
Как сделать скругление фрезой
Обновлено: 08.07.2024
Как закруглять ребра(углы) заготовки на чпу ?
Forum rules
Правила форума и полезная информация
Как закруглять ребра(углы) заготовки на чпу ?
Здравствуйте!
Как закруглять ребра(углы) заготовки на чпу?
1) Делается ли эта операция с помощью фасонной фрезы?
2) Можно ли задать path для скругления ребер(углов) ?
OS: Debian GNU/Linux 10 (buster)
Word size of OS: 32-bit
Word size of FreeCAD: 32-bit
Version: 0.18.
Build type: Release
Python version: 2.7.16rc1
Qt version: 5.11.3
Coin version: 4.0.0a
OCC version: 7.3.0
Locale: Russian/Russia (ru_RU)
[
Может уже не заготовки, а уже изделия? Материал? Таки ребра вертикальные или условно горизонтальные? И, конечно, возможны варианты и 1) и 2), вопрос лишь в трудозатратах (времени работы станка) и имеющемся в наличии ассортименте фрез.
Благодарю за отклик.
Поясню.
Я, как начинающий СНС-шник, "играюсь" с FreeCAD-ом, исследую как его возможности так и возможности ЧПУ станка Richuto DSP контроллер A11.
На данном этапе интересует
1) Как (и можно ли) на Freecade задать в path верстаке фрезеровку неровной полоскости Х-У.( неровной-например выпуклой или вогнутой).
2) Как (и можно ли) на Freecade задать в path верстаке фрезеровку скругленных ребер поверхности Х-У.
Дело в том, что я создал эскиз параллепипеда, плоскость Х-У которого закруглена бочковидной формой, затем на path верстаке софрмирована траектория фрезеровки, и в режиме симуляции резец корректно отрабатывает "бочку", но на станке вместо бочки снимается ровная поверхность.
Исследуя файл с G-кодами я онаружил, что колонка Z-кодов лишь в начале файла обнаруживает изменения цифр(позиционирование фрезы к точку начала фрезеровки), затем нули, а дальше - Z-строка вообще пропадает.
(Adaptive)
(helix to depth: 0.000000)
G0 X31.141648 Y48.387887 Z5.890000
G0 X31.141648 Y48.387887 Z3.890000
G1 F0.000000 X31.141648 Y48.387887 Z0.890000
G1 F0.000000 X31.141648 Y48.387887 Z0.890000
G1 F0.000000 X31.407225 Y48.638929 Z0.857804
G1 F0.000000 X29.167803 Y51.529790 Z0.407061
G1 F0.000000 X28.858352 Y51.335383 Z0.374865
G1 F0.000000 X28.592775 Y51.084341 Z0.342669
G1 F0.000000 X28.381276 Y50.786311 Z0.310473
G1 F0.000000 X28.777294 Y48.454410 Z0.085102
G1 F0.000000 X29.075324 Y48.242911 Z0.052906
G1 F0.000000 X29.408889 Y48.093619 Z0.020710
G1 F0.000000 X29.765170 Y48.012271 Z0.000000
.
.
G1 F0.000000 X29.408889 Y48.093619 Z0.000000
(Adaptive - depth: 0.000000)
G1 F0.000000 X30.000000 Y47.987421
G1 F0.000000 X30.069182 Y47.911950
G1 F0.000000 X30.345912 Y47.811321
G1 F0.000000 X30.628931 Y47.792453
G1 F0.000000 X30.817610 Y47.811321
G1 F0.000000 X31.389937 Y48.044025
G1 F0.000000 X31.660377 Y48.257862
G1 F0.000000 X31.811321 Y48.408805
G1 F0.000000 X31.962264 Y48.610063
G1 F0.000000 X32.125786 Y48.893082
Есть ли у Вас какие-то мысли по этому поводу?
Выражу удивление по поводу кода. Что по нему вообще что-то режется.
Софт управления станком? - линуксиоды обычно используют правоверный LinuxCNC.
Так вот о коде - F0 ==задана скрость 0. Второй блок кода - все исполняется на уровне последнего заданного Z, т.е. плоско.
Во Фрикаде, возможно, это создание траектории 3D Pocket или Deburr, сам ни разу не использовал. Результат будет зависеть от корректности задания фрезы.
Для решений п. 2 и 3 для меня оказалось проще задать программу самому - допустим, конус. Понятно, что это концентрические окружности на переменной высоте. Пишется функция Радиуса в зависимости от глубины Z - считается не по центру фрезы, а по точке касания. Скармиливаем ее LinuxCNC. Если это дерево и обычная концевая фреза, то шаг по глубине 0.05 неплох под ошкуривание, 0.025 еще лучше. Не забываем про вспомогательные проходы при сильном заглублении - чтобы не выйти за высоту режущей части. Так делал "кроватку" под шпиндель д65мм., это обратная задача от Вашей - у меня вогнутость.
Увы, Фрикадом пользуюсь с 2016г. и до сих пор он так и не стал рабочим инстурментом для сосздания управляющих программ. Но и конкуренты типа Арткама тоже не без косяков. Любимый многими Fusion360 под Линуксом не запустился, даже в виртуалке, да и денег он стал просить все настойчевее. В итоге приходится использовать целый зоопарк решений.
при задании шага, скажем, 0.025 сделанная такми образом программа будет выполняться умопомрачительно долго. БЫстрее сделать формулу.
Я делал программу так -

Этот вопрос можно задавать по-разному, как закруглить углы или как закруглить края дерева, но для меня привычнее название, завальцевать.
Что же дает нам закругление углов. Наверно самое первое, это другой внешний вид. Даже если вы совсем немного сбили углы, деталь сразу же смориться немного иначе. Отсутствие острых углов также позволит вам покрасить изделие без особых проблем. В общем, очень много плюсов, если вы сгладите углы.
Как закруглить углы
Самый простой способ закруглить углы, это использовать наждачную бумагу небольшой зернистости, около 100-120. Все это можно выполнить вручную, просто проведя наждачкой по углам несколько раз.
Лично я люблю для этого использовать вибрационную шлифмашинку со шкуркой 120. Получается очень аккуратно и довольно быстро. Но это все подходит для выполнения небольшого радиуса на углах, просто чтобы не было заноз и для удобства.
Если вам требуется изготовить большой радиус, от 5 мм. и больше, то тут без ручного фрезера не обойтись. Что такое ручной фрезер наверно многие знают, но если в первый раз слышите, то вот вам краткое описание.
Ручной фрезер по версии Википедии это ручной деревообрабатывающий электроинструмент для фрезерования — фигурной обработки кромок, вырезания пазов и сверления отверстий.

И так как закруглить углы с помощью ручного фрезера. Для этого нам понадобиться специальная радиусная фреза, которая подбирается под вашу модель фрезера, в зависимости от диаметра хвостовика. Радиусы фрез могут быть разными, от совсем маленьких, до больших и с всевозможными доработками.
В общем, каким способом пользоваться чтобы закруглить углы у вашей деревянной заготовки, решать вам. Все зависит от требуемого радиуса, и наличия инструмента под рукой.

Строим для себя запись закреплена
Всем привет, подскажите пожалуйста, хочу сделать закругленные ступеньки фрезером, какую фрезу брать для этого ? Сам я новичок еще в этом деле


Так как вы из Москвы, то едем в Леруа. Там продаются и фрезы и ступени. Берём фрезы в отделе инструмента и прикладываем к ступеням в отделе для лестниц. Таким образом подберёте размер фрезы для скругления ступеней. Покупаем фрезу и дома делаем ступени из имеющихся досок

Кромочно-калёвочной фрезой делают скругление, радиус подбирайте какой нужен. Часто10-12мм делают.

В данной статье даётся представление о фрезах, использующихся на фрезерных станках с ЧПУ в различных ситуациях.
Концевые фрезы
Концевые фрезы
Самыми распространёнными являются концевые фрезы. Концевые фрезы принадлежат к группе режущего инструмента, используемуего в промышленном фрезеровании и отличающегося от других фрез областью применения, геометрией рабочей поверхности, креплением в шпинделе фрезерного станка и способами производства.
Карбид вольфрама или быстрорежущая сталь?
Обычно материалы, из которого изготавливаются концевые фрезы — это карбид вольфрама (они называются твердосплавные) или быстрорежущая сталь, но попадаются и экзотические варианты, такие как сплавы порошковых металлов. Для цехов с промышленными масштабами производства, вопрос выбора того или иного материала обычно не стоит — повсеместно используется твердосплавные, т.е. карбид-вольфрамовые, так как бытует мнение, что они универсальны, и в целом — лучше во всех аспектах. Тем не менее, оказывается, что всё зависит от обрабатываемого материала, а также от максимальной скорости вращения шпинделя станка и некоторых других параметров. Если вы работаете с более мягкими материалами, такими как алюминий, а скорость шпинделя не способна достичь рекомендуемых скоростей для твердосплавной фрезы по алюминию, то возможно более рациональным было бы использование концевых фрез из быстрорежущей стали. Для концевых фрез с диаметром от 15 мм и больше, при использовании в небольших станках со скоростью шпинделя не превышающей 6000 об/м, для резки алюминия рекомендуется быстрорежущая сталь, а для фрез более маленьких диаметров — твердосплавные. Это не только позволит избежать крупных затрат на большие концевые фрезы, но и также сохранит жесткость мелких концевых фрез на необходимом уровне.
Размеры
Концевые фрезы бывают различных размеров, как в метрической, так и в дюймовой системах. Существуют и микро-фрезы для обработки чрезвычайно малых деталей. Допуски на диаметр для большинства концевых фрез зачастую имеют некоторый разброс. Если ваши работы требуют повышенной точности, то скорее всего потребуется сделать пробный срез для определения точного диаметра концевой фрезы. Естественно, можно измерить её и непосредственно с помощью, например, микрометра, но пробный срез тест является наиболее надёжным способом.

Микро-фреза
Число зубьев фрезы.

Однозубая концевая фреза
Для подбора необходимой фрезы можно воспользоваться специальной программой
Центрорежущая или нет?
Большинство 2- и 3-х зубых концевых фрез являются центрорежущими. Некоторые 4-х зубые фрезы не являются. Центрорежущую концевую фрезу можно погружать прямо в материал. Нецентрорежущие фрезы посередине имеют паз, без режущей кромки, так что ход погружения в материал сильно ограничен:

Центрорежущая слева, нецентрорежущая справа.
Единственным преимуществом нецентрорежущих фрез является их невысокая стоимость. Говоря о стоимости, можно приобрести как двусторонние так и односторонние концевые фрезы, одна двусторонняя стоит гораздо дешевле двух односторонних. Но не все станки имеют возможность использования двусторонних фрез.

Двусторонняя концевая фреза
О рабочей длине.

Рабочая длина
Чем длиннее рабочая часть, тем меньше жесткость инструмента. Если фрезой с длинной рабочей частью работать довольно агрессивно, то это будет вызывать изгиб, который может привести к поломке инструмента. Схематически его можно изобразить следующим образом:

Изгиб фрезы
Таким образом можно сделать вывод, что следует отдавать предпочтение фрезам с короткой рабочей частью, пользуясь длинными лишь в тех случаях, когда нет другого выбора.
Покрытия концевых фрез
Хорошее покрытие может резко увеличить производительность работы концевой фрезы, и срок ее службы. Существует много покрытий, как повсеместно распространённых, так и весьма экзотических, и дорогих. Большинство из этих покрытий называются согласно их химическим составам, как-то:
- Концевые фрезы с покрытием из титрида титана и алюминия (AlTiN), которое создается с использованием техпроцесса осаждения реагентов при помощи катодной дуги;
- TiN (базовое покрытие с желтоватым цветом, которое в последнее время ушло из широкого использования);
- TiCN (популярное голубовато-серое покрытие);
- TiAlN и AlTiN (чрезвычайно популярное темно-фиолетовое покрытие);
- TiAlCrN, AlTiCrN и AlCrTiN (покрытие на основе поликристаллических алмазов (PCD)).
Достижения в области разработки передовых покрытий для концевых фрез делаются ежегодно. Во многих мастерских премиум-класса уже используются инструменты с покрытием из аморфных и нанокомпозитных поликристаллических алмазов (PCD). Использование концевых фрез с покрытием или без зависит от отношения экономических выгод последних к технологическим преимуществам первых.
Геометрия концевых фрез
Производительность фрезы может зависеть как от типа покрытия, так и от геометрии. Сейчас серийно выпускается великое множество фрез самой разнообразной формы, но некоторые решения весьма спорны. Для стандартных задач скорее стоит выбрать проверенные временем классические торцевые фрезы, оставив фрезы причудливых форм для любителей поэкспериментировать.
Черновые концевые фрезы

Черновые концевые фрезы, такие как представленная на изображении выше, имеют маленькие зубцы на зубьях, которые называют фрезами со стружколомом. Эт зубцы служат для следующих целей: во первых они размельчают стружку, что позволяет легче убрать её из отверствия, во вторых уменьшают вибрацию и стабилизируют. Черновые концевые фрезы стоят не очень дорого и могут дать ощутимый прирост производительности.
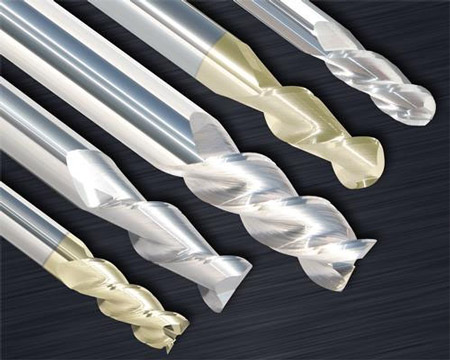
Сферические концевые фрезы
До сих пор мы говорили о концевых фрезах, в основном использующихся для обработки плоских поверхностей, и в подавляющем большинстве случаев этого бывает достаточно, но для 3D-обработки придётся использовать сферические концевые фрезы.

Для пресс-формы часто необходима 3D-обработка
Сферические (концевые) фрезы создают воронки с определенным радиусом или углубления. Также с помощью таких фрез можно формировать выступы, т.е. рельефы произвольной формы. Такой инструмент представлен с 2, 3, 4 или шестью зубцами. Профиль резца представлен в сферической форме. Угол сферической территории режущей части равняется 180 градусам. Модели производятся с углом точно в 180 градусов. Для ликвидации стружки на фрезе есть канавки в виде спирали.

Сферическая фреза


Формирование гребенчатых выступов с помощью сферической фрезы
Фрезы концевые с механическим креплением твердосплавных пластин (наборные фрезы)

Большие цельные концевые фрезы могут срезать много материала, но их прозводство весьма затратно. Вместо них в целях экономии был разработан инструмент с механическим креплением сменных твердосплавных пластин. В рамках данной статьи ограничимся цельными концевыми и торцевыми фрезами такого рода.
Для эффективной черновой работы удобно иметь сборную фрезу со сменными пластинами с диаметром от 15 мм до 20 мм. Это та граница, где покупать и использовать обычные цельные концевые фрезы становится невыгодно, но он достаточно мал, чтобы после черновой обработки сборной фрезой можно было быстро дообработать заготовку цельными концевыми фрезами меньшего диаметра. Так или иначе, всегда придётся идти на компромисс между скоростью работы, стоимостью инструмента и качеством итогового изделия.

Типичная торцевая фреза с механическим креплением сменных твердосплавных пластин
Фрезы для обработки фасок, конические граверы, и другие специальные инструменты

Фрезы для обработки фасок
В технических, технологических целях нередко используется фаска — это скос кромки по торцам материала. В первую очередь она нужна для снижения опасности получения травм об острые кромки изделия, а также для облегчения монтажа. Фаска выполняется под разными углами, значения которых определяются конструктивными целями. Самый распространенный угол равняется 45°. Обязательное фрезерование фасок делается на торцах цилиндрических валов, отверстиях, корпусных деталей. Обработку фасок, V-образных прорезей, поднутренних фасок, снятия фасок для сварки и удаление заусенцев ведут с помощью небольших концевых торцевых, длиннокромочных и специальных фасочных фрез. Обычно эту операцию удобнее всего выполнять на настольных фрезерных станках с ЧПУ, с использованием специальных программ и автоматической сменой инструмента. Не составит большого труда сделать фаску на 4-х и 5-осных мини фрезерных станках, у которых есть возможность вращения не только шпинделя, но и заготовки.

Фреза для скругления кромок и углов
Фрезы для скругления кромок используются, чтобы вместо фаски получить закругление определённого радиуса. Но зачастую из-за вибраций и допусков хода инструмента получить ровную закруглённую кромку без зазубрин несколько сложнее, чем получить фаску.

Конический гравер
Конические граверы используются в основном для гравировки. С помощью такого инструмента можно обрабатывать мельчайшие детали штампов, и выгравировать надписи замысловатым шрифтом или рисунки

Развёртки
Развертки — режущий инструмент, который позволяет быстро и эффективно обработать отверстия, убедитьcя, что они круглые, и вообще получить его конкретный диаметр с достаточно высокой точностью
Читайте также: