
Как сделать тонкую пайку
Обновлено: 03.07.2024
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.

Соединить провода тонкого сечения не всегда получается скруткой. Каждое соединение – наиболее уязвимое место в схеме, испытывающее повышенную нагрузку. Чтобы получился хороший контакт, не искрило, не горела изоляция, провода должны тщательно прилегать друг к другу, Без пайки – не обойтись.

Уметь правильно пользоваться паяльником – очень важно. От этого напрямую будет зависеть нормальная работа собранного электрического устройства!
Чтобы понять, как правильно паять провода, первоначально получим теоретические знания о процессе: ознакомимся с материалами, которые нужно соединить, особенностью проведения работ.Потом, согласно инструкции, потренируемся.
Краткое содержимое статьи:
Припой и флюс. Для чего они нужны?
Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря.
Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется.

В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан.

Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры – процентное содержание элементов

Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого – около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным.

Подготовка
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)

Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.






Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.

Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Процесс пайки проводов
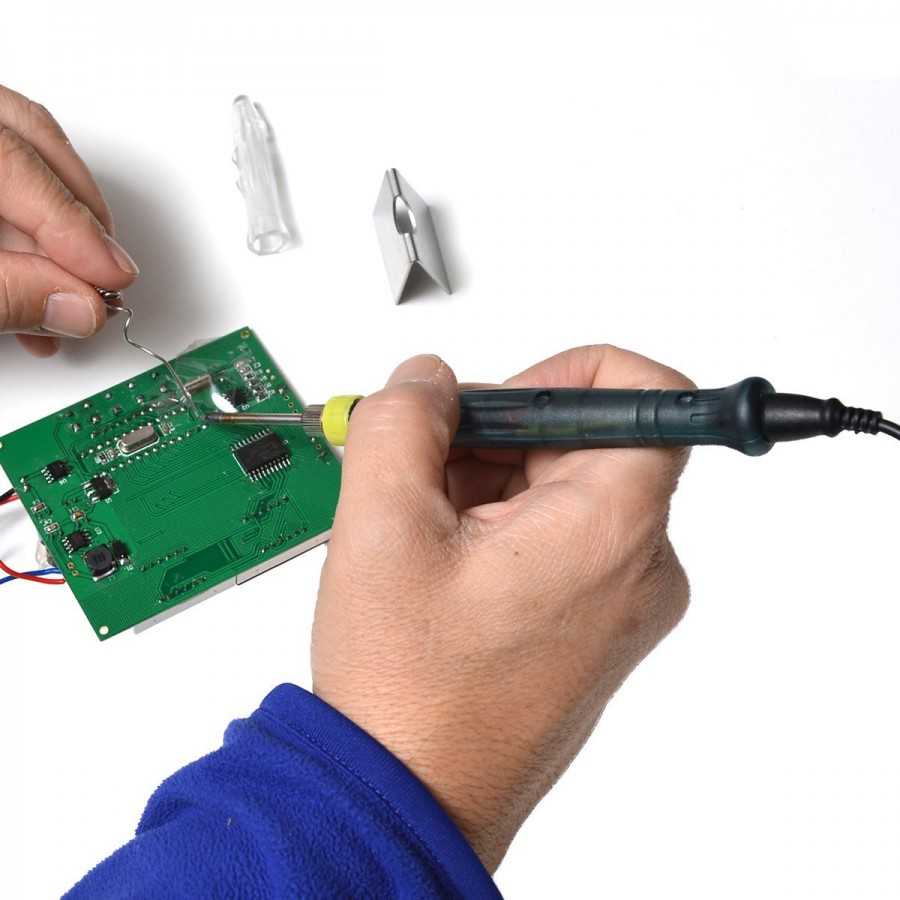
Рассматривая многочисленные фото, показывающие как правильно паять, можно подумать, что это – ужасно сложный процесс. Определенная доля истины в этом есть. Нужны навыки, без которых не обойтись. В частности – умение пользоваться плоскогубцами, пинцетом, флюсом, припоем, следить за состоянием паяльника.

Придется много чему учиться, чтобы делать всё качественно. Пайка печатных плат – действительно ювелирно тонкая работа, без многочисленных предварительных тренировок не обойтись.

Начать можно с простого соединения проводов. Потом переходить к более сложным, ответственным конструкциям.

Чтобы научиться паять канифолью и оловом и, самое главное, понять, как это делается, немного потренируемся:
- Возьмем многожильный медный провод;
- Разрежем его на 12 кусков длиною 40 мм;
- Зачистим концы на 5 мм со всех сторон;
- Берем один провод плоскогубцами и начинаем залуживать его торцы. Сначала подносим к нему жало паяльника, разогреваем. Потом покрываем тонким слоем канифоли. Сверху равномерно наносим припой.
- Когда залудим паяльником 12 проводов, начинаем их спаивать. От того, как качественно это будет сделано, будет зависеть прочность нашей конструкции.
- Накладываем торцы проводов друг на друга, прогреваем, наносим флюс и припой.
- Ждем остывания стыков. Не дуем, не охлаждаем слюнявыми пальцами.
- В результате у нас должен получиться равносторонний кубик.
- Кладем его на ладонь и – сжимаем. Если пайка была качественной, то провода не отойдут друг от друга. Если нет – то неплохо было бы еще потренироваться!

Сейчас можно встретить различные мастер-классы с фото и видео иллюстрациями как пошагово правильно паять, делать это качественно.

Сложного в этом деле практически ничего нет. Важно следить за состоянием паяльника, чтобы он сильно не перегревался, не охлаждался.

Хорошо прогретая поверхность хорошо впитывает припой. Поэтому важно приловчиться работать с припоем и флюсом при оптимальной температуре раскаленности жала.






Чутье, когда настало время паять приходит со временем после многочисленных тренировок. Естественно, сначала будет всё смотреться и получаться коряво. После многочисленных проб и ошибок выработается свой стиль работы, а сама пайка будет выглядеть всё лучше и лучше.
Пайка - это постоянное соединение металлических деталей с присадочным металлом, так называемым припоем. Важно при этом чтоб температура пайки была выше точки плавления припоя и ниже точки плавления соединяемых элементов.
Аксессуары необходимые для пайки и распайки
Паяльник - инструмент, используемый для пайки. Паяльник состоит из ручки и жала, нагревающего припой. Наконечник очень горячий, будьте осторожны чтобы не обжечься и не поджечь случайно окружающие предметы!


Канифоль - это легко плавящаяся смола, благодаря которой легче паять, потому что олово лучше растекается по поверхностям. Канифоль хорошо растворяется в спирте, например в салициловом спирте - можно использовать его и растворить смолу, а затем аккуратно нанести кистью на плату, которую будете паять, и тем самым значительно облегчите работу.

Всасывающее устройство для олова (также известное как оловоотсос или экстрактор) - используется для отсасывания излишков расплавленного припоя. Это простой шприц-инструмент, состоящий из поршня, пружины и приемника для отсасываемого припоя. Он имеет сменный всасывающий наконечник с одной стороны, ручку с другой и кнопку разблокировки сбоку.

Оплетка для паяния - это плетеные медные провода, которые при наложении на горячее олово на распаянных элементах убирают на себя излишки.

Плоскогубцы - ими срезаются ножки спаянных элементов (можно использовать обычные косметические кусачки, но они довольно быстро повреждаются).

Кусачки: а) обычные; b) косметические
Прочие принадлежности для пайки:
Флюс - упрощает пайку за счет удаления примесей с паяемой поверхности, облегчает плавление, увеличивает текучесть олова. Флюс, в отличие от канифоли, не оставляет коричневых следов, но остатки флюса необходимо удалить (например, ацетоном), поскольку они могут вызвать коррозию.

Пинцет - облегчает удержание небольшого припаиваемого элемента, так как если держать рукой, то можно обжечься.

Очиститель - для очистки горячего кончика паяльника от остатков олова и других загрязнений.

Далее представлены фото различных видов универсальной монтажной платы - односторонней и двусторонней:

Универсальные платы: а) односторонние - точки пайки только с одной стороны; b) двусторонние - точки пайки с двух сторон
Безопасность при пайке
- Наконечник горячего паяльника имеет очень высокую температуру, что позволяет легко поджечь что-либо, расплавить пластмассовые предметы или обжечься самому.
- Положено естественно держать нагретый паяльник только за предназначенную для этого ручку.
- Не разбирайте паяльник - это может привести к поражению электрическим током, так как при сборке не гарантируется надёжная изоляция проводов нагревательных (под напряжением 220 В) от металла корпуса.
- Паяльные пары токсичны независимо от используемого присадочного металла. Будьте осторожны, не вдыхайте их. Убедитесь что помещение, в котором паяете, хорошо вентилируется.
Кроме того, при пайке рекомендуется защитить глаза, например надев защитные очки - попав случайно на жидкость раскалённый припой может брызнуть в стороны. Помните чем кончается выливание свинца в воду?
Пайка электродеталей на универсальной плате
Итак, хватит теории, переходим к практике. Подберите подходящую универсальную монтажную плату. Она сделана из стекловолокна и в ней просверлено множество отверстий. Данная печатная плата двусторонняя, а это значит, что можем припаивать к ней элементы с обеих сторон. В односторонних универсальных платах припаиваем компоненты только с одной стороны, со стороны точек пайки - серебристые кольца вокруг отверстий.
Паяльник следует подключить к источнику питания (USB, станции или сети 220 В) и положить в безопасное место, жало должно находиться в воздухе, чтобы ничего не расплавить и не обжечься случайно коснувшись его (обожгётесь всё-равно, и не раз).

Паяльник на тарелке
Наконечник прогревается некоторое время. Пока просуньте ножки паяемого элемента через соответствующие отверстия в печатной плате. Также подготовьте канифоль.

Ножки резистора продеты через отверстия в универсальной плате
Теперь поднесите жало паяльника ближе к плате и припаянной ножке.

Использование паяльника для нагрева паяемых ножек резисторов
Затем коснитесь кончиком детали. Делайте это быстро, так как если удерживать жало слишком долго, расплавится слишком много всего. Весь процесс пайки одного припоя должен занимать от 2 до 3 секунд.

Припаяйте ножку резистора, одновременно приложив жало горячего паяльника и олово

Уберем олово, чтобы излишки не остались на месте пайки

Припаиваем вторую ножку резистора к плате
Правильная (слева) и неправильная (справа) пайка:

Ножки резистора припаяны к плате: левая - правильная; правильно - неверно (слишком много припоя)

а) правильно; b) неправильно (слишком много олова, припой похож на шарик); c) неправильно (слишком мало)
Используйте плоскогубцы, чтобы отрезать слишком длинные ножки припаянных компонентов.

Резка плоскогубцами возле торца слишком длинной ножки резистора

Паяный резистор с обрезанным выводом (левая сторона); длинный вывод (справа)
Чистка паяльника
Губку для чистки паяльника следует смочить водой. Жало горячего паяльника осторожно протереть несколькими быстрыми движениями. Если слишком долго держать наконечник на одном месте, можно повредить губку.

Чистка (протирание) кончика грязного паяльника влажной губкой
Жало паяльника не нужно очищать после пайки отдельного элемента. Это следует делать при заметном загрязнении наконечника.
Использование оловоотсоса
Если во время пайки расплавилось слишком много олова (припой выглядит как шарик) или олово выгорело, часть может быть отсосана. Для этого воспользуемся соответствующим устройством. Работает экстрактор аналогично шприцу.
Нажмите на поршень в верхней части всасывающего устройства. Подносим наконечник ближе к тому месту, с которого хотим удалить излишки олова. При этом нагреваем припой горячим паяльником.

Припой нагревается паяльником. Рядом с ним кончик всасывающего устройства, готового всасывать расплавленное олово
Осторожно отпустите поршень (с кнопкой разблокировки), собрав излишки олова. Будьте осторожны, чтобы не повредить жало (на всякий случай эти жала заменяемы).
Удалите скопившийся излишек олова из всасывающего устройства, снова нажав и отпустив поршень.

Удалите излишки олова из всасывающего устройства, нажав и отпустив поршень
Или можно вынуть его прямо из оловохранителя.

Удаление олова из всасывающего устройства путем его раскручивания
Еще один способ убрать слишком много олова - просто тщательно очистить паяльник, а затем использовать этот паяльник, чтобы собрать излишки олова (нужно наловчиться).
Если припой будет тусклым (не блестящим), это может быть признаком перегрева.

В такой ситуации нагретое паяльное жало нужно аккуратно и быстро погрузить в канифоль.

Жало паяльника, погруженное в канифоль
Затем быстро нанесите кончик канифоли на исправленное место. Делать это нужно очень быстро, потому что канифоль выгорает и может оказаться, что к моменту прикосновения к припою канифоли на жале уже не останется!

Устранение перегретого припоя проканифоленным паяльником
Если при пайке близко находящихся элементов олово из двух разных точек пайки соприкасается друг с другом, его необходимо удалить. В противном случае это может привести к короткому замыканию или повреждению отдельных компонентов или даже всего устройства. В такой ситуации используется специальная оплетка для удаления излишков олова. Нагреваем припой между этими точками пайки паяльником, а затем прикладываем оплётку.

Избыток олова, соединяющий две точки пайки рядом друг с другом
Эти плетеные медные провода образуют губку, которая и собирает излишки олова.

а) Отдельные точки пайки; b) излишки олова собранные оплеткой
Холодная пайка - ненадежное соединение электронных компонентов. Образуется при неправильном нагреве и применении олова. Такие точки соединяются иногда, а иногда нет (причём на глаз почти незаметно). Их ремонтируют, прогрев такое место паяльником и перепаяв по-новой.
В принципе для основы паяльного дела этой информации хватит с головой, дальше идёт только практика и так сказать "набивание руки". Опыт обязательно придёт со-временем. И поверьте, опыт этот ещё много раз в жизни пригодится!
Форум по обсуждению материала КАК ПРАВИЛЬНО ПАЯТЬ ПАЯЛЬНИКОМ

Микрофоны MEMS - новое качество в записи звука. Подробное описание технологии.

Про использование технологии беспроводного питания различных устройств.

В каком направлении течет ток - от плюса к минусу или наоборот? Занимательная теория сути электричества.

Переделываем игрушку обычный трактор в радиоуправляемый - фотографии процесса и получившийся результат.
Качественная пайка проводов гарантирует надежность их контакта. Однако для соединения придется учесть материал токоведущих жил, тип флюса, припоя и ряд других факторов. Каждому, кто работает с проводкой, будет полезным разобраться в этих вопросах и узнать, как правильно паять провода.
Физика процесса пайки
Пайка проводов — это их электрическое соединение, по надежности уступающее только сварке. При спаивании токоведущие жилы соединяются на уровне микрочастиц. Расплавленный припой проникает в поверхность медного провода и становится с ним одним целым.

Для достижения этого эффекта требуется 2 фактора:
- Высокая температура. Необходима для расплавления припоя до текучего состояния.
- Чистота поверхности спаиваемых металлов. Слой грязи, окисла или жира препятствует диффузии припоя в поверхность металла.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.

Обратите внимание! Большинство продаваемых паяльников имеют правильную температуру для ПОС-60. Если требуется работать с другими припоями, то придется приобретать паяльную станцию. На ней возможно вручную регулировать температуру жала и поддерживать ее на заданном уровне.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Примером твердого флюса служит канифоль. Это хоть и устаревший, но по-прежнему востребованный расходный материал. Канифоль состоит из смол хвойных деревьев. В состав современных флюсов часто входят различные жиры и кислоты. Применяя их, возможно паять сталь и другие металлы.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.

Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Важно! Самый главный критерий при выборе флюса — это его активность. От этого зависит надежность контакта. Для пайки меди оптимально подходит слабоактивная канифоль. Если применить для подобных проводов сильноактивные флюсы на основе соляной или ортофосфорной кислоты, то со временем место контакта начнет окисляться.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.

Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.

Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.

Обратите внимание! Оплетка для удаления припоя продается в магазинах. Однако ее возможно получить гораздо быстрее и дешевле. Экраны некоторых сигнальных кабелей обладают таким же строением как лента для удаления припоя. Достаточно разделать старый ненужный антенный провод РК-75 и бесплатная оплетка для пайки готова. Для улучшения всасывающих свойств ленту не помешает пропитать любым слабоактивным жидким флюсом.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Важно! Новый паяльник при первом подключении в розетку начинает дымить. Не следует переживать. Это абсолютно нормальное явление. Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Важно! Существуют и другие, экзотические виды паяльников. Например, инфракрасный. Нагрев осуществляется с помощью ИК теплового излучения.
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.

Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.

Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Важно! Работая в домашних условиях, старайтесь не вдыхать испарения от паяльника. Дымок от канифоли относительно безопасен. А пары кислот совсем не полезны для органов дыхания и приводят к кашлю. Если нет специальной вытяжки, то пайку следует проводить с открытыми окнами.
Выбор флюса
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
- Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода. Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд.
- Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом. При этом флюс плавится, а провод погружается в расплав.
Канифоль можно смешать с этиловым спиртом. В итоге получится неплохой жидкий флюс, который удобно наносить кисточкой. Здесь важно не переборщить, чтобы раствор не стекал по изоляции провода. Ведь в будущем на это место прилипнет пыль.
Пайка многожильных проводов
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.

Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.

Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
После пайки с Ф-64 скрутку нужно промыть слабощелочным раствором для нейтрализации кислотных свойств флюса. Для получения отмывочной смеси достаточно развести пищевую соду в теплой воде. Затем требуется отмывка простой мыльной водой или жидким мылом с применением зубной щетки.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.

Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Читайте также: