
Как сделать ствол
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
Задаем простые вопросы одному их лучших стрелков мира на сверхдальние дистанции и основателю компании Lobaev Arms, производящей одни из самых точных и дальнобойных снайперских винтовок в мире. Команде Лобаева также принадлежит несколько мировых рекордов по дальности стрельбы для снайперских винтовок.
Как делают стволы для снайперских винтовок и как технологии влияют на точность?
В высокоточной стрельбе два основных компонента — пуля и ствол. Все остальное в винтовке не должно ухудшать их качеств. Про пули поговорим в другой раз, сегодня про стволы.
Существуют три основные технологии, по которым делают нарезные стволы: дорнование, строгание и ротационная ковка. Но для высокоточных стволов подходят только первые две.
Ротационная ковка — это, например, стволы фирмы Mannlicher (винтовками которой, кстати, вооружены некоторые российские части). Берется короткая и толстая (на 30% больше конечного диаметра) высверленная заготовка. В ствол вводится матрица, которая и обковывается молотами по кругу. Заготовка двигается по мере формирования канала ствола и одновременно удлиняется. Поскольку молоты имеют огромную мощность, возникающие внутренние напряжения убрать невозможно.

При дорновании нарезные стволы изготавливают с помощью специального инструмента — дорна, протягиваемого под давлением через канал. Станок, плавно вращая, протягивает через канал ствола твердосплавный дорн очень высокой твердости (70−80 единиц по шкале твердости Роквелла; сталь для ствола, например, имеет твердость 32−34 единицы) с выступающими нарезами. Это однократная операция, которая буквально за десять секунд образует нарезы методом давления. Плюс такой технологии образования нарезов состоит в том, что она создает поверхностное упрочение канала ствола, что в свою очередь благотворно сказывается на ресурсе и стойкости к температурным воздействиям. Минус — неизбежность внутренних напряжений, которые приходится снимать. Если не умеешь снимать напряжения, то образование нарезов методом дорнования — путь в никуда. На словах все очень просто — нагревание до определенной температуры, а затем охлаждение. Температурные режимы подбираются индивидуально под разные марки сталей. Если сильно отпустить — потеряем живучесть, ствол станет более пластичным. Если же держать большую твердость — можно не отпустить напряжение, и ствол будет изгибаться после нескольких выстрелов под воздействием температур, напоминая стволы, сделанные по технологии ротационной ковки.
Строгание шпалером — старейший метод и он менее продвинут, если говорить о начинке технологиями. Процесс столь сложен и трудоемок, что до недавних пор никто в Европе таких стволов не делал. Нарезание производится специальным резцом-шпалером, который фиксируется в одном нарезе и делает много проходов, снимая за раз по 0,002 дюйма (около 5 микрон). Затем переходят к следующему нарезу. На шесть нарезов требуется около 480 проходов! Если дорнование занимает десять секунд, то строгание- примерно час. Огромный плюс этого способа заключается в том, что он не вызывает никаких напряжений в стволе, минус- фантастические требования к квалификации персонала, особенно к заточнику шпалера. Порой резец приходится перезатачивать в процессе изготовления одного ствола, а людей, способных сохранить идентичную заточку, очень мало.

Вязание крючком игрушки амигуруми год собаки бульдог В год собаки эта .
Это интересно
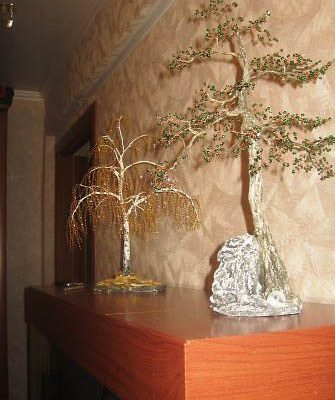
Сделать листья из бисера для формирования древа мало. Необходимо правильно и красиво оформить ствол изделия, чтобы оно смотрелось почти как настоящее. В этом пошаговом мастер-классе мы расскажем, как сделать ствол для дерева из бисера.
Инструменты и материалы Время: 4 часа • Сложность: 3/10
- гипс;
- любая емкость для формирования корней;
- готовое дерево из бисера;
- гуашь;
- губка;
- нож;
- пищевая пленка.

Ствол для бисерного дерева, сделанный по этой инструкции, выглядит, как настоящий и придаёт деревцу особую натуральность.
Пошаговая инструкция
Итак, внимательно следуйте нашим пошаговым инструкциям и в результат получите красивый ствол для дерева из бисера.
Шаг 1: замешиваем гипс
Пищевой пленкой мы выкладываем емкость, в которой разместим гипсовый раствор. Замешиваем его так, как указано на упаковке, и заливаем в емкость с пищевой пленкой.

Шаг 2: помещаем дерево в раствор
В раствор, пока он не застыл, помещаем дерево, утопив его как можно глубже.


Чтобы дерево не падало, пока застывает гипс, его можно подпереть кирпичом или крупным камнем.

Шаг 3: покрываем ствол гипсом
Когда гипс окончательно застынет, вынимаем его из емкости. Теперь начинается творческий процесс, где вы придаете стволу форму и вид настоящего дерева. Для этого свежим гипсовым раствором необходимо полностью покрыть проволочный ствол дерева. Можно сделать несколько слоев, чтобы сделать придать изделию нужную форму.

Шаг 4: имитируем кору
Когда и этот слой высохнет, берем в руки нож, и начинаем формировать продольные полосы на стволе, имитируя коре дерева.


Шаг 5: придаём форму основе
Гипсовое основание тоже претерпевает изменения – мы придаем ему форму камня с корнями. Так как гипс материал мягкий, вырезать из него фигурные корни будет не сложно.




Шаг 6: красим ствол
В последнюю очередь наносим гуашевую краску. Полностью покрываем готовый ствол и корни, а при помощи влажной губки. Она осветлит края, и придаст камню натуральный плавный переход от темного оттенка к светлому.


Готовое изделие, чтобы краска не слезала и не пачкалась, можно вскрыть любым прозрачным лаком. И в итоге у вас будет оригинальное дерево, которое как будто бы растет из большой скалы. Подставка из гипса будет надежно держать дерево, и не даст ему упасть. А гипсовый слой поверх проволочного основания придаст веткам и самому стволу натуральности. Надеемся, благодаря этому пошаговому мастер-классу вы теперь знаете, как сделать ствол для дерева из бисера.
Также предлагаем вам для лучшего понимания посмотреть несколько хороших видео.

Опытные охотники и стрелки знают, что качественный ствол для хорошей винтовки — это почти все. Конечно, на точность выстрела влияет и подгонка ложи к стволу, и наличие качественных патронов, и их баллистический коэффициент, и еще множество иных факторов. Но значимость обработки ствола, способа его нарезки в обеспечении точного боя переоценить невозможно.
В чем причина повышенного разброса попаданий из нарезного ствола? Причин достаточно. Это и излишне затянутые ложевые винты, ослабление монтажных колец прицела, нестандартный график давления в стволе, неправильная комбинация порохового заряда и пули. Но есть факторы, которые кардинально влияют на величину разброса.
Для оптимальной кучности патронник должен быть изготовлен очень тщательно. Выполненный с минимальными допусками патронник обеспечивает лучшую кучность, так как гильзу при этом меньше раздувает. Недопустимы радиальные и угловые отклонения патронника от оси ствола. Причина таких отклонений — технологичность (дешевизна) производства.
Если оружейный мастер изготавливает патронник из заготовки ствола вручную разверткой от полутора до двух часов, то в поточном производстве данная операция длится всего 40 секунд. Однако повлиять на разброс попаданий может только сильное отклонение оси патронника от оси ствола. Обнаружить такой дефект несложно. Следует взять калиберный патрон, закоптить пулю и ввести в патронник. Если следы нарезов отпечатаются несколько односторонне, а вам необходим высокоточный ствол, то такой ствол можете смело забраковать.
После определенного настрела любой ствол начинает снижать показатели по кучности. Одинаковых стволов нет, поэтому и живучесть может различаться. В стандартных охотничьих калибрах, таких как .308 или .30-06, где используются прогрессивно горящие пороха, не вызывающие большого разгара канала ствола, его живучесть может достигать 8000 выстрелов без заметного увеличения рассеивания. А стволы под такие калибры, как .30-378 или 7.82 Warbid, едва справляются с настрелом в 800 выстрелов.
Грамотная чистка и соблюдение температурного режима ствола во время стрельбы также продлевают его срок эксплуатации и характеристики. Однако если ствол чистить веществами на основе аммония или хлоратами, то они выходят из стали слишком долго, что может иметь нежелательные последствия. Многие винтовки из нержавеющей стали страдают более от небрежной чистки, чем от чего-либо другого.
Следствием всех вышеописанных дефектов — несоосность канала ствола и патронника, разгар переходного конуса, растертость дульной части ствола, а также дефекты затвора — является возникновение при выстреле высокочастотных колебаний ствола, негативно влияющих на рассеивание.
СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И ЕГО КАЧЕСТВО
В зависимости от калибра и давления, развиваемого в патроннике, для изготовления ствола используют одну из трех распространенных ствольных сталей. Для стволов под патроны кольцевого воспламенения калибра .22 используется сталь марки 1137 (отечеств. аналог — сталь 35Г2). Для стволов под патрон калибров от .243 до .30-06 стандартной является CrMo сталь марки 4140 (отечеств. аналоги — стали 42ХМ и 38ХМА). Матчевые стволы сегодня принято изготавливать из патентованного сплава марки 416R (отечеств. аналог — сталь 20Х13).
Дорн представляет собой очень твердый стержень, сделанный из карбида вольфрама, с выемками для полей и выступами для нарезов. Его продавливают сквозь канал ствола с силой около 80 000 ньютонов. В результате образуются нарезы с необходимыми параметрами (число, глубина, шаг). Так как обработке подвергается лишь внутренняя поверхность заготовки, то возникающие в процессе дорнирования напряжения относительно невелики. Для их устранения заготовки еще раз нормализуют в вакуумной печи в азотной среде.
Методика дорнирования совершила революцию в послевоенной оружейной промышленности, изменив традицию изготовления стрелкового оружия.
Используя качественную сталь, опытный мастер может изготовить за день сотни стволов с почти идентичным внутренним диаметром. Наиболее важным моментом этого способа получения нарезного ствола является значительное снижение стоимости качественного ствола.
При ковке на оправке молекулярная структура уплотняется, в результате чего канал ствола имеет тенденцию к сужению у дула. Считается, что это сужение уменьшает деформацию пули, дает более высокие начальную скорость и точность, но уменьшает срок жизни ствола. Преимущество, которое дает метод изготовления с помощью пуансона и холодной ротационной ковки на оправке, это то, что канал ствола более ровный и гладкий, чем при нарезании. Последующая термобработка имеет целью снять внутренние напряжения в стволе, негативно влияющие на отклонение СТП (средняя точка попадания) при его нагреве. В отсутствии напряжений в стволе и состоит фактическая основа рекламы о преимуществах тех или иных технологий.
Подбор патрона сводится к поиску наиболее прогнозируемой вибрации ствола, чтобы пуля покидала ствол при одном и том же пространственном положении дульного среза. Повреждение донца пули ведет к резкому ухудшению кучности.
ДУЛЬНЫЙ СРЕЗ СТВОЛА
Пуля должна покидать ствол правильно, и отвечает за это дульный срез. Если дульный срез выполнен с наклоном по отношению к оси ствола, то пороховые газы, истекающие за пулей, создают реактивный эффект, который отклоняет пулю и приводит к ухудшению кучности. Такой же эффект наблюдается, если дульный срез имеет выщерблены или повреждена околодульная нарезная часть ствола. Дульный срез должен быть ровным по всей окружности, любые отклонения от нормы серьезно ухудшают кучность.
ПОДГОНКА ЗАТВОРНОЙ ГРУППЫ И ЗАТЯЖКА ЛОЖЕВЫХ ВИНТОВ
Подобные манипуляции могут улучшить показатели хорошо изготовленного ствола, но заставить точно стрелять дефектный ствол они не в состоянии. Затяжка винтов не должна быть излишней, но проверять ее необходимо постоянно.
Затворная группа, расположенная со смещением относительно оси ствола, может частично ухудшить кучность винтовки, все же качество изготовления ствола в гораздо большей степени влияет на кучность. Вообще покупка даже высокоточного ствола в специализированной фирме — это всегда лотерея. Для осмотра канала ствола требуется эндоскоп, а такой дефект, как дегрессивный шаг нарезки — переход к более длинному шагу, особенно в ближней к дульному срезу части ствола, — вообще не различим.
В целом можно сказать, что изготовление высококачественной винтовки процесс весьма трудоемкий, который в большей степени основывается на опытном подборе всех комплектующих и патрона.
Но в то же время этот вопрос мало изучен, так как существует масса серийных моделей винтовок, которые отличаются отменным кучным боем, несмотря на невысокое качество
деталей, из которых они собраны.

ПРОЩАЙ, МОЛОДОСТЬ! Часть ствола возле патронника испытывает воздействие максимальных температур и давлений. Ствол в этом месте более всего подвержена термической эрозии. Особенно это заметно при большом настреле. Со временем и в дульной части канала ствола образуется раструб, иногда такой, что вставленный в него патрон проваливается по самые скаты гильзы.
Стрелки, не имеющие охотничьего билета, нередко ищут информацию, как самостоятельно сделать пневматическое ружье для охоты из подручных средств. Оказывается, смастерить пневматику под 4,5-6 мм калибр очень просто. Сделать пневматическое ружье можно двумя способами. Первый — с помощью кит-набора для переделки купленной без лицензии пневматики 4,5-мм калибра (МР-60/61, МР-553/553К). Второй способ — изготовление оружия из подручных средств.
Необходимые материалы
Проще всего сделать пневмат из подручных средств. Для этого понадобится минимальный набор материалов.
Детали для изготовления самодельной пневматики можно купить в любом хозяйственном магазине или заказать по интернету.
- пластиковый (воздушный) насос (разборная конструкция);
- стальная пружина для насосного поршня;
- алюминиевая трубка длиной 30-40 см и диаметром под 4,5-мм шарики;
- акриловая краска черного цвета.

Набор №2 материалов для РСР пневматики:
- пластиковая бутылка 1 л + крышка;
- вентиль от камеры (от колеса) + 2 резиновые шайбы + гайка;
- клапан от опрыскивателя;
- алюминиевая трубка длиной 30-40 см и диаметром под 6-мм шарики;
- воздушный насос + шланг (для закачки воздуха).
Главная деталь самодельной пневматики — ствол. От его диаметра зависит величина снаряда. Обычно в качестве ствола используют алюминиевую или металлическую трубку. В интернете можно купить стальные шарики 4,5-6-9,5-12 мм калибра. Снаряд должен легко заходить в ствол.

Подготовка нужного инструмента
Желательно заранее приобрести все необходимое для работы. Покупка инструментов — самая затратная часть процесса изготовления самодельного пневматического ружья.
- дрель-шуруповерт;
- набор сверл разного диаметра;
- молоток;
- газовая горелка;
- пилка или лобзик;
- тонкогубцы;
- изолента;
- пассатижи;
- пинцет;
- гаечный ключ;
- клей-момент или супер-клей.

Процесс изготовления
Самодельное оружие можно сделать в мастерской или гараже. В квартире лучше ничего не мастерить. В процессе изготовления пневматики придется использовать несколько инструментов. Слишком громкий шум может стать причиной конфликта с соседями.

Как смастерить самодельную РСР пневматику для охоты из набора №2;
- в донышке пластиковый 1 л бутылки сделать отверстие (разогретым на газовой горелке металлическим шурупом);
- на вентиль надеть резиновую шайбу и засунуть эту заготовку через горлышко в бутылку;
- высунуть наконечник вентиля из просверленного на донышке бутылки отверстия;
- надеть на вентиль второе уплотнительное кольцо + гайку;
- присоединить клапан от опрыскивателя к крышке;
- прикрутить крышку с клапаном от опрыскивателя к бутылке;
- алюминиевую трубку вставить в головку опрыскивателя;
- зафиксировать конструкцию изолентой.

Этап настройки
- на расстоянии 1-2 метров поставить картонную мишень;
- вставить в ствол стальной шарик 4,5 мм;
- протолкнуть шар деревянной палочкой вниз до упора;
- прицелиться (навести ствол на мишень);
- потянуть ручку насоса на себя и резко отпустить;
- шарик вылетит из ствола;
- проверить попадание снаряда в мишень.

Как настроить и протестировать охотничью РСР пневматику, сделанную из набора №2:
- на расстоянии 1-3 метров поставить картонную мишень;
- ручным насосом накачать в бутылку воздух;
- вставить в ствол 1-2 стальных шарика 6 мм;
- прицелиться;
- нажать на крючок опрыскивателя;
- стальные шарики вылетят из ствола;
- проверить попадание в цель.
Если снаряды не вылетают из ствола, значит, пневматика изготовлена негерметично. Воздух просачивается сквозь щели конструкции и не выталкивает стальные шары из трубки. Желательно все места соединения деталей смазать суперклеем.

Возможные ошибки
В процессе изготовления самодельного пневматического ружья некоторые мастера допускают ряд ошибок. Например, плохо соединяют элементы конструкции. Желательно все детали клеить на суперклей. Главное, чтобы конструкция не пропускала воздух. От герметичности пневматики зависит мощность выстрела. Именно воздух является той силой, которая выталкивает снаряд из ствола.
Важно! Мастера, решившие заняться самостоятельным изготовлением охотничьего пневматического ружья, должны знать, что такая деятельность незаконна. Если оружие будет признано травматическим, то возможна уголовная ответственность (2 года тюрьмы).
Читайте также: