
Как сделать резьбу в пластике
Обновлено: 06.07.2024
В Formlabs мы проектируем различные функциональные детали для печати на наших стереолитографических (SLA) 3D-принтерах, таких как Form 3. Среди таких деталей прототипы, используемые для наших собственных исследований и разработок, зажимы и крепления , которые будут использоваться на наших производственных линиях, модели для проверки конструкции перед отливкой конечного изделия из соответствующего материала, например нейлона.
Независимо от области применения, нам часто приходится соединять полученные 3D-печатью компоненты с помощью винтов и резьбовых крепежных деталей. По мере того, как каталог универсальных и надежных инженерных полимеров увеличивается, различия между прототипами-"имитациями" и функциональными прототипами уменьшаются.
Эта статья представляет собой руководство по созданию на 3D-принтере резьбы и выполнению резьбового соединения 3D-деталей. Существует множество способов соединить несколько полученных 3D-печатью деталей вместе, но если вам необходима возможность многократно соединять и отсоединять компоненты и надежное механическое крепление, реальной замены металлическим винтам нет.
Любите все видеть свои глазами? Посмотрите видео о 3D-печати резьбовых соединений и резьбовых вставках для 3D-деталей из пластика.
На шуруп или винт, резьба под который сорвалась, нужно намотать тонкую медную проволоку. Она должна ложиться между витками резьбы. Намотка проволоки выполняется на глубину сорванного отверстия. Затем шуруп или винт приставляется к отверстию на пластиковой детали и прижимается отверткой.
Как починить резьбу в пластике?
Все достаточно просто: снимаем крышку воздушного фильтра, закладываем нагретый клей в отверстие под винт и, пока клей не успел застыть, быстро вкручиваем все винты на место. Такого способа мне хватило ровно на одно ТО. После очередного выкручивания — вкручивания винтов, резьбы снова не стало.
Чем можно восстановить резьбу?
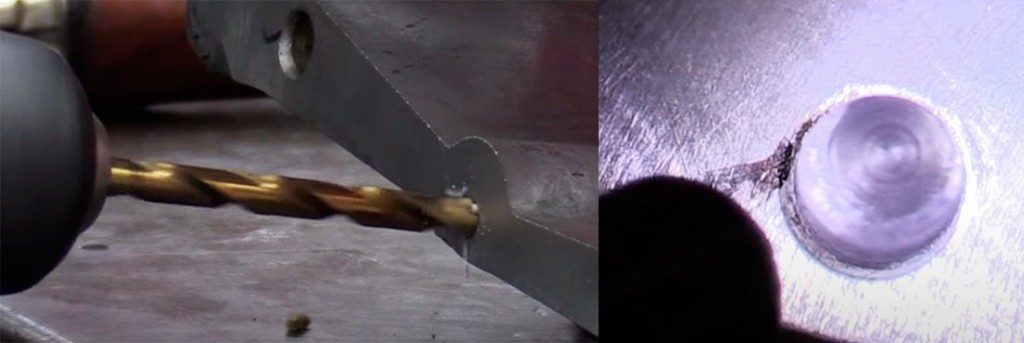
- Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
- Нарежьте резьбу метчиком. .
- Вкрутите ввертыш. .
- На границе новой резьбы и ввертыша нанесите засечки при помощи керна.
Как нарезать резьбу в пластике?
На пластмассе и внутри неё резьбу можно нарезать обычными метчиками и соответствующими плашками по металлу. Единственное условие пожалуй это толщина, если в металле (сталь) 2-3 нитки резьбы вполне допустимо, то в пластмассе будет маловато, хотя бы 5-6 ниток.
Как вкрутить саморез в пластик?
Если пластик деформируется или трескается, то тут необходимо воспользоваться сверлом. Подбираем сверло меньшего диаметра, чем саморез, сверлим отверстие и вкручиваем саморез. Для точного сверления керним пластмассу, устанавливаем обороты шуруповерта на средние, и сверлим.
Как вкрутить шуруп в Разболтанное отверстие?
- Густо смажьте резьбу шурупа клеем ПВА, обмакните этот шуруп в опилки и вкрутите его. .
- Примените бОльший шуруп. .
- Заделайте отверстие деревянной пробкой.
Как закрутить болт с сорванной резьбой?
Если пойти правильным путём, то зажимаем болт, или шпильку в тисках (проблемной резьбой вверх), резьбу чуть смазываем маслом и прогоняем её плашкой, затем гайку закручиваем, можно даже руками. Если делать не правильно, то на гайку нужно приложить определённую нагрузку, что бы она пошла.
Что делать если сорвал резьбу на головке?
- Демонтировать ГБЦ. Рассверлить свечное отверстие, нарезать резьбу большего размера, выточить под нее специальные футорки и т. д;
- Без демонтажа ГБЦ. Восстановить свечную резьбу с помощью специального инструмента.
Что делать с сорванной резьбой?
Восстановление внутренней резьбы
Самый простой способ — рассверлить поврежденное резьбовое отверстие, и поверх нарезать новую резьбу. Но тогда под новую резьбу нужен и новый крепеж, что не всегда оправдано. К тому же, иногда нарезать резьбу большего диаметра просто не позволяет пространство.
Как восстановить резьбу на шпильке?
Чтобы восстановить резьбу на шпильке, нужно надеть на нее плашку, совместив витки резьбы, и оправку, после чего с помощью ключа выкрутить плашку. Идея простая и грамотная. Осталось проверить, насколько она применима.
Как восстановить резьбу в двигателе?
Восстановить резьбу можно двумя способами:
Для этого необходимо снять мотор, потому что отверстие в ухе рамы должно остаться оригинальным. Снятие мотора требует время, которого в сезон практически нет. 2) Рассверлить отверстие под болт большего диаметра и нарезать новую резьбу.
Чем нарезать резьбу в пластике?
Резьба лучше всего производится в инженерных пластиках с использованием инструментов для нарезания резьбы гребенкой или фрезерованием. Наружная резьба на пластмассовых деталях нарезается резцами, плашками, фрезами, внутренняя резьба – метчиками и резцами.
Как работает резьбовая вставка?
Резьбовая вставка навинчивается на шпиндель до тех пор, пока поводковый выступ не захватит установочный поводок. Таким образом, вставка также вертикально и надёжно подводится к месту ремонта и ввинчивается.

Всем доброго времени суток!
Наверное, многие из Вас сталкивались с такой проблемой, как сорванная резьба: будь то резьба в металле или на пластиковой детали. Согласитесь — вещь не приятная. Существует множество способов восстановить сорванную резьбу на металле:
— с помощью ремкомплектов (ввертышей);
— сварка с последующим сверлением отверстия и нарезкой новой резьбы метчиком;
— при помощи холодной сварки;
Способов достаточно много.
Для восстановления резьбы на пластике тоже существует несколько способов:
— при помощи клеевого термо-пистолета;
— при помощи наплавки паяльником недостающего или поврежденного участка резьбы;
Как видим, вариантов не так много, да и не всегда их можно применить в той или иной ситуации. Расскажу по подробнее на одном примере. Возможно, кому-то это пригодится.
В общем, случилось так, что в процессе эксплуатации автомобиля, а точнее, — его обслуживании, была сорвана резьба в нижней части корпуса воздушного фильтра. Заводские винты вкручивались, но при затяжке не держали (прокручивались).

Было принято решение устранить данную проблему при помощи клеевого пистолета. Все достаточно просто: снимаем крышку воздушного фильтра, закладываем нагретый клей в отверстие под винт и, пока клей не успел застыть, быстро вкручиваем все винты на место. Такого способа мне хватило ровно на одно ТО. После очередного выкручивания — вкручивания винтов, резьбы снова не стало.
Что в итоге придумал.
Купил в Леруа Мерлен мебельный крепеж.
Резьба лучше всего производится в инженерных пластиках с использованием инструментов для нарезания резьбы гребенкой или фрезерованием. Наружная резьба на пластмассовых деталях нарезается резцами, плашками, фрезами, внутренняя резьба – метчиками и резцами.
Выбор того или иного метода нарезания резьбы зависит от конструкции и материала обрабатываемой детали, размера резьбы, масштабов производства. Резьбофрезерование является наиболее производительным и экономичным способом образования резьбы в условиях серийного и массового производства. Однако целесообразно фрезеровать резьбы на деталях из жёстких материалов с обязательным охлаждением.
Инструменты
- Резьбу лучше всего наносить резьбовой гребёнкой
- Двузубчатый инструмент позволяет избежать образования заусенцев
- Не рекомендуется использовать нарезные шайбы, так как при удалении шайбы происходит повторная нарезка
Нарезание резьбы резцами

Для нарезания резьбы применяют стержневые, призматические и круглые резцы, профиль режущих кромок которых соответствует профилю резьбы (рис. 5). Стандартные стержневые металлорежущие резцы из быстрорежущей стали и твёрдых сплавов используют при нарезании резьбы в пластмассах с соответствующей переточкой.
Призматические и круглые резьбовые резцы применяются при серийном изготовлении деталей. По сравнению со стержневыми резцами они допускают большее число переточек.
Для сохранения постоянства размеров профиля резьбовых резцов переточка осуществляется только по передней поверхности. При конструировании призматических и круглых резцов угол и размеры профиля резьбы необходимо перечитывать в связи со спецификой установки резца на станке.
При нарезании резьбы резцами должны быть согласованы частота вращения детали и подача суппорта с режущим инструментом: на обороте детали инструмент должен переместиться вдоль оси детали на величину шага резьбы s. Частота вращения детали определяется скоростью резания и может быть подсчитана по формуле: n=1000*V/πd, где d – наружный диаметр резьбы.
При резьбонарезании, как и при точении деталей из пластмасс, наиболее стойкими являются инструменты из твёрдых сплавов группы BК – как более теплопроводные. Алмазные резцы по всем показателям превосходят резцы из других материалов. Быстрорежущие стали, как более дешёвые, применяют при нарезании резьб в деталях из ненаполненных термопластов.
Скорости резания назначают из условия, что температура резания не превышает теплостойкости данного материала. Увеличение скорости резания выше допустимой ухудшает качество нарезаемой резьбы.
При нарезании резьбы в армированных стекловолокном пластиках в качестве смазочно-охлаждающей жидкости можно применять воду. Однако вода снижает прочность резьбы. И детали с высокими требованиями к прочности обрабатывают всухую.
- При использовании втулок следует делать припуск на обработку (в зависимости от материала и диаметра, основной показатель 0,1мм)
- Не используйте слишком высокие предварительные настройки для того, чтобы избежать сплющивания резьбы
Нарезание резьбы плашками
Условия нарезания резьбы плашками исключительно тяжёлые (профиль калибрующей части после термообработки не затылуется, а задние углы на боковых режущих кромках близки к 0).В связи с этим точность резьбы низкая (3 – 4 класс), производительность операции невысокая, так как скорости резания обычно не превышают 2 – 3 м/мин. Стандартные металлорежущие плашки нужно перетачивать (ГОСТ 9740-71), уменьшая передний угол до 0о и даже до отрицательных величин (-15 – -20о) и полировать заборный конус и прикромочные участки.
Нарезание резьбы метчиками
Внутренние резьбы в изделиях из пластмасс нарезают специальными метчиками и резцами. Резьбонарезание метчиками связано с определёнными трудностями, обусловленными свойствами обрабатываемого материала: 1) наличием упругих деформаций, вызывающих защемление метчиков при свертывании; 2) высокими абразивными свойствами, способствующими интенсивному износу задних граней метчика; 3) недостатками смазочно-охлаждающих сред.
Нарезание резьбы метчиками малых диаметров проводят в основном вручную, вращая метчик воротком или ручной дрелью. Для серийного и массового производства пластмассовых деталей проектируют специальные метчики, имеющие минимальное число зубьев (n=2-3), широкие полированные или хромированные стружечные канавки, подобранные экспериментально размеры профиля резьбы и геометрические параметры.
Метчики из быстрорежущей стали рекомендуются только для термопластов. Резьбу на деталях из реактопластов нарезают твердосплавными метчиками группы ВК, стойкость которых в 30 – 40 раз выше стойкости быстрорежущих.
Для компенсации упругих деформаций обрабатываемого материала в процессе резьбонарезания и сверления отверстий под резьбу наружный и средний диаметр метчика, а также диаметр сверла увеличивают на 0,05 – 0,1 мм по сравнению с аналогичными размерами метчиков и сверл для обработки металлов.
Выбор скорости резания определяется в основном степенью точности нарезаемой резьбы, обрабатываемым материалом и стойкостью инструмента.
Для более качественного нарезания резьбы необходимо пользоваться одним метчиком, так как пластмасса – сравнительно мягкий материал и применение набора метчиков сопряжено с опасностью среза витков резьбы, полученных предыдущим метчиком.
Качество и точность нарезаемой резьбы зависят также от способа крепления метчика на станке – в жёстком или плавающем патроне. Жёсткий патрон не даёт возможности метчику самоустанавливаться по оси отверстия, вследствие чего ось резьбы смещается и появляется местное ослабление профиля резьбы.
Специальный патрон для нарезания сквозных резьб даёт возможность метчику при наличии несоосности последнего с отверстием перемещаться в радиальном направлении так, что ось метчика остаётся параллельной её первоначальному движению.
Часто при ремонте аппаратуры приходится многократно развинчивать и свинчивать сединения выполненные ввинчеными в отверстия в пластике саморезами. естественно при пр. счетах конструкторов (велик диаметр отверстия и саморез лишь немного касается свеей резьбой материала сстенок) или из-за перетяжки резьба слизывается и соединение не держит. Как его восстановить в домашних условиях, особенно для тонкостенных деталей и саморезов малого диаметра 1-1,5 мм.
Для толстостенных я применяю вклеивание в рассверленное отверстие металлической резьбовой втулки с насечкой, добываемой из текстолитовой монтажной стойки времен расцвета объемного монтажа. Но когде сама деталь (пприлив для винта) меньше диаметра самой тонкой втулки — как быть. При условии сохранения разборности соединения и использовании штатного самореза (подобрать больший по диаметру проблематично обычно) Пробывал заливать раствором ABSа в дихлорэтане с последующим формированием отверстия иглой "по мягкому" — толку не много — при вворачивании вырывает из отверстия эту массу. Эпоксидка делает соединение неразборным, лишает возможности затяжки.
ЗЫЖ Большая просьба к модераторам — пожалуйсто не сносите тему в "не про Радио" — там одни тролли живут и тема становится некому невидна за 5 минут.
Я, кроме вклеивания мет. втулок, делал еще такими способами:
1- быстрый.
Отрезок ПВХ-кембрика (не термо) внутрь отверстия. Диаметр кембрика должен быть немного больше диаметра отверстия. После первого ввинчивания кембрик заполняет резьбу и держится сравнительно долго.
2-надежный.
Заливаю целиком разрушенную часть 3-минутным эпокси (типа ABRO), затем засверливаю и метчиком делаю "черновую" резьбу. Проверяю "вход" самореза, если очень туго — рассверливаю чуть большим диаметром и повторяю нарезку.
Еще — правильная резьба самоформируется, если шляпу самореза нагреть паяльником. Но нужно успеть сразу же его вывинтить.
Когда-то я видел, да и точил сам резьбовые втулки с гайкой. А если материал термопластичный, то просто вплавлял в него гайку потолще.
Залеплял отверстие "холодной сваркой" ("Эпоксилин"), дожидался, пока затвердеет наполовину (чуть больше), протыкал по центру отверстие толстой иголкой, вкручивал саморез, предварительно намазанный вазелином, но не затягивал его, потом дожидался полного затвердевания и тогда затягивал. Протыкание иглой в том числе и для того, чтобы впереди самореза осталось свободное место для окончательного затягивания.
Если восстанавливается "высокая тонкая" ножка для самореза, натягиваю на неё снаружи тонкостенную металлическую трубку, пружину подходящего диаметра (накручиваю против витков пружины, иначе не лезет), на крайний случай — навиваю медный провод.
f300: Еще — правильная резьба самоформируется, если шляпу самореза нагреть паяльником. Но нужно успеть сразу же его вывинтить.
Папа Карло: Папа Карло ◊
сегодня, 11:29
Когда-то я видел, да и точил сам резьбовые втулки с гайкой. А если материал термопластичный, то просто вплавлял в него гайку потолще.
В данном случае отверстия в торцах стоек (точнее осей) Ф4 мм наружний. Вворачивается саморезы примерно 1,5 мм диаметром.
Хоть винты М1,6 домтупны, втулок таких не достать. А гайка уже как раз со стойку размером.
AN1440: AN1440
сегодня, 12:44
Залеплял отверстие "холодной сваркой" ("Эпоксилин"), дожидался, пока затвердеет наполовину (чуть больше), протыкал по центру отверстие толстой иголкой, вкручивал саморез, предварительно намазанный вазелином, но не затягивал его, потом дожидался полного затвердевания и тогда затягивал. Протыкание иглой в том числе и для того, чтобы впереди самореза осталось свободное место для окончательного затягивания.
Дал толстых должно прокатить — хорошая идея.
Основа термопластичная, но откуда взяться материалу для заполнения отверстия. Тут как раз брак — отверстия великоватого жиаметра для саморезов. Саморезы держат от соскальзывания шестерни.
А в "технологию" слабо было написать? И не надо было бы к модераторам обращаться.
.
Но я всё же спрошу: что это такой за ремонт, что "приходится многократно развинчивать и свинчивать сединения"?
Собственно, есть опыт: саморез предназначен для единоразового соединения. При повторном, вполне вероятно нарезание новой резьбы с вытекающими последствиями. Чтобы этого не случалось, нужно при ввинчивании самореза повторно аккуратно "нащупать" старую нарезку. Не надо создавать проблем, тогда и не придётся их решать!
Есть еще один совет: саморезы, даже самые классные, имеют индивидуальный заход. Поэтому, при разборке-сборке следует заворачивать конкретный саморез в конкретное отверстие. Возможно, для кого-то это напряжно, поскольку, обычно, все болтики сваливаются в кучку.
Всем успехов в аккуратности!
Wladimir_TS: металлической резьбовой втулки с насечкой, добываемой из текстолитовой монтажной стойки времен расцвета объемного монтажа
Wladimir_TS: Основа термопластичная, но откуда взяться материалу для заполнения отверстия.
ЮХа: саморез предназначен для единоразового соединения. При повторном, вполне вероятно нарезание новой резьбы с вытекающими последствиями.
ЮХа: саморезы, даже самые классные, имеют индивидуальный заход.
flower: А где Вы их берёте? Ищу, не могу найти.
Форум про радио — сайт, посвященный обсуждению электроники, компьютеров и смежных тем.
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?

Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.

Комплект инструментов для восстановления резьбы
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением. Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
- Вставки снабжены поводковым язычком, который используется для их ввинчивания в подготовленную приемную резьбу. Специальный установочный инструмент захватывает его и использует в качестве привода. После установки поводок будет не нужен и легко обламывается.
- В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).

Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:

- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.
Для резьбы с мелким шагом:
- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.

Монтажный инструмент для установки ввертыша

Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 - 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии. Обратите внимание на то место, где нить начинает входить в отверстие.
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.

Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.
Вопросы и ответы:
Почему данная технология требует использования специального метчика STI? Что такое метчик STI? Можно ли вместо него использовать стандартный метчик?

Маркировка метчика STI
Отремонтированная внутренняя резьба предназначена для крепежа стандартных размеров. После установки пружинной вставки ее витки устанавливаются с тем же шагом, что и у резьбы крепежа, для которого предназначено резьбовое отверстие.
Метчики под резьбовую вставку отличаются размерами от стандартных метчиков под винты. Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Рассмотрим разницу между STI и стандартным метчиком на конкретном примере:
Стандартный метчик, используемый для нарезания резьбы для крепежа 1/2"NF, имеет основной диаметр 0,500 дюйма с шагом 20 витков на дюйм. Соответствующий метчик STI имеет такой же шаг резьбы 20 витков на дюйм, но немного больший основной диаметр, в этом примере он составляет 0,568 дюйма.
Есть ли какой-нибудь способ более надежно зафиксировать вставку на резьбе, а не полагаться только на посадку с натягом для удержания в резьбовом отверстии?
Чтобы надежнее закрепить вставку в корпусе детали рекомендуется использовать дополнительные способы фиксации:
Химическое стопорение. Нанесите тонкий слой резьбового фиксатора на внешнюю часть витков вставки перед тем, как ввинтить ее в отверстие. Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Механическое стопорение. Используя пробойник и молоток, слегка развальцуйте один виток резьбы корпуса, в том месте, где находится резьбовой конец установленной футорки. Цель этого метода - слегка деформировать или сжать резьбу корпуса, чтобы затруднить выкручивание вставки при демонтаже крепежа.
Диапазон размеров:
Пружинные вставки предлагаются в дюймовых и метрических размерах. Согласно опубликованным данным доступны вкладыши для винтов от размера № 2 до 1 1/2 дюйма и от М3 до М42.
Их длина обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали, причем это длина в смонтированном состоянии и без установочного язычка (в свободном состоянии они короче). Например, для футорки М6, 2d длина будет составлять два диаметра, то есть 12 мм.
Типы резьбы:

Ремонтные футорки доступны с различными типами резьбы и конфигурациями шага, включая UNC, UNF, метрическую крупную и мелкую резьбу, UNEF, UNS и трубную резьбу.
Из какого металла изготавливают вставки?
На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая твердостью 425 – 550 HV (по Виккерсу) марки А2 и А4. Для специальных целей производители выпускают их из таких материалов, как Nitronic 60, жаропрочный сплав Inconel X, титан и фосфорная бронза.
Преимущества использования ремонтных вставок:
- Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы.
- Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
- Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках или в момент выкручивания винта.
- Посаженная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
- Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях.
- С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Видеодемонстрация установки ввертшей
Здравствуйте, можно ли вставить две пружинные вставки для удлинения востанавленной резьбы?
под установку футурки м6, отверстие какого диаметра необходимо подготовить?
Читайте также: