
Как сделать фаску на трубе пнд
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
- уголками;
- тройниками;
- муфтами.
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка

Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.

Устройство для снятия фаски на трубе служит для одновременного снятия внутренней и наружной фаски и состоит из прочного корпуса, в который вставляются ножи, а также крепится направляющий конус.

Часто на производствах встаёт вопрос, чем снять фаску с трубы.
Для этого есть удобные приспособления, п ри помощи которых можно быстро и без риска поломки режущего инструмента снять внутреннюю и наружную фаску на трубе диаметром от 12 до 56 мм.
Примечетельно, что в отличие от другого инструмента, устройства KOPAL нужно приобрести только один раз, а в процессе эксплуатации далее только менять ножи по мере их износа!
Устройство для снятия фаски на трубе служит для одновременного снятия внутренней и наружной фаски и состоит из прочного корпуса, в который вставляются ножи, а также крепится направляющий конус.
Конус смешается назад при контакте с трубой ,тем самым освобождая режущие лезвия ножей.
Нож для снятия фаски с труб выбирается из достаточного перечня для каждого вида материала и обработки, может быть заточен под разными углами. Выбор происходит при помощи наглядной удобной таблицы.


Снять фаску на трубе при помощи подобного устройства крайне удобно и малозатратно по времени. Устройства предназначены для универсальных станков.
При применении вышеописанных устройств в качестве рабочего инструмента в специализированных агрегатах, формируется эргономичный и легкий станок для снятия фаски на трубах.
Машинка для снятия фаски с трубы может иметь один, два или четыре рабочих шпинделя и служить прекрасной альтернативой дорогостоящему стационарному оборудованию для снятия фаски.
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для сборки трубопроводов, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но как и при работе с любым другим полимером качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Мы расскажем, какие нюансы учитывать, выполняя состыковку элементов. Объясним, как правильно выполнять их сгибание и распрямление.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.

Соединение встык с использованием сварочного аппарата применяют при обустройстве трубопроводов, по которым предстоит транспортировать жидкость в условиях высокого давления
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.

Главная сложность в работе с оборудованием – необходимость контролировать не только степень прогрева элементов, но и собственные телодвижения с тем, чтобы не испортить шов и не нарушить целостность труб
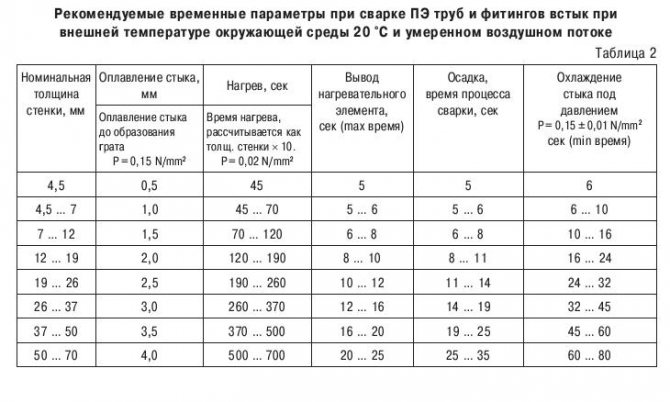
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.

Сварку выполняют в такой последовательности:
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
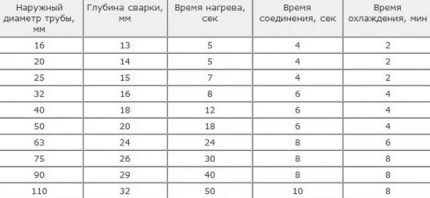
Таблица, которую стоит использовать для контролирования процесса с тем, чтобы получить максимально прочное соединение, но при этом не перегреть пластмассу
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Торцы труб очищаем от пыли и загрязнений, спиртом обезжириваем, снимаем пластиковую стружку. На станину ставим торцеватель и торцуем соединяемые элементы
На подготовленный к соединению стык устанавливаем нагревательный элемент, включаем гидравлику, чтобы подвести торцы к нагревательному прибору. Выставляем необходимую температуру, запускаем сварку
По завершению сварки шва выставляем таймер ожидания остывания полиэтилена. Для получения прочного соединения ему нужно не менее 7 мин. Затем отключаем давление и высвобождаем сваренную трубу
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.

Используемая для этой цели одноразовая муфта выполнена из того же материала, что и трубы, но дополнительно оснащена вмонтированным нагревательным элементом
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Суть электромуфтовой сварки заключается в расплавлении торцов соединяемых полиэтиленовых труб внутри муфты и превращении их в монолитный материал после остывания
Использование полимерной муфты с отверстиями для установки электродов значительно облегчает работу, позволяет быстро ремонтировать поврежденный трубопровод
Сварочный аппарат для электромуфтового соединения полиэтиленовых труб позволяет с высокой точностью задать параметры сварки и контролироваться процесс. Внутри муфты расположена электрическая спираль, которая нагревается при активизации прибора
Технологию электромуфтовой сварки чаще всего задействуют для трубопроводов, выполненных из труб, сечение которых варьирует в диапазоне от 20 до 300 мм. Используют там, где установка более габаритного оборудования проблематична или невозможна
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
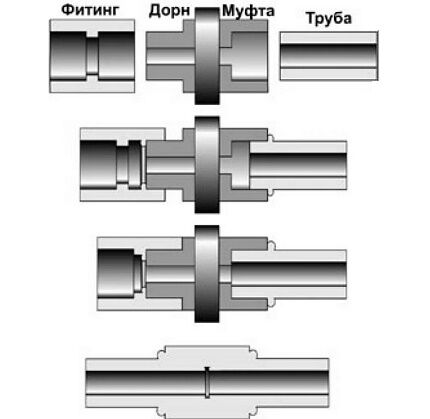
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В конец муфты заглубляют второй отрезок трубы, размечая части трубопровода максимально плотно так, чтобы получился минимальный зазор
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Трубы ПНД и выпускаемые для них соединительные элементы - лучший способ собрать летний водопровод для дачного участка
Трубы ПНД поставляются в бухтах, что существенно облегчает транспортировку материала на объект и хранение его перед сборкой системы
Сортамент длинномерных изделий из ПНД включает трубы для перекачки воды технической и питьевой категории, стоков и прочих сред, представлены они обширной номенклатурой с позициями разной прочности и диаметра
К всем видам и типоразмерам полиэтиленовых труб производители выпускают фитинги, с помощью которых быстро и надежно производятся линейные, угловые, тройниковые и прочие соединения
Полиэтиленовые трубы отлично переносят прямое воздействие солнечных лучей, не деформируются после нагрева
Из труб ПНД сооружают автономные системы для обслуживания как одного хозяйства, так и группы участков и даже поселка
Трубы ПНД применяются в прокладке мелкозаглубленных систем, проходящих выше горизонта сезонного промерзания. Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит в земле зимой и будет готов к работе в следующем сезоне
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.

Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Последовательность действий для получения фитингового соединения:
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.

Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С.
Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.

В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
- На одном конце коммуникации выполняют резьбу.
- В резьбу вкручивают элемент.
- На элемент надевается отвод подключаемой трубы.
- Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.
Как согнуть или выпрямить изделие?
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.

При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.

Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку.
Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.

Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Выводы и полезное видео по теме
С нюансами сварки и обработки труб ПНД познакомьтесь в следующих видеороликах.
При выборе способа соединения и выравнивания полиэтиленовых труб нужно учитывать уровень давления рабочей среды. Этот позволит минимизировать негативное влияние проведенных манипуляций с трубопроводом на его технические характеристики.
Вам известны технологические нюансы соединения полиэтиленовых труб, не описанные в статье? Если личный опыт в устройстве ПНД-трубопроводов, которым хотели бы поделиться с посетителями сайта и с нами? Пишите, пожалуйста, комментарии в расположенном ниже блоке, размещайте фото, задавайте вопросы по теме статьи.
Читайте также: