
Как паять полипропиленовые трубы для отопления своими руками
Добавил пользователь Дмитрий К. Обновлено: 18.09.2024
Лучше один раз увидеть, чем сто раз услышать — это не про наш случай. Есть много нюансов, которые глазом не заметишь. А потом можно очень сильно пожалеть, когда придется переделывать. А, отсюда и расшатанная нервная система и финансовые потери. Поэтому учимся правильно паять полипропиленовые трубы для отопления.
Трубы отопления, водоснабжения и водоотведения сегодня претерпели принципиальные инновационные изменения. Совершив технологический прорыв от стальных труб к термостойким полипропиленовым. Подобные трубопроводы очень просто и быстро устанавливаются и способны проработать без аварий до 50 лет. Им не опасны коррозионные процессы, а уникальная технология сварки трубных соединений может выполняться любым домашним мастером. При этом применяя недорогое сварочное оборудование. Но перед тем как паять полипропиленовые трубы для отопления потребуется ознакомиться с технологическими приемами сварки.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор

Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Сварочные аппараты для ПП-труб
Ввиду того, что все трубные соединения из ПП-материала выполняются методом сварки, для их соединения потребуется специально предназначенный сварочный аппарат. Общеприменимые варианты для таких сварочных работ:
- С нагревателем, имеющим круглое поперечное сечение;
- аппарат, снабженным плоским нагревательным элементом.
Как пользоваться сваркой
Перед тем как паять полипропиленовые трубы, паяльник требуется разместить на прямолинейную плоскость. Далее прикрепляются насадки нужного сечения, которые затягивают специальными ключами, идущими в комплекте поставки. Вблизи к краю соединения обязана размещаться насадка, чтобы можно было сваривать конструкцию прямо на стенах. Все разрозненные части трубной системы удобнее будет выполнять на стационарном сварочном оборудовании, что по силам выполнить самостоятельно одному человеку. А комплектовать детали в общую трубопроводную линию на стене потребуется уже с ассистентом.
Профессионально пайку выполняют исключительно после полного прогрева агрегата до технологической температуры, приблизительно через 15 мин после подключения аппарата к сети. Паяльник не рекомендуется отключать от сети на протяжении всего процесса сварки. Два сборочных элемента нагревают синхронно. Пластик, который остается на поверхностях насадок, после снятия узлов удаляют брезентовым материалом, после каждой установки. Не разрешается производить очистку холодных насадок.
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.

Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.
Как паять полипропиленовые трубы правильно, пошаговая инструкция
Для тех людей, кто в первый раз будут выполнять электросварку полипропилена, рекомендуется сначала потренироваться и выполнить несколько учебных стыковочных швов. Обучаться проще на прямых муфтах. В противоположность ПП-уголкам и другим фитингам сложной конфигурации, их свободно и качественно можно продиагностировать после завершению пайки и извне, и снаружи.

Правила пайки ПП-труб:
- Обрезают требуемый участок трубы особыми ножницами
- Подбирают необходимый по типоразмеру фитинг. Он в холодном состоянии должен иметь внутренний диаметр чуть меньший, чем наружный соединительного элемента.
- Конец трубопровода очищают от грязи, обрабатывают спиртом или обычным мыльным раствором и дают жидкости высохнуть.
- Соединяемые элементы ставят на соответствующую насадку на сварочном устройстве.
- Выдерживают технологическое время нагрева по таблице, которая применима к температуре в районе сварочных работ +20 С. Если она ниже — нужно увеличивать период нагрева деталей, а при более высокой — уменьшать.
- После прогрева, элементы снимаются с насадок и присоединяют друг к другу. Прижим должен выполняться без осевого поворота и на полную глубину фитинового раструба.
- При правильном монтаже по краю фитинга появится однородный пластиковый наплыв.
- Выдерживают время для самоохлаждения элементов. В этот период недопустимо совершать любые изгибы либо осевые повороты по оси труб.
- В случае если при соединении нарушена соосность либо градус взаиморасположения, то такой узел вырезают и устанавливают заново. Выполнять сварку тройников, уголков и кранов необходимо с чрезвычайной осторожностью и в соответствии с параметрами, обозначенными в таблице.
Как паять ПП-трубы без сварочного аппарата

Оценивая потенциальные варианты для пайки ПП-трубы без сварочного аппарата, можно отметить заметить, что самым реальным вариантом является обычная газовая горелка. Она имеет возможность функционировать на различных типах газового топлива. А это имеет большое значение при пайке, поскольку у каждого материала существует собственная температура плавления. Газы с более высокой температурой возгорания могут использоваться для крупных труб.
Инструкция пайки труб без сварочного аппарата:
- Подбирают трубы равного размера и очищают их от грязи, вышеуказанным способом.
- При разметке необходимо оставлять 25 мм, которые будут впаяны в фитинг. Это требование имеет отношение к соединению новых деталей. При восстановительных работах на старых конструкциях, когда в них в них появился свищ и не нужно использование фитинга, такой запас не нужен.
- Соединяемые детали разогреваются с использованием горелки до температуры плавления. Принципиально, чтобы данный технологический процесс проистекал синхронно на двух соединяемых участках, иначе соединение будет некачественным.
- Когда полипропилен достигнет температуры плавки, трубы прижимают друг к другу с самым большим усилием, при этом, не допуская нарушения геометрии стыка.
- Дают возможность остыть соединению до температуры наружного воздуха, и проверяют качество стыка.
Соединение труб пайкой с армированием

Армирующий слой, вводится специально в конструкцию ПП-труб для укрепления ее структуры. Но при этом создается преграда для прочного соединения отдельных деталей. Существующая армирующая вставка противодействует диффузии ПП-материала. В результате которых стык делается слабым. Единственным вариантом гарантировать крепкое соединение при сварке элементов ПП-труб — удаление армирующего слоя на участке соединения. На практике оно выполняется особым приспособлением — шейвером.
По окончанию очистки наружной поверхности труб, тщательно удаляют заусенцы. После этого допускается осуществлять пайку по обозначенной выше методике. Температурный режим пайки армированного полипропилена, аналогичный обычным ПП- трубам, поскольку они имеют сходную внутреннюю структуру материала.
Как правильно паять диффузионным методом
Технологии такой сварки базируется на расплавлении поверхностного слоя соединяемых элементов на расчетную глубину. В случае, когда в данном техническом состоянии совместить 2 части и охладить их, то материал будет возвращен в свое исходное качество и восстановит первоначальную структуру. За этот период эвтектика имеет возможность соединиться, образуя монолитный материал на глубине проникновения. Такой процесс считается диффузионной сваркой.
Данная технология требует уделить особое внимание временной выдержки процесса нагрева. Для обеспечения высококачественного синтеза нужно, чтобы под оболочкой растопленного пластика сохранилось твердая основа. Подобное даст возможность элементам соединиться коаксиально. В случае, если компоненты сварки перегреть, ПП-материал будет размягчен на полную толщину, то объединить их станет нереально, они просто-напросто сплющатся.
Именно по этой причине создатели сварочных приборов рекомендуют четкие технологические временные интервалы для различных типоразмеров соединяемых узлов.
Соединить металлопластиковую трубу с полипропиленовой
Работа и разбор возможных ошибок
В случае, когда при соединении сантехнических труб с фитингом, она не будет заведена до технологического упора, между ее торцом и фитингом останется свободный промежуток. Тогда на установленном трубопроводе в точке соединения будет обнаружен большой внутренний диаметр трубы и тонкой толщина стенки. Этот трубопроводная зона будет обладать повышенной аварийностью с наименьшим периодом эксплуатации.
Иногда труба тяжело и неплотно садиться на сварочную насадку. По внешнему виду соединение такое соединение будет выглядеть нормально, но, по большому счету, такой фитинг станет слабым, а усилие, возникающее при температурном расширении, способно разорвать его. Кроме того в зоне таком соединении вероятно появляется большой наплыв, который будет дополнительным гидравлическим сопротивлением, затрудняющим беспрепятственное перемещение по трубопроводу жидкости.
Фотографии к тексту

Соединение полипропиленовых труб с металлопластиковыми

Схема учета температурной деформации труб

Технология пайки полипропиленовых труб

Шейвер для зачистки труб из полипропилена с внешним армированием
Видео: мастер делится секретами качественной пайки полипропиленовых труб
Возможность своими силами собрать трубопроводы в единую схему — бесспорное положительное преимущество полипропиленовых сантехнических изделий. Применяя подручный и простой исходный материал, можно выполнить монтаж любых внутридомовых инженерных сетей: водоотведение, теплоснабжения и водоснабжение. Только при этом, будет необходимо освоить технологию сварки ПП-труб. Ну и конечно же приобрести сварочный аппарат.
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
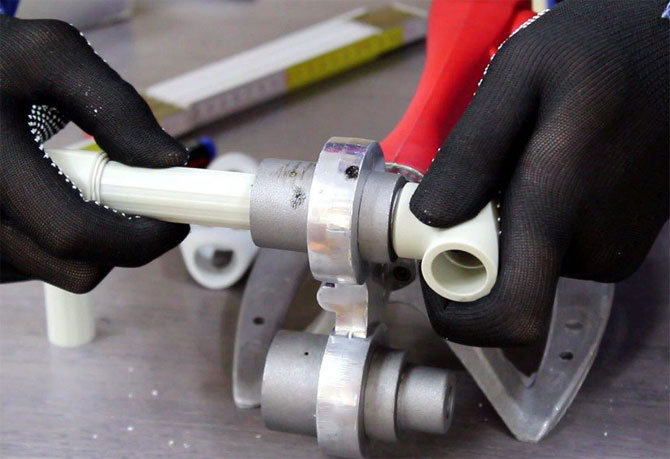
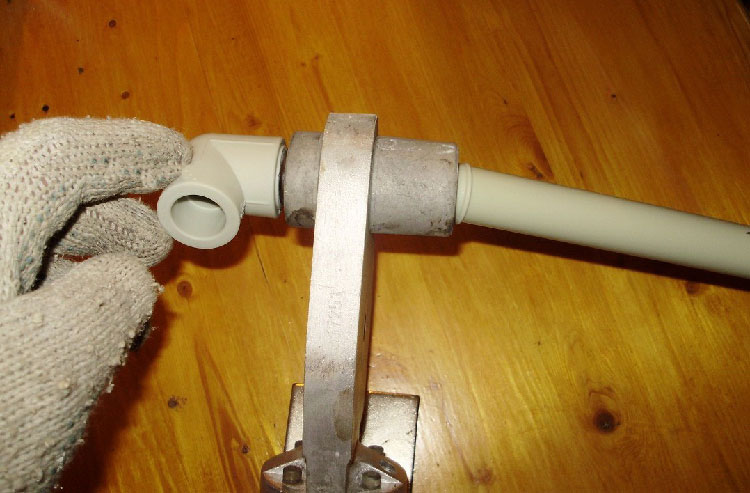
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
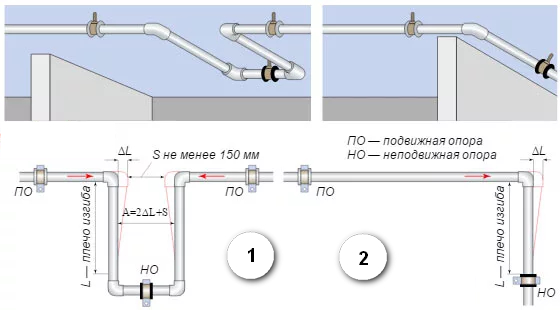
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Для устройства внутренних сетей водоснабжения и отопления в усадебном доме или квартире используют трубопроводы из пластика. Для объединения отдельных участков в единую систему предназначена пайка полипропиленовых труб. Для качественного выполнения операции требуются определенные навыки, но после некоторой тренировки это можно сделать самостоятельно.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 0 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Виды пластиковых труб, тонкости процесса спайки
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде. (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды. . Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения. . Многослойные. Используются для питьевого водопровода и отопления.

Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов. Важно не превысить время нагревания, чтобы не расплавилась вся стенка.
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.

Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 0 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.

Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.

Аппараты и другие инструменты для пайки полипропиленовых труб
Для домашних коммуникаций применяют пластиковые трубы наружным диаметром 20-63 мм. Для их пайки выбирают малогабаритные приспособления. Это паяльник простой конструкции, его часто называют утюгом. Аппараты различаются по форме нагревательного элемента, бывают цилиндрические и мечевидные. На мечевидные надеваются насадки в виде дорна и гильзы. Они предназначены для торцевой пайки. В цилиндрическом нагревателе используют длинную круглую насадку обжимного типа.
Кроме аппарата для пайки понадобятся следующие инструменты:
-
;
- швейер для торцевания армированных изделий;
- рулетка или линейка;
- маркер;
- органический спирт дл обезжиривания;
- ветошь;
- перчатки.

Обеспечив себя необходимым инструментом, можно приступать к работе.
Выбираем аппарат для пайки
Прежде, чем решить, как паять трубы из полипропилена, необходимо выбрать подходящий аппарат. Первое, на что следует обратить внимание:
- Мощность. В домашних условиях применяют трубы диаметром до 50 мм. Для их пайки достаточно аппарата мощностью 0,7 кВт. Если вы рассчитываете паять отрезки диаметром до 75 мм, остановите выбор на агрегате в 1 кВт мощности.
- Вид элемента нагревания – плита или цилиндр. Первый вариант проще в работе, на нем стоит остановиться малоопытному сантехнику.
- Число насадок и их размеры. Выбирают несколько диаметров, подбирая их к размерам используемых деталей.
- Производитель. Отдают предпочтение известным производителям, которые зарекомендовали себя качественной продукцией.
Качество сварочных аппаратов определяется величиной погрешности температуры нагревания детали. Лучшими считают чешские инструменты, но они самые дорогие. Дешевле аппараты российского производства. Для монтажника, который использует их для собственных целей, это самый выгодный вариант. Китайская продукция отработает срок гарантии, но не более.
Как паять трубы из полипропилена своими руками

Для соединения труб с помощью пайки нагревают соединяемые участки и вставляют их друг в друга. После охлаждения получаем единую конструкцию. Чтобы знать, как правильно паять полипропиленовые трубы, следует ознакомиться с инструкцией. Порядок действий следующий:
- Отрезаем нужный размер трубы.
- Отмечаем глубину входа ее в муфту.
- Включаем паяльник для полипропиленовых труб и нагреваем насадки.
- Надеваем детали на насадки. Выдерживаем время нагрева (определяем его по таблице 1).
- Снимаем детали с нагревателя, соединяем их, прижимаем, держим 4-6 секунд.
- Проверяем качество соединения.
Время и температура нагрева полипропилена зависят от размеров свариваемых труб, это уточняют по данным таблицы 1.
| Диаметр трубы, мм | Длина свариваемой поверхности, мм | Период нагревания, сек | Период сваривания, сек | Период охлаждения, мин |
| 16,0 | 13,0 | 5 | 4 | 3 |
| 20,0 | 14,0 | 5 | 4 | 3 |
| 25,0 | 16,0 | 7 | 4 | 3 |
| 32,0 | 20,0 | 8 | 4 | 4 |
| 40,0 | 21,0 | 12 | 6 | 4 |
| 50,0 | 22,5 | 18 | 6 | 5 |
| 63,0 | 24,0 | 24 | 6 | 6 |
Как видим из таблицы, все основные параметры спайки зависят от диаметра. Время нагрева или охлаждения должно соблюдаться, отклонение в любую стороны приведет к некачественному соединению.
Перед началом пайки нужно подготовить паяльник. На него надевают насадки нужного диаметра. Устройство включают в сеть, нагревают до 260 0 С. Об этом сигнализирует звуковой сигнал или мигание зеленой лампочки. Далее действуем по инструкции, соблюдая требуемую температуру и время нагревания.
При расположении трубопровода в неудобных местах отдельные элементы нагревают по очереди. Первый должен иметь более высокую температуру, за время нагрева второго он немного остынет. После этого обе части быстро соединяют и выдерживают 4-6 секунд. При поворотах для обеспечения прямого угла стыка применяют угловые муфты.
Особенности пайки труб с армированием
Перед пайкой армированных полипропиленовых труб слой армирования необходимо удалить. Алюминий в стенке требует длительного нагрева для плавления, к тому же он увеличивает диаметр, и она не входит в стандартные насадки.
Для зачистки используют швейер. Это втулка из металла с встроенными ножами, которые при вращении снимают армирование до пластика. Если алюминиевый слой расположен внутри стенки, применяют торцеватель.

Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:

Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Рекомендуем ознакомиться: Правила теплоизоляции для труб отопления - как выбрать материал, рассчитать толщину и смонтировать
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Читайте также: