
Как сделать конус на трубе пвх
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Конусное уплотнение металл-металл более долговечно, чем торцевое соединение прокладкой, является разборным (разъёмным), хотя и не любит частой разборки. Монтаж и замена старого конусного уплотнения новым таким же уплотнением в составе сантехнического блока производится достаточно просто и быстро.
Распространённость
Разъёмное соединение конус – штуцер со сферическим ниппелем и накидной гайкой широко используется в сантехнических рукавах высокого давления. Рукава бывают исполнены как навивочные и оплёточные, отличаясь допустимым давлением (зависит и от резины внутри оплётки), предельным радиусом изгиба.
Использование
Рукава высокого давления обычны как гибкие трубки к бачку унитаза. Их применяют в случае переплетения сложной сети жёстких труб, когда очередную такую трубу проложить проблематично. А также при наличии вибраций и гидроударов, разрушающих жёсткое соединение.
Американки используют для соединения труб, без их вращения. Это особенно удобно, быстро и эстетично, например, в случаях: при невозможности или неоправданной сложности прокрутки или сварки паяных конструкций с полипропиленом, композитом, при установке крана почти вплотную к стене, при монтаже часто обслуживаемого оборудования, запуске системы отопления в готовой квартире.
Стойкость к температуре и давлению
Конусные соединения особенно быстро вытесняют прочие соединения на гибких рукавах и на трубах с горячей водой или паром, где резиновые прокладки быстро выходят со строя. А также на трубах высокого давления, где плоские прокладки и резиновые кольца часто подтекают.
Комплектность
Штуцера с ниппелем обычно сразу комплектуют с отрезами рукавов высокого давления нужной длины. Конусные соединения американка продают отдельно либо в комплекте с запорной арматурой (скажем, обычный квартирный краник на радиаторе отопления), с терморегуляторами. Есть комплекты конусных соединений под трубу из нержавейки и прочее.
Как монтируют рукава высокого давления (РВД)?
Главное при монтаже – следить, чтобы РВД крепились без натяга, излома, превышения предельного радиуса изгиба, без их трения о соседние рукава и другие конструкции. На практике этого достигают, делая небольшой запас по длине, используя, с учётом конструкции, прямую или изогнутую заделку. Две загнутые заделки на одном рукаве ставить не рекомендуют, избегая перекручивания рукава. Заделки на РВД бывают с наружной резьбой или с накидной гайкой с конусным уплотнением, обычно 90° или 45°.
Стандарты креплений РВД
На российском рынке широко представлены самые разные образцы, без стандарта обреза рукава по длине и с разными стандартами по его резьбовым креплениям: английская дюймовая резьба BS, американский стандарт SAE под универсальное соединение JIC, немецкая метрическая резьба DIN, французский стандарт NF под мелкую резьбу, японский стандарт JIS. Присоединительные наконечники также различны:
— гайка (уплотнение ниппелем),
— штуцер с наружной резьбой (уплотнение – медные или резиновые кольца),
— банджо (уплотнение медными кольцами),
— фланец (уплотнение – резиновое кольцо в канавке).
При всех вариациях вероятен конусный тип уплотнения; прямое уплотнение (0°) легче периодически разбирать-собирать, меняя прокладки, но оно менее надёжно и долговечно, чем конусное уплотнение.
Как монтируют американку?
По сути, американка это быстроразъёмный узел, состоящий из двух резьбовых фитингов (со штуцерами внешней или внутренней резьбы), прокладки (если есть) и накидной гайки. Конусное соединение в этом узле особенно удобно для сохранения длительной и надёжной герметичности стыка, и достаточно универсально. Очень удобно с помощью конусных соединений американки стыковать между собой различные материалы в парах чугун – сталь, сталь – полипропилен, пластик-пластик, металлопластик – сталь, сталь – латунь. Например, присоединение пластиковой трубы к магистральному стальному трубопроводу делают так:
1. Нарезают резьбу на металлической трубе отвода магистрали и на пластиковой трубе ответвления
2. Подбирают американку, состоящую из двух фитингов, один из которых металлический, другой пластиковый.
3. Пластиковый фитинг приваривают к пластиковой трубе ответвления.
4. Одев на металлический фитинг с буртиком накидную гайку, накручивают его, подмотав фум-ленту, паклю или другой уплотнитель, на металлическую трубу ответвления.
5. Накручивая гайку на пластиковый фитинг, прижимают металлический фитинг к пластиковому фитингу, вручную (или ключом, но не затягивая), испытывают на герметичность, пуская воду.
6. Используя рожковый или разводной ключ, туго затягивают – всё.
Американка изготавливается под самую разнообразную специализацию, например латунная американка пай-пай под напайку фитингов на медные трубки. Она настолько удобна в монтаже, что её часто загодя монтируют для удобства предстоящего демонтажа, ремонта и обслуживания, в качестве составной части такого оборудования, как радиаторы отопления, фильтры, запорная арматура, приборы, счётчики.
Что надо знать, подбирая узлы, имеющие конусные соединения?
Их существует огромное множество, и маркировка помогает разобраться, что собой представляет конкретный набор и чему он соответствует.
Общая маркировка
Обозначение Dn – это наружный диаметр трубы, под которую используется конусное соединение. При конусном соединении с рукавом однооплёточный или двухоплёточный рукав обозначают группами А, Б, В, при соединении с трубой категория трубы имеет цифровое 1, 2, 3 обозначение.
Внутренний конус конусных соединений известен также как посадочный конус, конус уплотнения, конус ниппеля, штуцера, обозначается в градусах. Угол конуса обозначают EO (например, EO 24°).
Конусные фитинги под трубы и нерегулируемые соединения:
1. Комплекты конусных соединений труба – труба обозначают: G, GR, SV – прямоточные соединения, W, WSV – угловые соединения, T, TR — тройники, K — крестовины.
2. Фитинговые соединители труба – стяжная гайка обозначают: EW, EV EVW – угловые соединения, ET, EL, EVT, EVL – тройники, DA – переходник, RED, KOR – редукторы.
3. Стяжные соединения обозначают GZ – со стяжным кольцом, GZR – со стяжным редуктором.
4. Комплекты ввертных соединений обозначают: GEO, GE-M-ED, GE-R-ED, GE-R, GE-R- (KEG), GE-M, GE-M- (KEG), GE-UNF/UN, GE-NPT, EGEO, EGE-M-ED, EGE-R-ED, EVGE-M-ED, EVGE-R-ED, EGE-NPT.
5. Нерегулируемые соединения обозначают: WE-NPT, WE-M, WE-R, WE-R (KEG) – ввертные угловые фитинги, TE-M, TE-R, TE-M (KEG), TE-R (KEG), LE-M, LE-R, LE-M (KEG), LE-R (KEG) – тройники-ответвители.
Конусные фитинги под рукава и регулируемые поворотные соединения:
5. Фитинги DIN 7642 banjo (фитинги банжо, кольцевые ниппели или полые ниппели) используют специализированно под различные давления. Угол конуса варьирует 24°, 45° и 90° или отсутствует. Банжо с конусными соединениями имеют маркировку WH-M-KDS, WH-M, WH-R-KDS, WH-R, TH-M-KDS, TH-M, TH-R-KDS, TH-R – для высокого давления, SWVE-M- (KDS), SWVE-R- (KDS) – для среднего давления, DSVW-M, DSVW-R – для низкого давления.
6. Регулируемые поворотные соединения:
EW-M-ED, EW-R-ED, EV-M-ED, EV-R-ED, EVW-M, EVW-R – регулируемые угловые фитинги.
ET-M-ED, ET-R-ED, EL-M-ED, EL-R-ED, EVT-M, EVT-R, EVL-M, EVL-R – регулируемые тройники.
7. Регулируемые поворотные соединения с контргайкой обозначают WEE-R
Переходники с конусным уплотнением:
RI-ED, RI – резьбовые соединения.
Примечания
Дополнительные удобства
Предусматривая дальнейшее обслуживание и ремонт, комплект оборудования удобно сразу разделить на съёмные части, используя разъёмное сантехническое соединение с уплотнением типа конус.

Ротационно-ковочные станки являются высокочастотными прессами с ограниченным ходом.
Ход инструментов регулируется ограничителями. Эта кинематика находится в центре ротационно ковочного стана, в так называемой редуцирующей головке или роторе (барабане)
Ротационная ковка - металла относится к инкрементальным методам - так как деформация заготовки происходит постепенно, посредством множества маленьких шагов. Данные методы имеют неоспоримые преимущества относительно непрерывных, в виду того, что они позволяют производить более однородное деформирование заготовки. Так же эта технология позволяет проводить более глубокую степень деформации заготовки благодаря тому, что потенциал изменения формы материала распределяется по всему поперечному сечению.
Принцип работы станка для формирования конуса на трубе:
Рабочий инструмент (штамп, оснастка, ковочный инструмент) расположен концентрически вокруг обрабатываемой заготовки (трубы).
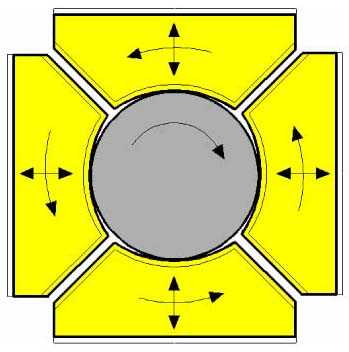
Ротор с бойками может вращаться. При вращении, бойки ударяются в диаметральнопротивоположные колонки (стержни), которые стоят по периметру ротора. Боек передает удар на материал, который обрабатывается и металл начинает течь.
Ковочные инструменты осциллируют с высокой частотой и малым ходом во время вращения ротора (барабана). Инструменты работают синхронно (одновременно). Комплект инструментов состоит из четырёх сегментов (есть так же упрощенная модель с двумя инструментами). Для предотвращения течения материала заготовки в зазоры между инструментальными сегментами, производится медленное вращение барабана инструмента относительно заготовки. При производстве несимметричных деталей во вращение необходимости нет.
Еще одно преимущество инкрементальной обработки - это минимизация трения. Рабочий (ковочный) инструмент имеет кратковременный контакт с материалом и производит очень малые сдвиги относительно детали и инструмента. Усилия компенсируются эластичностью заготовки. Благодаря этому, при деформации с примененим данной технологии достаточно применения СОЖ в закрытом цикле для стабилизации температуры и очистки рабочей зоны.
Преимущества применения технологии ротационной ковки:
- Высокая повторяемость конечных изделий при производстве: обеспечиваемые технологией допуски настолько малы, что не требуется последующая обработка резанием. Это напрямую снижает потери материала, производственного времени и как результат, себестоимость конечного изделия.
- Широкие возможности изображения образа и оптимизация веса: данная технология позволяет обрабатывать многообразный спектр форм как снаружи, так и изнутри. Средняя экономия веса для изделий, изготовленных ротационной ковкой составляет от 30% до 50% в сравнении с традиционными методами.
- Высокое качество деталей: технология обеспечивает непрерывный ход волокон в материале заготовки. Холодная ковка увеличивает прочность конечных изделий. Поверхность изделия после обработки методом ротационной ковки сравнима со шлифованными поверхностями.
- Формование холодного и тёплого типа: при ротационной ковке происходит постепенное введение заготовки в рабочую зону, данную технологию можно использо-вать как в холодном так и в полугорячем и горячем температурном диапазоне.
- Экология: в отличии от других методов формования, данный метод позволяет обойтись без дополнительного слоя смазки, так как охлаждающая смазка циркулирует по закрытому циклу.
- Быстрая переналадка: ротационно - ковочные станки быстро перенастраиваются. Смена рабочего инструмента для наладки на обработку других заготовок занимает у оператора несколько минут.
- Короткие такты и высокая готовность: горизонтальное позиционирование и малая площадь установки рабочих узлов делает легким выстраивание эффективных производственных линий, для выпуска больших серий изделий с непрерывной работой в две три смены с высокой конечной производительностью.
Иногда в ходе выполнения тех или иных хозяйственных работ мастер встаёт перед проблемой изготовления конуса – полного или усеченного. Это могут быть операции, скажем, с тонким листовым металлом, эластичным пластиком, обычной тканью или даже бумагой или картоном. А задачи встречаются самый разные – изготовление кожухов, переходников с одного диаметра на другой, козырьков или дефлекторов для дымохода или вентиляции, воронок для водостоков, самодельного абажура. А может быть даже просто маскарадного костюма для ребенка или поделок, заданных учителем труда на дом.

Калькуляторы расчета размеров развертки конуса
Чтобы из плоского материала свернуть объёмную фигуру с заданными параметрами, необходимо вычертить развертку. А для этого требуется рассчитать математически и перенести графически необходимые точные размеры этой плоской фигуры. Как это делается – рассмотрим в настоящей публикации. Помогут нам в этом вопросе калькуляторы расчета размеров развертки конуса.
Колпак на дымоход своими руками

Хозяева домов зачастую прибегают к использованию элементов в виде различных колпаков и зонтов, служащих, как это кажется на первый взгляд, для украшения дымовых труб. В то же время такие насадки не только улучшают эстетическое восприятие строения, но и обеспечивают полезную функциональность. Обычно так называемый козырек для дымохода изготавливается собственными силами, так как для этого не требуется серьезных знаний и умений. Хотя наряду с простой конструкцией этих элементов встречаются достаточно замысловатые поделки, которые проблематично соорудить без соответствующего опыта.
Конструктивные особенности
Колпак на дымоход представляет собой устройство, предназначенное для защиты трубы от попадания влаги. Внешний вид таких козырьков может быть различен, что имеет зависимость как от предпочтений хозяина дома, так и от конфигурации трубы.
Колпаки на трубу дымохода включают в себя:
- зонтик – устанавливаемая на вершине колпака защита от осадков, посторонних предметов и проникновения птиц, внешний вид которой имеет форму пирамиды, конуса или соответствует другой геометрии;
- фартук – часть колпака, отвечающая за защиту верха трубы от стекающей с зонтика воды. Обычно установка этого элемента производится при оснащении прямоугольной или квадратной трубы. В результате гарантируется увеличение срока службы дымохода, так как удается практически исключить вероятность появления коррозии и грибка;
- кронштейны – крепежные элементы, представляющие собой металлические полоски, которые позволяют соединить козырек и фартук. Непосредственное крепление в данном случае производится за счет использования сварки.
Имейте в виду! Собрать колпак для дымохода вполне реально самому, но только в том случае, если вы хотите установить достаточно простой флюгарок. Модели, отличающиеся большей сложностью в плане конструктивных особенностей, гораздо выгоднее заказать или купить.
При наличии выбора лучше всего отдать предпочтение тем моделям, которые оборудованы открывающейся крышкой. Это позволит проводить профилактический осмотр дымохода и его чистку без каких-либо проблем, что связано с комфортом доступа.
Колпак на дымоход долгого срока использования может быть изготовлен только из железа, устойчивого к коррозии: оцинкованная сталь, алюминий и медь. В последнем случае предлагаемый металл обладает ярко выраженным декоративным характером, так как его переливы на солнце могут придать вашем дому определенную респектабельность.
Одевают оголовок на трубу дымохода чтобы гасить искры. Это одно из его предназначений. Поэтому качество железа должно быть хорошим, тем самым оно долго не прогорит.
В связи с тем, что дымоходы отличаются разнообразием форм и размеров, производители колпаков также предлагают широкий ассортимент продукции. Если вы решите украсить свое жилище и продлить срок жизни дымохода, то придется выбирать среди большого ассортимента флюгарок:
- Стандартные – зонт на дымоход в виде пирамидки, для изготовления которой используется листовой металл, а крепление к фартуку осуществляется посредством кронштейнов.
- Четырехскатные – устанавливается преимущественно на прямоугольные трубы, выполненные из кирпича. По форме соотносится с вальмовой крышей с четырьмя скатами.
- С полукруглым зонтиком – визуально отличается красотой, но обеспечивает недостаточную тягу. Преимущественно используется для установки на дымоходах домов, которые построены по европейским стандартам.
- Плоские – часто можно встретить на зданиях в стиле модерн. Имеет прямоугольную форму и отличается таким недостатком, как повышенная нагрузка на кронштейны, что в некоторых случаях приводит к их деформации. Это связано с плоской крышей колпака, которая не дает возможность скатываться снегу. Данный факт определяет возникновение упомянутой проблемы.
- Круглые с конусообразным зонтиком – модели без капельника, устанавливаемые на выполненные из нержавейки дымоходы круглого сечения.
Калькуляторы расчета размеров развертки конуса
Несколько слов о рассчитываемых параметрах
Понять принцип расчета будет несложно, разобравшись со следующей схемой:

Усеченный конус с определяющими размерами и его развёртка. Показан усеченный конус, но с полным — принцип не меняется, а расчеты и построение становятся даже проще.
Итак, сам конус определяется радиусами оснований (нижней и верхней окружности) R1 и R2, и высотой Н. Понятно, что если конус не усеченный, то R2 просто равно нулю.
Буквой L обозначена длина боковой стороны (образующей) конуса. Она в некоторых случаях уже известна – например, требуется сделать конус по образцу или выкроить материал для обтяжки уже имеющегося каркаса. Но если она неизвестна – не беда, ее несложно рассчитать.
Справа показана развёртка. Она для усеченного конуса ограничена сектором кольца, образованного двумя дугами, внешней и внутренней, с радиусами Rb и Rs. Для полного конуса Rs также будет равен нулю. Хорошо видно, что Rb = Rs + L
Угловую длину сектора определяет центральный угол f, который в любом случае предстоит рассчитать.
Все расчеты займут буквально минуту, если воспользоваться предлагаемыми калькуляторами:
Шаг 1 – определение длины образующей L
(Если она уже известна – шаг пропускается)
Шаг 2 – определение радиусов внутренней и внешней дуги развертки
Радиусы рассчитываются поочередно – с выбором в соответствующем поле калькулятора.
Виды вальцевания
К основным видам вальцовки относятся следующие:
- Вальцевание труб (развальцовка) — применяется для изменения радиуса трубы.
- Вальцовка листового металла
— процедура сгибания листа металла в радиус.
Вальцовка труб осуществляется на трубогибных станках, которые способны выполнить вальцевание труб диаметром до 30 см. На таком же оборудовании обрабатываются уголки, швеллеры и прочие детали.
Вальцевание в радиус применяется для нержавеющих, черных, оцинкованных металлов различной толщины: стали, алюминия, меди. Для листов с толщиной свыше 10 мм требуется разогрев. Металлические листы до 10 мм толщиной сгибаются в холодном состоянии. Один из более сложных технологических процессов вальцевания листового металла
— это изготовление конусов. Также у нас имеется оборудование, на котором производятся конические и цилиндрические обечайки.
Если вам требуется вальцовка листового металла в Москве
— наша компания готова выполнить услуги под заказ качественно, на высоком профессиональном уровне. Мастера обладают колоссальным опытом и изготавливают детали с максимально точным радиусом. Они досконально знают принцип работы оборудования, скрупулезно соблюдают технологию, придерживаются всех нюансов обработки металла.
Развертка наклонного конуса
Рассмотрим порядок построения развертки боковой поверхности наклонного конуса методом аппроксимации (приближения).

- Вписываем в окружность основания конуса шестиугольник 123456. Соединяем точки 1, 2, 3, 4, 5 и 6 с вершиной S. Пирамида S123456, построенная таким образом, с некоторой степенью приближения является заменой конической поверхности и используется в этом качестве в дальнейших построениях.
- Определяем натуральные величины ребер пирамиды, используя способ вращения вокруг проецирующей прямой: в примере используется ось i, перпендикулярная горизонтальной плоскости проекций и проходящая через вершину S. Так, в результате вращения ребра S5 его новая горизонтальная проекция S’5’1 занимает положение, при котором она параллельна фронтальной плоскости π2. Соответственно, S’’5’’1 – натуральная величина S5.
- Строим развертку боковой поверхности пирамиды S123456, состоящую из шести треугольников: S16, S65, S54, S43, S32, S21. Построение каждого треугольника выполняется по трем сторонам. Например, у △S16 длина S1=S’’1’’, S6=S’’6’’1, 16=1’6’.
Степень соответствия приближенной развертки действительной зависит от количества граней вписанной пирамиды. Число граней выбирают, исходя из удобства чтения чертежа, требований к его точности, наличия характерных точек и линий, которые нужно перенести на развертку.
Перенос линии с поверхности конуса на развертку
Линия n, лежащая на поверхности конуса, образована в результате его пересечения с некоторой плоскостью (рисунок ниже). Рассмотрим алгоритм построения линии n на развертке.

- Находим проекции точек A, B и C, в которых линия n пересекает ребра вписанной в конус пирамиды S123456.
- Определяем натуральную величину отрезков SA, SB, SC способом вращения вокруг проецирующей прямой. В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Находим положение точек A, B, C на соответствующих им ребрах пирамиды, откладывая на развертке отрезки SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Соединяем точки A, B, C плавной линией.
Основание конуса
Чтобы узнать радиус основания конусного каркаса, линейкой производят измерение диаметра нижней части заготовки, представляющую собой бумажную (картонную) боковую поверхность.

Для большей точности линейку прикладывают к краям заготовки и измеряют расстояние в двух перпендикулярных направлениях. Вычисляют среднее значение диаметра и делят пополам. В итоге получают величину радиуса основания бумажного конуса.
Любой дачный участок только выиграет, если на нем будет построен своими руками парник из пластиковых труб. Данная конструкция позволяет уже ранней весной выращивать рассаду. В нем можно без дополнительного отопления растить огурцы или помидоры в северной местности, где ночью температура воздуха сильно падает и земля остывает.
Основная проблема постройки – это стоимость материалов и сложность работы.
Использование труб из поливинилхлорида позволяет изготовить парник долговечным. Не потребуется больших расходов. Собрать постройку самостоятельно можно за 1-2 дня.
Ниже можно прочесть, как сделать парник из труб ПХВ своими руками. Примерно по такой же схеме строится и теплица из этого материала.

Почему берем трубу ПВХ за основу
Чтобы изготовить каркас парника, еще недавно в основном использовалось дерево или металл. Оба эти материала имеют значительные недостатки.
- большой вес;
- дороговизна;
- сложность работ (требуется сварка, не обойтись без помощника).
Деревянные конструкции плохо переносят повышенную влажность, которая создается в парнике. Металлический профиль дорогой, он ржавеет со временем. И деревянные и металлические конструкции надо периодически красить.
Практически идеальным материалом для строительства оказались пластиковые водопроводные трубы. Парник из ПХВ сделать своими руками может каждый. Они долговечные, не боятся солнца и осадков, не требуют покраски, упруги и хорошо сохраняют форму. Кроме того, они намного дешевле металла. Большая часть частных теплиц делаются из них.
Для работы с металлом и деревом требуется квалификация. Металлические конструкции соединяют с помощью сварки, их приходится резать болгаркой. Чтобы изогнуть по радиусу, нужны специальные приспособления. Из-за тяжести не обойтись без хотя бы одного помощника. Самостоятельно со сваркой справится не каждый.
Для дерева тоже нужен хотя бы минимальный опыт работ. Его нужно обрабатывать для защиты от гнили, грибка, насекомых. Из досок сложно изготовить парник с дугообразным сводом. Так же, как и с металлом, монтаж без помощника затруднен.
А вот сделать самому парник из пластиковых труб легко и одному человеку за очень короткий промежуток времени. Такие пруты легко изгибаются, при этом не ломаются.
Достаточно закрепить один конец на земле, чтобы он выдерживал идеальную куполообразную форму. Для соединения подойдут такие фитинги, как двойник и тройник. Для этого потребуется трубный паяльник или клей для ПХВ. Также возможно соединение с помощью хомутов и саморезов.
Разновидности парников
Парники бывают двух основных видов – арочного вида и с плоской крышей. Первые представляют собой в плане разрезанный вдоль цилиндр, вторые – обычную прямоугольную постройку.
Как правило, парники используют только для выращивания рассады. Поэтому их делают низкими с высотой не более 1-1,3 метра. Открывающиеся окна позволяют получить доступ внутрь и служат для проветривания. Без него солнечным днем растения могут перегреться и погибнуть.
Трубы ПВХ не дают сделать классический ящик плоского типа. Это не позволяет гибкость материала. Поэтому для парника из пластиковых труб наиболее выгодный и удобный будет арочный тип постройки. На него идет немного материала, форма приспособлена под накрытие пленкой. ПХВ парник для огурцов собирается своими руками буквально за несколько часов.
Благодаря особенностям строения в виде полукруглого свода хорошо освещается при любом положении солнца.
Однако в таком строении сложно устроить открывающиеся окна. Поэтому поступают иным путем.
Читайте также: