
Холодная ковка квадратной трубы своими руками
Добавил пользователь Alex Обновлено: 05.10.2024
Самодельный станок для холодной ковки собранный на коленки за пару часов из металлолома без финансовых .
Покажу лучший самодельный станок для холодной ковки сделанный своими руками. Рассмотрим какие комплектации .
всем привет, изготовили вот такую лавочку, скамейку довольно таки удобную, размер лавочки 180-45-50. Подписывайтесь .
Делаем шикарную поделку из профильной трубы методом холодная ковка. Уникальная идея этой самоделки сподвигнет .
Cтанок для холодной ковки, своими руками, с электроприводом . Строю станок для самостоятельного изготовления .
Все вопросы по приобретению Блока для усиления профильной трубы : wa.me/77475791311 Станок для холодной .
Делаем завиток из профильной трубы 40х20 на станке для холодной ковки своими руками. Холодная ковка крутая идея с .
Лучшее приспособление для замятия окончаний на профильной трубе. В видео я расскажу об отличном приспособлении .
Холодная ковка! Супер СТАНОК! Самоделка, которая способна прокрутить твой квадрат в бычьи рога! Девайс! Для гаража!
Здравствуйте друзья сегодня мы хотели бы показать вам как мы изготовляем валюту на прямую без усиления профильной .
Покажу и расскажу ка собираются мои станки для холодной ковки и гибки профильной трубы. Рассмотрим все узлы и .
Она будет сверху с полкой это на полку зарезал углы сейчас аварии она полтора метра будет труба 20 на 20 это бахрейн .
Холодная ковка изготовление торсиона из профильной трубы своими руками. Мы изготовили несколько торсион из .
Всем привет хочу собрать станок холодной ковки закручивать вот такие вещи профильной трубой 15 на 15 хочу ёбнуть и .
В данном видеоролике я покажу как сделать станок для обработки металла из уголка и профильной трубы. Всем приятного .
Приспособление по изготовлению холодными методом холодной ковки простонародии улитка вот. Для работы использую .
Возращение рубрики экспериментов в области холодной ковки. На этот раз проведем эксперимент с профильной трубой.
Заказчик продолжает экономить на мелочах, но мы не сдаемся. Холодная ковка Друзья, сегодня сделаем своими руками .
Друзья, сегодня сделаем очень простое в изготовлении изделие из профильной трубы методом холодная ковка.
Обработку металла в домашних условиях можно осуществлять несколькими способами – холодной или горячей ковкой, механическим или сварным соединением отдельных элементов. Специалисты используют комплексный набор этих методов, в результате чего получаются функциональные и эстетически привлекательные самоделки. Изготовить своими руками любые кованые изделия из профильной трубы можно с помощью специальных приспособлений или станков.
Что можно ковать из профильной заготовки
К профильным трубам относят изделия, чье сечение не является круглым. Оно может быть овальным, прямоугольным или квадратным. Сложность обработки заключается в соблюдении максимальной нагрузки на стенки заготовки. Если этого не предусмотреть – возможно появление разрыва и нарушение целостности конструкции.
С помощью холодной ковки можно сделать следующие элементы из профильной трубы:
- Дуги. Самый распространенный вид обработки. Из заготовок делают парники, каркасы сложных конструкций.
- Спирали и завитки. В отличие от прутка они имеют большой радиус изгиба, что обусловлено вероятностью разрыва. Применяются для заборов, ворот и декоративных решеток.
- Объемные спирали. Они могут стать основой для декоративных украшений.
- Концевое расплющивание, формирование хомутов для соединения частей узора.
В отличие от штамповки во время холодной ковки металл профильной трубы практически не течет. Это позволяет сохранить ее исходные габариты, параметры прочности.

Инструменты и приспособления для ковки
Для изготовления кованых изделий из профильной трубы необходимо применять специальные инструменты и приспособления. Их можно сделать из подручных материалов самостоятельно, заказать у опытного мастера или приобрести заводские модели. Также следует обустроить место работы – функциональный стол, обеспечить пространство для ковки длинных труб.
Для обработки небольших заготовок можно использовать столешницу с габаритами 2000*1500 мм. На ней размещаются основные инструменты и приспособления для производства изделий из профильной трубы.
Гнутик
Предназначен для изготовления дуг различных диаметров. Станок состоит из т-образной основы, на которой попарно располагаются опорные ролики. На вертикальной стойке находится опорный ролик, высота которого регулируется с помощью резьбового механизма.
- Возможность замены роликов для гнутья труб различного сечения;
- Изменение расстояния между опорными элементами для варьирования радиуса;
- При самостоятельном изготовлении рекомендуется использовать п-образный металлический профиль толщиной не менее 2 мм.
Конструкция гнутика для профильных труб отличается от традиционной. Невозможно сделать качественный изгиб без равномерного распределения нагрузки по всей поверхности. Средняя стоимость самодельной модели – 9600 рублей.
Твистер
Используется для скручивания профильных труб с художественной целью. Для обработки рекомендуется применять модели с лемехом, который облегчает процесс изготовления, снижает время контролируемой деформации, повышает ее качество.

Станок состоит из основания, на котором крепится передвижной блок для фиксации заготовки и механизм с лемехом для скручивания. Основные параметры оборудования:
- Максимальная и минимальная длина обрабатываемых изделий.
- Сечение заготовки, ее размеры. Они зависят от формы механизма крепления;
- Тип привода – ручной или механический. Для производства кованых изделий из профильной трубы в домашних условиях чаще всего используются бюджетные модели с ручным приводом.
Цена полного комплекта — от 16 800 рублей.
Улитка
С ее помощью делают спиралевидные компоненты. Устройство состоит из платформы квадратной или прямоугольной формы. На ней располагаются отверстия для установки опорных дуговых элементов. С помощью концевика выполняется фиксация трубы. Изгиб формируется при воздействии рычажного механизма с опорным роликом.

- максимальный и минимальный радиус изгиба;
- размер заготовки;
- допустимая степень механического воздействия.
Средняя стоимость бытовой улитки для гибки профильных труб составляет 12 000 рублей.
Станки, как альтернатива инструменту
Если планируется организация домашнего производства, а не выполнение разовых работ – лучше всего приобрести комбинированный станок для холодной ковки. Он займет значительно меньше места, чем оборудование по отдельности.

Большинство моделей имеют электрический привод, позволяющий ускорить процесс производства. Комплектация и функциональность зависят от требований. Средняя стоимость подобного оборудования – от 60 000 рублей.


Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.

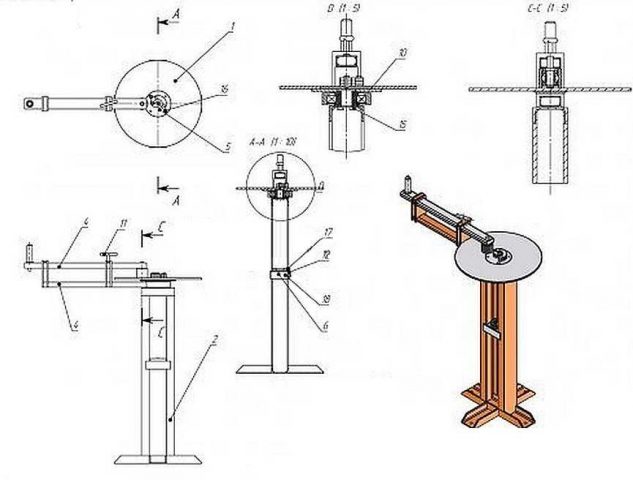
Изготовление основных узлов станка
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Разметка и монтаж навесных деталей

Чертёж сегментов “улитки”

“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.

- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.

Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.

Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
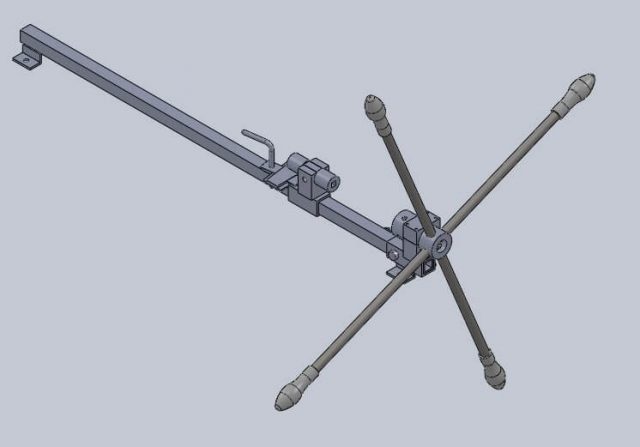
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:

Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
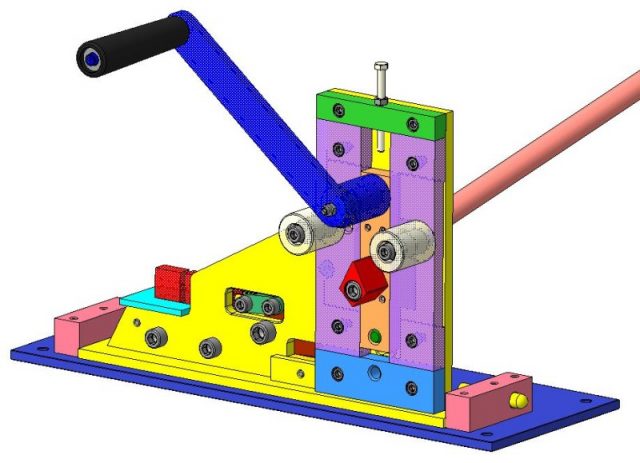
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
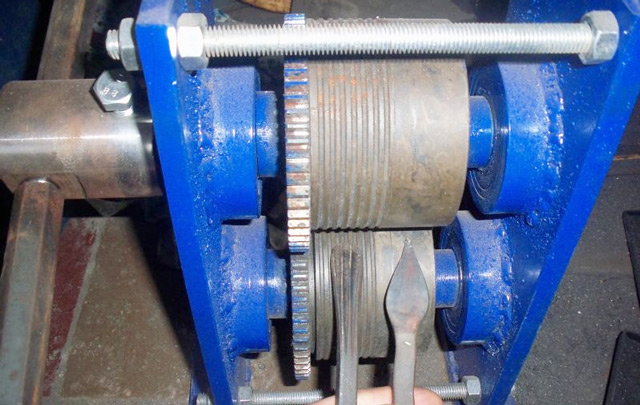
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
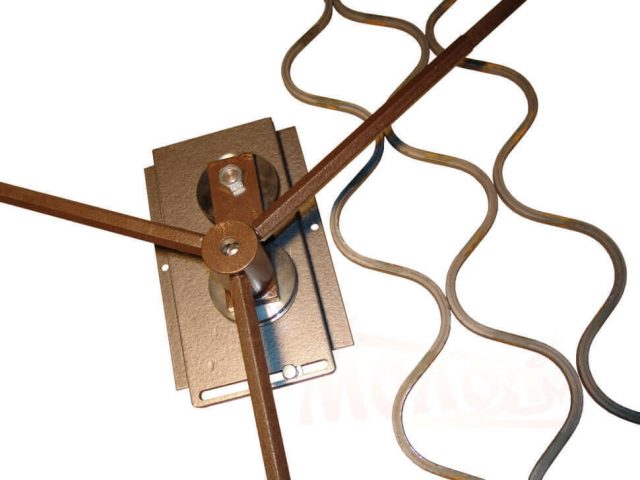
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:






Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Сделать токарный станок своими руками в целом достаточно просто. Для этого необходимы по сути достаточно мощный моторчик и набор досок. Само изделие вполне подойдет для обработки небольших заготовок.

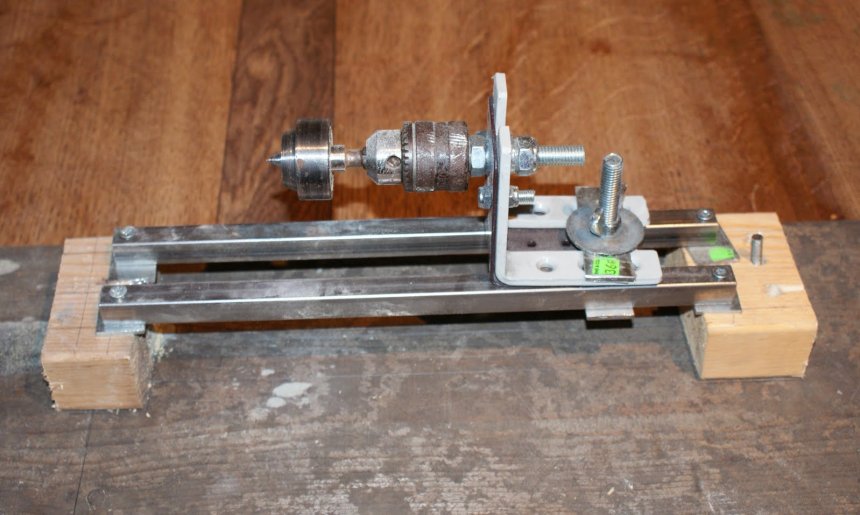
Изготовление сверлильного станка своими руками: принцип построения конструкции, варианты моделей самодельных сверлильных станков. Мини станок из дрели.
Будка для собаки своими руками: выбор места для постройки, подбор размеров и составление проекта. Строительство летней и утепленной будки.
Когда человек научился работать с металлом, он коренным образом повысил свой уровень жизни, изменил ее основательно. Это ощутилось не только на войне, но и в повседневной мирной жизни. Она стала намного комфортнее и прекраснее. Посредством холодной ковки мастера изготовляют удивительные вещи из металла.

Что, в принципе, очень просто. Достаточно иметь желание, опыт и специальное оборудование.

Изделия из холодной ковки
По сути, это — изгибания и скручивания металлических изделий без их нагрева в кузнечной печи. Для этого используют различные станки, отличающиеся между собой размерами и предназначением.

На них можно посредством холодной ковки (изгибов, перегибов, скручиваний) сотворить всё что угодно с металлическим прутом, арматурой, полосой, трубой, произвести различные предметы декора.

- Оградки;
- Украсить причудливым орнаментом жилые помещения;
- Нанести витые узоры на ворота;
- Оградить металлической вязью лестницы и балконы;
- Сделать спинки и подлокотники для стульев, кресел, садовых скамеек;
- Украсить беседки и уличные фонари;
- Изготовить различные решетки.

Чтобы легко сделать всё выше перечисленное, в большинстве случаев достаточно ручного станка для ковки, который достаточно просто изготовить своими руками.
Классификация
Чтобы работать с металлом необходимо оборудование. Также для изготовления определенных изделий с достаточно сложной конфигурацией посредством холодной ковки понадобятся различные чертежи и измерительные приборы контроля качества.


Кратко рассмотрим особенности каждого станка, особенности сборки.

Такой станок предназначен для сгибания арматуры, труб, полос и прочих металлических заготовок в виде спирали. В процессе изготовления достаточно иметь представление о том, как работает устройство, чтобы правильно его сконструировать.

В процессе монтажа следует обратить внимание на следующие моменты:
Опорный каркас (стол), на котором будут гнуться заготовки должен быть изготовлен из металла (швеллер, толстостенная труба, уголок), но не из дерева. Так как в основном на него будет идти нагрузка во время работы, он должен быть прочным, а не развалиться на части в один прекрасный момент!

Столешница. Вырезается из металлического листа толщиною 4 мм и более, имеет круглую форму. Поверх нее вырезается и укладывается такая же со всеми сегментами улитки, на которой будет происходить выгибание заготовок.

Стоит заметить, что экономить на толщине столешницы не стоит. На нее приходится вся динамическая нагрузка. Чем толще будет лист металла, из которого она будет вырезаться тем лучше.









Основной шарнирный вал. Изготовляется из труб с достаточно толстыми стенками. Размещается по центральной оси между двумя столешницами. Крепится к основе четырьмя прямоугольными уголками (треугольниками).

Рычаг с роликом. Крепится на валу, осуществляя вращательные движения вокруг него в процессе гибки металла.

Это – самый простой вариант станка для холодной ковки своими руками, доступный для монтажа без особых усилий. Если нужно изготавливать более сложные изделия, то его придется модифицировать.

Торсионный станок
- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!

- Пластина из инструментальной стали;
- Подвижный упор (клин);
- Опорные валы (2 шт.);
- Рычаг

Для того, чтобы понять, как его правильно собрать – можно взглянуть на фото, на которых показаны различные станки для холодной ковки и особенности их монтажа своими руками или видеоролик, который имеется в свободном доступе в сети Интернет.

Станок позволяет за счет управляемых валов (дисков) выполнять различные зигзагообразные и синусоидные изгибы (все зависит от конструкции).

Как и в предыдущей конструкции, здесь имеется статическая и подвижная части. Один диск вращается по оси вокруг другого за счет рычага (воротка). При изменении расстояния между ними получается волна той или иной конфигурации.

Пресс

Иногда целесообразней приобрести весь станок целиком, чем собирать его по частям. Но это – кому как проще, финансово выгодней.

Художественная холодная ковка – это искусство. В основном оно приобрело чисто декоративный окрас, не потеряв при этом практичность и целесообразность. Из прутов металла, арматуры и прочего материала можно изготовлять удивительные вещи.
Главное, приобрести или смастерить своими руками все необходимые станки и оборудование, чтобы воплотить свои мечты о прекрасном в жизнь.

Фото холодной ковки своими руками








































Читайте здесь Усилитель сигнала своими руками - обзор самых простых схем и рекомендации по выбору оборудования (115 фото и видео)
В отличие от классической горячей ковки, предусматривающей работу с раскалённой сталью порядка 1200 градусов с последующим окончанием процесса при 800 градусах по Цельсию, холодная ковка подразумевает обычную обточку, сгибание, скрутку и сварку элементов. Сварка производится после подготовки основных деталей.






Что это такое?
Формовку деталей и выделку конечных изделий производят не только при высокой температуре, но и под большим давлением. Суть метода – в отсутствии раскаливания металла перед формовкой. Вместо этого используются профессиональные и самодельные гибочные, скручивающие и вытягивающие станки. Применяя эти приспособления, легко изготовить любое художественное изделие на заказ – даже для наиболее искушённого и взыскательного клиента.
Достоинство метода – самодельные станки быстро окупаются и вскоре приносят доход, когда детали производства отлажены, а само дело уверенно ставится на поток.
Самые смелые и оригинальные решения таким образом воплощаются в жизнь: при овладении слесарными и кузнечными навыками подключаются фантазия и смекалка.



История возникновения
Сгибание, скручивание прутов и полос стали – суть холодной ковки. Процесс этот происходит примерно при комнатной температуре, не считая внутреннего нагрева при мехобработке. В качестве примера – стальные завитки на воротах, дверях и оконных решётках. Холодная ковка – способ, при котором экономятся затраты, направленные на создание тысяче- и более градусного жара в горниле.



Зарождаться холодная ковка начала примерно 10 тыс. лет назад. Первобытные кузнецы применяли каменные молотки и кувалды – медь хорошо плющилась при воздействии гранитного ударника, насаженного на палку. На смену холодной ковке пришла и классическая – наблюдатели этого явления видели, как из жерл вулканов вытекал расплавленный камень с примесями металлов.
Догадавшись, что огромная температура и давление превращают минералы в руду, после переплавки добытого сырья мастера прокалывали полученные болванки до температуры размягчения – и обрабатывали их молотком или кувалдой.



Вслед за украшениями, подвесками люди ввели в свой обиход садово-огородный инвентарь, посуду и другие предметы быта, а также холодное оружие. С переходом на производство стали и изделий из неё холодная и горячая ковки дополняют друг друга. Современная стадия развития холодной ковки позволяет получить практически любые вещи и предметы, используя не примитивные подручные средства, а усовершенствованное станочное оборудование. А конвейерно-заводское производство XXI века постепенно дополняется обрабатывающими станами, чьё управление осуществляется не усилиями рабочих, а ЧПУ модулем – как и при токарно-фрезеровочной обработке заготовок.
Используя скруточно-гибочный станок с ЧПУ, впору поставить художественную ковку на широкий поток, как это достигается, например, в текстильной промышленности, занимающейся, скажем, выделкой ковров на автоматическом ткацком станке. Количество холоднокованых элементов в изделии может увеличиваться почти неограниченно: исторически кузнецы шли от простых конструкций, а сейчас профессия, деятельность художественного кузнеца дополнилась функциями и обязанностями, связанными со станочным оборудованием.
Стили и элементы узоров
Античная и средневековая эпохи задали основные направления художественной ковки. Для придания изделию поистине красивого вида мастер выбирает определённый стиль. Сравнение с готовыми образцами из каталога позволит клиенту (заказчику предмета) определиться с направлением будущего произведения искусства. Даже оконную решётку и зарешеченную дверь можно превратить в такое изделие.
У каждого стиля имеются свои особенности. Так, романский отличается строгим и симметричным расположением элементов. На изделиях, выполненных по его закономерностям, виднеются сплочённое размещение спиралевидных элементов в одной последовательности, частое повторение одних и тех же комплектующих. Орнамент, видение которого прослеживается в изделии, выполненном с его помощью, характеризуется наличием С-завитушек.
Готика подразумевает устремление кверху. Ограды и заборы часто изготавливают в стиле готов. Пруты заканчиваются остриями, похожими на стрелы или копья. Спиралевидные комплектующие, используемые в данном стиле, представляют собой просечки, напоминающие стебель с ответвлениями. Чтобы сделать изделие более разнообразным, используют фонарики или объёмные спиралевидные детали.
Исполнение под названием барокко перекликается со стилем Возрождения, но такой вариант крайне редок в использовании. Основными деталями данного стиля являются скруглённая дуга, спираль и волна. Расхождение из прутьев дополняется деталями в виде листочков или цветков. Утончённые изгибы обретают форму восьмёрки. Подобный стиль обладает гармоничностью, при этом комплектующие обретают симметричное расположение, представ перед наблюдателем в виде перевитых линий. Барокко относят к ажурным стилям: в отличие от эпохи Возрождения, он отличается улучшенной динамикой придаваемых форм.


Рокайльный стиль отмечен наличием тонких прутьев и двусторонне направленных завитушек. Он служит отсылкой к непрерывной динамике, филигранен – и объёмен по части узоров. Холоднокованые изделия выглядят не вполне симметричными, разделёнными на части по своему оформлению. Рококо не сочетается с плоскими и прямыми деталями.
Классика – вариант, которому присуща симметричность. Чтобы создать орнамент, используют спиралевидные детали, просечные и завитые комплектующие, дополненные спрямлёнными частями. Добавочным элементом послужит ломаная или прямые углы. Форм-фактор – стопроцентная общая вертикальность исполнения.


Ампирное исполнение – отсылка к соблюдению точной геометрии изображения, длинных и отшлифованных прутов. В качестве основы – прямая с расположенными по одну сторону завитушками, установленными с торцов. Дополнением служат спирали и строгость выдержки.
Модернистский вариант – отсылка к биомотивам. Прямые в оформлении изделия полностью отсутствуют. Его составляющие – завитушки, спирали, ломаные и прочие изогнутые элементы. Симметрия главным фактором здесь не является. Данный стиль служит отсылкой к очертаниям человека или животного. Добавочными компонентами являются листья и цветки. Построение узора характеризуется переходами завитушек – из одной в другую – по всему изделию.
Выбрав подходящий стиль, мастер подготовит эскиз и чертёж, по которому изготавливается конкретное изделие.


Изделия
Для создания корзинки, подставки под вазы можно использовать любой стиль, в котором отсутствуют прямые прутья. Мангал, в отличие от корзинки, подобно урне, после сооружения основной коробки из листовой стали, в которой просверлены сбоку вентиляционные отверстия, украшается заготовками из прута в любом стиле, например в классическом. Крыша и перила (части ограждения) беседки также изготавливаются с применением исключительно криволинейных и симметричных элементов.
Чтобы получить кованую кровать или каркас-основу для спального гарнитура, дивана, прямые линии в нём делаются лишь по периметру (спинка), однако основа-лежак и полка под ним должны изготавливаться с преобладанием прямых деталей над изогнутыми. Для забора, к примеру, можно использовать стиль классицистов или готов. Арка над воротами, может обладать единственной прямой – посередине; остальные же элементы, как и на секции забора или ограды, могут оказаться преимущественно криволинейными, но симметричными.




Оборудование и приспособления
Классификация приспособлений, позволяющих изготовить требуемые элементы, осуществляется по сложности исполнения конкретных заказов. Чтобы воплотить определенную идею в жизнь, потребуются не только чертежи проектов, но и замерители, позволяющие не отклоняться от хороших показателей качества проделанной работы.
Среди мастеров холодной ковки особым спросом пользуются гибочные станки, позволяющие согнуть прут в виде волны, спирали или простого плавного угла.


Скруглённая столешница изготавливается из листа стали толщиной от 4 мм. На неё кладётся ещё одна столешница, с помощью которой осуществляется формовка деталей для изготавливаемого изделия. Не нужно придавать ей слишком малую толщину – нагрузка на неё действует значительная. Запас толщины позволит столешнице не согнуться при формовке изделий. Главная шарнирная ось сработана из труб с утолщёнными стенками. Присоединяется эта комплектующая по центру конструкции между двумя столешницами. Зафиксирована она с помощью основы посредством четырёх уголковых деталей, обладающих диагональными проставками. Роликовая рычажная комплектующая фиксируется на оси – и движется относительно неё, сгибая пруты и полосы. Для выделки наиболее сложных деталей полученное приспособление усовершенствуется.


Торсионный станок
Торсионное приспособление служит для скручивания изготавливаемых элементов. Обладает каркасом и рукояткой. Каркасная основа характеризуется наличием подвижной и неподвижной частей – по сути, это тиски. Рукоятка служит для кручения отрезков полос или квадрата. Может заменяться электромотором, который избавит мастера от ручного закручивания заготовок в гнутые элементы.
Гибочный станок служит для сгибания прямых заготовок под непрямым углом. Это комплект из пластины, динамического клина, опирающих осей и рычага. Принцип работы на нём прост: заготовка кладётся на оси, с помощью клина она выгибается под нужным углом.
Пресс
Работа прессообразного станка – расплющить квадрат или круглый профиль в уплощённый наконечник. Является наиболее усложнённым набором, благодаря которому мастера обходятся без промышленной установки. Недостаток – покупка бойка, без которого это приспособление полноценно не работает.
Холодная ковка своими руками
Делать объёмные изделия в домашних условиях становится возможным, когда у домашнего мастера есть хотя бы самый простой ковочный аппарат. Чтобы ускорить построение художественных элементов, потребуются заранее изготовленные шаблоны, благодаря которым процесс выделки способен ускориться в несколько раз. Например, чтобы создать волнообразную деталь, используют плавные повороты по дуге окружности на 90 градусов, напоминающие очертания полусферы.
Чертёж изделий выполнен по лекалам, размеры деталей обозначены по нормам ЕСКД, когда цех по производству кованых изделий широко известен среди заказчиков. Несмотря на чертёжные нормативы и математические основы проектирования, обойтись без дизайнерских идей нельзя – ковка холодным способом является своего рода искусством.
Замеряют длину кривой на заготовке с помощью зубчатки-измерителя. Завитушки делаются из круга 10 мм, фонарики – из 6-миллиметрового круга либо квадрата.
Читайте также: