
Как сделать переход трубы с одного диаметра на другой из оцинкованной стали
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Для ремонта трубопроводов часто необходима замена отвода. Для его изготовления в условиях мастерской необходимо знать его характеристики:
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Как сделать сварной отвод по чертежам?
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.

Перенесите эти точки на паронит или картон и плавно соедините их между собой.

Вы получили лекало крайнего полузвена отвода.


Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:

2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180 О . Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.

Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону
Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Самодельные патрубки водостока из жести
Чтобы изготовить прямой патрубок водостока из жести, отмеряют по размерам длины и ширины кусок оцинковки и обрезают ножницами по размеченным линиям.
Напильником тщательно зачищают кромки от заусенцев, обрабатывают их до гладкого состояния. По длинной стороне загибают в одном направлении обе кромки листа на ширину 10-15 мм.

Последовательность работы в процессе создания прямого патрубка водосточной системы из оцинкованной стали (из меди) своими руками. Главный инструмент – деревянный молоток жестянщика
На жёстко закреплённой трубе подходящего диаметра обстукивают оцинкованный лист до придания ему круглой формы. Затем накладывают загнутые ранее кромки одна на другую.

Пример изготовления прямого патрубка водостока из оцинкованного металлического листа. Правка под круглую форму осуществляется при помощи обычной металлической трубы подходящего диаметра
Обладая навыками изготовления прямых водосточных патрубков из оцинковки, несложно освоить технологию производства приёмных воронок и других деталей системы. С тем же успехом мастера-самоучки делают кронштейны под металлические желоба и для крепления водосточных труб.

Так своими руками делают кронштейны для металлических водосточных систем. Под круглые желоба и трубы достаточно толщины металлической полосы 1,5 мм. Под квадратные водостоки 3-4 мм

Технология изготовления стального (медного) кронштейна:
- Отрезать кусок стальной полосы длиной 300 мм.
- Обработать напильником торцевые части.
- Отступить от любого конца 10 мм, сделать загиб под 90º.
- Последовательно перемещая полосу и фиксируя в тисках, выгнуть её дугой под размер радиуса желоба.
- На оставшейся прямой части полосы высверлить отверстия под фиксатор и крепёж.
Точно так же делаются кронштейны для водосточных труб, но уже в виде хомута, состоящего из двух полос овальной формы, загнутые торцевые кромки которых дополнены отверстиями под стяжку болтами.
На нашем сайте есть несколько статей с подробными инструкциями по изготовлению водостоков для крыши, рекомендуем ознакомиться:
- Водостоки для крыши своими руками: инструкция по самостоятельному изготовлению системы водоотвода
- Как сделать водосливы для крыши: рекомендации по обустройству водоотвода своими руками
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.

Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45 О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.

Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Секторные сварные отводы. Изготовление отводов из рыбок.
В этой статье речь пойдет о секторных отводах, о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы, в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов, или как их еще называют сварные отводы, на сегменты.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.
Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.











Что потребуется для врезки в металлический водопровод
Для того чтобы врезать отвод в металлический (стальной, чугунный) внутренний водопровод, потребуется такое приспособление, как седельный хомут со сверлом. Хомут разборный — его части для закрепления на участке трубы фиксируются при помощи болтов. В зависимости от модификации седелки, хомут может продаваться в сборе с трещоткой, блокировочными болтами и промывочным краном.
Данные блоки присоединяются к хомуту с использованием уплотнительных прокладок из резины. Кроме того, уплотнители толщиной до 12 миллиметров используются в местах прилегания хомута к поверхности трубы. В случае необходимости резина приклеивается непосредственно к прижимному устройству, что даст возможность контролировать точное положение прокладки во время монтажа седельного хомута.
Совет по выбору хомута: при покупке приспособления изучите состояние сварного шва в месте присоединения штуцера. Некачественный шов может привести к образованию свища.
Некоторые мастера-профессионалы и вовсе советуют выбирать не сварной, а клёпаный хомут. Кроме того, постарайтесь подобрать хомут соответствующего диаметра, в противном случае придётся подкладывать толстый слой уплотнителей.

Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев. Высоту конусной части перехода принимают не менее удвоенной разности диаметров.
В данной статье приведена формула расчета при изготовлении сварного перехода с одного диаметра на другой.
Как сделать лепестковый переход на трубе.

Рис. 1. Изготовление переходов с большого диаметра трубы на меньший путем вырезки клиньев:
а – схема вырезки клиньев, б – готовый переход.
Лепестковый переход. Расчет. Формула.
При изготовлении переходов из труб путем вырезки клиньев (рис. 1) величина m определяется по формуле:
m = (π(DH1 — DH2)/n)·c,
m – наибольшая ширина вырезаемого клина в мм;
DH1 – наибольший наружный диаметр перехода в мм;
DH2 – наименьший наружный диаметр в мм;
n – число клиньев;
с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Такое сопротивление: как потоки в трубе становятся турбулентными
Турбулентность - одна из величайших загадок современной науки. Это также один из самых важных, поскольку большинство интересующих нас потоков турбулентны. В некоторых приложениях, таких как промышленные реакторы, турбулентность желательна из-за ее свойств перемешивания; во многих других мы хотим избежать турбулентности из-за дополнительного трения, которое она вызывает.
Переход от ламинарного (плавный, предсказуемый поток) к турбулентному (хаотический, случайно колеблющийся поток) в настоящее время недостаточно изучен, хотя эмпирическая информация позволяет нам оценить точку, в которой многие потоки совершат этот переход.Однако поток через трубу - довольно важный пример, который нелегко предсказать. В статье, недавно опубликованной в Science (группой, о которой мы сообщали ранее), была предпринята попытка определить, где именно в трубах происходит переход к турбулентности.
Трубопроводы довольно важны для промышленных применений, таких как нефтепроводы, где требуется дополнительная энергия для преодоления повышенного сопротивления из-за турбулентности. Они также представляют интерес с научной точки зрения, поскольку специалисты по гидродинамике изучают потоки в трубах (без разрешения) с тех пор, как Осборн Рейнольдс, один из отцов исследования турбулентных потоков, впервые обратил внимание на проблему перехода в 1880-х годах.
Независимо от того, является ли течение ламинарным или турбулентным, обычно используется безразмерное число Рейнольдса, определяемое как характеристическая скорость V, умноженная на характеристическую длину L, деленную на кинематическую вязкость ν, или Re = VL / ν. Он представляет собой отношение сил инерции к силам вязкости в потоке. В случае потока в трубе V - средняя скорость, а L - диаметр трубы.
Как правило, переход от ламинарного к турбулентному потоку происходит между числами Рейнольдса от 1700 до 3000, но точное число варьируется не только между экспериментальными установками, но и между разными запусками на одном и том же оборудовании.
Обычно переход от ламинарной к турбулентности изучается математически путем линеаризации уравнений Навье-Стокса, основных уравнений гидродинамики, а затем возмущения системы. Эти возмущения постепенно исчезнут в ламинарном потоке, но если поток турбулентный, они будут расти и вызывать хаотическое движение. Таким образом, переход является критической точкой между этими двумя.
Однако для потоков в трубе этот линеаризованный подход показывает, что возмущения затухают для всех чисел Рейнольдса, хотя в реальных экспериментах этого не происходит.В реальном мире, когда число Рейнольдса увеличивается, небольшие турбулентные порывы начинают разделяться и взаимодействовать, и время их жизни увеличивается. В конце концов, эти порывы несут достаточно турбулентности, чтобы полностью изменить поток.
Авторы данной статьи ввели турбулентные затяжки в полностью развитый (то есть не меняющийся во времени) поток с помощью небольшой водяной струи, которая позволила им создавать одну затяжку за раз. В предыдущих экспериментальных работах использовались препятствия, расположенные у входа в трубу, но этот постоянный источник турбулентности затруднял контроль перехода.
Здесь, точно управляя числом Рейнольдса (± 5), время жизни турбулентных порывов можно сравнить со временем, которое требуется для разделения затяжек. По мере увеличения числа Рейнольдса время жизни должно увеличиваться, в то время как время между разделениями уменьшается - переход к турбулентности происходит, когда эти две величины встречаются. После выполнения большого количества измерений (не менее 2000 и до 60 000 рядом с переходом) для каждой точки данных - разделение затяжек сильно стохастично, поэтому необходимо несколько прогонов - авторы определили критическое число Рейнольдса равным 2040 ± 10.
Настоящее исследование заслуживает внимания не только потому, что оно точно определяет число Рейнольдса, при котором происходит переход от ламинарного к турбулентному потоку в трубопроводе (и с некоторой статистической достоверностью из-за большого количества измерений), но и потому, что используется новый подход. Многие другие типы потоков имеют переходы, которые сложно проанализировать, например пограничные слои, течение Куэтта и другие потоки, управляемые сдвигом. Используемый здесь метод может привести к лучшему пониманию перехода к турбулентности и в этих случаях.
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.

Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
Изготавливаем трубу из оцинкованного железа диаметром 100 мм

Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.

3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.

4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.

5. В итоге получится лист с такими загибами по краям:



7. Зацепляем оба загиба друг за друга.



10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.

В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
С появлением на рынке труб из пластика, они постепенно стали использоваться повсеместно. Но старые трубы из стали по-прежнему используются во многих строениях и сегодня. Например, в домах старой постройки водопроводные и отопительные системы сделаны из стальных труб.
Поэтому вопрос соединения разнородных труб очень часто встает при замене труб в квартирах. При этом часто приходится соединять старые чугунные трубы с полипропиленовыми. Чтобы выполнить это правильно, важно понимать отличия структуры и технических характеристик металлических и пропиленовых труб.
Отличия металлических и пропиленовых труб
Металлические трубы обычно выполнены из чугуна или стали, реже – из алюминия или меди.
Чугунные трубы не отличаются надежностью соединения, это материал довольно хрупкий. Можно выделить высокопрочный чугун, который начали изготавливать относительно недавно, он выше по ударной стойкости, но она не превосходит показатели стальных труб.

Сталь более прочный материал, но трубы из него подвергаются коррозии, со временем засоряются, из-за того, что на их стенках постоянно скапливается грязь и оседают различные примеси.
Нержавеющая сталь хоть намного прочнее, и служит долго, но ее трудно обрабатывать, поэтому и цена таких изделий высока. Оцинкованная сталь противостоит коррозии, но при этом трубы из нее очень сложны в установке.
Полипропиленовые трубы по сравнению с металлическими легкие по весу, их проще транспортировать и монтировать. Поэтому пользуются заслуженной популярностью у домашних мастеров.
Выбор полипропилена определяется не только высокими техническими характеристиками, но и тем, что для монтажа существует множество типов и видов труб, различающихся по диаметру, структуре и большим разнообразием фитингов. Таким образом, для замены легко найти комплектующие любой конфигурации.
Но, пожалуй, единственный недостаток полипропиленовых труб — это невозможность выдерживать очень высокие температуры, предел обычно составляет +80°, и низкие показатели на него также действуют разрушительно. Поэтому прокладка труб из полипропилена вне помещения рекомендуется только под землей.
Когда необходимо соединять пропилен с металлом
Необходимость разнородного соединения труб возникает при ремонте старых металлических трубопроводов или замене на более современные элементы.
Иногда полная замена стальных труб на пластиковые — недешевое мероприятие, и мастера предпринимают частичную замену.
В некоторых случаях и при прокладке совершенно новых систем при прокладке коммуникаций используются трубы из разных материалов. Часто это связано с экономическими причинами и практичностью.

Если трубопровод проходит под автовъезами или парковочными местами, почва испытывает большое давление, нагрузка может передаваться и подземным коммуникациям, поэтому рекомендуется в таких местах использовать металлические трубы, но при этом остальные части системы делать металлическими нецелесообразно.
Металл и полипропилен соединяют и в местах, где трубы крепятся к оборудованию, которое имеет критичные температурные показатели для пластика. Часто металлические выводы различного оборудования присоединяют к ПП трубам.
Бывают ситуации, когда необходимо соединять трубы из металла с полипропиленом, вызваны аварийными ситуациями.
Варианты соединений
Выполняя соединение разнородных участков трубопровода необходимо учитывать разные способы врезки материалов. Кроме того, металл и пластик отличаются коэффициентом расширения, при нагреве расширяются неодинаково, что может стать причиной трещин и протечек.
Применяются резьбовой и фланцевый способы соединения.
Резьбовое соединение сталь-пластик
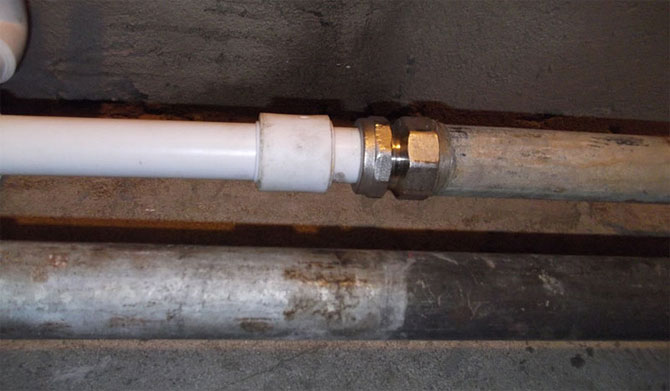
Этот метод используют для небольших труб диаметром до 40 мм. Напрямую вкрутить пластик в металл или металл в пластик невозможно. Для их резьбового соединения используют промежуточные детали – фитинги, которые по сути представляют собой переходные элементы для соединения.

Одна сторона фитинга имеет резьбу, а вторая сторона – пластиковую гладкую муфту. Второй стороной фитинг соединяют с пластиковой трубой пайкой. Первой — скручивают с металлическим трубопроводом. Между собой разные части муфты спаяны в процессе изготовления – на заводе-изготовителе.
Фланцевое соединение
Этот метод используют для больших труб диаметром более 40 мм. Существует верхние ограничения – по максимальному диаметру. Для труб из легких материалов (пропилен, пластик) – до 300 мм в диаметре. Для тяжелых металлических труб – до 150 мм.

Фланец – пластиковый переходник, который удерживается на концах труб сдавливанием и натягом. Под фланцем надевается дополнительная резиновая прокладка, которая обеспечивает плотное соединение, предупреждает протекание. Для удобства монтажа фланец делится на две половинки, которые при установке на трубу разбираются, а после — стягиваются между собой болтами.
Соединение чугунной и полипропиленовой трубы
Переход с чугуна на пластик чаще всего используется при соединении канализационных труб. Для присоединения к чугунным трубам используют готовые манжеты, гофры, муфты и уплотнители, найти готовые комплектующие несложно, но если не получилось найти уплотнитель нужного размера, его можно вырезать из резиновых микропористых материалов, например, из старого резинового автомобильного коврика.
Пластик надевается на чугунную трубу с натягом, щель стыка уплотняется резиновой лентой уплотнителя, которую вталкивают в щель отверткой.
Соединение меди и полипропилена
Довольно редкое соединение. Выполняется специальной муфтой, которая с одной стороны припаивается к меди, а с другой – к пластику.
Инструкция по переходу с металла на пропилен
Главная задача при соединении труб из разных материалов — не допускать протечек, поэтому важно соблюдать четкость и последовательность действий при выполнении перехода.
Пошаговая инструкция при выполнении резьбовых и фланцевых соединений различается соединений:
Инструкция по выполнению резьбовых соединений
Первый этап (подготовка)
Подготовка старых металлических труб к соединению с новым пластиковым трубопроводом:
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.
3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.
4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.
5. В итоге получится лист с такими загибами по краям:
7. Зацепляем оба загиба друг за друга.
10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.
В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Читайте также: