
Как сделать стабилизатор сварочной дуги
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Во время работы сварочных трансформаторов основным недостатком является невысокая стабильность горения дуги, вызванная периодическими переходами сварочного тока через нулевые значения при смене полярности на электроде и изделии. Этот недостаток удается ликвидировать, используя импульсные стабилизаторы дуги, которые применяются для облегчения возбуждения дуги, повышения устойчивости ее горения и улучшения процесса переноса капель расплавленного металла в сварочную ванну.
Устройство стабилизации горения дуги (УСГД) использует идею импульсного повторного поджига дуги, поддерживая устойчивый дуговой разряд путем генерирования и подачи в дуговой промежуток импульсов напряжения в начале каждого полупериода.
Стабилизация сварочной дуги заключается в следующем. При сварке на переменном токе дуга гаснет, когда сварочный ток уменьшается до значения, близкого к 5 А. Обрывы происходят с удвоенной частотой переменного тока. Повторное зажигание дуги требует более высокого напряжения, чем напряжение дуги. При этом в каждый полупериод зажигание происходит при уравнивании напряжения холостого хода сварочного трансформатора с напряжением зажигания.
Для надежного зажигания дуги необходимо, чтобы в начале полуволны сварочного тока УСГД выработало и подало на вторичную обмотку трансформатора импульсы амплитудой 200—500 В. Момент подачи импульса энергии в УСГД происходит после перехода сварочного тока через нуль и достижения на вторичной обмотке сварочного трансформатора напряжения, близкого по значению к напряжению дуги 15—20 В. После прохождения стабилизирующего импульса сварочный трансформатор самостоятельно поддерживает горение дуги.
Принцип работы УСГД заключается в следующем: после прохождения сварочного тока через нуль блок управления формирует управляющий импульс, который поступает на один из тиристоров и заряжает конденсатор цепи. В следующий полупериод открывается другой тиристор, и этот же конденсатор сначала разряжается, а потом перезаряжается через второй тиристор этой же цепи, создавая на дуговом промежутке стабилизирующий импульс. Эти импульсы облегчают повторное зажигание дуги, что и способствует повышению стабильности ее горения. На рисунке 1.24 приведен график сварочного тока с импульсами повторного поджига дуги.

Рис. 1.24. График сварочного тока с импульсами повторного поджига дуги
В настоящее время разработан целый ряд УСГД, позволяющих вести ручную дуговую сварку практически любыми электродами, как для переменного, так и для постоянного тока. Для подключения УСГД пригодны все сварочные трансформаторы с повышенным магнитным рассеянием любой мощности: от бытовых, рассчитанных на питание от сети 220 В, до мощных сварочных трансформаторов на номинальный ток 500 А, рассчитанных на напряжение сети 380 В частотой 50 или 60 Гц.
Кроме этого начато серийное производство трансформаторов для дуговой сварки со встроенными в них УСГД-4М У2. Эти трансформаторы предназначены:
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.

Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.

Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.

На третьей схеме более подробно представлены элементы сборки.

При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
валера1963, схем разных уйма. Даже где то в архиве есть подробная схема с печаткой RE-165D. Хотелось бы все же без осциллятора обойтись. Где то читал, что большая вероятность инвертор спалить. Раз уж можно безконт. поджиг сделать без осцил. Хотелось бы узнать по подробнее.
ressirv,Перый раз слышу о безконтактном поджиге без осциллятора. Во всех TIG аппаратах осц. присутствует.
Не вижу ничего такого.
welderman, Давайте ссылку. Обсудим.
Не забываем, что есть аппараты МИГ/МАГ, ММА с функцией ТИГ и там нет осцилляторов, а только контактный поджиг.
Миротворец, безконтактный поджиг без осциллятора. Но ведь на самом деле есть аппараты с функцией TIG!
Хотя возможно осциллятора и нет, но есть какой нибудь возбудитель дуги который без разрядника, что то вроде УВК-7
ressirv,Независимо есть разрядник или нет, осциллятор вырабатывает ВВ импульсы от 4 до 7Кв. А иначе как дугу зажечь и УВК-7 не исключение. То, что Вы хотите еще не изобрели.
валера1963, я хочу зажигать дугу бесконтактным способом! Хотел купить УВК-7 но цена за предельная! Много инфы по RE165D вот думаю собрать.
ressirv,К RE-165D нужен ВВ фильтр и защитный конденсатор, без этих (прибамбасов) дугу не зажжете. На фото ВВ фильтр. А вообще этот осц. для транса с синхронизацией (для алюминия вообщем).
Прикрепленные изображения
ressirv,А какая разница в осцилляторе для инвертора и транса? Все эти (жуткие) устройства предназначены для поджига (стабилизации) дуги. Вот Вам схема (проще и надежней) не знаю. ПРС-251 (он же ТИР-251).
Прикрепленные изображения
Для инвертора можно осциллятор попроще, несинхронизированный. Для трансформатора для сварки люминя нужен синхронизированный - основная разница. Без разрядника осциллятор сложен, дорог, геморроен. Маломощный осциллятор плохо поджигает, особенно при длинных сварочных проводах.
Всем привет!Вот схемка осциллятора для инвертора,я его собирал для своего самодельного сварочного аппарата,нормально работает,может кому пригодится,дроссель на выходе обязателен,колечко К 45 с таким же количеством витков,нужны дополнительно кондёры,варистор,для защиты сварника.
Вдогонку,в инверторах используется просто Осциллятор,он поджог дугу и выключился,в трансформаторных Осциллятор - стабилизатор,он поджог дугу и её стабилизирует т.е.постоянно работает,им нужна правильное подключение к силовой части(синхронизация).
Прикрепленные файлы
Такое дело ребята, приобрёл я для себя в гараже поварить сварочный инвертор Сварог PRO MIG 200 Synergy, аппарат имеет дополнительные функции MMA и TIG сварки, но основная его работа это MIG, да и варю в основном кузова автомобилей, недавно приобрёл аргоновую горелку, баллон с аргоном и подключил к аппарату для проверки, настроек конечно для аргоновой сварки маловато, но работать можно, даже запаял медную трубку на газовом КГИ. Аппарат не имеет осциллятора и приходилось постоянно чиркать вольфрамовым электродом о поверхность детали, вот и назрел вопрос: Возможно ли приспособить осциллятор к этому аппарату самому? Собрать самодельный или лучше купить готовый, если готовый то какой фирмы и как его правильно подсоединить? Если кто сталкивался с подобной задачей расскажите пожалуйста как решали. Может вообще и заморачиваться не стоит с этим.
Доброго времени суток! Может кто подскажет? Нашёл в Китае вроде платка осциллятора готовая для какого то аппарата! Возможно ли её подключить к инвертору? Я так понимаю туда дроссель на один из выводов инвертора ( первичку) шинкой намотать и тонким проводом вторичку к осциллятору.
Осциллятор - это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150-500 кГц) и высокого напряжения (2000-6000 В), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Основное применение осцилляторы нашли при аргоно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами низкими ионизирующими свойствами покрытия.
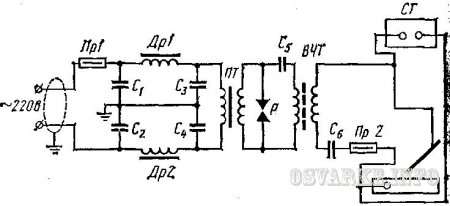
Рис. 110. Принципиальная электрическая схема осциллятора ОСПЗ-2
СТ - сварочный трансформатор, Пр1, Пр2 - предохранители, Др1, Др2 - дроссели, C1-С6 - конденсаторы, ПТ - повышающий трансформатор, ВЧТ - высокочастотный трансформатор, Р – разрядник
Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 110. Осциллятор состоит из колебательного контура (конденсатора С5, в качестве индукционной катушки используется подвижная обмотка трансформатора ВЧТ и разрядника Р и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленному зажиму выводной панели, другой - через конденсатор С6 и предохранитель Пр2 ко второму зажиму. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2.
Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 В.
При нормальной работе осциллятор равномерно потрескивает, за счет высокого напряжения происходит пробой зазора искрового разрядника, величина искрового зазора должна быть 1,5-2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных органах инспекции электросвязи. При эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе, кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара - зачистить их наждачной бумагой.
Осцилляторы, у которых первичное напряжение 65 В, подключать к вторичным зажимам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65-70 В.
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис. 111. Технические характеристики осцилляторов приведены в табл. 34.
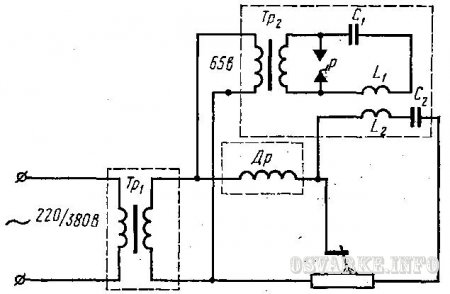
Рис. 111. Схема включения осцилляторов М-3 и ОС-1 в сварочную цепь:
Тр1 - трансформатор сварочный, Др - дроссель, Тр2 - повышающий трансформатор осциллятора, Р - разрядник, С1 - конденсатор контура, С2 - защитный конденсатор контура, L1 - катушка самоиндукции, L2 - катушка связи
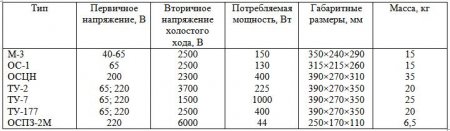
34. Технические характеристики осцилляторов
Импульсные возбудители дуги. Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40-50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители (с высокой стороны) подключаются параллельно к сети питания трансформатора (380 В), а на выходе - параллельно дуге. Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200-300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Разработанный институтом электросварки имени Е.О. Патона генератор импульсов ГИ-1 имеет мощность 100 Вт, его габариты 275×305×340 мм.
Стабилизатор сварочной дуги. Для повышения производительности ручной дуговой сварки и экономичного использования электроэнергии создан стабилизатор сварочной дуги СД-2. Стабилизатор поддерживает устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения. Стабилизатор расширяет технологические возможности сварочного трансформатора и позволяет выполнять сварку на переменном токе электродами УОНИ, ручную дуговую сварку неплавящимся электродом изделий из легированных сталей и алюминиевых сплавов.
Схема внешних электрических соединений стабилизатора показана на рис. 112, а, осциллограмма стабилизирующего импульса - на рис. 112,6.
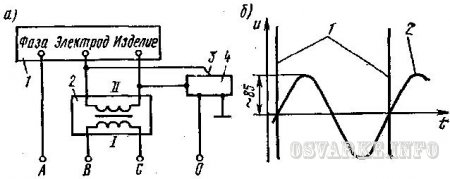
Рис. 112. Схема внешних электрических соединений стабилизатора и осциллограмма стабилизирующего импульса:
а - схема: 1 - стабилизатор, 2 - трансформатор сварочный, 3 - электрод, 4 – изделие;
б - осциллограмма: 1 - стабилизирующий импульс, 2 - напряжение на вторичной обмотке трансформатора
Устойчивое горение дуги обеспечивается подачей на дугу в начале каждой половины периода переменного напряжения сварочного трансформатора импульса напряжения прямой полярности, т. е. совпадающего с полярностью указанного напряжения.
Продолжительность работы ПР, % . 20
Напряжение холостого хода, В . 60
Напряжение номинальное, В . 25
Напряжение питающей сети, В . 380 или 220
Максимальный сварочный ток, А . 250
Номинальный первичный ток, А . 43
Коэффициент мощности при номинальном режиме, не менее . 0,55
Коэффициент полезного действия, % . 69
Частота следования стабилизирующих импульсов, Гц . 100
Балластные реостаты. Балластный реостат служит для ступенчатого регулирования величины сварочного тока. Он состоит из нескольких элементов сопротивления, изготовленных из константановой проволоки с высоким омическим сопротивлением и включенных в сварочную цепь с помощью рубильников.
Схема наиболее распространенного балластного реостата РБ-300 показана на рис. 114. Балластным реостатом РБ-300 сварочный ток регулируется в пределах от 15 до 300 А. Если для сварки требуется величина тока более 300 А, то следует включать параллельно два балластных реостата. При параллельном соединении двух реостатов сила тока увеличивается в два раза, т. е. для двух реостатов РБ-300 максимальный ток будет 600 А.
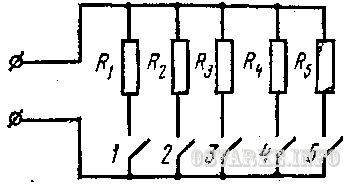
Рис. 114. Схема балластного реостата РБ-300:
R1-R5 - сопротивления, 1-5 - номера рубильников
Уважаемый посетитель, Вы прочитали статью "Осцилляторы", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Читайте также: