
Как сделать посадку под подшипник
Обновлено: 06.07.2024
После ремонта насоса кама при притирке щёток обнаружил что внешняя обойма прокручивается в пос месте с небольшой скоростью из способов устранения:
1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
2.Подложить тонкую фольгу м-ду обоймой и пос местом- не факт что подшипник влезет.
3.Обработать спец составом LOCTITE-50мл.-1800 деревом ремонт теряет смысл по фин соображениям.
- Посадить на быструю эпоксидку-трудности при посл возможной разборке узла.
Помогите (советом) кто как делает в подобных случаях!
ТЭИ написал :
1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
Куда он денется супротив киянки. Еще можно облудить внешнюю обойму подшипника.
ТЭИ написал :
1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
самое то, в своё время так делах на ступицах ТАЗа-05го и всё было ОК!
Есть ещё такой способ - вместо штатного подшипника поставить меньший по диаметру, и запрессовать туда выточенную обойму(втулку).
Service-man написал :
и запрессовать туда выточенную обойму(втулку)
либо резиновый вкладыш (уплотнитель) подшипника.
Есть еще один способ.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.Очень надежно и просто, правда сам еще не пробовал только читал и видел картинки.
Если посадочное место не критично разбито, а зазор десятки миллиметра (т.е. особо ничего не вставишь), обычно задний подшипник не сильно оборотистого инструмента, где нет резинового колпачка, то два варианта. Несколько слоев клея (типа старый желтый Момент), последовательно наносить после высыхания. Если подшипник ложится в алюминий, можно попробовать плотно посадить на ФУМ ленту (с подбором направления вращения ).
Если честно ко всяким подкладываниям и подматываниям изоленты и фольги - отношусь негативно. Видел много плохих последствий такого кустарного подхода.
Сваркой на малом токе , медным многожильным проводом поводить по подшибнику , лишнее убрать напильником
ТЭИ написал :
Посадить на быструю эпоксидку-трудности при посл возможной разборке узла.
имхо самый простой вариант , если очень опасаетесь за проблемы с разборкой - можно взять анаэробный герметик для труб, в кр случае обычный силиконовый герметик.
Винт написал :
Есть еще один способ.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.Очень надежно и просто, правда сам еще не пробовал только читал и видел картинки.Владимир С написал :
Сваркой на малом токе , медным многожильным проводом поводить по подшибнику , лишнее убрать напильником
Люди упомянули действенный метод неоднократно применяемый на предприятии где я работал. Там таким образом решались вопросы пролетов посадочных размеров колонок для пресс-форм. Напай меди способ надежный и простой если не пользоваться сварочным аппаратом и рессорами. Возьмите просто медный провод закрепите его на клеймах аккумулятора от авто, и закорачивая вал с подшипником, пройдитесь по всей поверхности посадочного места. Образовавшийся наплав на подшипнике доведите надфилем. Надфилем не переусердствуйте. Медь мягкий материал, и излишки вытянет при запресовке.
Если подшипник качения с внутренним кольцом посажен на вал только с натягом, может возникнуть опасное кольцевое скольжение между внутренним кольцом и валом.
Это скольжение внутреннего кольца, которое называется "проскальзыванием", приводит к кольцевому сдвигу кольца относительно вала, если посадка с натягом недостаточно тугая.
Когда возникает проскальзывание, подогнанные поверхности становятся шероховатыми, вызывая износ и значительное повреждение вала.
Ненормальный нагрев и вибрация могут также возникнуть из-за абразивных металлических частиц, проникающих внутрь подшипника.
Важно предотвратить проскальзывание, надёжно закрепив с достаточным натягом то кольцо, которое вращается, либо к валу, либо в корпусе.
Проскальзывание не всегда можно устранить посредством осевого затягивания через наружную поверхность кольца подшипника.
Однако, как правило, нет необходимости обеспечивать натяг колец, подвергающихся только статическим нагрузкам.
Посадка иногда делается без какого-либо натяга как внутреннего, так и наружного кольца, чтобы приспособиться к определённым рабочим условиям, либо чтобы способствовать установке и разборке.
В этом случае для предотвращения повреждения пригоночных поверхностей вследствие проскальзывания, следует рассмотреть смазывание или другие применимые методы.
Условия нагрузки и посадки
| Приложение нагрузки | Работа подшипника | Условия нагрузки | Посадка | ||
| Внутреннее кольцо | Наружное кольцо | Внутреннее кольцо | Наружное кольцо | ||
| Вращательная | Статическая | Вращательная нагрузка на внутреннее кольцо, статическая нагрузка на внешнее кольцо | Посадка с натягом | Свободная посадка | |
| Статическая | Вращательная | ||||
| Статическая | Вращательная | Вращательная нагрузка на внешнее кольцо, статическая нагрузка на внутреннее кольцо | Свободная посадка | Посадка с натягом | |
| Вращательная | Статическая | ||||
| Направление нагрузки не определяется из-за изменения направления или несбалансированной нагрузки | Вращательная или статическая | Вращательная или статическая | Направление нагрузки не определено | Посадка с натягом | Посадка с натягом |
Посадки между радиальными подшипниками и отверстиями корпуса

Обычно, если прослабляются посадочные места подшипника (ось или обойма), то применяют два метода восстановления: 1 — наварка полуавтоматом с последующей проточкой, 2 — наварка меди распушенным кабелем. У этих способов есть значительные недостатки! После сварки деталь может "повести" и требуется проточка, а медь не имеет достаточной прочности.
Есть способ о котором мало кто знает, проверен не раз. Требуется обычный сварочный аппарат и любые две плоские длинные, желательно ржавые, железяки (уголки, профильные трубки) сантиметров 30. Железки присоединяем к сварочному аппарату и прокатываем между ними ось или подшипник. Происходит наварка железа на ось или подшипник с минимальным нагревом и без деформации. При необходимости процесс повторяется несколько раз. Иногда этот способ позволяет не производить полный демонтаж деталей.
При проектировании подшипниковых узлов принципиальное значение имеет сопряжение (посадка) внутренних колец с валом и наружных с корпусом. Поскольку подшипники являются стандартными узлами, то валы и корпуса следует приспосабливать к ним. Внутренние кольца сажают на вал по системе отверстия, а наружные в корпус по системе вала (рис. 32) . При том, что поле допусков внутреннего кольца направлено не в тело, а к центру, посадки на вал получаются более плотными, чем обычно в системе отверстия.
При выборе посадки необходимо обеспечить неподвижное соединение того кольца подшипника, которое сопрягается с вращающейся частью машины, передающей внешнее усилие на подшипник. В противном случае оно будет обкатываться и проскальзывать по посадочному месту, что приведет к его износу и выходу из строя подшипника. В то же время посадка должна быть с минимальным натягом, чтобы зазоры между кольцами и телами качения не претерпевали значительных изменений.
Второе кольцо подшипника, сопрягающееся с неподвижной частью машины, устанавливают с небольшим зазором или с очень небольшим натягом для облегчения осевых перемещений кольца при монтаже, температурных деформациях вала и при регулировке зазоров в подшипниках. Кроме того, такой вид сопряжения позволяет кольцу под действием толчков и вибраций периодически поворачиваться вокруг оси подшипника, вследствие чего в работе участвует не ограниченный участок кольца, а вся дорожка качения.
В зависимости от режима работы машины, чем больше нагрузка и сильнее толчки, тем более плотными должны быть посадки. Чем быстроходнее машина (меньше нагрузки, выше температуры), тем посадки должны быть свободнее.
Посадки роликоподшипников требуются более плотные в связи с большими нагрузками. Посадки радиально-упорных подшипников плотнее, чем у радиальных, у которых посадочные натяги искажают зазоры. Посадки крупных подшипников из-за больших сил назначают плотнее, чем у средних и мелких.
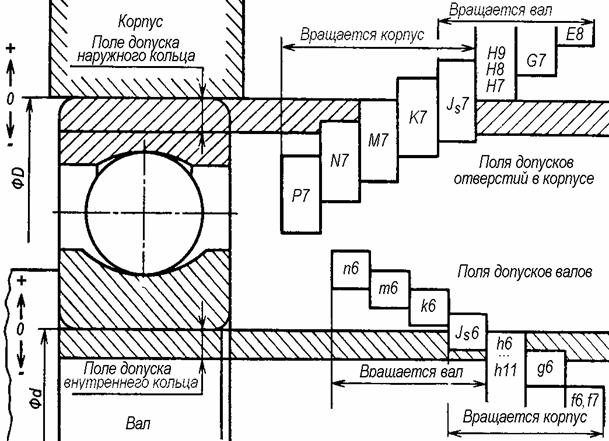
Рис. 32. Поля допусков вала и корпуса при посадке подшипника
Рекомендации по выбору посадок по мере роста нагрузок в опорах можно сформулировать следующим образом:
- допуски валов при вращающемся корпусе – g6; h6;
- допуски корпуса при вращающемся корпусе – K7; M7; N7; P7.
Читайте также: