
Накатка на трубе своими руками
Добавил пользователь Alex Обновлено: 11.09.2024
Накатывание рифлений (оснастка, накатные ролики, технические рекомендации по накатке, обзор производителей).
В данной статье рассматривается инструмент (оснастка) для накатывания различного типа рифлений в основном на токарных станках и автоматах, хотя возможна накатка и на радиально сверлильных, фрезерных станках (как универсальных, так и с ЧПУ) в зависимости от типа поверхности, применяемой оснастки и т.д.
Стоит сразу внести некоторое различие в виды накаток .
Деформирующая накатка – это процесс без образования стружки, при котором происходит сжатие поверхности. Деформирующая накатка – это процесс холодной деформации, техника подходит только для материалов, пригодных для холодного пластического деформирования. В результате такой накатки внешний диаметр увеличивается. Основное преимущество данной техники лежит в ее области применения. При деформирующей накатке можно воспроизвести любой накатной профиль, она также пригодна для торцевой, внутренней или конической накатки. Более того, она подходит при накатке до буртика.
* Представляет собой процесс холодной пластической деформации
* Подходит для всех видов накатных профилей и маркировки
* Подходит для торцевой и внутренней накатки
* Накатка до буртика
* Начинать процесс накатки можно в любой части заготовки
Режущая накатка является альтернативой деформирующей накатки. При подаче инструмента происходит снятие материала. Эта техника особенно подходит для обработки тонкостенных заготовок, мягкого материала
(в т.ч. пластика) или сложнообрабатываемых материалов. Режущая накатка отличается высокой точностью и отличным качеством получаемой поверхности, именно поэтому она рекомендуется для производства
высококачественного профиля. В противоположность деформирующей накатке, сжатие поверхности и перемещение материала минимально. Нагрузка на станок тоже сравнительно мала. Одно небольшое ограничение техники режущей накатки - немного меньшая область применения. Режущая накатка подходит только для накатки профилей rAA и rGE. Более того, из-за минимального сжатия поверхности прочность
накатного профиля уменьшается.
* Высокая точность и качество поверхности, поэтому подходит для обработки визуально высококлассного профиля
* Ограниченная область применения: Накатные профили rAA и rGE можно произвести инструментом любой серии.
Профиль и шаг накатываемых рифлений разнообразен (плюс возможно нанесение маркировки, клеймения данным методом)

С помощью оптимальной финишной обработки, которая выбирается в зависимости от обрабатываемого материала, возможно значительно увеличить срок службы инструмента. Финишная обработка инструмента зависит от многих факторов (применяемой технологии накатки, обрабатываемого материала, размера накатного ролика, подачи, скорости и т.д.).











Говоря про современные инструменты (оснастку) для накатывания рифлений на различных поверхностях, хочется отметить большой выбор различных конструкций оправок, приспособлений, накатных роликов и т.д.
Ниже приведены фото различных конструкций импортного производства.
Высокое качество роликов и самой оснастки позволяет вести производительную накатку с получением высокого качества рифлений на различных материалах.

Механизм для накатки резьбы на водогазопроводимых трубах
За последние годы широкое применение для санитарно-технических систем находят тонкостенные водогазопроводные трубы толщина стенки тонкостенных труб в зависимости от их диаметров колеблется в пределах 2 —10 мм против толщины стенок у нормальных труб от 8 до,5 мм.
При нарезании нормальной резьбы на конце трубы нарезным инструментом срезается часть металла и в месте соединения У трубы остается уменьшенная толщина стенки. Во избежание ослабления стенки трубы при обработке тонкостенных труб применяется накатывание резьбы. Для этих целей вместо резьбонарезных головок применяют резьбонакатные плашки НПТ , снабженные специальными резьбонакатными роликами.
При накатке резьбы на трубонарезных станках (С225, ВМС2Б и др.) на фланце шпинделя укрепляют переходный шпиндель, на который крепится сменный плашкодержатель. В плашкодержатель вставляется резьбонакатная плашка нужного размера. Накатка резьбы должна производиться на оборотах несколько больших, чем при нарезке резьбы на трубах тангенциальными плашками, для чего на указанных станках за счет смены шкивов в клиноременной передаче увеличивают обороты шпинделя до 420 об/мин. В связи с работой на повышенных оборотах накатные ролики нуждаются в охлаждении, для чего возле станка устанавливают бак с электронасосом, обеспечивающим подачу охлаждающей эмульсии к накатной головке.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для накатки резьбы на водогазопроводных трубах и сгонах в санитарно-техническом производстве применяют специализированные механизмы.
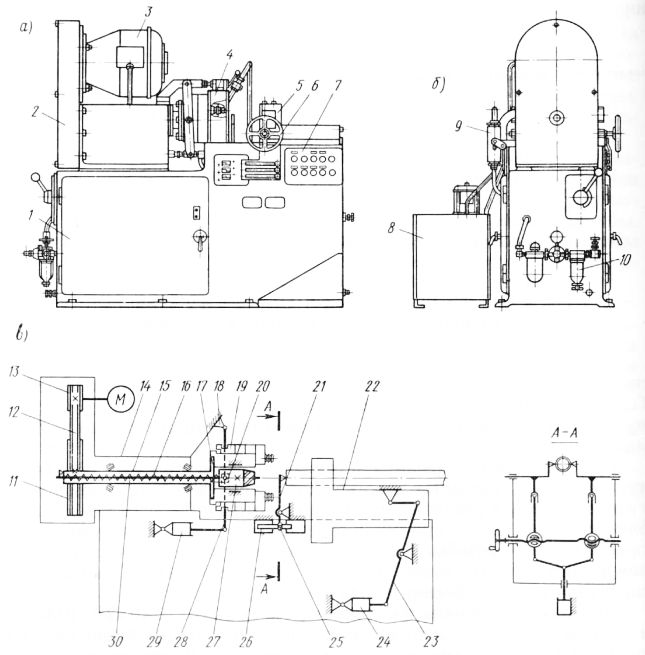
Рис. 1. Механизм СТД129:
а — общий вид; — вид сбоку; в — кинематическая схема
Механизм может работать как на наладочном, так и на автоматическом режимах.
Механизм СТД487 предназначен для накатки трубной резьбы на водогазопроводных стальных трубах, изготовляемых по ГОСТ 3262 — 62 с помощью резьбонарезной головки, имеющей накатные ролики. Механизм состоит из станины, шпиндельной коробки, резьбонакатной головки, каретки, электрооборудования и бачка системы охлаждения. Внутри станины размещен электродвигатель. На корпусе шпиндельной коробки расположена рукоятка управления резьбонакатной головки и включения пневмоцилиндра пневмозажима. Привод от электродвигателя к резьбонарезной головке осуществляется через клиноременную передачу и пару шестерен. Резьбонарезная головка крепится к шпиндельной коробке с помощью двух тангенциальных замов. На корпусе резьбонакатной головки имеется кольцо ключения, управляющее смыканием и размыканием накатных роликов резьбонакатной головки. Кольцо тягой соединено с рукояткой. На конце рукоятки управления крепится рычаг с тягой. Конец тяги соединен кронштейном с кареткой. При движении каретки вперед (во время накатки резьбы) кронштейн воздействует на гайку, расположенную на тяге. Тяга в свою очередь поворачивает рычаг и рукоятку, чем обеспечивается автоматическое размыкание роликов резьбонакатной головки в конце процесса накатки резьбы на конце трубы. Труба при помощи штурвала зажимается самоцентрирующимися тисками, расположенными на каретке. Труба в тисках устанавливается до упора, расположенного перед резьбонакатной головкой. Перемещение каретки с зажатой в тисках трубой в первоначальный момент цикла производится с помощью пневмоцилиндра.
Работой пневмоцилиндра управляет воздухораспределитель, который кинематически связан с рукояткой управления резьбонакатной головки. После смыкания роликов резьбонакатной головки и накатки первых ниток резьбы перемещение каретки вперед происходит уже принудительно. После того как на трубе накатается резьба требуемой длины, каретка через кронштейн и тягу заставит через рычаг установить рукоятку в крайнем правом положении. Ролики резьбонакатной головки разойдутся, и под воздействием воздухораспределителя пневмоцилиндр заставит каретку вернуться в исходное положение. С помощью штурвала губки пневмозажима расходятся и готовая трубная заготовка снимается с механизма. Резьбонакатные ролики в процессе накатки резьбы требуется охлаждать, для чего сзади станины механизма расположен бачок системы охлаждения. Подача охлаждающей жидкости принудительная, с помощью насоса, приводимого во вращение автономным электроприводом. Сливается охлаждающая жидкость в бачок самотеком.
Накатывание представляет собой обработку металла методом пластической деформации.
При этом целостность материала не нарушается. В процессе работы не образуется стружка.

Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.

Виды накатывания
В металлообработке применяется два вида накатки. Но смысл процесса не меняется.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.

Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.

Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.

Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Здравствуйте! У меня до этого несколько самодельных штанг было. С первого взгляда сделать штангу очень просто- гриф+блины+замки. Я тоже так думал. Но когда поинтересовался разницей между "настоящей" олимпийской штангой и дешевыми заводскими подделками и самодельными штангами- то узнал что, разница не только в точности веса и размеров. Одной из важных особенностей оказалась упругость грифа. Упругий гриф выпрямляется после снятия нагрузки (то есть через год-два не искривляется), немного помогает при подъеме штанги и самое главное- смягчает нагрузку на позвоночник. Поискал упругий материал для изготовления грифа. Искал, искал и нашел торсион поднимающий кабину Камаз. Советую всем кто хочет сделать штангу своими руками. Особенно тем, у кого есть проблемы с позвоночником. У самого 5 протрузий межпозвоночного диска. Далее фотки. У торсиона с одной стороны был шлиц, с другой- квадратное сечение. Токарь сточил их и нарезал резьбу 8 см с каждой стороны. В 30 мм болванке просверлил канал и нарезал внутреннюю резьбу. И из 50 мм болванки выточил замки.
А это, уже собранная штанга. Диаметр грифа- 23 мм. Общая длина - 204 см. Посадочные части для блинов 30 см с каждой стороны. Длина центральной части- 144 см. Вес грифа- около 8 кг.
Читайте также: