
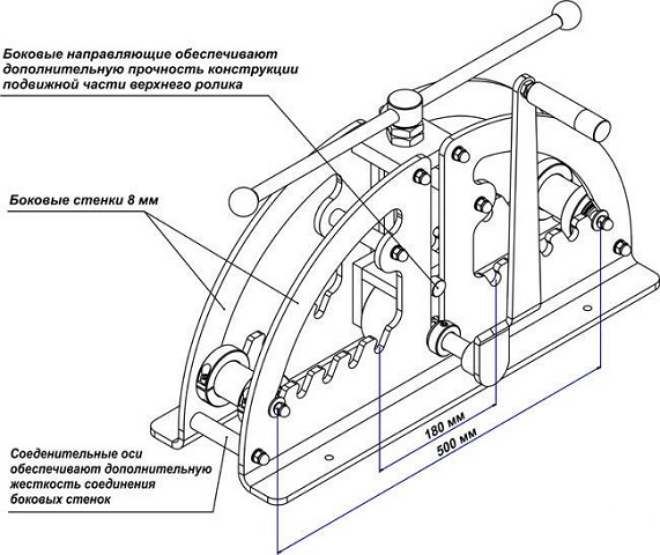
Как сделать спираль на токарном станке
Обновлено: 04.07.2024
Пример нарезания на токарном станке спирали Архимеда. Таблица набора гитары и режимов резания приведена на 2мин .
Сегодня я хотел бы рассказать о нарезки торцевой спиралей иначе называют архимедова спираль значит вот эти коробки .
Фемида вот спираль. К площадке к металлической я приварил шпильку шпильку толстую 14 миллиметров диаметром до ли .
Сегодня я покажу процесс нанесения волнистого узора на латунь при помощи токарного станка. Такой узор называется .
На новом токарном патроне очень туго вращалась спираль. Для устранения проблемы пришлось притереть с помощью .
В этом видео показано изготовление фланца из нержавеющей стали для трубы диаметром 32 мм, под сварку, на токарном .
Как из старого железа, валяющегося в гаражном хламе, изготовить фрезерное приспособление, позволяющее .
Ремонт токарного патрона Ф100 мм Этот токарный патрон (без шестерни-улитки) у меня валялся с 1997 года - вот теперь .
This video shows the process of processing an Archimedean spiral. The machining was designed using the ShopTurn software .
В данном ролике мы решили провести очередную проверку станка и узлов на прочность. Взяли стальной токарный патрон .
Изготовление пружин на токарном станке по металлу. Навивка пружин на токарном станке по металлу. Навивка колец на .
Спиральки это будет вставляться вот в эти отверстия и чтобы вода не брызгал как essie колки вот она поэты спираль будет .
На основе комментария от одного из зрителей. Пришла идея по изготовлению адаптора для моей вертушки. Который .
Показано, как сделать пружину любой длины, как навить бесконечную пружину . Приглашаю посмотреть плейлист .
Интересующимся исключительно процессом нарезания спиралей на токарном станке, при помощи вращающейся .


При помощи приспособления улитки для холодной ковки, можно своими руками изготавливать фигурные и красивые металлические детали. Самодельный станок улитка собирается довольно просто, потому изготовить его сможет любой домашний мастер, даже при малых навыках в этой работе.
В статье мы рассмотрим преимущества холодной ковки, а также расскажем, как самостоятельно изготовить инструмент для работы – шаблон, чертежи, фотографии и видео смогут помочь вам в работе, и в результате вы сможете собрать простое и полезное приспособление для работы с металлом.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
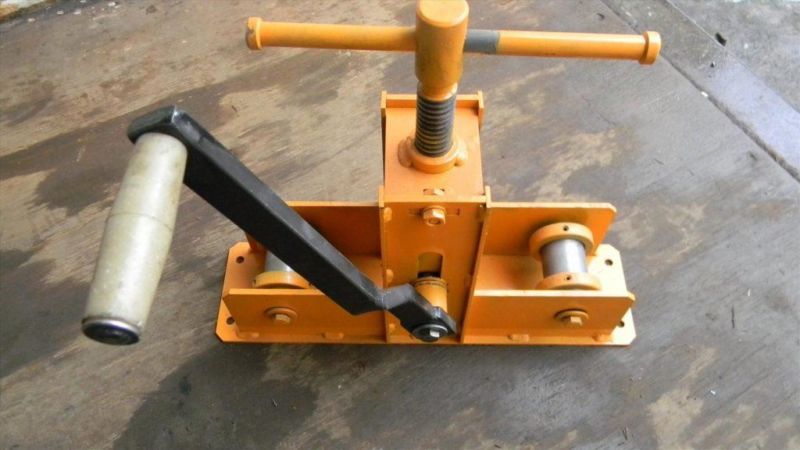
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Видео: станок для художественной ковки своими руками просто
Процесс холодной ковки

С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

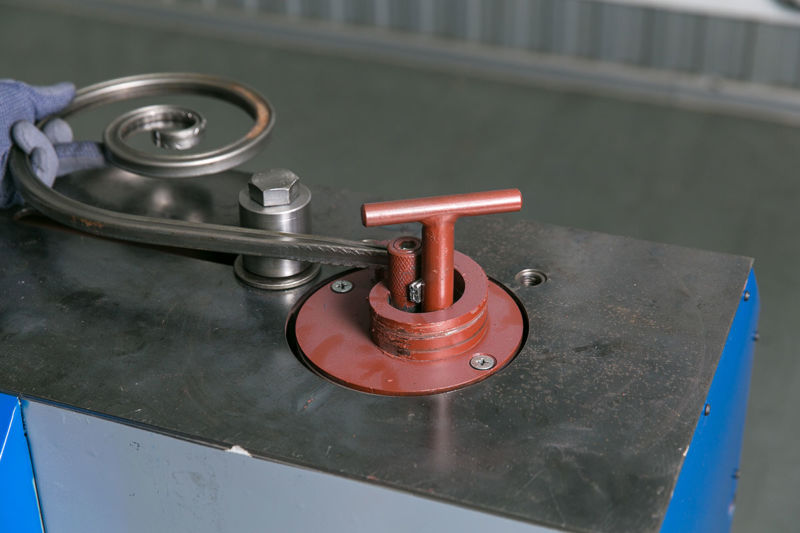
Изготовление простой улитки своими руками
Изготавливается она так:
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.

Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.

Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:

Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.

По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.

Кому-то более привлекательным покажется такое исполнение – с цельной полосой.

Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.

Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.


Цена вопроса

Если вы хотите использовать улитку в качестве инструмента для вашего хобби, то необходимо учитывать, что, хотя непосредственно конструкция вам дорого не обойдется (она не нуждается в каких-то специфических инструментах и деталях), определенные расходы холодная ковка все же подразумевает.
Так как, вам будет необходимо потратиться непосредственно на материалы, которые вы в дальнейшем будете использовать. И чем габаритней предполагается изделие, тем больше количество денег вам нужно будет потратить. Для того чтобы оценить затраты, все время создавайте предварительный чертеж изделия, который отображает реальные его габариты. К примеру, чтобы изготовить среднюю подставку под цветы, вам будет необходимо потратить на прутья не меньше 3 000 рублей. Какое количество материала будут требовать более сложные изделия – вы можете посчитать самостоятельно.
Цена будет зависеть и от сложности изделия, которое вы планируете создавать при помощи улитки – чем больше в нем будет сложных элементов, тем дороже вам выйдет конструкция.
На инструменты непосредственно для самого станка вам не нужно будет тратить много денег, но, если до этого вы никогда не занимались сборкой подобных конструкций, то желательно приобрести для нее готовую оснастку – в данном случае станок будет служить вам гораздо дольше, а работать на нем будет значительно проще.
На финишную обработку после ковки также могут понадобиться определенные средства – как минимум, вам нужно будет приобрести краску и грунтовку, для того чтобы придать изделию привлекательный и завершенный вид.
Невзирая на эти затраты, холодная ковка, при помощи улитки, по-прежнему является самым популярным и доступным способом для обработки металла, заниматься этой работой можно, как для своих нужд, так и на профессиональной уровне, но в данном случае вам со временем может быть необходим более мощный станок.
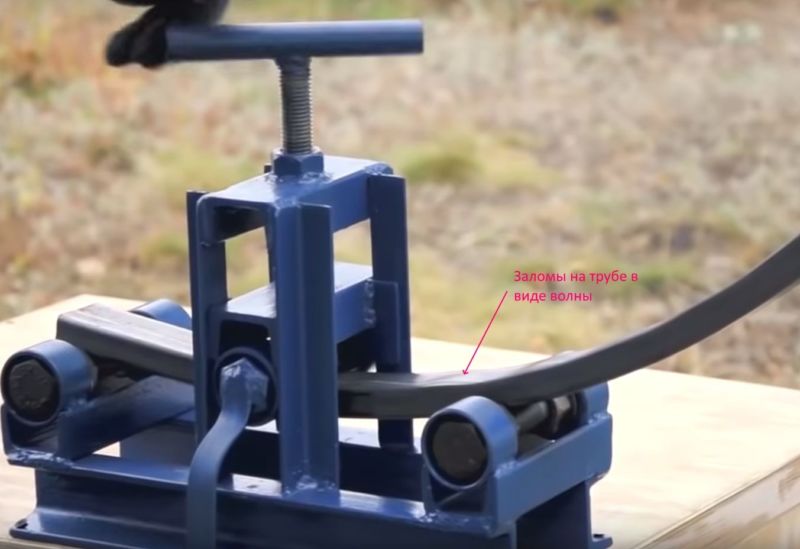
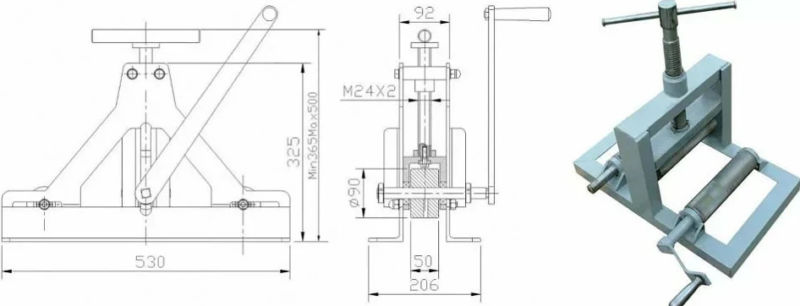
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
В мире достаточно много уже придумано инструментов, станков и техники. В любом случае все пользуется огромной популярностью. Для облегчения работы, так же придумали и такой станок как профилегиб. Из этого инструмента можно сделать теплицу, мебель. Данная конструкция очень нужна в обиходе. В мастерских, да и на крупных производствах. Только стоит выбор в данных станках, какой же выбрать. Есть три вида станков, у каждого есть свои размеры, свои тонкости. Так же разное обслуживание и, конечно же, разница в цене. Сейчас и узнаем, какой станок, и для каких нужд подойдет.
Назначение профилегиба
Для чего нужно данное устройство? А ее использование помогает изогнуть профиль, так чтобы получалась полукруглая, или круглая форма, или же волна. Так же с помощью станка можно согнуть профиль в углы с разными градусами, что облегчает работу и экономит много времени. Любой изгиб, который понадобится вам для работы, можно исполнить с помощью станка.
Его очень просто сделать, если нет возможности купить готовый, и очень просто пользоваться. Профиль используется металлический, разных размеров.

Благодаря такому инструменту можно выполнить много работ, например:
- сгибать швеллеры;
- создавать уголки;
- изгибать металлический профиль, который имеет квадратную или прямоугольную форму;
- создает изогнутый вид, любых металлов.




Данный прибор воспроизведен так, что позволяет сгибать металл и частями и целиком.
Огромный плюс данного прибора в том, что при сгибании профиля не нужно его нагревать, так же изгиб может быть как на 45 градусов, так и на 90 градусов, и даже на 360 градусов.

С помощью данной конструкции можно делать одинаковые градусы углов или разные.

Профиль после обработки станка можно увидеть как открытый, так и закрытый, в виде спиралей. Так же есть возможность сделать круги, разных размеров, от самых маленьких, до самых больших, что позволяет длина самого профиля.
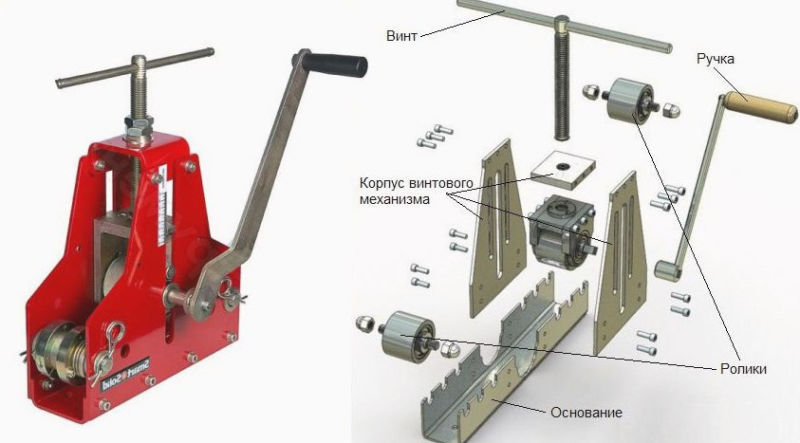
Материалы и инструменты для работы
Чтобы сделать такой станок как профилегиб, понадобятся инструменты.

- швеллер, а так же маленькие куски металла;
- 1 ролик и 2 валика;
- подшипники;
- переключатель в виде рычага или ручки, для переключения;
- 4 кольца с ограничением;
- цепь с ограничителем привода и несколько звездочек;
- гайки вида М8;
- винт для регулировки;
- несколько пружин;
- болты.





Для создания электрического станка потребуется:
- двигатель, располагающий мощностью 1500Вт;
- редуктор;
- трубы размеров 7 миллиметров.

И к этому списку прибавим первый список, для сборки ручного вида.
Конструкция профилегибочного станка
Выяснилось, что профилегибочный станок ручного использования очень просто сделать самим. Он является нужной вещью во многих мастерских. Станок, который самим можно собрать помогает изогнуть профиль, небольшого размера, собрать теплицу, или изготовить что – то новое.

Чтобы сделать такой станок, нужно прийти к единому мнению, как он должен выглядеть, и нарисовать простейшую схему, его создания. Есть несколько видов конструкций.
Первая конструкция – это станок, который может гнуть металлический профиль до 20 миллиметров. Конструкция его простая, что позволяет быстро собрать такой станок, и приступить к работам.
Состоит такой станок из основания, который делают из бетона, и пока он не застыл, вставляют в него штыри, чтобы те, в свое очередь, не шевелились, а были крепко установлены. Между получившимися штырями и можно загибать профиль.

Рассмотрим, как его собирают по шагам: нужно подготовить землю, размер земли не большой. В подготовленную землю, засыпаем щебнем и ровняем.
Закрепляем трубы, размер данных труб должна быть не меньше 70 миллиметров. Трубы закрепляют так, что бы с основанием представляли собой угол в 90 градусов. И между этими трубами расстояние не больше 5 сантиметров.

После выполнения всех пунктов, заливаем бетонную смесь. Застывания такой конструкции составляет 3 дня, после этого им можно пользоваться. Такая конструкция сгибает как металлические профиля, так и материал из нержавеющей стали.

Вторая конструкция – это станок, который может гнуть металлический профиль более 20 миллиметров. Она делается немного сложнее, чем первая конструкция.
Чтобы сделать данный станок, так же нужно залить основание из бетона. Но вместо штырей, использовать круглые прутья, количество их составляет две единицы. На данных прутьях будут крепиться ролики, с помощью которых и будет происходить сгибание профиля. Ролики устанавливаются таким размером, каким будут сгибаться профиль.
Используют данную конструкцию просто. Между роликами располагают трубу, одну сторону этой трубы закрепляют, вторую сторону крепят к веревке, которая помогает изгибать трубу.


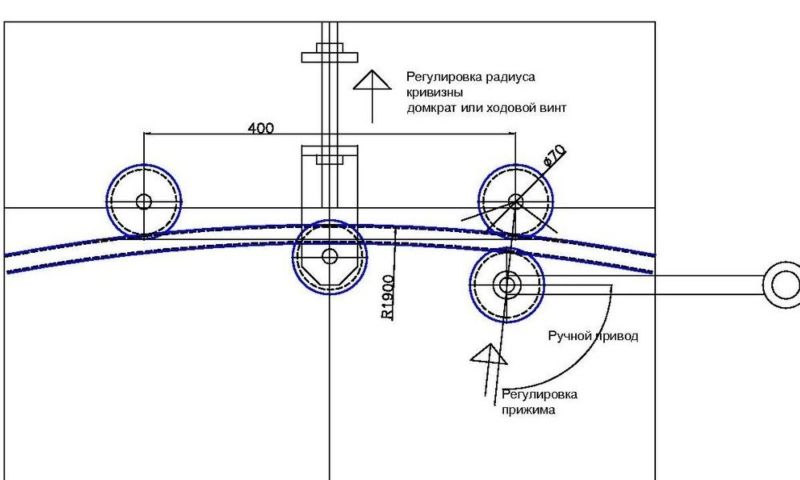
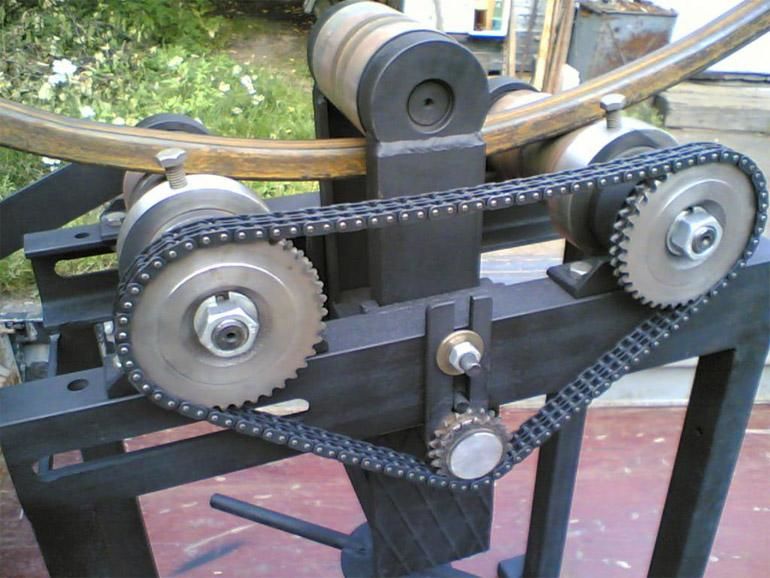
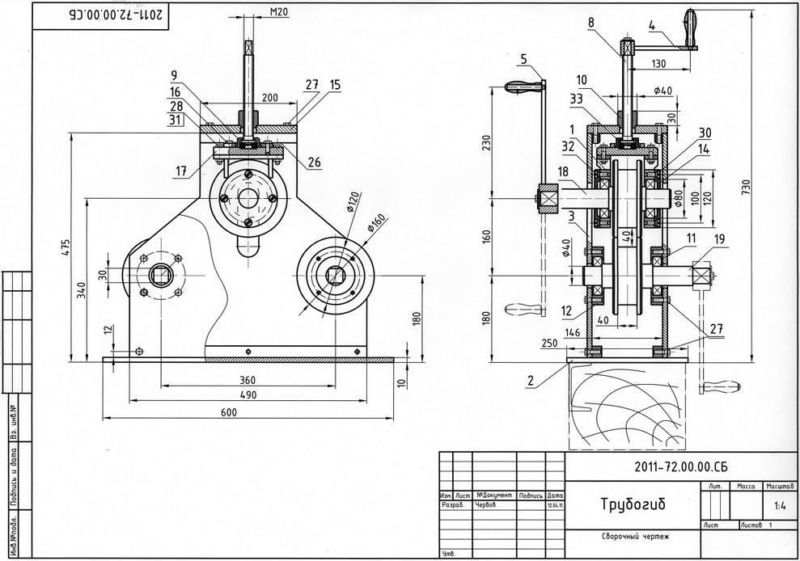
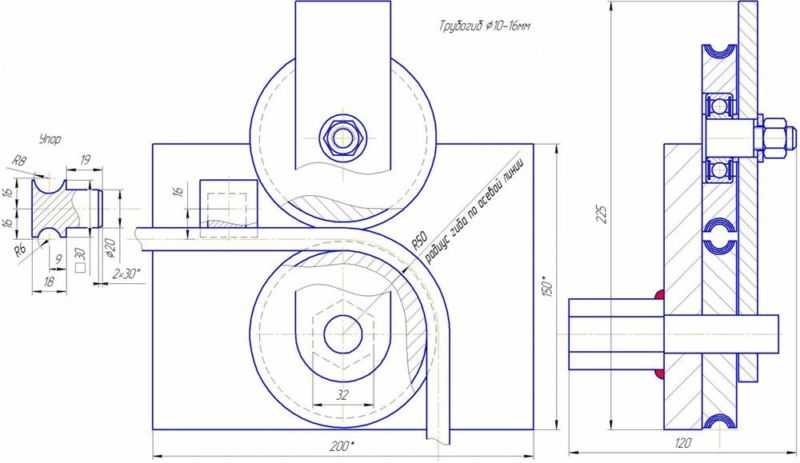
Профилегиб своими руками: размеры и чертежи
Чтобы сделать нужный станок, понадобиться чертежи и нужные размеры. Рассмотрим один чертеж, по которому можно собрать профилегиб. С помощью его можно изогнуть профиль квадратного или прямоугольного вида.

Простой станок с роликами
Для его изготовления понадобиться три ролика, один ролик рабочий, с помощью его гнут профиль, а два служат для крепости конструкции.
Чтобы добиться тех размеров сгиба, которые вам нужны, на данном станке сгибают постепенно, пока размеры не совпадут.

После того как аппарат будет собран, лучше выделить профиль для пробы, чтобы привыкнуть к его работе.

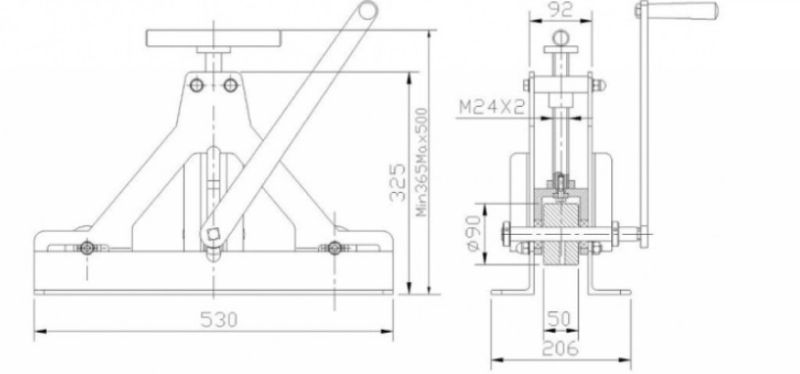
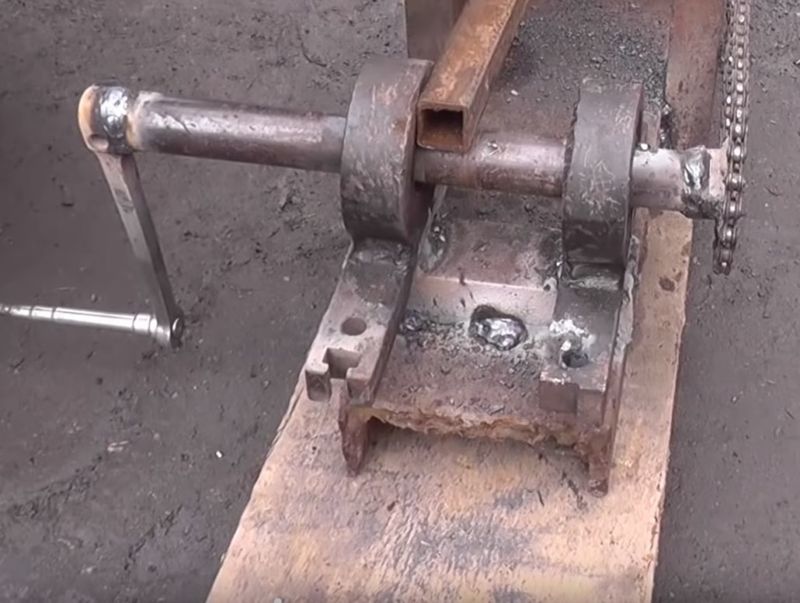
Простой ручной
Данная конструкция знаменита тем, что является доступной по ценовой категории, размер преимущественно небольшой, и легкая в использовании.
Чаще всего у людей встречаются именно ручные станки, их используют для сгибания профиля с небольшими размерами. Применяется как в мастерских, так и в гаражах.
Но есть и минусы ручного инструмента. Если вам нужно сделать какой – то изгиб по чертежу, то данный инструмент не сможет вам помочь. Еще один минус данной конструкции – это физическая сила, которую вам нужно будет применить, для сгибания профиля.
Зато есть один значимый плюс, это его ценовая категория. Своей ценой обходит и механические и электрические станки.






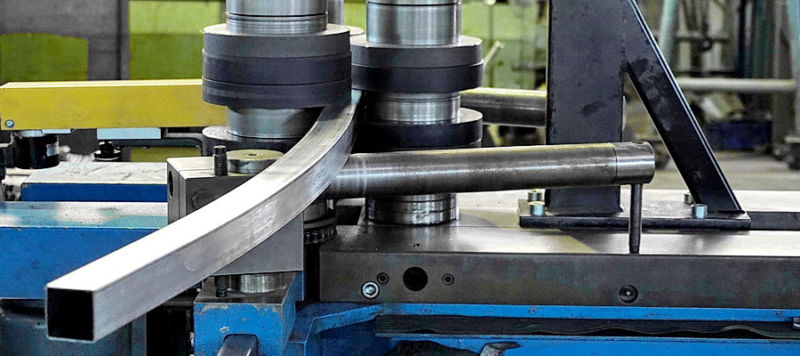
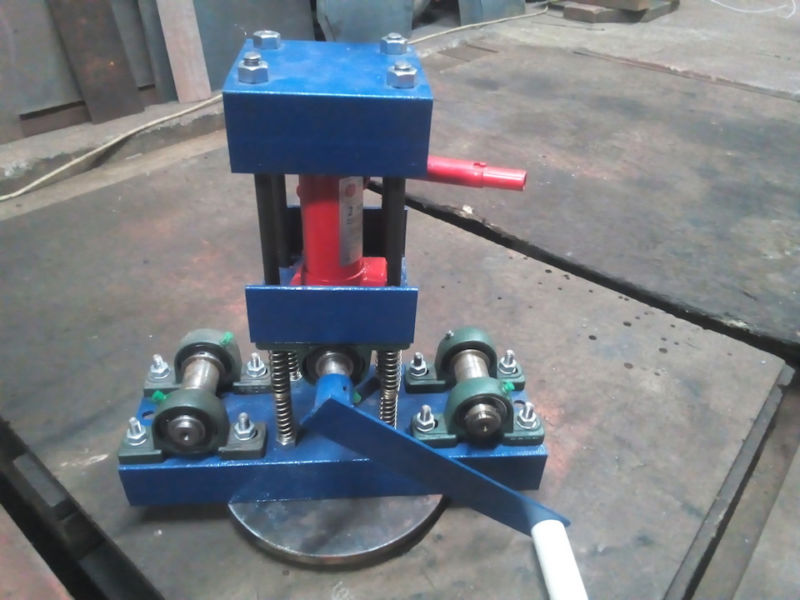
Механизированный
Гидравлический или механизированный станок используется уже на производствах. Является мощнее всех представленных станков. При использовании можно сгибать металлический профиль с разными размерами и неограниченное количество. Не переносной, а стационарный.
Управлять таким станком достаточно просто, да и сил нужно тратить значительно меньше, в отличие от ручного. Но цена выше, и используется только при соединении с электрической сетью.

Так же если ручной или электрический станок можно сделать своими руками, то данный вид не получится собрать, так как конструкция аппарата достаточно сложная.

Электрический станок
Данный вид станка имеет меньшие размеры, по сравнению с механическими. Но все равно не является переносным.

С помощью данного станка можно сгибать профиль так точно, что любой чертеж будет выполнен идеально. Да и места сгибов будут достаточно прочные.

Изгибает металлический профиль с небольшими размерами. Используется в небольших мастерских.

Профилегиб без токарных работ
Если у вас имеется достаточно инструментов, то станок можно выполнить и без токарных работ. Для этого вам нужно приобрести алюминиевый двутавр.

Чтобы согнуть тот или иной профиль, с разными размерами, понадобится простые инструменты, точнее станок, который называется – профилегиб. С его помощью легко выполнить работу.
Благодаря разновидности, можно его сделать самим, или купить в магазине. По цене тоже есть существенная разница, такая, что есть возможность его приобрести у каждого человека. Использовать на производстве или просто в мастерской, для постоянных работ, или несколько раз загнуть трубу, все это не важно, когда есть выбор таких станков.

23.11.12 11:11
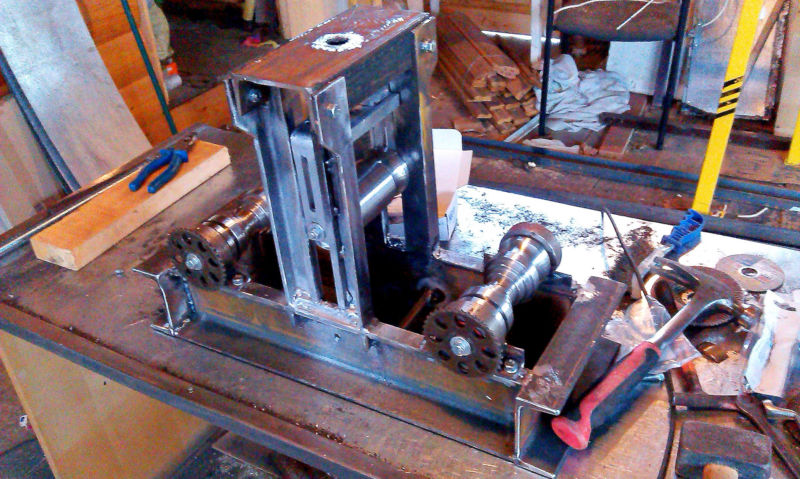
Приспособление для навивки спирали шнека
Доброе время суток, выставляю на продажу приспособление для навивки спирали шнека диаметром 135 на трубу 76. Заготовка - полоса горячекатанная 5х30 длиной 6 метров, навивка производится "на холодную" на станке 1М63 (меньший не потянет). Собственноручно на приспособлении сделаны спирали на 30 метров шнеков. В комплект входит - само приспособление и оправка, закрепляемая в патрон станка. На фотографиях показан конечный продукт - комплект витков, плотно прижатых к друг другу, в дальнейшем, витки растягиваются по трубе и привариваются. По изготовлению шнека: "маму" покупал, "папу" изготавливал сам, несущая труба - 76х5 бесшовная. Одна 6-метровая полоса прогоняется на приспособлении за 10 минут, по длине её хватит на шнек длиной 1,8 метра (я делал метровые). Цена комплекта 12 т.р. При покупке объясню порядок работы и "тонкости" технологии.

23.11.12 11:17
Прикольно, жаль у меня станка нет.
А где продают папы-мамы?
23.11.12 20:07
Можно воспользоваться станком знакомых, приспособление устанавливается вместо малого поперечного суппорта с резцедержкой, оправка закрепляется в патрон. Телефон 89159бб993б, территориально нахожусь в Ярославской обл.
1К62 видимо слабоват будет
а такой "кондуктор" только 135 диаметр вьёт?
23.11.12 23:40
1К62 не пройдет в первую очередь по высоте центров, ну и по мощности тоже наверное не пройдет - все таки лента "на ребро" вальцуется. Возможность навивки большего диаметра шнека ограничена высотой центров станка, для данного комплекта, при работе на 1м63 135 шнек предельный, изготовить шнек меньшего диаметра - без проблем, при этом надо изготовить новую оправку и новую регулировочную втулку, для перехода на другой размер ленты дополнительно надо изготовить новый рабочий диск.
А сколько будет стоить уже навитая полоса? Штук 20-30?
24.11.12 14:39
Станок, на котором вились полосы уже продан.
спасибо, Митричч, за подробный ответ.
19.07.13 21:37
В продаже. могу продать документацию на приспособление.
20.07.13 21:39
26.07.13 10:50
Здраствуйте.Приспособление еще продается?
26.07.13 12:02
04.08.13 03:04
Здраствуйте.Как оплатить?Как получить?До Хабаровска.
04.08.13 09:05
По оплате - могу скинуть номер пластиковой карты, доставка - самый доступный вариант, наверное, ЖелДорЭкспедиция.
04.08.13 12:52
13.08.13 19:59
Документация содержит: комплект отсканированных чертежей, пояснительная записка на 5 листах, 3 видеоролика.
17.09.13 09:09
06.12.13 23:27
Приспособление продано. Предложение по документации действительно. Могу изготовить приспособление на заказ, подробности по телефону.
07.12.13 13:27
документация, чего стоит, в личку,
29.03.14 23:55
Митричч Пишет:
-------------------------------------------------------
> 1К62 не пройдет в первую
> очередь по высоте центров,
> ну и по мощности тоже
> наверное не пройдет - все
> таки лента "на ребро"
> вальцуется. Возможность
> навивки большего диаметра
> шнека ограничена высотой
> центров станка, для данного
> комплекта, при работе на 1м63
> 135 шнек предельный,
> изготовить шнек меньшего
> диаметра - без проблем, при
> этом надо изготовить новую
> оправку и новую
> регулировочную втулку, для
> перехода на другой размер
> ленты дополнительно надо
> изготовить новый рабочий
> диск.
Здравствуйте. Заинтересовала Ваша приспособа, но есть вопросы.
Мощность двигателей 1м63 и 1к62 отличается на 2 кВт. По паспортам, максимальный диаметр обработки на 1м63 350 на суппортом 630 над станиной, у 1к62 -224 и 435, у 1к625 - 290 и 500.
135ый шнек на 1к625 получится изготовить? Или какой будет максимальный диаметр шнека на 1к625?
Правильно понимаю, что сначала полоса вьётся на ребро на оправке, а потом растягивается в станке на трубу шнека? И операции эти друг от друга не зависят? Т.е., вить можно на одном станке, растягивать на шнек - на другом?
Читайте также: