
Как сделать замок при сварке труб
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Сварка различных труб ручной дуговой сваркой заключается в образовании в точке приложения электрода к поверхности трубы высокотемпературной электрической дуги. Под её действием металл электрода расплавляется до жидкого состояния и каплями стекает вниз в точку соединения двух элементов трубопровода, металлическая поверхность которых также расплавляется до полужидкого состояния. Попавшие на стык металлические капли, застывая, соединяют между собой детали и герметизирует шов. Шлак, содержащийся в электроде, всплывает наверх сварочного расплава до момента застывания последнего.
Популярность дугового сваривания определяется именно своей технологической простотой, а также высокой прочностью и герметичностью получаемых швов.
Общие сведения
Принцип работы
Дуговая сварка в своем большинстве используется для создания трубопровода, в котором толщина стенок труб от 3 мм и номинальным сечением от 80 мм.
Температура плавления иногда достигает 3500 градусов по Цельсию. Для достижения качественного соединения приходится заполнять стык расплавленным металлом и вдоль и поперек. Количество слоев напрямую связано с толщиной стенок изделия.
Какого качества будет выполнено соединение, влияет не только сварочный аппарат, в первую очередь это зависит от правильного выбора и подготовки электродов.

С целлюлозной пленкой – для труб с большим сечением
Так же для осуществления дуговой сварки труб понадобится трансформатор – выпрямитель или инвертор, для создания постоянного тока.
Хорошо если сварочный агрегат оснащен несколькими режимами работы(с разного вида электродами)
Нюансы дуговой сварки
- Аппарат следует включать, только тогда, когда электрод коснулся изделия
- Важно следить за размером образующейся электрической дуги.
- Сварка производится плавными движениями, что гарантирует равномерное заполнение шва расплавленным металлом
- Плавные движения из стороны в сторону контролируют толщину соединения
- Изделия с большим сечением и толстыми стенками свариваются с внутренней стороны и внешней.
Способы сварки металлических труб
Получить качественное сварочное соединение труб можно несколькими способами. Многое здесь зависит от того, где именно будут использоваться трубы. Если это трубопровод и нужна полная герметичность соединения, то применим один способ, для монтажа опор теплицы, например, совершенно другой.

Варить трубы можно несколькими способами:
- Встык — данный способ сварки труб наибольше всего распространён среди сварщиков. При его выполнении, трубы располагаются друг перед другом с небольшим зазором или без него. При этом очень важно тщательная подгонка труб, для того, чтобы их края были абсолютно ровными.
- Внахлёст — способ применим для сварки труб разного диаметра, когда одна труба надевается на другую. Это наиболее простой способ сварки металлических труб, друг с другом, который отличается своей простотой и скоростью выполнения.
- Тавровое — данное соединение труб необходимо в том случае, когда требуется выдержать между трубами угол в 90 градусов.
- Угловое — соединение применяется в тех случаях, когда угол между трубами составляет менее 90 градусов.

Для новичков, которые только взялись за сварку труб, существует несколько простых советов, они помогут варить металлические трубы качественно и без ошибок.
Работа сваркой
Перед тем, как приступить к работе, необходима подготовка:
- Очистить и обезжирить места соединений
- Трубы устанавливаются ровно и плотно, зазоры и перекосы недопустимы.
- На сварочный аппарат устанавливается требуемый режим и электрод
- Трубу заземляются
- Металлические трубы тяжелые, поэтому для хорошей фиксации положения изделий, можно сделать несколько прихваток по окружности.
Как сварить неповоротный вертикальный стык
Сварной шов делается короткой дугой в два захода. Сечение трубы визуально делится на две равные части, а те в свою очередь на три основных положения
- Потолочная позиция с 1 по 3
- Вертикальная позиция с 4 по 8
- Нижняя позиция с 9 по 11
Процесс заполнения шва всегда начинается с потолочной позиции. Дина дуги определяется по формуле Imin=0/5dэ мм (dэ – длина электрода)
Заканчивается заполнения разъема в нижнем положении.
Начинать соединение следует отступив 1 – 2 см от вертикальной осевой. Место соединения швов (замок) может составлять от 2 до 4 см, зависит от сечения трубы.
Сварка производится под определенным углом. Потолочное положение делается углом назад (позиция 1-2), после переходит в позицию (3-7) углом вперед, следом образуется прямой сварочный угол и завершается шов углом назад (позиция 9-11)
Соединение второго участка делается аналогичным образом. Перед началом варки детали следует очистить.
Для сварки замка используются электроды диаметром 3 мм.
| Положение электрода | Сила тока (А) |
| потолочное | 80-95 |
| вертикальное | 75-90 |
| нижнее | 85-100 |
Как сделать шов

Качественный корневой шов образуется при помощи постоянной подачи электрода в стык. В результате внутреннего проплавления труб образуется маленькое окошко, она называется технологическое окно.
Это начало корневого шва. Постепенно металл накапывается в стык деталей. С обратной стороны образуется большой валик. В этом месте чаще всего возникают поры, так как валик долго остывает и успевает вступить в контакт с атмосферой.
Важно. После последнего прохода допускается не заполнение шва максимум на 2мм.
Сварка облицовочного шва
Облицовочное соединение образуется в результате однократного прохода электродом в одном направлении или нескольких проходов.
Предпоследний проход следует завершить так, чтобы зазор между трубами остался незаполненным на 0.5-2мм, а металл по краям шва выходил за стык на половину ширины электрода.
Рекомендация. Монтаж труб с толщиной стенок меньше 6 мм и сечением до 15 см следует выполнять при постоянном однозначном напряжении, максимально подходит показатель для потолочного положения. Когда осуществляется изменение на вертикальное положение, используется прерывистая накидка металла.
Те же самые манипуляции проделывают, когда источник питания расположен далеко от места монтажа.
Металл накапывается всегда в одном направлении. Электрод прикладывается к одной кромке, доводится до противоположной, производится кратковременный обрыв дуги (шлак не должен успеть остыть).
Если толщина труб большая, то начало и обрыв делаются в одной точке.
Важно. Начало дуги запрещено совмещать с точкой, в которой был произведен только что обрыв
Метод сварки неповоротного горизонтального стыка
Монтаж металлических элементов осуществляется электродом толщиной 3 мм.
Угол наклона электрода 80-90 градусов.
Сила тока для варки выбирается в соответствии с толщиной стенок изделия, шириной и глубиной зазора.
К сведению. Если уровень плавления недостаточный, длина дуги создается короткой. Если плавление нормальное – дуга среднего размера.
Замок. Металл накидываю с равномерным расширением шва в начале и с плавным сужением в конце, уровень наплыва на основной шов 2-3 см.
Рекомендация. Дуговая сварка в много проходов делается по спирали, это поможет сократить количество замков.
Для выполнения лицевого слоя размер электродов берется такой же, как и для заполнения стыка. Максимально допустимый диаметр электрода для лицевого слоя 4 мм. Металл накладывается на большой скорости, для образования узкого и плоского шва.
После завершения работ. Производится отшлифовка шва до одного уровня с трубой + по 2 см с каждой стороны, чтобы не осталось неровностей и шлака.
В результате шлифовки может выявиться погрешность, такая как пора.
В таком случае, место с дефектом следует вычистить до зазора и снова заварить, затем опять отшлифовать.

Технология
Электроды выбираются для корневого шва 2 – 3 мм, последующие толще. При толщине стенки более 12 мм возможно использование на последнем слое прутка толщиной 6 мм марки АНО и УОНИ.
Сварка производится инвертором на постоянном токе или трансформатором. Для работы в полевых условиях с деталями больших диаметров используют выпрямители.
На постоянном токе варят обратной полярностью, подавая минус на деталь. Переменный ток используют для алюминия, цветных сплавов и высоколегированных сталей.
Дугу необходимо держать короткой, она не должна касаться свариваемых деталей, только направлять ванну в нужное место. Следует следить, чтобы шлак успевал расплавиться и всплыть.
Детали должны быть очищены от грязи и окислов. Разделка кромок производится не предприятии при прокатке изделий или на станке в последнюю очередь.
Ошибки при дуговой сварке
- Плохо просушены электроды
- Когда производится замена электрода, не сделана защита в месте прерывания сварного шва.
- Плохо очищенные поверхности соединяемых деталей
- Сквозняк в трубопроводе.
О четвертом пункте чуть подробнее.
Образование ежиков
Грат, или еж, это полое образование внутри шва или под слоем брызг. Образование ежиков при сварке трубы относится к сварочным дефектам, которые действуют разрушающе. Просветка рентгеновскими лучами определяет внутренние дефекты, неразрушающий метод контроля. Чаще всего грат образуется при сварке алюминия. Его следует варить переменным током, отрывистым методом, чтобы не было перегрева.
Чтобы избежать образования ежиков, следует следить за образующимися в ванной газами, они должны успеть выйти наружу. Если происходит остановка, следует вернуться на 20 – 30 мм, очистить поверхность от шлака и продолжить, начиная идти по шву.
Сократить количество аграта можно тщательной очисткой кромок, особенно на алюминии. Тогда ржавчина и грязь не будут плавиться в ванне, и загрязнять шов.
Чтобы убрать цвета побежалости без снятия слоя абразивным кругом, можно использовать химический метод. На поверхность трубы наносится травильная паста Inox Gel или Stain Clean. Составы очень ядовитые, следует одевать респиратор и перчатки, наносить кистью.
Техника безопасности при ручной дуговой сварке
- Рабочее место следует оградить
- Горючие и легковоспламеняющиеся материалы должны находиться как минимум на расстоянии 10 метров от места выполнения сварочных работ
- Обязательно наличие спецодежды
- Сварка осуществляется в специальных рукавицах
- Недопустимо выполнение работы без маски, она должна быть без каких либо повреждений
- Рядом с местом сварки должно находиться средство для пожаротушения
- Рабочая зона должна хорошо освещаться.
Подготовка к сварочным работам
Перед началом сварочных работ нужно заблаговременно подготовить все необходимое оборудование и инструменты. Вам понадобится:
- сварка с кабелями и держателем;
- маска (чаще всего забывается);
- рукавицы или краги (холщевые, брезентовые, замшевые);
- щетка по металлу;
- молоточек для удаления шлака.
Визуально проверьте сварочные кабеля, не повреждена ли у них изоляция, иначе может произойти короткое замыкание или возникнет большой риск поражения током. Выберите для себя лучший вариант: сварочная маска или сварочный щиток с ручкой, так как каждый из них имеет свои преимущества (новичкам советуется использовать щиток). Рукавицы ни в коем случае не должны быть из легко воспламеняемого материала или синтетики. При попадании брызг они мгновенно плавятся (воспламеняются), тяжело снимаются и могут прикипеть к коже.
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
Читать также: Поперечная подача токарного станка своими руками
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Особенности процесса
У рассматриваемого процесса есть достаточно большое количество особенностей. При выполнении сварки труб учитывается нижеприведенная информация:
- Полярность тока выбирается в зависимости от толщины стенок, типа материала и выбранного электрода. Стоит учитывать, что вся информация о том, при каких параметрах должен применяться электрод указывается производителем.
- Стоит учитывать, что соединение труб также проводится с учетом силы тока. Определить этот показатель можно путем умножения показателя толщины стержня на 30 или 40. Подобным образом определяется сила тока, которая устанавливается на аппарате.
- Скорость проведения сварки не регламентируется ни в какой технической документации. Однако, нельзя задерживать электрод долго на одном месте, так как это может привести к появлению подтеков. Кроме этого, слишком высокая температура может привести к прогоранию кромки.
Для того чтобы упростить задачу проводится предварительное крепление соединяемых элементов. Подобные особенности сварки нужно учитывать для того, чтобы повысить качество соединения.
Использование электродуговой сварки встречается в нашей жизни повсеместно, характерно оно надёжным соединением металлических труб между собой. Поэтому в нашей специфике широко используется в системе отопления, ибо там, где высокое давление и предельные температуры, конкуренцию этому материалу не составит никакой другой. В такой системе предусмотрено использование безшовных труб, а сварка их между собой предусматривает особую технологию, соблюдать, которую требуется неукоснительно. Заключается она в проваре корня шва.
При сваривании труб и элементов оборудования на обычном водопроводе, или скажем канализации — всё гораздо проще. Описываемое же мною ниже, напрямую касается системы пара, и аналогичен ему процесс монтажа на газопроводе высокого давления. Интересует Вас, уважаемый посетитель такая информация? Тогда приглашаю ознакомиться, я постарался изложить всё простым языком.
Вид сварного шва.
1. Подготовка свариваемых поверхностей.
Включает в себя доскональную подгонку их друг к другу. На обоих стыкуемых поверхностях снимается фаска, в идеале под 45 градусов к оси трубы. Снять её необходимо с условием оставления торца плоским, шириной в 2-3 миллиметра.
Здесь и далее, чтобы особо не подыскивать подходящих слов, для наглядности снабжаю пост фотоснимками и видеороликом.

А здесь снимок, как выглядит вырезанная и обработанная поверхность заготовки.

2. Состыковка свариваемых поверхностей.
На этом фото представлен стык на прихватках. Обе плоскости поверхностей имеют фаски и не соприкасаются между собой, имея зазор в 2-3 мм, необходим он (зазор) для провара корня шва.
Важно что бы свариваемые элементы были соосны, ни о каком смещении относительно друг друга не может быть и речи, иначе стык будет забракован.
Выставляем и прихватываем между собой. В случае не одинакового зазора между поверхностями, что имеет место быть при неровном резе трубы, дорабатываем при помощи болгарки с отрезным диском, добиваемся равномерности по всему периметру.

Трубы диаметром до 50 миллиметров прихватываются в двух местах, на более же крупных диаметрах — не менее трёх прихваток, а варить начинаешь с места логичного размещения четвёртой. Уже в процессе сварки, доходя до очередной прихватки, её надо счистить.
Сварка корня шва.
Всё готово к провару на первый раз, чем и занимается далее сварщик.
Здесь в его работе очень важен такой нюанс, как недопустить образования пор. Дело в том, что когда заканчивается электрод, в этом месте и образуется сия оказия. Дабы её (пору) удалить, надо зачистить поверхность до блеска, и лишь после этого зажечь на этом месте следующий электрод.

По завершении обкатки стыка, настаёт черёд работы монтажника.
3. Выбор корня шва.



После этого сварной может приступить к следующему этапу.
4. Перекрытие корневого шва.


Дополню описание ещё парой фотографий. На них сварной стык трубы с фланцем. Снаружи фланца провар осуществляется в соответствии всему выше описанному процессу, то есть — сварка корня шва, его выборка, перекрытие и зачистка.

Помимо этого свариваем стык ещё и изнутри фланца:

Дефект сварного шва.
Порину, и как её убрать мы с Вами посмотрели, а теперь давайте поясню моменты из-за которых велика вероятность её появления.
1. Не просушены надлежащим образом электроды;
2. Не зачищено место прерывания сварного шва, в момент окончания электрода и вставки в держак следующего;
3. Халатное отношение к процессу подготовки свариваемых поверхностей;
4. Возможные сквозняки в трубопроводе.
О первой вероятности должно быть известно каждому сварщику, ибо они проходят специальное обучение.
Вторая и третья характеризуется добросовестностью отношения к исполнению своих прямых обязанностей.
А вот по последнему моменту чуть подробнее:
Доводилось мне столкнуться с этой проблемой, сварщик варит, я выбираю корень, там порина — зачищаю, он опять варит, выбираю — порина, зачищаю, варит — порина. Потом догадались, трубопровод был длинный и с одной стороны имел связь с атмосферой, в общем пока эту связь ватными штанами не заткнули, к положительному результату не пришли.
Вот обещанный в начале статьи видеоролик, на сколько смог смонтировал понятным:

Гостям блога рекомендую подписаться на получение новых статей блога, для этого надо лишь ввести адрес своей электронной почты в форму, которая откроется при прокрутке страницы в самый низ.
Наиболее распространенный метод монтажа инженерных сетей — сварка труб электросваркой.
Сварка труб электросваркой своими руками – процесс достаточно простой. Надо только тщательно соблюдать этапы и технику выполнения этой работы.

Стальные детали
Ручная электродуговая сварка труб начинается с проверки на соответствие трубы нормативным требованиям.
Что проверять:
- Наличие сертификата соответствия.
- Маркировку.
- Эквивалент углерода. Эта величина говорит о свариваемости стали. В зависимости от содержания углерода выбирается технология сварки труб.
- Длину детали.
- Диаметр детали и толщину стенки.
- Толщину стенки.
- Овальность концов детали.
- Кривизну детали.
- Наличие повреждений и дефектов на поверхности металла.
2.Подготовка стыков к свариванию
Подготовка стыков выполняется механической обработкой или термической резкой. Если использовалась термическая резка, то полученную кромку необходимо обработать абразивным инструментом, либо резцом.
Если вы планируете варить трубу из низколегированной или углеродистой стали без использования подкладного кольца, фаску выполняйте только механическим путем. Точно также разделывается кромка на трубах из легированных и высоколегированных сталей (в том числе, из нержавеющей стали).
Для контроля качества обработки кромок сварщики пользуются шаблонами проверки:
3. Выбор технологии сваривания труб.
Электросварка труб в основном выполняется двумя способами:
- ручная дуговая сварка покрытым электродом;
- ручная аргонодуговая сварка неплавящимся электродом.
Первый способ применяется для углеродистых сталей, второй – для легированных (нержавеющих в том числе).
4.Как варить трубы электросваркой покрытым электродом.
1.Режимы:
- Род и полярность тока зависит от толщины стенки трубы, марки стали и марки покрытого электрода.
- Сварочный ток определяется толщиной электрода. Чтобы его рассчитать, надо диаметр электрода умножить на (30-40). Полученное число будет равняться сварочному току в амперах.
- Напряжение на дуге определяется ее дугой. Оптимальная длина дуги находится в диапазоне от половины диаметра электрода до полного диаметра электрода плюс 1.
- Скорость сварки сварщик выбирает в зависимости от геометрических размеров шва.
Сейчас в сети Интернет можно найти таблицы зависимостей всех перечисленных величин. Кроме того, там можно найти множество обучающих материалов, в которых подробно освещена электросварка труб: видео, инструкции, рекомендации.
2.Сборка стыков труб малого диаметра (до 100 мм) при толщине стенки от 2 до 10 мм из низкоуглеродистых сталей:
3.Поворотные стыки:
- При сварке стыков во вращателях скорость вращения изделия должна равняться скорости сварки.
- Положение сварочной ванны, наиболее удобное для формирования шва, находится не в самой верхней точке стыка, а в точке, отстоящей от вертикали на 30-35 градусов в сторону, противоположную вращению.
- Если применение вращателей нецелесообразно или их нет, свариваемые стыки надо поворачивать на углы 60-110 градусов. Благодаря этому, шов формируется в самом удобном, нижнем положении.
- трубы с поворотом на 180 градусов сваривают в три приема:
- сначала в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу одни или двумя слоями;
- затем переворачивают трубу на 180 градусов и сваривают оставшуюся часть стыка на всю толщину;
- затем трубу еще раз поворачивают на 180 градусов и проваривают оставшуюся разделку.
4. Сварка неповоротных стыков:
- Вертикальные неповоротные стыки варятся в два приема. Периметр стыка условно делится вертикальной осевой линией на два участка. Каждый из них имеет три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали.
Нижним положением – участок, занимающий тоже примерно 20 градусов от верхней точки детали. Между этими положениями располагается горизонтальное положение. Сварка начинается с потолочного положения и заканчивается нижним (т. е. ведется с крайней нижней точки детали к крайней верхней).
5.Сварка труб электросваркой в защитных газах: аргонодуговая сварка.
Режимы:
- Сварочный ток зависит при сварке за один проход от толщины стенки детали, а при многопроходной – от высоты валика. На каждый мм диаметра электрода назначается 30-35 А.
- Напряжение на дуге держат минимальным, что соответствует сварке короткой дугой.
- Скорость сварки регулируется так, чтобы гарантировалось проплавление кромок и формирование размеров шва.
- Расход аргона зависит от марки стали, режима сварочного тока и находится в диапазоне от 8 до 14 л/мин.
- Варить сплошной шов надо сразу после установки прихваток, которые при выполнении первого слоя следует переплавлять.
- Подача аргона прекращается только через 5-8 секунд после обрыва дуги.
6.Контроль качества сварного шва.
- Самый распространенный метод контроля сварки – внешний осмотр. В процессе осмотра выявляют наличие трещин, прожогов, подрезов, непроваров и пр.
- Перед началом осмотра сварные швы должны быть очищены от шлака. Осмотру подвергаются все швы без исключения.
- Для проверки геометрических параметров швов используются шаблоны, щупы, стандартные измерительные инструменты.
- Герметичность швов проверяется водой (гидравлическое испытание) или газом (пневматическое испытание).
Плазменная сварки имеет множество преимуществ. Каких — читайте в этой статье.
7.Техника безопасности.
При выполнении сварки возможны травмы такого рода, поражение электрическим током, ожоги расплавленным металлом, ожоги глаз лучистым излучением. Чтобы этого не произошло, необходимо:
- надежно изолировать все токоведущие части;
- заземлить корпуса источников питания, вспомогательное оборудование. Сечение заземляющих проводов должно быть равным или более 25 кв. мм.
- спецодежда и рукавицы должны быть сухими;
- в тесных помещениях следует использовать резиновые коврики и галоши;
- не приступать к работе без защитного щитка, размеры которого полностью закрывают голову и лицо сварщика.
8. Сварка труб электросваркой: цена.
Стоимость сварки труб зависит от диаметра и материала детали. Так, например, один см стыка трубы Ду15 стоит 25 рублей, а Ду50 – 22 рубля.
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками. В статье мастер сантехник расскажет, как правильно вести электрод во время сварки.
Строение сварочной дуги
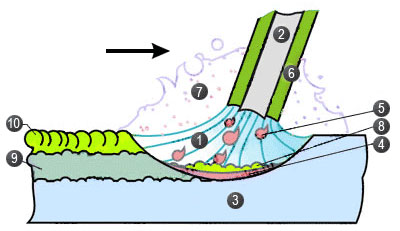
Технология сварки, процесс образования шва: Под воздействием высокой температуры дуги (1) происходит расплавление электрода (2), его покрытия (6) и свариваемого металла (3). В месте расплава образуется сварочная ванна (4), в которую переносятся капли расплавленного электрода (5). Расплавленное покрытие (6) образует газовое облако (7) и шлаковую ванну (8), защищающие металл от воздействия кислорода и азота. По мере продвижения электрода металл охлаждается и кристаллизуется, образуя сварочный шов (9) со шлаковой коркой (10) на поверхности
Для создания электрического разряда, к свариваемому металлу и сварочному электроду подводится постоянное или переменное напряжение от источника тока (сварочного аппарата). В результате между стержнем электрода и металлом возникает сварочная дуга. Ее сопротивление превосходит сопротивление электрода и проводов, поэтому основная часть тепловой энергии выделяется именно в дуге.
Для образования дуги и поддержания ее горения, в пространстве между электродом и свариваемым металлом должны иметься положительно и отрицательно заряженные частицы - электроны и ионы. Процесс их образования, называемый ионизацией, осуществляется во время зажигания дуги и непрерывно поддерживается во время ее горения.
Необходимые компоненты электросварки
Чтобы иметь возможность сваривать металл электросваркой необходимо иметь:
- Источник тока (сварочный аппарат);
- Сварочные материалы (например электроды), соответствующие свариваемому металлу;
- Защитную одежду (главным образом защитную маску);
- Молоток и металлическая щетка для удаления шлака.
Перед тем как начинать работать сварочным аппаратом, необходимо очистить свариваемый металл от посторонних веществ и загрязнений - масла, краски, ржавчины, окалины и пр. Наличие их на металле приводит к нарушению однородности шва и образованию пор. Очистку делают любыми подходящими инструментами и материалами - металлической щеткой, молотком, ветошью с растворителем (например бензином). Трудноудаляемые загрязнения можно обработать пламенем газовой горелки (паяльной лампой) с последующей очисткой щеткой.

Чтобы зажечь дугу, электрод надо держать под прямым углом, затем наклоняя его на небольшой градус (около 15 °). Расстояние от поверхности составляет 1-2 мм. Для получения качественного стыка необходимо варить более короткой дугой.
При перпендикулярном положении электрода по отношению к основному металлу, в сварочной ванне он быстро растекается и заполняет расплавом все пустоты.
Для уменьшения разогрева пластины тонкого металла, необходимо положить шов с небольшим катетом. С уменьшением угла увеличивается теплоотдача, скорость сварки в этом случае понизится. Появляется возможность качественно сформировать валик.
Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Для осуществления неразъемного соединения хорошо подогнанных деталей, при стыковом соединении необходимо поддерживать равномерное продвижение электрода под постоянным углом наклона.
Такой способ способствует заполнению присадочным металлом сварочной ванны и образованию шва с повышенной плотностью.
Но в некоторых случаях приходится менять угол наклона электрода, например, при сварке труб. Особенно важно соблюдать это правило для сваривания неповоротных стыков.
Для заполнения всех пустот в сварочной ванночке, иногда лучше сделать наклон более острым, замедляя заполнение шва присадочным металлом и сохраняя выбранный катет. Заканчивая проход, надо не забыть приподнять кончик электрода, чтобы не образовывался кратер.
Умение правильно держать электрод в процессе сварки приходит с опытом. Надо постоянно помнить о расположении сердечника и стараться удерживать ручку держателя без напряжения. Руки должны быть немного расслабленными, а движения свободными.
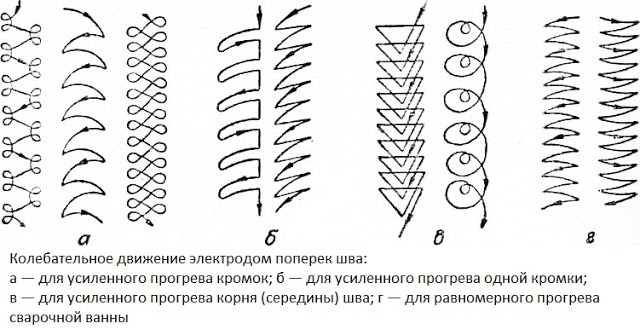
При соблюдении правил ведения сварки можно сгладить погрешности, возникающие от отклонения угла наклона держателя. В зависимости от необходимого наполнения сварочного шва, принято несколько способов ведения:
- Треугольник. Эта проводка позволяет надежно проваривать корень шва. Используется для сварки деталей толщиной свыше 6 мм и обеспечивает надежный разогрев средней части шва. Способ наиболее распространен, при сваривании труб с неповоротным стыком;
- Ведение электрода по ломаной зигзагообразной линии. Применяется при сварке конструкций с толщиной металла менее 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Такой проводкой можно качественно варить стыки без обеспечения скоса кромок;
- Круговые или эллипсные движения электродом. При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.
При этом важно обеспечивать одновременное продвижение сердечника совместно с движениями, отвечающими за разогрев стыка и заполнение шва. Существует три варианта продвижения, которые могут сменять друг друга.

Первый вариант – это поступательное движение по оси сердечника. Такое движение необходимо, чтобы поддерживать дугу с постоянной длиной и обеспечивать определенную скорость сваривания конструкций.
Второй вид – движение по оси шва по прямой линии. В этом случае у сварщика появляется возможность контролировать время расплава металла и обеспечивать определенный катет.
Третий вариант – под углом 45 ° поперек шва совершаются колебательные движения. Этот способ используют для обеспечения разогрева кромки детали.
Сварщик может регулировать ширину валика на тонком металле. Такой вариант продвижения электродов незаменим при многослойном стыке. Применяется для корневого шва.
Выбор угла наклона

Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.
Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Этот способ наиболее часто используется при сваривании с условием надежного расплава металла, независимо от толщины деталей конструкции. Незаменим этот метод ведения при сваривании сердечником с рутиловыми покрытиями.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения шлака в сварочной ванне. Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
В сюжете - Как правильно вести электрод, на себя или от себя, угол наклона электрода
Читайте также: