + | требуют дополнительной зачистки перед монтажом |
| Стоимость | выше, чем у алюминия | ниже, чем у стекловолокна |
Особенности армированных алюминием труб
Полипропилен с алюминиевым армированием существенно расширяет диапазон использования ППР трубопровода.
На каждую трубу наносится специальная маркировка, в которой зашифрованы некоторые данные об изделии: производитель, дата изготовления и номер партии, данные о сертификации продукта, из какого материала изготовлен, какое давление выдерживает, класс эксплуатации, каков диаметр трубы и толщина стенки (в миллиметрах) и так далее.
Полипропилен обозначается символами PPR. Если труба армирована алюминиевой фольгой аббревиатура будет PPR-AL или PPR-AL-PPR.

В изготовлении армированных ППР труб применяется перфорированная алюминиевая фольга. Производители используют именно перфорированный материал, так как сплошной слой алюминия невозможно надежно спаять с полипропиленом.
Из-за слабой спайки может произойти расслоение трубы, а если между слоями попадет жидкость или воздух, это приведет к нарушению функциональности и угрозе прорыва трубы. Перфорация позволяет крепко соединить все слои между собой, но трубы с алюминиевой фольгой по прежнему имеют уязвимое место — края изделия, которые требуют особой обработки перед монтажом.

Монтаж
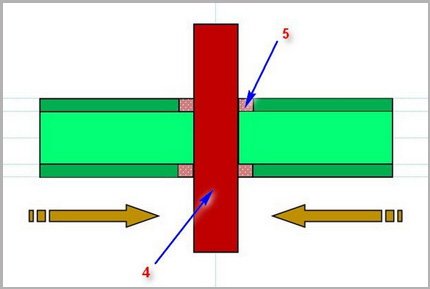
Главное отличие установки армированного алюминием трубопровода — необходимость предварительной обработки краев труб. Дело в том, что слои стекловолоконных труб при соединении буквально вплавляются друг в друга, образуя монолит.
В то же время, полипропилен и алюминий слишком отличаются друг от друга по молекулярному строению, поэтому и их соединение не столь надежно. Срез трубы с алюминиевым армированием представляет собой сэндвич из двух ППР слоев, между которыми проложена фольга.

Чтобы при эксплуатации транспортируемые среды не попали в алюминиевый слой, при монтаже необходимо тщательно запаять полипропиленовые слои. Для этого требуется специальное оборудование — торцеватель, который позволяет выскоблить лишнюю фольгу и спаять внутренний и внешний ППР слои.
В остальном же монтаж полипропиленовых труб одинаковый:
- Обрезка труб производится специальными ножницами, труборезами или обычными пилами и болгарками.
- Затем обрабатываются края трубы с помощью торцевателя.
- Далее производится соединение участков трубы методом сваривания или с помощью пластиковых фитингов с резьбой (если фитинги специальные, для алюминиевого армирования, то в торцевании нет необходимости).
Внимание! Для монтажа ППР труб с алюминиевой фольгой не стоит использовать метод склеивания (холодной сварки). Клей проникает недостаточно глубоко и может оставить пространство, через которое вода попадет между слоями трубы и приведет к ее разрушению.
Изоляция армированных алюминием труб
Полипропиленовые трубы обладают рядом преимуществ, например, на них практически не образуется конденсат, а теплопотери минимальны. Поэтому обычно утепление ППР труб с алюминиевым армированием не нужно.
Однако, есть пару ситуаций, когда изоляция все же потребуется.
- Полипропилен слабо устойчив к ультрафиолетовым лучам, поэтому, если трубопровод будет проходить по открытому воздуху, его лучше чем-нибудь обернуть.
- Также может потребоваться изоляция, если по трубам подается горячая вода (или это система отопления), но часть трубопровода проходит в неотапливаемом помещении или на улице. Чтобы минимизировать теплопотери и уменьшить степень оседания конденсата, трубы также стоит утеплить.
Самыми распространенными материалами для изоляции являются минеральная вата, вспененный полиэтилен, пенопласт и пенополиуретан. Последний вариант считается самым технологичным и гарантирует наименьшую теплопотерю.
Также изоляция пенополиуретаном очень удобна в монтаже, так как обычно изготавливается в форме скорлупы, внутрь которой помещается труба.
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
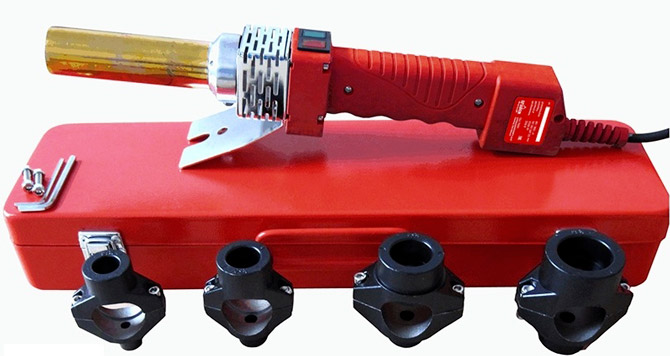
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
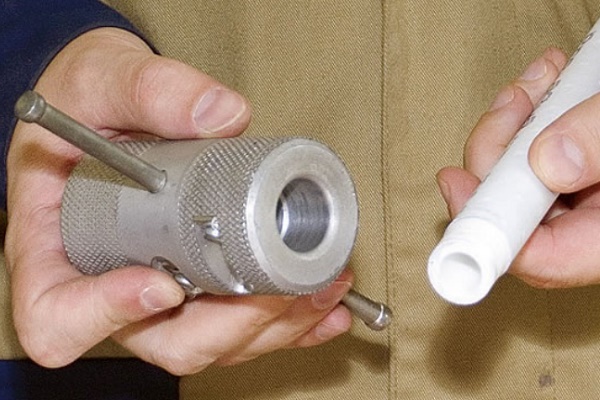
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
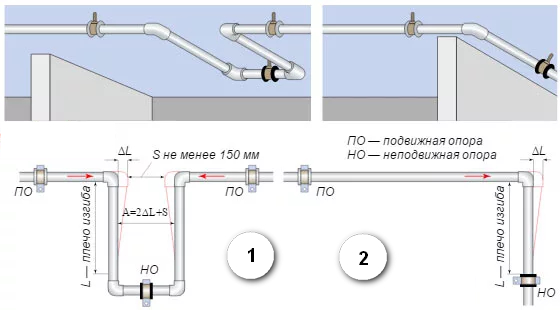
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

Меньшая температурная деформация (в три-пять раз) армированных моделей — причина, по которой их рекомендуют для прокладки труб ГВС. Последние полипропиленовые изделия (PN 25) чаще покупают для монтажа отопительных систем, а также для подключения таких трубопроводов к металлическим.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
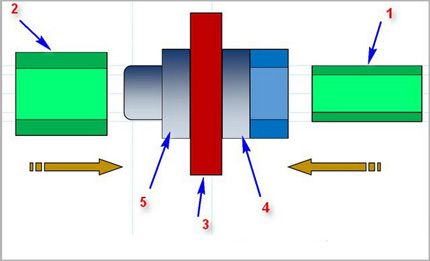
Прямой (стыковой) метод
Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Метод сложен, особенно в домашних условиях, так как требуется соблюсти соостность соединения, идеальную по точности. Еще одна ахиллесова пята стыкового способа — ненадежность, поэтому популярность его среди домашних мастеров невелика.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Паяльные инструменты, материалы

Паяльники для полипропиленовых труб бывают двух типов: с цилиндрической и с плоской нагревательной поверхностью. Цена последних устройств не слишком велика, а для разовых работ они вполне подходят. Аппараты с цилиндрической поверхностью — инструменты профессиональные, их используют для монтажа в труднодоступных местах.
Кроме устройства для пайки мастеру понадобятся:
Болгарка или ножовка в этом случае — вариант не из самых лучших, так как поверхность получится неровной. Шаберы и торцеватели бывают не только ручными, но и механизированными — предназначенными под дрель. Последние модели хороши для больших объемов, однако они требуют от мастера некоторого опыта. Любая работа с серьезным высокотемпературным оборудованием требует присутствия толстых перчаток.
Проведение сварочных работ
Пайка полипропиленовых труб своими руками — совсем не безобидное занятие. В процессе нагрева и плавки этого пластика выделяются токсичные вещества, поэтому важно обеспечить очень хорошую вентиляцию помещения. Либо работать на улице.
Подготовка изделий

В соответствие с монтажной схемой, которую рекомендуют заранее рисовать непосредственно в месте, где будут располагаться трубы, подбирают трубу и фитинги соответствующего диаметра. Небольшое отклонение в диаметрах в этом случае вполне допустимо.
- Полипропиленовые трубы разрезают труборезом. Если производят пайку армированных изделий, то шейвером либо торцевателем удаляют алюминиевый слой. Не следует сразу делать заготовки для всех участков, потому что в процессе работы почти всегда возникает необходимость коррекции длины некоторых элементов.
- Обрабатывают те поверхности (внутреннюю, внешнюю) деталей, которым предстоит соприкасаться. С ролью обезжиривателя хорошо справляется даже спиртовая салфетка. В дальнейшем эти участки руками уже не трогают. Данный этап позволит не только получить качественный шов, но и убережет насадки от быстрого появления нагара.
- На обоих элементах карандашом размечают границы для соединений — длину свариваемого пояса. На трубе метка нужна в любом случае, на второй детали — если крайне важен угол относительно оси.
Нагрев полипропилена

На паяльник устанавливают комплект насадок подходящего диаметра. Аппарат соединят с сетью, если нужно, то выставляют температуру 260°. Никаких отклонений для значения не предусмотрено, отличается лишь время обработки разных марок. Все рекомендации можно заранее прочитать в паспорте аппарата. Разогревается он 10-15 минут. Пайка полипропиленовых труб своими руками, как и их подготовка, тоже производится в несколько этапов.
- Трубу и соединительный элемент вводят одновременно: первую, до отметки, в муфту, вторую — в дорн.
- После выполнения этой операции засекают время прогрева, разное для каждого диаметра. Любая передержка станет причиной деформации изделия.
- По истечению срока обе детали, слегка проворачивая, вынимают из нагревательных элементов, быстро вставляют друг в друга, мгновенно корректируют соостность (1-2 секунды), затем заводят до отметки. На этом этапе проворачивать детали уже недопустимо. В противном случае грозит неравномерное распределение пластмассы, о оно чревато нарушением целостности шва.
- Удерживают соединение до его остывания, не допуская ни малейшего смещения.
- К тесту системы приступают спустя 1-2 часа.

Есть некоторые примечания к приведенной таблице:
Предварительная практика в этом случае не помешает, она спасет от брака и возможных протечек. Для тренировки и полноценного теста можно взять самые недорогие изделия, чтобы провести пробные пайки.
Как поступают с армированием?
Любой слой алюминия — на поверхности либо в глубине полипропилена — автоматически сделает пайку невозможной. Если армирование находится на поверхности, то труба не войдет ни в сопрягаемый элемент, ни в нагревательную муфту. Этот слой счищают до основного материала.
Наружная защита
Трубу вставляют в шейвер, затем начинают проворачивать, удаляя мешающий слой металла. Обработку заканчивают, когда изделие упирается в дно инструмента. В этом случае необходимости в предварительной разметке нет. Готовую, прогретую трубу вставляют в соединительный элемент до упора: нельзя оставлять снаружи даже миллиметр незащищенного материала.
Внутренняя защита
Алюминий, спрятанный в толще, тоже требует обрезки: металл, контактирующий с водой, в скором времени начнет корродировать, а жидкость станет причиной надувания пузырей. В этом случае задача инструмента — закрыть торец расплавленным полипропиленом. Торцеватель вырезает 1,5-2 мм фольги у края трубы, чтобы при сопряжении деталей это место занял пропилен.

Трубы, имеющие в роли защитника стекловолокно, в дополнительно обработке перед пайкой не нуждаются.
После того как закончен монтаж системы, а также подключена вся сантехника, начинают самую ответственную операцию — гидравлические испытания. Согласно строительным нормам, необходимо давление, в 1,5 раза превышающее максимальное рабочее.
В бытовых условиях систему просто продувают напором воды. Перекрыв подачу, все соединения внимательно осматривают. Продолжительность такого контроля протечек рекомендуют делать в течение 15-30 минут, не менее.
Как избежать потенциальных ошибок?

Неспешная, продуманная до мелочей, работа в удобных условиях — хороший шанс избежать самых неприятных ошибок, грозящих переделками либо покупкой нового материала. В первом случае придется удалять дефектный участок, затем снова повторять операцию. Результатом станет увеличение количества швов на магистрали. Поэтому в пайке полипропиленовых труб мелочей нет, заранее учесть необходимо абсолютно все.
Чаще всего выявляются несколько нарушений технологии пайки полипропиленовых труб.
- Пропускают этап обезжиривания свариваемых поверхностей. Некоторые и вовсе считают его лишним. Однако даже крохотные капли воды становятся причиной снижения качества шва: материал становится пористым.
- Не до конца углубляют трубу в фитинг либо, наоборот, слишком сильно заводят ее в элемент, из-за чего внутри образуется крупный шов, затрудняющий ток воды.
- Нарушают продолжительность прогрева: чрезмерная длительность и короткое время одинаково опасны. В обоих случаях пострадает качество шовного соединения.
- Делают недостаточный длинный срез арматурного слоя на торцах изделий, либо удаляют его не полностью. В последнем случае полипропилен не сможет обезопасить металл.
- Корректируют шов после рекомендованного времени, не обеспечивают его неподвижность во время застывания. О надежности такого соединения говорить уже не приходится.
- Торопятся открывать воду, хотя рекомендуется делать проверку спустя час или два после монтажа полипропиленовых труб. Это время необходимо для восстановления молекулярной структуры полимерного материала.
- Покупают качественный материал, но от разных производителей. В этом случае вина в разном химическом составе, а значит, в отличающихся технических характеристиках изделий.
- Не очень корректно делают срез, который в идеале должен составлять ровно 90°.
Особенности этой, почти хирургической, операции тоже лучше не раз увидеть воочию, а в этом помогут живые уроки — видеоинструкции. Одну из них, очень популярную, можно посмотреть у нас:

Пайка полипропиленовых труб осуществляется довольно просто после изучения теории и небольшой практики
Вместо металлических часто предпочитают применять полипропиленовые трубы, которые превосходят металл многими качествами. Научиться правильно паять трубы из ПВХ своими руками в надежную сеть – навык, который будет полезен каждому, кто собирается выполнить монтаж самостоятельно.
Что необходимо для пайки
Прежде чем начинать работать, нужно подготовить материалы и инструменты. Трубы из пропилена для монтажа холодного снабжения водой подойдут стандартные толстостенные, которые держат температурный режим до 20ᵒС. Если снабжение будет горячим либо планируется устраивать сеть отопления, то надо взять трубы, армированные стекловолокном или фольгой из алюминия.

Для пайки труб применяется специальный паяльник
Им не страшна температура нагрева до 90-95 ᵒС и высокое давление теплоносителя.
Фитинги крепления из полипропилена разной формы и назначения – с их помощью скрепляются отрезки трубопровода под разными углами, создавая разводку и магистральный поворот, совмещение изделий различных диаметров, присоединение оборудования учёта, заглушка выбранных участков. Паяльник для сварки пропиленовых элементов трубопровода с насадками нужен, чтобы сваривать различные диаметры.
Необходимо найти набор для пайки трубопровода из полипропилена, в который, кроме паяльника, могут входить:
- Рулетка;
- Ножницы или прочие комплектующие;
- Насадки;
- Уровень.
Если предстоит одноразовая работа по спайке полипропилена, то рациональнее взять в аренду аппарат с насадками, чем приобретать дорогостоящее оборудование. Спецножницы необходимы для обрезки. Ножницы не оставят на торцевой стороне заусенцев. Шейвер – это устройство для снятия слоя алюминия с армированных изделий. Без его снятия спаять не получится.
Как спаять полипропиленовые трубы
Необходимо нарезать пластиковые изделия по значениям, которые были рассчитаны. Далее инструкция предусматривает снятие фаски с внешней стороны всех элементов из пластмассы. Насадки оборудования и участки труб из пластика, прежде чем запаять, надо обезжирить.
Первостепенно технология предусматривает составление схемы, на которой следует указать расположение всех будущих:
Очистка — обязательный этап. Почистить можно специальным средством для полипропилена. На поверхности всех элементов следует сделать отметки, которые помогут вести контроль глубины их входа в паяльник.
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Особенности пайки армированного полипропилена
Теперь понятно, как проводится спайка труб из полипропилена с толстыми стенками. Будет полезным узнать, как правильно спаять пропиленовые изделия для отопительной системы с канифолью. Отличие в спайке армированных элементов от обычных заключается в том, что с каждого участка соединения нужно убрать фольгу из алюминия. Иначе качество спайки будет плохим.
Эта процедура осуществляется при помощи шейвера из металла, обрезающего слой фольги, если тот располагается с наружной стороны.
Затем спайка выполняется как обычно. Если же слой алюминия расположен внутри полипропилена, то применяется специальный торцеватель. Он забирает с торца элемента слой материала внутри и сравнивает торец изделия, создавая крепкое соединение. В той ситуации, если трубопровод армирован стекловолокном, спайка элементов ничем не отличается от работы с трубами, которые не имеют армирования.
В процессе работы следует учесть такие особенности:
- Высококачественная пайка может получиться только на сухих изделиях. Присутствие капель влаги может окончательно испортить крепление.
- Насадки на паяльнике должны быть прикреплены очень плотно. Если этого не сделать, то оборудование быстро испортится.
- При нагревании полипропилен слегка сжимается, поэтому длина отрезка трубопровода может сократиться на 1 мм. Важно сделать при расчётах небольшой запас по длине.
- Трубопроводы правильно соединять горизонтально. Так получится предотвратить непроизвольные сдвиги соединяемых элементов.
Чтобы сделать пайку по вертикали, паяльник должен вертикально держать мастер, а его помощник — соединять отрезки труб. Важно не перегревать паяльник, так как уже при температурном режиме 270ᵒС пластик может начать разрушаться. Если требуется соединить между собой полипропилен и металл, то применяют комбинированные фитинги. К одному концу изделия прикрепляется труба из металла, а другой его конец припаивается к полипропиленовому изделию. В помещении, где идет работа по монтажу полипропиленового трубопровода, должна удерживаться положительная температура.
Формула расчета диаметров труб
Изделия классифицируются по проходимости. Диаметр внутри определяет то, сколько воды труба может пропустить за определенный период. Диаметр наружный для высчитывания проходимости не имеет значения, но им и толщиной стен определяется надежность и способность сдерживать давление жидкости. Для грубого расчёта требуемого диаметра внутри разработана несложная формула: Qобщ = ПИ х V.

В некоторых случаях сначала лучше выполнить пайку труб, а потом уже принести их туда, где они будут установлены
В ней:
- Qобщ – сумма пикового расходования воды;
- Число ПИ – 3,14;
- V – скорость передвижения жидкости по трубопроводу.
Значение V берётся для большого, толстого элемента в полтора-два метра в секунду, для тонкого — 0,7-1,2. Разница в том, что меньший параметр соответствует большему соотношению поверхности/просвета. В тонкой трубе большая часть транспортируемой жидкости будет притормаживаться о стенки. Трубы из пластика диаметром 10-25 мм выбираются по малому значению скорости, диаметром 32 мм и больше – по большему значению V.
В отдельной группе надо держать ориентир на максимум значения скорости, так как у полипропилена очень гладкая поверхность.
Относительно водопроводной системы это значит минимум потери на трение жидкости о стены трубопровода. Точный расчёт соотношения диаметра и проходимости имеют значение тогда, когда создается проект всей системы снабжения водой многоэтажки. Если применить диаметр меньше требуемого, то вечером, в час-пик, верхние этажи будут сидеть без воды. Понятное дело, всегда хочется подстраховаться и взять трубу пошире, больше расчётного диаметра. Однако не надо забывать про экономию: чем больше диаметр, тем больше и цена. Стоимость готового проекта всегда рассчитывается индивидуально.
Спайка труб из пластика — процесс не особо сложный, но, если нет навыков работы с паяльником, лучше обратиться к мастерам.
Читайте также: