
Как сделать резьбу
Обновлено: 29.06.2024
Многим хоть раз в жизни приходилось сталкиваться с нарезанием резьбы, это может понадобиться как в быту, так и на производстве. Но как же нарезать резьбу правильно и чем это сделать, какой инструмент понадобится?

Резьба бывает внутренняя, и внешняя. Для внутренней потребуется такой инструмент, как метчик, для внешней плашка (называют иногда лерка), или клупп. Так же будет необходим, плашкодержатель или метчикодержатель.
Например, вам нужна внутренняя резьба в металлической детали М8 (8мм) для болта. Бука М обозначает, что резьба метрическая. Чтобы начать нарезать резьбу, нужно высверлить отверстие в необходимой вам детали. Какое же сверло брать? Потребуется сверло диаметром 6,8 мм. Почему именно оно? Каждый метчик имеет свой шаг (расстояние между витками резьбы). У метчика М8 он составляет 1,25. Формула проста: из диаметра нужной резьбы вычесть шаг резьбы. Т.е получается 8 — 1,25 = 6,75. Сверло 6.75 вы вряд ли найдете, поэтому возьмите 6,8 мм (допустимо). Для резьбы М10 потребуется сверло 8,5, т.к. шаг резьбы 1,5. И т.д.
Таблица основных шагов резьбы:
М3 – 0,5
М4 – 0,7
М5 – 0,8
М6 – 1
М7 – 1
М8 – 1,25
М9 – 1,25
М10 – 1,5
М12 – 1,75
М14 – 2
М16 – 2
М18 – 2,5
М20 – 2,5
М22 – 2,5
М24 – 3
М30 – 3,5
После того как отверстие готово, нужно взять метчик, надежно закрепить его в метчикодержатель (есть с трещоткой и простой), и потихоньку вводить в отверстие, для лучшего нарезания можно добавить несколько капель бытового масла. Нарезку нужно производить по направлению часовой стрелки, потребуется определенное усилие.

Держатель для метчика
Если вам необходима внешняя резьба, например, чтобы нарезать резьбу на трубе. Для этого существуют плашки и клуппы. Клуппы, в отличие от плашек, бывают только с трубной резьбой (измерение в дюймах), не метрической. Такой вид резьбы, как правило, используется в сантехнике (трубы, подводка, смесители). Им удобнее работать, нежели плашкой, сзади у клуппа есть специальный заход под трубу, т.е. взяли, надели на трубу и начали нарезать.

Клуппы и трещотка для клуппов
Для клуппов есть специальный держатель-трещетка, для плашек такой не подойдет. Плашкой работать немного сложнее (у нее нет специального захода), очень важно ровно начать резьбу (первые витки). Для этого на трубе делают небольшую фаску (снимают слой металла) напильником, после чего аккуратно режут, подобрав нужный размер плашки и установив ее в плашкодержатель. Если вы не знаете точного размера, измерьте диаметр детали штангенциркулем. Какого размера будет труба, такая плашка и потребуется. Для трубы 16мм — плашка М16. Если вы нарезаете на трубе под сантехнику, то и плашка нужна трубная. Есть несколько размеров труб: 1/2, 3/4, 1, 1 1/4 — это самые ходовые размеры. Также есть 1 1/2 и 2 дюйма.

Плашкодержатели бывают с функцией трещотки и простые. С трещоткой работать намного удобнее, особенно, когда деталь располагается рядом со стеной (например труба), не нужно постоянно переставлять плашкодержатель. Но стоимость такого намного выше, раза в 2,5-3. Как правило, держатели бывают сразу под несколько размеров плашек. Например: ½ дюйма ¾ и 1 дюйм.
Помимо основных шагов резьбы, есть нестандартные. Например резьба М8 может иметь шаг 1,25 (основной) так и единицу, 0,75 0,5 (очень мелкая резьба). Нестандартный шаг может быть только меньше основного, никак не больше.
Метчики для сквозных отверстий (гаечные) заметно длиннее, примерно в 2 раза. Необходимы там, где обычной стандартной длины недостаточно. Продаются только штучно,комплектных не бывает.
Приобрести резьбонарезной инструмент в наше время достаточно несложно, как в простых строительных магазинах, так и через сеть интернет.

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
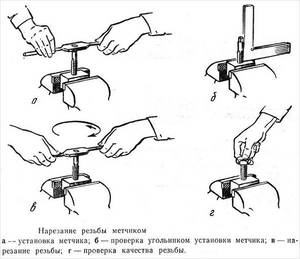
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.

Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:

- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.
- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:

- Перед созданием отверстия рекомендуется сделать небольшое углубление, которое обеспечит правильный заход сверла. Для этого можно использовать керн. При сверлении по металлу рекомендуется выставлять на дрели низкие обороты, что позволит достигнуть высокого качества обработки. До начала сверления можно обработать режущую кромку специальным составом, за счет чего инструмент будет легче входить в металл.
- На момент создания отверстия дрель со сверлом должна располагаться строго перпендикулярно обрабатываемой поверхности. На момент использования метчика режущую кромку следует постоянно смазывать моторным маслом, а также следить за тем, чтобы инструмент был расположен строго параллельно оси созданного отверстия.
- Практически во всех случаях проводится снятие фаски на входе отверстия, размер которой составляет 0,5−1 мм. Для этого можно использовать зенковку или сверло большего диаметра.
- При применении набора метчиков нарезание резьбы нужно начинать с инструмента под № 1. Направление резьбы должно контролироваться строго в самом начале проведения работы, так как в дальнейшем изменить наклон применяемого инструмента будет практически невозможно.
- Для получения качественных канавок рекомендуется делать два оборота по ходу резьбы и один в противоположную сторону. Обратный оборот делается для того, чтобы удалить с режущей кромки стружку, за счет чего ход становится более плавным.
- После применения инструмента № 1 устанавливается второй, после полного прохода — третий. Стоит учитывать, что при большом усилии рекомендуется сделать один или несколько оборотов в обратную сторону, за счет чего стружка удаляется с зоны резания.
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. Во время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Более подробно рассмотрим первые четыре метода, наиболее часто применяемые на оборудовании токарно-фрезерных групп.


Метод наиболее простой, в основном применяется на станках токарной группы, но может применяться и на станках фрезерных, при наличии ЧПУ управляемых расточных головок, расточных головок универсальных с радиальной подачей и в других редких нестандартных случаях (к примеру, когда мелкоразмерная деталь (заготовка) зажимается в цанговый патрон и устанавливается в шпиндель станка, а резец в державке (в тисках) крепится к столу станка, т.е. как бы инструмент и деталь меняются местами. )
- данным методом, при помощи одной державки и разных типов режущих пластин, можно легко получать различные виды резьб, с различными шагами, заходами, допусками и т.д.;
- не самый лучший вариант для нарезания длинных ходовых винтов на токарном станке резцами (даже с люнетом), нарезания длинных шпилек. ;
- обработка вязких материалов может вызывать низкую чистоту поверхности и трудности с эвакуацией стружки;
- довольно большие сложности с обработкой глубоких внутренних резьб (уже при вылетах более 3-4 диаметров рекомендуется применение виброгасящих державок).
- пластины с полным профилем - профиль, радиус при вершине и во впадине, полностью соответствует шагу нарезаемой резьбы, иногда есть дополнительная зачистная кромка для снятия заусенца, наиболее точные и прочные резьбы;




- радиальное врезание — метод хоть и простой, но чаще применяемый на старых системах ЧПУ и на универсальных станках — больше сложностей со стружкодроблением, больше склонность к вибрации, больше усилия и др., более применим для мелких резьб, равномерный износ пластины по всему профилю;
- односторонне боковое врезание — чаще применяется на современных системах ЧПУ, лучше стружкодробление, меньше склонность к вибрациям, меньше усилия, лучше работают пластины со стружколомами, меньше количество проходов;
- двухстороннее боковое врезание — чаще применим для более крупных резьб и для современных систем ЧПУ;

В случае несоответствия происходит затирание одной из боковых сторон резьбы, искажается профиль резьбы, снижается стойкость пластин и т.д.


Иногда задают вопрос о возможности применения наружных правых резьбовых пластин, например, на внутренних левых державках.
Для качественных резьб такие замены недопустимы. Наружные пластины для наружных резьб, внутренние для внутренних. как бы они не были визуально похожи.
Есть ряд отличий в изготовлении этих пластин. Ниже приведены картинки из каталогов Sandvik , Vargus, Carmex , которые поясняют эти особенности.



Величина радиуса при вершине подбирается индивидуально для каждой операции в зависимости от условий обработки: скорости резания, количества проходов. Правильно подобранное значение радиуса является залогом высокой надежности и эффективности обработки.
Величина радиуса при вершине у пластин для нарезания внутренних резьб значительно меньше, чем у пластин для наружной обработки.






Производителей инструментов для токарного резьбонарезания огромное количество, от дорогих брендов, до весьма дешевых.
Качество изготовления инструмента, качество крепления пластин, надежность пластин, производительность - довольно сильно зависят от цены инструмента.
Следует заметить, что большинство пластин для токарных державок взаимозаменяемы и легко устанавливаются в державки других производителей (но исключения есть, много пластин с дополнительными фиксирующими элементами, они, как правило, не взаимозаменяемы).
Среди производителей хотелось бы отметить две фирмы с большим ассортиментом и довольно качественным инструментом, при хорошем соотношении цена / качество.
На указанных сайтах есть довольно хорошее программное обеспечение в on-line режиме, по подбору инструментов, определению режимов резания, и даже написанию блока управляющей программы для различных систем ЧПУ. Программы довольно корректно выбирают и инструмент, и режимы резания, и методы нарезания резьбы, и разбивку по проходам и т.д.
И конечно же подобного типа резьбонарезной инструмент есть и в каталогах таких производителей как Sandvik , Ceratizit , Kennametal , Seco, Iscar, Arno , Pramet и многих других.
Метод наиболее применим на станках ЧПУ фрезерной группы. Позволяет нарезать резьбы как внутренние, так и наружные резьбы с различным шагом и допусками.
- один и тот же инструмент может применяться для нарезания разных размеров резьб и различных допусков, но с одинаковым шагом (однониточные (одновитковые) фрезы - с любым шагом) с некоторыми оговорками;
- метод позволяет более легко решать проблему стружкодробления в вязких материалах (наиболее часто применим для нержавеющих и жаропрочных материалов);
- не высокие усилия резания (что немаловажно при работе с увеличенным вылетом и при обработке тонкостенных деталей);
- при поломке инструмента (в сравнении с метчиком) нет сложностей с удалением поломанного инструмента;
- в зависимости от выбранной траектории движения инструмента можно нарезать левые или правые резьбы, осуществлять встречное или попутное фрезерование.


Резьбовые фрезы формируют резьбу с несколько искаженным профилем. Степень искажения зависит от соотношения диаметра резьбы и диаметра фрезы, а также от шага резьбы.
Чтобы минимизировать отклонения профиля диаметр фрезы не должен превышать 70% от диаметра резьбового отверстия.



Удаление припуска за несколько проходов позволит значительно улучшить обработку резьб с крупным шагом, а также исключит вероятность поломки инструмента при резьбофрезеровании в труднообрабатываемых материалах. Фрезерование резьбы за несколько проходов также целесообразно применять в случае, когда резьба имеет очень жесткий допуск. Кроме того, такой способ гарантирует стабильность процесса, даже если инструмент работает с большим вылетом или условия резания неблагоприятны.
Операции резьбофрезерования рекомендуется выполнять без использования СОЖ во избежание появления термических трещин.
Применение СОЖ допускается в случаях окончательной обработки нержавеющих сталей, алюминия, обработки жаропрочных сплавов или чугуна. Для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.
Монолитные твердосплавные фрезы в основном перекрывают диапазон внутренних резьб от М1 и изготавливаются размером до 20 мм, также изготавливаются серии малоразмерных резьбофрез начиная от диаметра 0,2 мм для мелких резьб. Есть серии резьбофрез для нарезания резьб в каленых материалах до 62-64 HRC.
Читайте также: