
Как сделать углеволокно
Обновлено: 07.07.2024
Что понадобится
Для создания плоского листа карбона нужно несколько элементов. Вам необходимо запастись:
- эпоксидной смолой;
- углеродистой тканью 200г/м2;
- затвердителем.
Кроме того, нужно пользоваться 3-миллиметровыми пластиковыми панелями.
Особенности изготовления изделия
Прежде всего, надо зафиксировать клеем пластиковые пластины. Затем получившаяся деталь прикладывается на углеродистую ткань, помечаются нужные куски. Надо воспользоваться скотчем, чтобы при разрезании ткани не происходило распускания краёв. Теперь нужно вырезать волокно. Следующий этап — смазывание воском стола. Эпоксидная смола наносится на поверхность карбона. Важно, чтобы смола лежала ровно, закрывая все фрагменты ткани.
Пластиковая деталь плотно укладывается на ткань карбона. После этого смола наносится на вторую сторону, так же приклеивается углеродистое волокно. Карбон будет иметь необходимый блеск, если добавить дополнительный слой смолы, в которую вносится автомобильный воск.
Смола должна затвердеть через сутки. Вам нужно избавиться от следов волокна, используя для этого отрезной агрегат. Теперь деталь полностью завершена. У другой стороны поверхность будет чуть грубой. У такого материала доступная цена углеволокно можно использовать для решения разных задач. Помните, что у смолы едкий аромат, а после резки появляется пыль в большом количестве. Не забывайте о средствах защиты.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
поиск
Рубрики
ПОПУЛЯРНОЕ

Война на Украине это тактика, а Путин реализует стратегию

Чью сторону выберет Китай в случае войны между Россией и Америкой

Путин лжет – западные санкции нанесли значительный ущерб российской экономике

Семь горячо обсуждаемых кинозагадок и ответы на них

Война за мировой порядок, которую Америка ведет против России и Китая – это марафон
В связи с тем, что много драйверов пишет в личку по поводу карбона, решил осилить написание данного поста.


И так все началось с того, что мне очень захотелось чего-нибудь закарбонить в своей тачке, и я начал долго и упорно набивая шишки воплощать эту затею в жизнь.

Получение
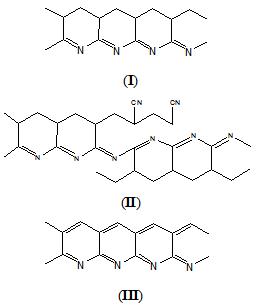
УВ обычно получают термической обработкой химических или природных органических волокон, при которой в материале волокна остаются главным образом атомы углерода. Температурная обработка состоит из нескольких этапов. Первый из них представляет собой окисление исходного (полиакрилонитрильного, вискозного) волокна на воздухе при температуре 250 °C в течение 24 часов. В результате окисления образуются лестничные структуры, представленные на рис. 1. После окисления следует стадия карбонизации — нагрева волокна в среде азота или аргона при температурах от 800 до 1500 °C. В результате карбонизации происходит образование графитоподобных структур. Процесс термической обработки заканчивается графитизацией при температуре 1600-3000°С, которая также проходит в инертной среде. В результате графитизации количество углерода в волокне доводится до 99 %. Помимо обычных органических волокон (чаще всего вискозных и полиакрилонитрильных), для получения У. в. могут быть использованы специальные волокна из фенольных смол, лигнина, каменноугольных и нефтяных пеков.
Дополнительная переработка УВ
Углеродные волокна могут выпускаться в разнообразном виде: штапелированные (резаные, короткие) нити, непрерывные нити, тканые и нетканые материалы. Наиболее распространенный вид продукции — жгуты, пряжа, ровинги, нетканые холсты. Изготовление всех видов текстильной продукции производится по обычным технологиям, так же как для других видов волокон. Вид текстильной продукции определяется предполагаемым способом использования УВ в композиционном материале, точно так же, как и сам метод получения композита. Основные методы получения композитов, армированных углеродными волокнами, являются обычными для волокнистых материалов: выкладка, литье под давлением, пултрузия и другие. В настоящее время выпускается ряд видов УВ и УВМ, основные из которых перечислены ниже. На основе вискозных нитей и волокон: • нити, ленты, ткани — Урал®; • нетканый материал — Карбопон®; • активированные сорбирующие ткани — Бусофит®,САУТ-1С, АУТ-М; • активированные сорбирующие нетканые материалы — Карбопон-Актив®. На основе вискозных штапельных волокон: • волокна и нетканые материалы: карбонизованые — Углен® (технология восстановлена на Светлогорском ПО "Химволокно") и графитированые — Грален®; На основе ПАН-нитей и жгутов: • ленты и ткани — ЛУ®, УКН®, Кулон®, Элур®. • активированные сорбирующие волокна и нетканые материалы — Актилен®, Ликрон®; • дисперсный порошок из размолотых волокон — Ваулен®, АУТ-МИ (для медицинских целей). На основе ПАН-волокон: • Волокна и нетканые материалы: карбонизованные — Эвлон® и графитированные — Конкор®. Выпускают УВ и за рубежом: в США — Торнел®, Целион®, Фортафил®; в Великобритании — Модмор®, Графил®; в Японии — Торейка®, Куреха-лон® и т. д.[1].
Свойства
УВ имеют исключительно высокую теплостойкость: при тепловом воздействии вплоть до 1600—2000 °С в отсутствии кислорода механические показатели волокна не изменяются. Это предопределяет возможность применения УВ в качестве тепловых экранов и теплоизоляционного материала в высокотемпературной технике. На основе УВ изготавливают углерод-углеродные композиты, которые отличаются высокой абляционной стойкостью. УВ устойчивы к агрессивным химическим средам, однако окисляются при нагревании в присутствии кислорода. Их предельная температура эксплуатации в воздушной среде составляет 300—350°С. Нанесение на УВ тонкого слоя карбидов, в частности SiC, или нитрида бора позволяет в значительной мере устранить этот недостаток. Благодаря высокой химической стойкости УВ применяют для фильтрации агрессивных сред, очистки газов, изготовления защитных костюмов и др. Изменяя условия термообработки, можно получить УВ с различными электрофизическими свойствами (удельное объёмное электрическое сопротивление от 2·10^-3 до 10^6 ом/см) и использовать их в качестве разнообразных по назначению электронагревательных элементов, для изготовления термопар и др.
Активацией УВ получают материалы с большой активной поверхностью (300—1500 м²/г), являющиеся прекрасными сорбентами. Нанесение на волокно катализаторов позволяет создавать каталитические системы с развитой поверхностью.
Обычно УВ имеют прочность порядка 0,5—1 Гн/м² и модуль 20—70 Гн/м², а подвергнутые ориентационной вытяжке — прочность 2,5—3,5 Гн/м² и модуль 200—450 Гн/м². Благодаря низкой плотности (1,7—1,9 г/м³) по удельному значению (отношение прочности и модуля к плотности) механических свойств УВ превосходят все известные жаростойкие волокнистые материалы. На основе высокопрочных и высокомодульных УВ с использованием полимерных связующих получают конструкционные углеродопласты. Разработаны композиционные материалы на основе УВ и керамических связующих, УВ и углеродной матрицы, а также УВ и металлов, способные выдерживать более жесткие температурные воздействия, чем обычные пластики.
Применение
УВ применяют для армирования композиционных, теплозащитных, хемостойких в качестве наполнителей в различных видах углепластиков. Наиболее емкий рынок для УВ в настоящее время - производство первичных и вторичных структур в самолетах "Боинг" и "Аэробус" (до 30тн на одно изделие). По причине резко возросшего спроса в 2004-2006г.г. на рынке наблюдался большой дефицит волокна, что привело к его резкому удорожанию.
Из УВМ изготовляют электроды, термопары, экраны, поглощающие электромагнитное излучение, изделия для электро- и радиотехники. На основе УВ получают жесткие и гибкие электронагреватели, в том числе ставшие полулярными т.н. "карбоновые нагреватели", обогреваемую одежду и обувь. Углеродный войлок - единственно возможная термоизоляция в вакуумных печах, работающих при температуре 1100 С и выше. Благодаря химической инертности углеволокнистые материалы используют в качестве фильтрующих слоев для очистки агрессивных жидкостей и газов от дисперсных примесей, а также в качестве уплотнителей и сальниковых набивок. УВА и углеволокнистые ионообменники служат для очистки воздуха, а также технологических газов и жидкостей, выделения из последних ценных компонентов, изготовления средств индивидуальной защиты органов дыхания. Широкое применение находят УВА (в частности, актилен) в медицине для очистки крови и других биологических жидкостей. В специальных салфетках для лечения гнойных ран, ожогов и диабетических язв - незаменима ткань АУТ-М, разработанная в начале 80-х годов и опробованная в Афганистане (http://www.health-ua.com/articles/2291.html). Как лекарственное средство применяют при отравлениях (благодаря высокой способности сорбировать яды. Например препарат "Белосорб", или АУТ-МИ на основе светлогорского сорбента), как носители лекарственных и биологически активных веществ. УВ катализаторы используют в высокотемпературных процессах неорганических и органических синтеза, а также для окисления содержащихся в газах примесей (СО до CO2, SO2 до SO3 и др.).
Ссылки
В статье изложена информация об углеволокне, его особенностях, свойствах и характеристиках. Мы расскажем об истории его создания, а также озвучим познавательные факты. Вы узнаете, как применить углеволокно в быту и строительстве, а также, как своими силами отремонтировать пластик.

Изделия из тканей, волокон, шнуров и лент, выполненных из современных углеводородов, успешно конкурируют по всем эксплуатационным показателям с привычными нам изделиями из стали и бетона. При этом они имеют в десятки, а порой и в сотни раз меньшую толщину и вес. Как можно объяснить человеку с устоявшимися взглядами тот факт, что пропитанный отвердевшей смолой холст толщиной всего 3 мм прочнее по всем показателям, чем техническая фанера 15 мм? Только опытным и демонстративным путём.
Углеволокно — материал будущего, родом из прошлого
Материал был открыт Томасом Эдисоном в 1880 году в рамках исследований нити лампы накаливания. В последние 10 лет, с подачи зарубежных коллег в виде поставок дорогостоящих изделий из углеволокна, отечественные разработчики и производители занялись реанимацией углеводородных проектов, начатых в советский период, по всем направлениям.
Всем известно, что углерод востребован в любой форме, в каждой отрасли промышленности. Это производство буквально всего, что сделано не из металла, стекла, дерева или бетона. Но главным его преимуществом является то, что он способен не только дополнить традиционные материалы, но и заменить их с выгодой для человека и природы.
Видеорепортаж о российском производстве углеволокна
Углеволокно в строительстве
Этот современный материал начинает пользоваться спросом у ремонтников и строителей. Причины этого кроются в свойствах его компонентов:
- Высокая прочность нитей, из которых создано полотно.
- Исключительная адгезия полимерного связующего (эпоксидного клея).
Комбинация этих свойств даёт высокую эффективность при устройстве наружного армирования железобетонных, кирпичных и деревянных конструкций. Усиленный таким образом элемент получает дополнительно до 65% прочности на изгиб и до 120% прочности на сжатие. Это звучит маловероятно, но проведённые согласно ГОСТ, ТУ и СНиП испытания подтверждают это.
Испытания балок, армированных углеволокном, на видео
Усиленные углеволокном ж/б элементы — испытания на видео
Тому, кто собирается строить каменный дом или бассейн, делать капитальный ремонт, или реставрацию, стоит задуматься о карбоновом усилении. Существенное увеличение прочности позволяет уменьшить объём материала основы. То есть, холст держит огромные нагрузки, главное, было бы на что его наклеить.
Так, армирование композитом увеличивает прочность на сжатие почти вдвое с 280 кН до 520 кН (см. видео испытаний). Это значит, что объём опорного элемента — несущей стены, колонны, столба — можно смело уменьшать на 60–80%. Особое значение это имеет для отдалённых районов, куда затруднена доставка тяжёлого стройматериала.
Вторая основная область применения карбона в строительстве — реставрация несущих каменных элементов. Оклеечным армированием восстанавливают опоры и балки бетонных мостов. Это наиболее ответственные государственные объекты и их надёжность доверяют углеволокну. В частном строительстве нагрузки в десятки раз ниже, а значит, усиление фундамента или углов стен будет с огромным запасом прочности. Это прекрасная альтернатива традиционным способам — подливка фундамента бетоном или установка подобных стен.

Ещё одно полезное свойство композитного материала — его нетоксичность и безвредность после полимеризации. В готовом виде он имеет глянцевую поверхность и не вступает в реакцию с водой. Это будет интересно для того, кто решил возвести бассейн, водоём, кессон, силосную яму, отстойник или каменный септик. Для этого достаточно будет возвести стены в полкирпича с кладочной сеткой и оклеить с обеих сторон углеволокном. Застывший материал будет служить гидроизоляцией. Его монтаж аналогичен устройству армировочной сетки для утеплителя.
Стоимость таких работ будет составлять:
- Углеволоконный холст — от 20 до 30 у. е. за 1 м 2 .
- Полимерное связующее с отвердителем — от 3 до 5 у. е. по расходу на 1 м 2 .
- Услуги по усилению каменных конструкций под ключ в среднем по России стоят 125 у. е. за 1 м 2 . В стоимость входит расчёт, доставка, материал и работа.

Применение углеволокна для ремонта
Свойства холста быть сначала гибким и эластичным, а после пропитки смолой исключительно прочным, можно (и нужно!) использовать и в повседневной жизни. В основном это касается ремонта или замены сломанных пластиковых деталей. С помощью этого материала можно склеить практически всё, а то, что склеить по каким-то причинам нельзя, можно воссоздать, используя испорченную деталь в качестве матрицы.
Ремонт стержня из стеклопластика
Рассмотрим возможность ремонта рукоятки молотка или топора при помощи углеволоконного рукава. Большинство полупрофессиональных ударных инструментов имеют рукояти из материала на основе стекловолокна — того же, что используют для производства высококачественных хоккейных клюшек.
Для ремонта потребуется:
- Инструмент — тиски, ротационная шлифмашина с наждачной бумагой, направляющая струбцина, строительный фен, кисти.
- Материал — рукав из углеволокна или холста, высокопрочный двухкомпонентный клей, полимерная смола и отвердитель. Всего клеящей смеси потребуется около 50 мл.
- Защитные средства — очки, респиратор, резиновые перчатки.
- Зачистить края разлома шлифмашиной, сохраняя место контакта.
- Зажать в тисках одну часть и выставить на струбцине вторую, примерив по плоскости.
- Нанести на контактные поверхности (разлом) клей и соединить две части на струбцине. Обмазать клеем место разлома. Тщательно проверить соосность обеих частей. Время выдержки — 6–8 часов (по инструкции).
- Снять струбцину и зачистить место соединения, сделав заглубление в тело стержня на 1–2 мм.
- Сделать разметку. Т. к. оклейка рукавом будет производиться в два этапа, верхний слой перекроет нижний. От оси соединения отложить для первого слоя — 3,5 см, для второго — 6 см в каждую сторону. Отрезать два куска рукава по размерам.
- Сделать полимерный раствор из смолы и отвердителя в пропорциях согласно инструкции и обильно нанести его на место соединения по меньшей разметке.
- Завести отрезок рукава к месту приклеивания и аккуратно уложить его на клей и обжать руками.
- Затем нанести ещё один слой клея и завести второй (больший) отрезок рукава. Прижать его аналогичным образом. Пропитать весь участок клеем.
- Создать временный зажим — приложить с двух сторон полосы упругого материала, замотать скотчем и сдавить струбцинами (не очень туго). Время выдержки — 6–8 часов.
- 1Зачистить место соединения шлифмашиной и довести вручную.
- Технически изделие готово, его можно использовать с обычной нагрузкой через 12 часов. Отремонтированное изделие можно окрасить.
Ремонт рукоятки из стеклопластика на видео
Технологию ремонта предлагает фирма SRS (значит, речь идёт о профессиональном спорте — нетрудно представить, какие нагрузки выдерживает изделие после ремонта).
С помощью углеволокна указанным способом можно также починить вещи, которые ранее было принято заменять:
- Ножки мебели.
- Ручки пылесоса, зонта или ножа.
- Корпуса бытовой и офисной техники, инструмента.
- Оправы очков (понадобится карбоновая нить или лента).
- Любую неметаллическую деталь автомобиля, мототехники, велосипеда — от бампера до дверной ручки.
- Пластиковое окно или подоконник и многое другое.
Безусловно, весь спектр достоинств и возможностей передового многофункционального материала невозможно отобразить в одной статье. Домашнему мастеру достаточно знать о нём одно — для того, кто имеет в арсенале холст и ленту из углеволокна и эпоксидные компоненты, проблемы ломаного пластика не существует.

В этом посте хочу поделится с вами историей создания рамы из углеволокна с параллельным наступанием на грабли изучением технологий.
Внимание, много букв и фотографий!
Немного втупительной воды.
Дело началось в декабре 2017 года со спонтанной покупки вилсета EastonHeaven 26” за какие-то смешные деньги (кажется 4000р). Зачем они мне нужны долго думать не пришлось, задумал я сборку велосипеда для памп-трека. Но была проблема – задняя втулка 142х12 и из-за древности колёс найти адаптеры под 135 не удалось. Купить подходящую раму под колесо, с необходимой геометрией, тоже не представлялось возможным. На этом данная история могла закончится, но я парень не простой – решил, что сам сделаю раму! Руки есть и инструмент вроде тоже.
Решение сделать самому было не безосновательным и легкомысленным, опыт фреймбилдинга уже был. Получить удалось его работая в KUVALDA Bikes. Это была воля случая, я искал подработку и размышлял о постройке рамы из водопровода (так, для освоения процессов), и Кувалде требовался человек. А так как мы с Антоном Непочатым, на тот момент, жили в соседних домах – все звёзды сошлись удачно.
Итак, о самом создании. Сначала думал сварить раму из алюминия, даже начал рисовать 3D модель под имеющийся сортамент труб, но от этой мысли быстро отказался т.к. это было бы очень скучно. Весной 2017 года я уже успел сделать для себя циклокроссовую раму по технологиям Кувалды и “повторять” её в другой геометрии не захотелось.
И тут пришла гениальная идея слепить её из углеволонка и эпоксидки. У меня даже имелось немного ткани и смолы, в том же году чинил перья на шоссейной раме приятеля и некоторое понимания процесса уже было.
Начало.
Выбор технологического процесса был не простым. Большую часть информации черпал из инстаграмм и ютуб. Я был удивлён, сколько полезного можно найти на этих развлекательных сервисах. Одних картинок конечно же было мало и приходилось так же искать нужную информацию на зарубежных форумах.
Остаток зимы 2018г. ушёл на теорию и практику по работе с материалами, планирование задач и проектирование модели. А также закупку материалов и оборудования.
Сразу были куплены: вакуумный насос, коврик для раскроя, всякие ножи и лезвия, плёнки, вспомогательные материалы для формовки, углеткань, смола, разделители и ещё разные мелочи. На этом этапе удалось потратить почти 40т.р., что уже не давало быстро забросить затею в случае неудачи. А к лету собраны стапель и печка (ещё 40т.р)
Из практики первым делом решил освоить соединение труба к трубе. Для этого закупил дешёвой ткани с Али и изготовил из неё несколько труб методом намотки на оправку (ПВХ сантехническая труба). Ну и собственно соединил их под углом. Действия при этом совершенно простые – торцовка одной из труб, склейка, нанесение спец. шпаклёвки из эпоксидки и микросферы, выведение переходов наждачкой и, самое главное, обмотка волокном получившегося узла.




Далее, для контроля качества, разрезаем получившийся узел пополам, любуемся, делаем выводы (или делаем вид, что делаем выводы).
В тот же временной отрезок была невнятная попытка сделать перья. И вот они первые грабли, решил я намотать их на позитивную оправку, напечатанную из HIPS пластика, которую подразумевалось после растворить в цитрусовом уксусе. Опыт был быстро признан неудачным.

На основании полученного опыта я принял единственное верное решение – заказать на передний треугольник трубы филаментной намотки у TimCrossman (к сожалению, он больше не производит их). За всего 180$ я получил красивые верхнюю, нижнюю, подседельную трубы и норм такой стакан.


С кареточным стаканом думать не пришлось, был в наличии алюминиевый BSA от Кувалды.
Оставалось придумать как сделать перья и дропауты.
Дропауты.
Для дропаутов была изготовлена 12мм карбоновая плита по очень уеб дурацкой технологии. Это около 60 слоёв китайской 200гр/кв.м ткани, вырезанные вручную под углами 0/90 и -45/45 градусов. Сказать, что я упоролся это раскраивать, ничего не сказать. Ну и эти слои поочерёдно укладывались с одновременной ручной пропиткой. Далее полученный пакет закрывался техническими тканями/плёнками и под вакуум минимум на 8 часов. Она была изготовлена и выкинута в самый дальний угол мастерской, ибо так производить пластины нельзя.

Спустя почти год я изготовил новую пластину 10мм уже из нормальной ткани 630гр/кв.м, где понадобилось всего 16 слоёв. Ну и пропитка производилась по технологии вакуумной инфузии. Не сказать, что она прошла гладко, но учитывая толщину пакета и площадь, качество изделия вышло нормальное. Далее плита отправилась на фрезеровку, что бы получились сами дропауты.



Почему я их решил сделать из угля? Да, из алюминия было бы дешевле, быстрее и 100% надёжно, но мне были интересны возможности углепластика при не типичных нагрузках.
Матрицы.
Для перьев в итоге выбрал технологию формовки в негативной матрице путём раздувания. И для начала нужно было изготовить матрицы. Фрезеровку на ЧПУ бюджет не позволял, поэтому были распечатаны модели перьев на 3Dпринтере в хорошем качестве и с них планировалось снять стеклопластиковые матрицы. И это, пожалуй, был самый трудоёмкий процесс. Я даже не знаю как передать всю боль, через которую пришлось пройти.
Во-первых, нужно как-то освоить и соблюдать технологический процесс.
Во-вторых, очень долгий цикл изготовления (при этом нужно пристально следить за временем, иначе – запоротый материал).
В-третьих, ВСЁ В БЛ ДУРАЦКОЙ СМОЛЕ!
Вкратце это выглядит так – делаем опалубку по середине мастер-модели, все щели замазываем и ровняем, наносим разделитель, ждём, наносим гелькоут, ждём, выкладываем стеклоткань и пропитываем смолой, иии… ждём. Через 24 часа можно делать 2-ю часть – отрываем опалубку и процесс повторяется с момента нанесения разделителя. По прошествии ещё суток готовую матрицу можно раскрывать, выковыривать мастер-модель и любоваться полученным результатом.





Но не всё так просто. Более-менее годная матрица получилась с 4 раза. В первых двух случаях у меня был некачественный гелькоут ЭТАЛ (гори в аду ЭТАЛ). Гелькоут это наполненная эпоксидная смола для формирования лицевых поверхностей и острых кромок устойчивых к скалыванию. И как вы могли догадаться, острая кромка не получалось. Для этого были ещё и другие основания, но на столько подробно не буду писать.
С покупкой импортного дорогого гелькоута всё пошло гораздо глаже и к осени 2018г. у меня были готовы матрицы для перьев.



И остаются ещё четыре время затратных пункта — это изготовление стапеля, печки, самих перьев и сборка рамы.
Стапель.
Тут всё просто – посмотрел картинок в интернете, спроецировал свой опыт, закупил конструкционного профиля и алюминиевых заготовок на 20т.р. и собрал его.
Печь.
Условно всё так же. ПИД контролер отечественной фирмы, пара нагревательных ковриков от 3Dпринтера, ОСБ и утеплитель из Леруа, горстка шурупов и вуаля.


Перья.
Дело было опять с использованием жидкой смолы и тряпки. А также шоссейной камеры.
Простые действия – пропитал смолой, намотал в нужных направлениях, вложил в матрицу, надул камеру и через 24 часа можно смотреть что получилось.
Из-за того, что камера в сложенном состоянии 21мм, а высота верхнего пера 20мм, получился жирный облой в 2мм толщиной. Как на первом пере, так и на втором. И опять же, в целях эксперимента было решено так и оставить (ну и переделывать матрицу очень не хотелось)



Нижние перья с первого раза вообще не получились. При накачивании лопнула камера.

Второй раз удачнее, но из-за того, что использовал угле-рукав, а не ткань, не продавилась середина на верхней плоскости перьев. На этот момент сил и средств делать третий раз заново не было, и я решил сделать “косметический ремонт” микросферой обтянув сверху ещё одним слоем чулка. Это сильно утяжелило изделие, но в прочности сомнений нет.



К слову. Глядя на ремонт карбона и прочие поделки всех вело-мастерских, кто не стесняется выкладывать фото в сеть, у меня всё выполнено было на высшем уровне. Я разве что не загонялся по косметике в ноль.
Сборка.
Традиционный набор простых действий – выставить стапель, отторцевать/подогнать трубы и перья, склеить, вывести шпаклёвкой переходы, обмотать углём получившиеся узлы, запечь.



Передний треугольник переклеивал 2 раза, перья/дропауты 3 раза. Почему не помню, но что-то не устраивало. И вообще этот процесс растянулся на полгода, то покататься в горах хочется, то на работе завал.



Обматывать узлы я сразу решил однонаправленным препрегом, ибо мокрая намотка совсем не вариант. Препрег – это волокно, пропитанное специальной смолой, которая при комнатной температуре не обладает текучестью и отверждается при температурах от 100 градусов. Им очень легко работать, просто приклеивая по кусочку слой за слоем. И главное, что нет жёсткого ограничения по времени работы (живёт он 2-3 недели при 25 градусах). С ним обмотку можно выполнить в сотни раз качественней, контролируя направление каждого жгутика углеволокна. А при должной сноровке финишная обработка будет практически не нужна.
У меня же поверхность получилась не ровной т.к. я делал большое количество перехлёстов полосок препрега. Не было цели сделать супер красиво и тем самым сильно усложнив задачу.





И так, все узлы обмотаны, рама упакована в вакуумную плёнку и помещена в печь. Самые долгие 3 часа ожидания за всю постройку… И готово!


Байк собран, обкатан и даже держит кривые 360 с баннихопа с моими 85кг веса.
Рама, к слову, вышла 1150 грамм. Весь байк 8,5кг на данный момент. Изначально был 8,3кг, но цепь от мультиспида не прижилась, вынос весом 90гр сменил на более длинный (31мм на 50мм) и герметика пришлось долить в покрышки. На каноничную сборку точно не претендую. Просто брал доступные и в меру лёгкие компоненты.


За сезон покатался на нём в боевом режиме немного, но достаточно чтобы понять, что почти все мои решения работают, на первый взгляд страшные косяки оказались не такими критичными (в рамках проекта первой рамы).
Вот и вся история. Старался написать понятно и без лишнего, надеюсь вам было интересно читать.
Что осталось не понятно — спрашивайте в комментариях.
Читайте также: