
Как сделать соединение
Обновлено: 07.07.2024
Если мы хотим сделать шкатулку с красивыми и прочными углами, или любой другой ящик, то ящичное соединение шип-паз самое то, что нам нужно! Давайте попробуем сделать самым простым способом, используя только фрезер!
Вот, что получилось в итоге:
Для начало нам надо измерить толщину щита (доски) на которой будем делать соединения, что бы понять на какую глубину нужно опустить фрезер.
У меня получилось 9 мм. Нужно выставить 0 на фрезере (установит фрезу, и на ровной поверхности опустить до упора вниз). Следующим шагом на линейке выставим наши заветные 9 мм.
Опустим фрезер на зафиксированную глубину и зафиксируем его струбцинами к столу. Кнопку пуска фрезера я зафиксировал с помощью пластикового хомута, так как руки у меня заняты. Обязательно проверяем фиксацию на прочность, у моей модели обратная сторона фрезера плоская и его без проблем можно перевернуть и зафиксировать на столе, если ваша модель этого не позволяет, ни в коем случае не делайте. Не забываем про технику безопасности при работе с ручным фрезером . Прикручиваем некое подобие параллельного упора (ага снова струбцинами) и на ненужном кусочке дерева делаем тестовый прогон. Он нам нужен, что бы понять какую ширину вырежет пазовая фреза.
В дело снова идет штангенциркуль, замеряем паз сделанный фрезером. У меня получилось 17,6 мм (точность тут очень важная, если вы не знаете как мерять десятые миллиметра штангенциркулем, то вам сюда ). Нам нужно сделать два параллельных упора равных ширине паза. Я буду использовать циркулярную пилу, вы можете использовать например электролобзик и ровненько отпилить с помощью упора или встроенной линейки. Для этого к полученным 17,6 мм я прибавил ширину пильного диска 2,6 и выставил пилу на 20,2 от обратного края пильного диска. Я прибавил 2,6 мм, так как штангенциркулем удобно мерять с дальней стороны диска.
Ну и отрезаем параллельный упор с нужной нам шириной. Кстати всем тем, кто ловил меня пару раз на не соблюдении ТБ, видите я руками в циркулярку не лезу =)
Теперь ставим два параллельных упора рядышком, второй нам нужен, что бы отмерять ширину (отпиленную на циркулярке заготовку я распилил пополам, и получил два упора).
При создании любой конструкции всегда разрабатывают методы крепления, способные обеспечить надёжность, возможность длительной эксплуатации и аккуратный внешний вид. Для решения этих задач в деревянных изделиях применяют так называемое шиповое соединение. Основным принципом крепления двух деталей является создание в одной детали шипов, а в другой пазов (проушин), в которые они вставляются. Используя столярные инструменты, обрабатывают обе детали с точным соблюдением геометрических размеров. Это обеспечивает надёжное зацепление, особенно если в качестве материала применяется фанера. После этого изделие можно использовать без применения дополнительных скрепляющих элементов. Однако для повышения надёжности применяют столярный клей или дополнительные крепёжные элементы.

Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины. С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков. Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
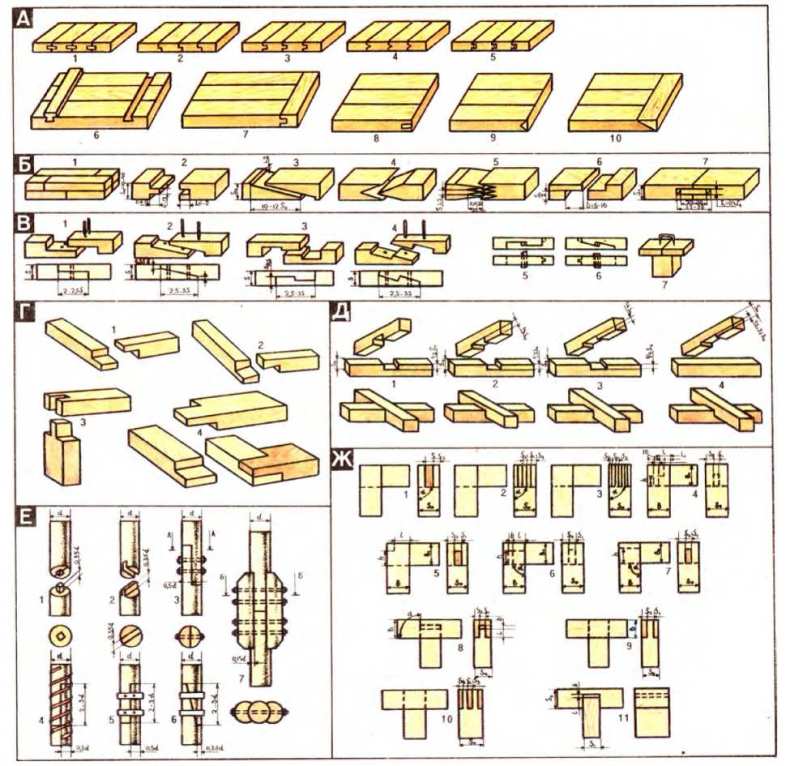
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
ГОСТ 9330-76 Основные соединения деталей из древесины и древесных материалов. Типы и размеры
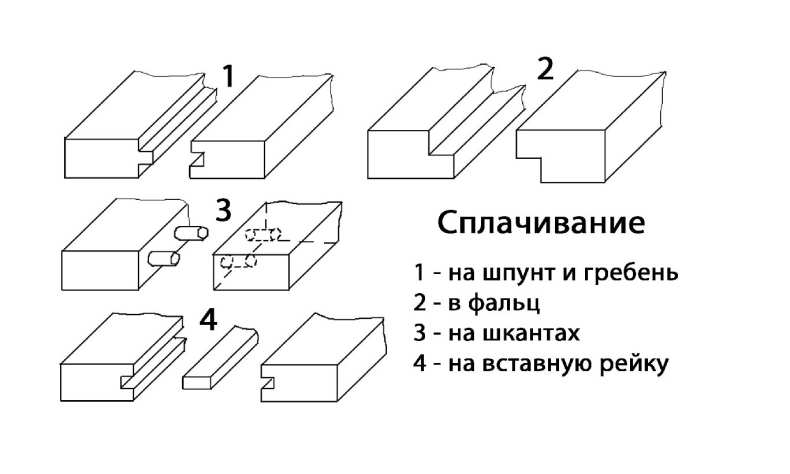
Согласно этому стандарту все соединения подразделяются на следующие категории:

Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов. Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента. Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.

Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками. Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент. Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.

Двойной шип
Для соединения особенно широких деталей используют двойной шип, который, с одной стороны, обеспечивает соединению необходимую стабильность, с другой — меньше, чем шип в полную ширину, ослабляет боковую деталь. Для такого соединения вырезают сначала один шип на всю ширину детали. Затем делят его на три части и лучковой пилой удаляют среднюю часть. Только после этого в соседней детали намечают контуры пазов. Выполняют их, как обычно, — дрелью и стамеской.
Двойной шип придает устойчивость конструкции и делает соединение особенно надежным. В соседней детали вырезают два паза.
Разметка и изготовление шипа
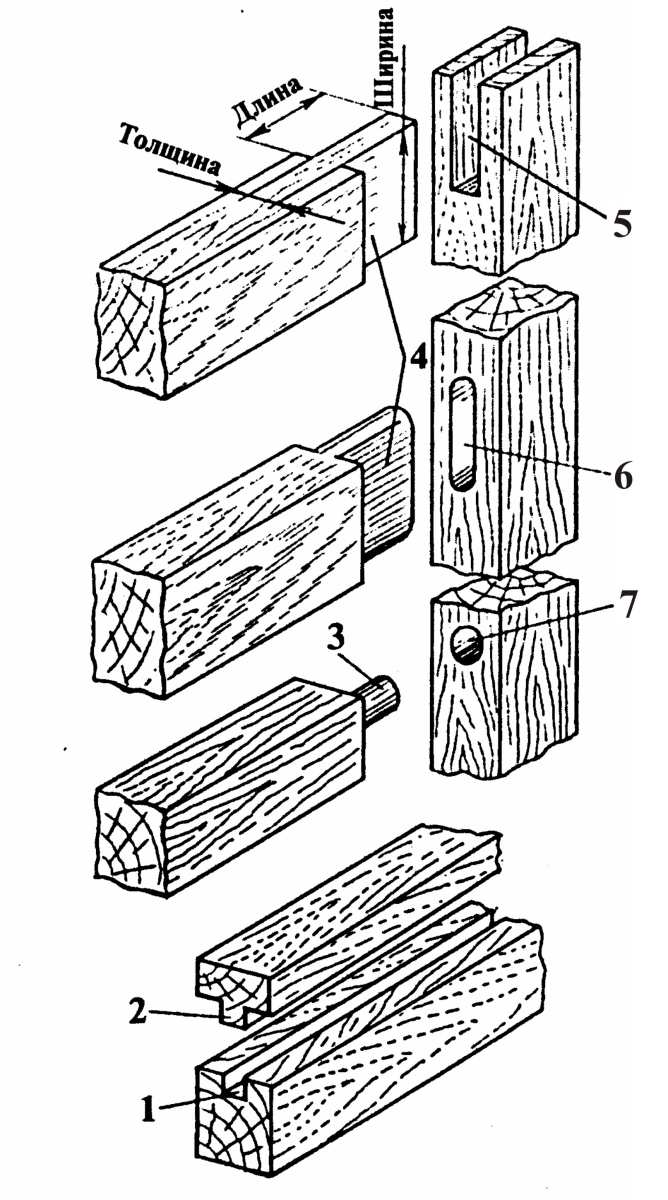
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное. Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом. Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение. Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Основными этапами изготовления шипа являются:
- разметка будущего шипа (горизонтальная и вертикальная);
- подготовка инструмента;
- выпиливание;
- зачистка стенок;
- подгонка.

Разметка мест необходимых распилов производится с помощью измерительных инструментов в обеих плоскостях. Выбор инструмента для распила зависит от возможностей изготовителя. На деревообрабатывающих предприятиях эту операцию производят на специальных станках. Если планируется изготовить шип своими руками, применяют обыкновенные пилы. Наиболее подходящими считаются: лучковая пила или ножовка. После изготовления шипа производится зачистка его поверхности. Она осуществляется при помощи напильников и наждачной бумаги. Далее вставной шип подгоняют под заготовленный паз. После завершения этой операции производится его окончательная фиксация.




Толщину шипа в угловых соединениях обычно принимают из расчета: для одношиповых соединений — от 1/3 до 3/7 толщины бруска, для двухшиповых — от 1/5 до 2/9, для трехшиповых — обычно 1/7 толщины бруска. Ширина проушин должна быть такой, чтобы шипы с небольшим усилием входили в проушины.
Заплечики должны быть одинаковыми и равняться 2/7—1/3 одинарного шипа и 1/6—1/5 толщины бруска двойного шипа.
Гнездо для глухого шипа должно быть на 2—3мм больше длины шипа. Это необходимо для подготовки соединения и для стекания туда излишков клея. Шипы выполняют у горизонтальных брусков, проушины — у вертикальных. Кроме того, в зависимости от толщины и длины деталей применяют и вставные шипы цилиндрической или прямоугольной формы толщиной 8—15мм и длиной 60—120мм.
Шиповую вязку следует выполнять так, чтобы шипы и проушины соединялись с соответствующей плотностью без дополнительной подчистки стамеской. Толщина шипа должна быть такой, чтобы он с небольшим усилием входил в проушину. Но чрезмерно толстый шип только расколет деталь. Когда шип тоньше проушины или гнезда, то соединение получается слабое. Иногда такой шип обматывают тонкой прочной бумагой или бинтом на клею, что увеличивает прочность соединения.
Шиповые соединения выполняют в такой последовательности.
Точно по размеру строгают бруски квадратной или прямоугольной формы. Все стороны брусков проверяют угольником. Затем размечают шипы: при помощи гребенки проводят риски на двух противоположных сторонах бруска (рис. 17, г). Для разметки шипов можно использовать и рейсмус. Он более универсален. Но гребенка более производительна и удобна — с ней риски проводят за один раз, а брусочки рейсмуса приходится переставлять для каждой риски отдельно.
Расположение шипов и пазов должно быть равномерным по всей ширине деталей. Крайние шипы могут быть чуть шире или уже, но все остальные шипы и пазы должны быть одинаковыми.
Поскольку длину шипа берут равной толщине бруска, то, кроме продольных, надо провести еще и горизонтальные (поперечные) риски по угольнику, ограничивая эту длину.
На брусках с проушинами также проводят риски, ограничивая их высоту, которая должна равняться ширине шипа. Участки, которые предстоит удалить, помечают штриховкой, чтобы вести пилу в пределах ненужного фрагмента древесины и ничего не перепутать при работе стамеской.
После разметки пласти следует перенести контуры шипов и пазов на торцевую сторону доски. В зависимости от вида древесины может оказаться полезным или даже необходимым забеливание торцевой стороны доски мелом: на белом фоне разметка будет виднее.

Размеченные заготовки закрепляют в верстаке таким образом, чтобы параллельные линии реза были вертикальными, и приступают к запиловке шипов и проушин. Чистота распила зависит от пилы. Она должна быть острой, с мелкими, одинаково разведенными зубьями. При этом полотно пилы должно находиться сбоку от риски, линия которой остается нетронутой. Во время запиливания шипов пила должна идти с их наружной стороны, а у проушины — с внутренней (рис. 17, д). После пропиливания остается темная полоса пропила (рис. 17, е).
Вначале делают запил, то есть углубляют полотно пилы на 2—3мм в толщину древесины. Для этого полотно пилы ставят сбоку от риски и прижимают к ней ноготь большого пальца левой руки. Пилу сначала ведут на себя, делая запил, при котором зубья пилы слегка врезаются в дерево (рис. 17, ж). Затем пилу короткими движениями ведут вперед, постепенно углубляя ее в древесину на 2—3мм. По мере углубления инструмента пиление выполняют на полный размах. Пилить следует без нажима на пилу, иначе она уклоняется от своего направления (особенно лучковая). Правильный распил без перекоса должен быть с обеих сторон шипа или проушины.
Выполнив все пропилы, у шиповых деталей спиливают щечки (рис. 17, з), при этом линия пропила должна быть перпендикулярна пласти или со скосом вовнутрь, а не наоборот. У двойных шипов древесину выдалбливают в середине между двумя шипами, у тройных — два раза между тремя шипами. У проушинных деталей выполняют только долбление. Долбить древесину следует по рискам у гнезд и по линиям пропила у шипов и проушин. Для сквозных гнезд разметку наносят с обеих сторон детали, для глухих — с одной.
Обработку пазов стамеской начинайте, не затрагивая торца детали: так вы избежите ее расщепления. Кроме того, мягкое дерево при обработке стамеской может расколоться в том месте, где проходят годичные кольца. Чтобы этого избежать, надо сделать дополнительно несколько пропилов. В этом случае если дерево и расколется, то между двумя соседними пропилами, а не на всю ширину паза.
Деталь должна быть хорошо закреплена, а под нее кладут деревянную подкладку, чтобы не портить верстак. Долото или стамеску следует подобрать такой ширины, чтобы она была на несколько миллиметров уже паза или гнезда.
Долбление выполняют за два приема. Сначала инструмент ставят так, чтобы лезвие отстояло от линии разметки на 2—3мм и не срезало ее. Фаску обращают внутрь гнезда, а инструмент держат вертикально, чтобы древесина не смялась. Более точно направлять стамеску может помочь еще одна доска, закрепленная поверх детали так, что ее край проходит по линии разметки. Легкими ударами киянки долото углубляют в древесину. Слегка покачивая инструмент, выбрасывают часть стружки и продолжают работу. Чтобы подрубленная древесина легче вынималась и не ломался инструмент, стружку снимают толщиной не более 5мм.
При долблении сквозных гнезд выбирают часть древесины до половины толщины заготовки, затем ее переворачивают, снова закрепляют и приступают к долблению с обратной стороны. Такой способ позволяет избежать растрескивания доски, а также неточностей в обработке пазов.
После сквозного прохода приступают к подрезке оставшейся древесины. Стамеска при этом должна быть очень острой. Ставят ее по риске и срезают излишки древесины, одновременно зачищая все шероховатости.
Вышеописанную методику можно немного изменить. Вначале по краям будущей проушины сверлят два отверстия диаметром чуть меньше толщины шипа или высверливают массив древесины по всей площади гнезда. Затем стамеской выбирают и вычищают всю проушину.
При сверлении древесины центр отверстия желательно наколоть шилом; ось вращения сверла должна совпадать с осью отверстия. Чтобы избежать образования сколов или отщепов, под деталь необходимо подложить обрезок доски, а в конце сверления ослабить нажим на сверло. При изготовлении нескольких одинаковых деталей, имеющих сквозные отверстия, целесообразно сверлить детали, сложенные в пачку.
Готовые детали сначала соединяют без клея, отмечают нестыковки и подчищают до тех пор, пока они не станут плотно примыкать друг к другу. Чем точнее стыковка деталей, тем лучше их схватит клей. В первую очередь надо обратить внимание на прямоугольность соединения. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце можно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны будет выглядеть неаккуратно.
После исправления всех недочетов соединение можно собрать окончательно или склеить.
Сэкономить много времени при изготовлении прямых и клиновидных шипов и пазов под них поможет фрезер с пазовой или специальной фрезой и гребнеобразный металлический шаблон (рис. 19). Паз получается за один проход фрезы и к тому же намного точнее, чем паз, изготовленный обычной пилой и долотом. Тем не менее рекомендуется проверить выбранные параметры на ненужной доске, прежде чем переходить к обработке деталей.
Шипы обоих видов вырезают фрезером на соединяемых деталях за один прием. В гребенчатом шаблоне их закрепляют так, чтобы кромки были взаимно смещены в обе стороны на ширину шипа. При формировании прямых шипов обе доски закрепляют параллельно и вертикально, а клиновидных шипов — одну доску вертикально, вторую — под прямым углом к ней. Направление работы по гребенчатому шаблону — слева направо.
Направляющий ролик не дает фрезерной машинке выйти из колеи. При этом фреза самостоятельно держит дистанцию, не касаясь краев шаблона. Распределение шипов и пазов в таком соединении зависит от размеров используемой фрезы.
Далее
Вернуться к оглавлению











Чем и как подгоняют шипы и проушины
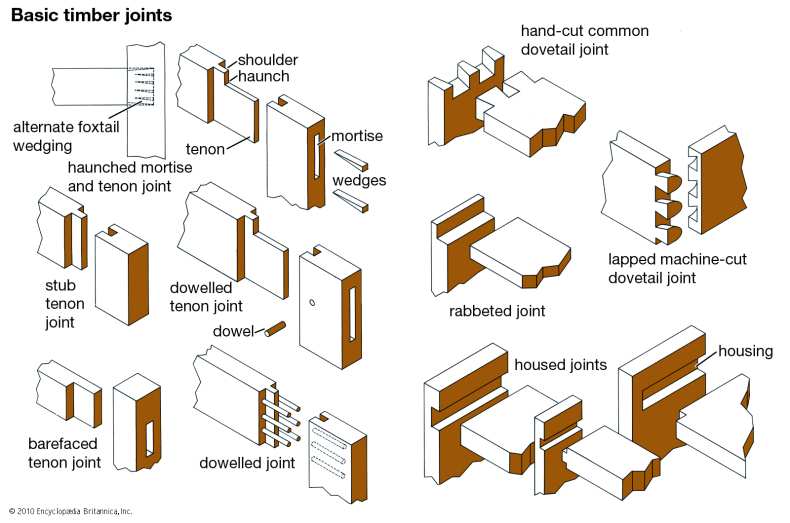
Как сделать шип так, чтобы такое соединение было качественным и служило долго. Появление шипа считается одним из ключевых моментов в истории развития столярного ремесла. Говорят, что настоящий мастер должен уметь изготавливать такие соединения. Называйте их, если хотите, мерилом уровня столярного мастерства. Как сделать шип правильно и аккуратно подогнанным к проушинам, сквозные шипы, усиленные нагелями, будут наглядным свидетельством качества изделия, которое недостижимо при использовании шурупов или ламелей, экономящих время. Как следует из названия, такое соединение состоит из шипа, проходящего сквозь отверстие (проушину) смежной детали, и часто шип делают слегка выступающим с другой стороны. Если вы готовы освоить изготовление таких соединений, попробуйте использовать их вместо ламелей.
При создании любой конструкции всегда разрабатывают методы крепления, способные обеспечить надёжность, возможность длительной эксплуатации и аккуратный внешний вид. Для решения этих задач в деревянных изделиях применяют так называемое шиповое соединение. Основным принципом крепления двух деталей является создание в одной детали шипов, а в другой пазов (проушин), в которые они вставляются. Используя столярные инструменты, обрабатывают обе детали с точным соблюдением геометрических размеров. Это обеспечивает надёжное зацепление, особенно если в качестве материала применяется фанера. После этого изделие можно использовать без применения дополнительных скрепляющих элементов. Однако для повышения надёжности применяют столярный клей или дополнительные крепёжные элементы.

Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины. С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков. Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
ГОСТ 9330-76 Основные соединения деталей из древесины и древесных материалов. Типы и размеры
Согласно этому стандарту все соединения подразделяются на следующие категории:

Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов. Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента. Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.












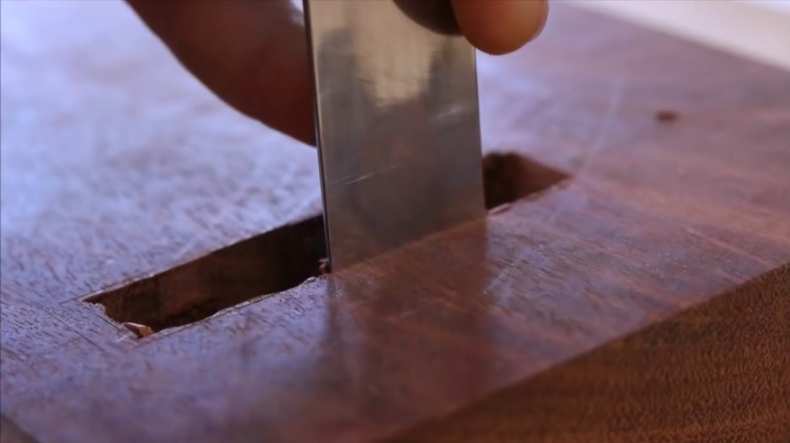
Особенности японского столярного соединения
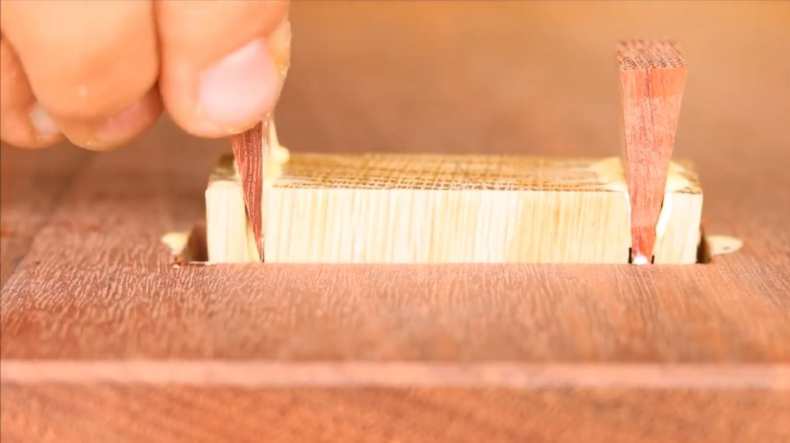
Небывалых высот столярного искусства достигли японские мастера. Используя традиционные техники, комбинируя различные типы соединений, они создают точные и надежные стыки без применения гвоздей и прочего крепежа. Стыковка различных деревянных деталей выполняется исключительно благодаря силе трения.

В основе надежности данных соединений лежит точный срез. Идеально подогнанные линии замков на обеих сопрягаемых деталях позволяют создать соединение с безукоризненной точностью. Сложные конфигурации замков требуют большого опыта, знаний и умения владеть инструментом, но при желании всему этому можно научиться.
Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками. Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент. Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.

Работа стамеской
Стамеску выбирают в зависимости от размеров паза: ее лезвие должно быть уже ширины паза, чтобы можно было вести стамеску точно в границах разметки.
Инструмент нужно держать вертикально. Никогда не ставьте стамеску под углом, иначе можно придавить края. Глухие пазы делают чуть глубже, чем этого требует длина шипа.
После частичного удаления древесины дрелью формирование паза завершают стамеской подходящей ширины.
Так выдалбливают глухой паз стамеской — древесину снимают слой за слоем.
Разметка и изготовление шипа
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное. Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом. Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение. Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Основными этапами изготовления шипа являются:
- разметка будущего шипа (горизонтальная и вертикальная);
- подготовка инструмента;
- выпиливание;
- зачистка стенок;
- подгонка.

Разметка мест необходимых распилов производится с помощью измерительных инструментов в обеих плоскостях. Выбор инструмента для распила зависит от возможностей изготовителя. На деревообрабатывающих предприятиях эту операцию производят на специальных станках. Если планируется изготовить шип своими руками, применяют обыкновенные пилы. Наиболее подходящими считаются: лучковая пила или ножовка. После изготовления шипа производится зачистка его поверхности. Она осуществляется при помощи напильников и наждачной бумаги. Далее вставной шип подгоняют под заготовленный паз. После завершения этой операции производится его окончательная фиксация.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Чем и как подгоняют шипы и проушины

Как сделать шип так, чтобы такое соединение было качественным и служило долго. Появление шипа считается одним из ключевых моментов в истории развития столярного ремесла. Говорят, что настоящий мастер должен уметь изготавливать такие соединения. Называйте их, если хотите, мерилом уровня столярного мастерства. Как сделать шип правильно и аккуратно подогнанным к проушинам, сквозные шипы, усиленные нагелями, будут наглядным свидетельством качества изделия, которое недостижимо при использовании шурупов или ламелей, экономящих время. Как следует из названия, такое соединение состоит из шипа, проходящего сквозь отверстие (проушину) смежной детали, и часто шип делают слегка выступающим с другой стороны. Если вы готовы освоить изготовление таких соединений, попробуйте использовать их вместо ламелей.
Подгонка
Если шип не входит в паз, значит, измерения были выполнены не совсем точно. Если паз слишком узкий, его можно расширить, дополнительно обработав стамеской. Но действовать надо очень аккуратно. Если убрать больше, чем нужно, деталь придется менять.
Сухая подгонка
Сначала для пробы шип и паз соединяют без клея. В обе детали вносят изменения до тех пор, пока в местах стыковки они не будут плотно примыкать друг к другу. Чем плотнее, точнее стыковка деталей, тем лучше их схватит клей.
При соединении в первую очередь надо обратить внимание на то, чтобы детали образовывали прямой угол. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце нужно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны паза будет выглядеть неаккуратно.
Только когда вы убедитесь, что шип и паз подходят друг к другу, на все стыкующиеся участки равномерно нанесите клей. После соединения деталей излишек клея, выступивший наружу, следует сразу же убрать с поверхности влажной тряпочкой.
Острой стамеской скашивают торцевые края, чтобы шип легче входил в паз.
Во время сборки деревянных конструкций для всех элементов необходимо применять надёжные, долговечные и эстетичные способы стыковки. Всем этим требованиям соответствует шиповое соединение.

Подобный тип соединения подразумевает следующее: в одной детали создаются шипы, в другой – пазы, точно совпадающие с ними по форме и размеру. В качестве дополнительного скрепляющего средства можно использовать столярный клей.

Содержание
Область использования соединения шип-паз
Крепление шип-паз применяется сегодня во многих областях. К примеру, его используют для укладки практически всех видов напольного покрытия, кроме линолеума и ковролина. Также подобным способом соединяют между собой плиты МДФ, ДСП, ДВП.

Благодаря такому преимуществу древесины, как экологическая безопасность, её намного чаще других материалов выбирают для создания разнообразных предметов мебели (от традиционного кухонного стула до простой стенки в прихожей) и отдельных видов штор (рулонные, жалюзи).

Производители большинства этих изделий отдают предпочтение технологии шип-паз.


























































Виды соединения шип-паз
В наше время придумана масса вариантов того, как можно крепить деревянные элементы. По числу шипов шиповые крепежи делят на:
- Одинарные;
- Двойные;
- Многократные.

В зависимости от формы такие соединения бывают:
- Прямоугольными;
- Круглыми;
- Треугольными;
- Зубчатыми;
- Угловыми.

Интерес представляет ещё одна разновидность – ласточкин хвост. Его ценят за практичность, красоту и относительную простоту.

Выбирать конфигурацию и габариты необходимо, ориентируясь на используемый материал и предполагаемый уровень нагрузки. Наиболее востребован шип-паз с большим количеством прямоугольных шипов. Такой способ крепления имеет два ключевых преимущества – лёгкость создания и универсальность.


Специфика японского крепления шип-паз
Японцы превратили слесарное дело в настоящее искусство. Применяя традиционные методы, сочетая разнообразные виды креплений, они изготавливают практичные и надёжные соединения, не требующие дополнения гвоздями. Фиксация разных элементов из дерева производится лишь за счёт силы трения.

Секретом надёжности является высокая точность среза. Благодаря идеальному подгону линии замков на соединяемых частях изделия, получается крепкий технологический узел. Из-за сложности форм замков необходимо иметь соответствующие навыки и знания.

Рекомендации специалистов
Независимо от выбранного вида, следование данным рекомендациям позволит получать прочные технологические узлы для любых конструкций:
- Чтобы изготавливать надёжные и эстетичные соединения, перед началом работ надо аккуратно размечать заготовки. Необходимые инструменты для этого – металлическая линейка, угольник, карандаш/рейсмус.
- Размечая гнездо на кромочной или торцевой стороне изделия, толщину заготовки нужно делить на три одинаковые части: две крайние трети будут выполнять функцию стенок гнезда, среднюю же треть необходимо выпилить.
- При создании соединения вначале следует выполнять гнёзда, а лишь затем переходить к изготовлению подходящих шипов. Подгонка шипа – более простая операция, чем изменение габаритов гнезда.
- Прочностные качества склейки будут намного выше, если тщательно выровнять соединяемые поверхности.
- Грамотно сделанный шип должен легко вставляться и крепко сидеть в гнезде, выниматься с небольшим усилием, не вываливаться при смене положения конструкции.

Для подгонки гнезда, выполненного дрелью или фрейзером, к прямоугольному шипу лучше слегка подпилить уголки гнезда стамеской. Другим решением может стать закругление углов шипового элемента.

Тонкости изготовления шипового соединения
Любой человек с минимальным набором столярных умений справится с созданием крепления шип-паз.

Особенно, если предварительно изучит сведения о нюансах работы над этим креплением:
- Шипы лучше выполнять, используя специальные инструменты высокой точности. Подобное оборудование позволит получить шипы максимально соответствующие размерам пазов.
- При создании изделий, не требующих особо аккуратной стыковки деталей, допускается ручная работа над соединениями. Шипы следует выполнять продольно волокнам дерева.
- При изготовлении шипов на фанерном листе шиповая пазуха может быть любой толщины.
- После того, как все шипы будут нарезаны, необходимо проверить их габариты и отложить конструкцию на просушку на 24 часа.

Вырезание шипа
Чтобы обеспечить прочность конструкции, к процессу вырезания шипа необходимо подходить после проведения разметочных работ. Вначале требуется определиться с видом изготавливаемой детали и местом её расположения.

По последнему признаку элементы делят на три типа:
- Угловые кольцевые;
- Серединные;
- Ящичные.

Помимо этого, надо решить вопрос с их количеством в крепеже. Число шипов зависит от толщины изделия. Если этот параметр не превышает 40 мм, то хватит одного шипа. В иных случаях делают 2 – 3.

Пошаговая инструкция
- Разметить будущий элемент.
- Подготовить необходимое оборудование.
- Произвести выпиливание.
- Зачистить стенки.
- Подогнать под нужные размеры.

Для разметки используют специальные инструменты. Она должна быть нанесена в 2-х плоскостях. В домашних условиях шипы выпиливают обычными пилами (лучковыми).

Если такого оборудования нет, можно применить ножовку. Поверхность изготовленного шипа требуется тщательно зачистить напильником или наждачной бумагой.

Затем готовый вставной шип следует подогнать под приготовленный ранее паз и окончательно зафиксировать.

Шиповое соединение является наиболее отработанной технологией крепления деревянных деталей. Оно используется во многих областях жизни, и после проведения тренировок может быть изготовлено своими руками.
Домашнему мастеру легко разобраться в том, как сделать шип паз ручными фрезерами. Используемые инструменты, подробная инструкция, как выбрать паз фрезером.
Использование соединений типа шип-паз в домашних условиях позволит самостоятельно создавать красивую мебель, которая так же отличается надёжностью. Даже каркасы малоэтажных домов соединяются при помощи данной схемы, особенно когда речь идёт о серьёзных нагрузках во время эксплуатации. Потому будет полезно разобраться в том, как сделать шип паз ручным фрезерами.
Используемые инструменты
Выборка материала в данном случае проводится на поверхности брусьев и досок сбоку. Главное, чтобы у предполагаемого соединения выдерживались размеры с точки зрения геометрии.
Чтобы закончить процесс при помощи фрезера, допускается применять инструменты, снабжённые хвостовиками с диаметром 8, либо 12 миллиметров. Так называемая пазовая фреза станет универсальным вариантом при выполнении работ любого вида. Устройство снабжается режущей частью, у которой основной принцип работы описывается таким образом:
- Поверхность сбоку участвует в формировании сторон сбоку у шипа, стеновой части пазов.
- Сторона с торцевой частью применяется при обработке дна. После этого необходимый слой материала снимается с основания шипа.
Результат – одновременное формирование на поверхности по бокам и шипов, и пазов. Для размеров допускается индивидуальная регулировка, и у владельца достаточно широкие возможности в этом смысле.

Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.

Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.

Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Операция будет успешной только при высоких параметрах производительности и точности. Настройка относится к обязательным действиям перед тем, как инструменты включаются. Для решения вопроса действия выполняются со следующей последовательностью:
- Фрезерный инструмент опускают до тех пор, пока он не дойдёт до поверхности основания.
- Измерение толщины детали.
- Результат по толщине делится на 4. Итог – параметр расстояния, которого придерживаются, поднимая фрезу над основанием.

У пазов и шипов при подобных обстоятельствах: только половина от обычной ширины. Это объясняется особенностями, которыми обладают соединения данной разновидности.
Главное – правильно настроить приспособление, зафиксировать его в подходящем положении.
Соединение в шип паз должно в результате иметь некоторый зазор. Он необходим, чтобы потом можно было удобно воспользоваться клеевым составом.

Как выбрать паз фрезером?
Решение задачи зависит от того, где располагаются пазы, какой размер они имеют. Можно привести несколько рекомендаций домашним мастерам:
- Использование открытых пазов предполагает закрепление у столешницы, проведение заготовки вдоль фрезы.
- Точность определяется высотой фрезы, местом расположения планки.
- Рекомендуется пользоваться древесными отходами для пробных операций. Это позволяет избежать ошибок.
- Выборка проводится поэтапно, при этом осуществляется несколько проходов.
Главное после завершения каждого этапа вовремя избавляться от отходов из древесины. Тогда инструмент точно не будет страдать от перегрева. При выполнении работы легче всего использовать вырезанный из фанеры шаблон. По нему проходят самой фрезой, с установленным подшипником.
Заключение
Лучше всего для тренировок использовать остатки от деревянных брусков. Если отверстия и соединения идеально совпадают, можно переходить непосредственно к реальному строительному материалу.
Если же присутствуют какие-либо погрешности, рекомендуется ещё раз проверить, правильно ли нанесена предварительная разметка. После этого проводится повторная тренировка. Только когда всё будет правильно – начинается непосредственная реализация основной работы.
Читайте также: