
Как сделать полимерную печать
Добавил пользователь Владимир З. Обновлено: 04.10.2024
Фотополимерная печать обычно ассоциируется с изящными, миниатюрными изделиями. Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
В настоящее время фотополимерные принтеры могут работать по одной из трех технологий - SLA, DLP или LCD. Каждая из технологий имеет свои преимущества и недостатки.
Для того чтобы не ошибиться с выбором модели, нужно понимать, какая технология подойдет для печати конкретных изделий. Например для ювелира и стоматолога главным критерием будет точность, а для человека который планирует печатать фигурки для своего хобби - качество поверхности и не очень дорогая стоимость расходников.
SLA - это одна из первых запатентованных технологий 3D печати. Запатентовал ее еще в 1986 году Чарльз Халл. DLP и LCD основными принципами похожи на SLA, но появились гораздо позже.
Принцип работы
В качестве материала для печати, SLA принтеры используют фотополимерные смолы -светочувствительные полимеры, застывающие под действием определенного спектра УФ излучения.
В качестве “отвердителя” используется лазерный луч, который при помощи зеркал фокусируется на нужной точке. Луч последовательно “рисует” срез модели. Так постепенно, слой за слоем, на рабочем столе “выращивается” модель.
Принцип работы SLA технологии
Есть два варианта расположения печатного стола - сверху и снизу.
Стол сверху
Визуально выглядит как перевернутый FDM аппарат, модель на таком аппарате печатается “верх ногами”. Стол перемещается во время печати снизу вверх, модуль с лазером располагается в нижней части аппарата, под ванной с полимером. Дно ванночки обычно изготовлено из силикона - он хорошо пропускает УФ излучение и к нему практически ничего не прилипает.
Модель принтера с верхним положением стола
Это самая популярное решение для настольных моделей SLA принтеров.
Модуль с лазером располагается в верхней части принтера над ванной с полимером, а печатный стол, во время печати, постепенно опускается вниз, погружаясь в смолу.
Промышленный SLA с нижним расположением стола
Такое расположение традиционно используется в промышленных аппаратах с большой областью печати. Единственное неудобство - ванночка всегда должна быть заполнена фотополимером. А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
Плюсы
Высокая точность. Такой аппарат не уступает в точности профессиональным ювелирным ЧПУ станкам
Идеальное качество поверхности. Самые миниатюрные модели выглядят монолитными. Слоев не видно даже при большом увеличении.
Большой выбор расходных материалов. Благодаря возрастающей популярности фотополимерной печати, появилось много специфичных смол - от мягких флексов, до фотополимеров с повышенными прочностными характеристиками (например есть очень прочный, биосовместимый фотополимер для изготовления временных зубных коронок).
Минусы
Высокая стоимость 3D принтера. SLA аппараты очень требовательны к качеству комплектующих, поэтому ценник на такие модели начинается от 220 000 рублей.
Медленная скорость печати по сравнению с DLP и LCD технологией.
Пример печати
Сердечная мышца, напечатанная на Formlabs Form 3
Кольца, напечатанные при помощи SLA технологии
Прототип ложки
Статуэтка-бабочка, напечатанная на Formlabs Form 3
Техническая модель
Прототип лопаты для уборки снега. Изготовлен на Formlabs Form 3L
Лучшие SLA принтеры
Лидером в производстве SLA принтеров является фирма Formlabs. В линейке Formlabs можно найти как небольшие настольные модели, так и профессиональные станки с большой областью печати.
Технические характеристики:
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 14,5 × 14,5 × 18,5 см
Толщина слоя: 25 – 300 мкм
Этот принтер можно сравнить с небольшим профессиональным станком. Несмотря на небольшие габариты, он с легкостью справится с самыми сложными моделями.
Formlabs Form 3L
Formlabs Form 3L в сравнении с Form 3
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 33,5 × 20 × 30 см
Толщина слоя: 25 – 300 мкм
Этот принтер позволяет печатать крупноформатные модели или быстро изготавливать небольшие партии изделий.
C появлением более быстрых и бюджетных технологий, SLA принтеры стали менее популярны. В основном их используют на производствах с высокими требованиями к качеству и стабильности печати.

DLP технология опирается на принципы SLA, но в качестве источника УФ-излучения используется не лазер, а проектор.
Принцип работы
В качестве материала используется фотополимерная смола, но в отличии от SLA источником света является не луч, а DLP- проектор. Это существенно ускорило печать, ведь проектор, в отличие от луча, засвечивает сразу весь слой.

Принцип работы DLP технологии
Проектор располагается в нижней части принтера, под емкостью с фотополимером. Низ емкости обычно сделан из прозрачной, износостойкой пленки. Такая пленка хорошо пропускает УФ-излучение, к ней практически ничего не прилипает, а если она порвется ее можно легко заменить.
Плюсы
Быстрая печать. Проектор засвечивает сразу всю рабочую область, так что не важно сколько моделей вы печатаете - одну или десять. На время печати влияют только высота и толщина слоя.
Средний ценовой сегмент. По сравнению с SLA выбор моделей больше, стоимость начинается от 200 000 рублей.
Минусы
Менее точный. Некоторые модели уступают по точности SLA аппаратам. Это визуально не заметно на готовом изделии, но может стать неприятным сюрпризом там, где требуется идеальная точность.
Возможна паразитная засветка. Из-за засветки всего слоя за раз может возникать паразитная засветка смолы.
Ресурс проектора. Проектор - это сердце DLP-принтера. Обязательно обращайте внимание на ресурс проектора. Например, производитель FlashForge Hunter заявляет минимальный ресурс проектора 50 000 часов. Это очень много.
Пример печати

Партия колец, напечатанная при помощи DLP технологии

Образцы колец, напечатанные на FlashForge Hunter

Реквизит для миниатюр 28 мм

Макет челюсти изготовленный на FlashForge Hunter
Лучшие DLP принтеры

Технические характеристики:
Разрешение XY: 0,0625 мм
Скорость печати: 10 мм/ч
Источник света: 405 нм LED
Размер рабочей области: 120х67,5х150 мм
Толщина слоя: 0,025-0,05 мм
Фирма FlashForge славится качеством своих принтеров. Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
DLP технология используется все реже. Ее упорно вытесняют более доступные 3D-принтеры, работающие по LCD технологии.
LCD технология - самая молодая среди фотополимерных принтеров. Изначально LCD появилась как более доступный аналог DLP технологии, подходящий для домашнего использования.
Первые LCD принтеры обладали рядом неприятных детских болячек (неравномерная засветка рабочей области и т.д), которые со временем удалось решить или компенсировать. С развитием технологии, помимо моделей для домашнего использования, появились аппараты, которые по точности не уступают DLP и могут использоваться для производственных задач.
Принцип работы
Технология почти полностью копирует DLP, только вместо проектора используются светодиоды. Под ванночкой располагается ЖК дисплей (похожий на дисплей смартфона или планшета), который затемняется в некоторых местах, пропуская свет только в нужных местах.
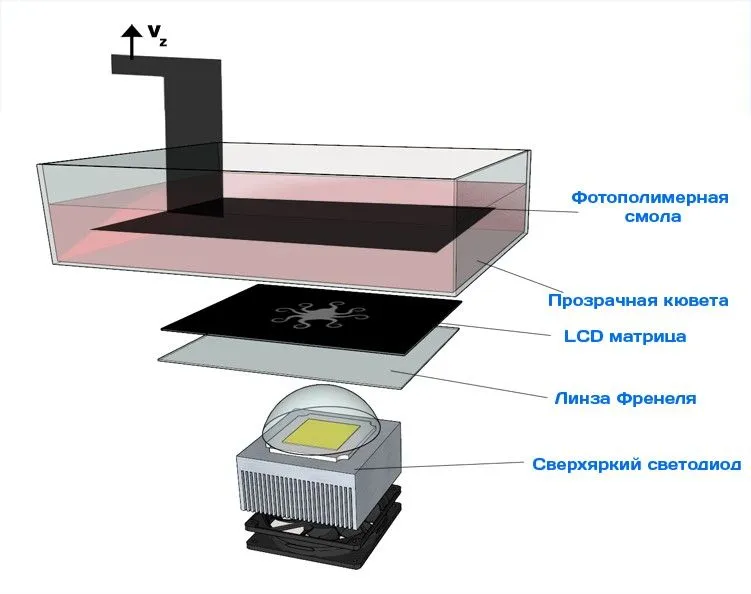
Принцип работы LCD технологии
Поскольку модуль с экраном и светодиодами располагается в нижней части принтера, то дно емкости под смолу прозрачное. Как и в DLP, обычно используют прозрачную пленку.
Плюсы
Дешевые аппараты. Использование светодиодов в связке с ЖК дисплеем позволяет сильно удешевить стоимость 3D принтера. Стоимость некоторых моделей начинается от 14 000 рублей.
Недорогие расходники и запчасти.
Большой выбор моделей. Можно легко подобрать модель для любой задачи.
Минусы
Менее точный. Бюджетные модели хорошо подойдут для печати миниатюр или статуэток, но их точности может быть недостаточно для, например, ювелирных изделий.
Возможна паразитная засветка. Как и в DLP технологии засвечивается сразу весь слой, это может приводить к паразитной засветке.
Качество печати может быть не одинаковое на всей области печати. Поскольку в качестве УФ источника используется массив светодиодов, а не один источник света, рабочая область может подсвечиваться неравномерно. Эту проблему можно решить программно или физически.
Скорость печати ниже DLP. Светодиоды светят “слабее” проектора, поэтому время засветки слоя немного больше, но все равно LCD принтер печатает быстрее SLA.
Пример печати

Небольшая миниатюра, изготовленная на Anycubic Photon Mono

Тролль, напечатанный на LCD аппарате

Шины для РУ модели, изготовленные из мягкого полимера

Модель замка, изготовленная на Phrozen Sonic Mini 4K

Статуэтка, изготовленная на Anycubic Photon Zero

Тролль, напечатанный на LCD принтере
Лучшие LCD принтеры

Технические характеристики:
Разрешение LCD-дисплея: 854х480 px
Точность позиционирования по оси XY: 0.1155 мм
Длина УФ волны: 405 нм
Размер рабочей области: 97х54х150 мм
Толщина слоя: 0.01-0.2 мм
Бюджетная модель, ориентированная на домашнее использование. Хорошо подойдет для домашнего использования.
Anycubic Photon Mono

Технические характеристики:
Разрешение LCD-дисплея: 2560х1620 (2K)
Точность позиционирования по оси XY: 0.051 мм
Длина УФ волны: 405 нм
Размер рабочей области: 130х80х165 мм
Толщина слоя: 0.01-0.15 мм
Anycubic Photon Mono уже более серьезный аппарат. Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Phrozen Sonic Mini 4K

Технические характеристики:
Разрешение LCD-дисплея: 6.1" 4K Mono LCD
Точность позиционирования по оси XY: 35 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 134х75х130 мм
Толщина слоя: 0.01-0.30 мм
Моно LCD матрица, с высоким разрешением, позволяет печатать очень быстро и точно.
Wanhao GR1

Технические характеристики:
Разрешение LCD-дисплея: 6.3" 2K HD
Точность позиционирования по оси XY: 0.055 мм
Длина УФ волны: 405-410 нм
Размер рабочей области: 140х78х200 мм
Толщина слоя: 35-100 микрон
Увеличенная рабочая область позволяет изготавливать больше моделей за раз, а специальная УФ-LED матрица обеспечивает однородность засветки.
LCD принтеры успешно захватывают рынок вытесняя более дорогие DLP и SLA принтеры. Этому конечно способствует их доступность и большое разнообразие моделей.
Сфера применения
Стоматология
В стоматологии очень важна точность. Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Модель челюсти
Элайнер, изготовленный при помощи 3D печати
Помимо точности принтера важную роль играет выбранный материал. Нужно использовать специальные смолы с небольшим процентом усадки.
Ювелирное производство
Весь потенциал фотополимерных принтеров раскрывается в ювелирной отрасли. Помимо точности очень важна детализация и идеальное качество поверхности.
Кольцо, изготовленное из выжигаемого фотополимера
От модели до готового изделия
Раньше такие изделия приходилось очень кропотливо вырезать вручную или изготавливать на высокоточных ЧПУ станках из воска. Теперь достаточно сделать цифровую модель и при помощи принтера и выжигаемой смолы, быстро изготовить необходимое количество изделий готовых к отливке.
Прототипирование
Печать прототипов, изготовление мастер моделей и т.д.
Шлем и другие прототипы, изготовленные на фотополимерном принтере
Прототипы корпусов
Не для всего подойдет FDM технология. Иногда нужно быстро изготовить макет будущего изделия с гладкой поверхностью, профессиональные фотополимерные принтеры легко справятся с этой задачей.
Доступные фотополимерные принтеры стали большим подспорьем для любителей миниатюр. Гораздо проще смоделировать и распечатать 28 мм фигурку любимого героя, чем долго и кропотливо изготавливать ее вручную.
Советский мотоциклист в масштабе 28мм
“Запчасти” для миниатюры 28мм
А большие декоративные статуэтки получаются более аккуратными, по сравнению с FDM печатью. После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
Бюст девушки
Макетирование
Для больших и схематичных макетов можно использовать FDM принтеры, но их точности недостаточно для изготовления небольших деталей. Имея 3D модель можно быстро изготовить очень точный и подробный макет здания или целого квартала.
Макет статуи В.И. Ленина
Напечатанный и покрашенный макет здания
Итоги
Несмотря на все плюсы фотополимерных принтеров, есть небольшие нюансы которые являются общими для всех технологий.
Промывка модели. После печати модель нужно промыть от остатков смолы. Лучший способ это ультразвуковая ванночка со спиртом, иногда можно обойтись стаканчиком с изопропиловым спиртом и кисточкой.
“Дозасветка” в уф-камере. После промывки модель нужно “дозасветить” в УФ-камере, иначе полимер не наберет заявленную производителем прочность.
Для засветки модели можно использовать обычную УФ лампу или аппарат для маникюра. Они обойдутся дешевле профессиональных сушилок, хоть и времени для “дозасветки” может понадобится больше. Перед покупкой убедитесь, что лампы светят в нужном УФ спектре.
Прочность полимеров. Несмотря на огромное разнообразие смол, они все же уступают по прочности пластиковым нитям которые используют FDM принтеры. Исключение составляют некоторые узкоспециализированные смолы.
Для некоторых эти нюансы могут стать существенными минусами, но несмотря на это фотополимерные принтеры находят применение, как в качестве домашних принтеров, так и в качестве рабочих станков в разных областях.

Печать фотополимерами обладает широкими возможностями. По сравнению с другими видами 3D печати, создание изделий из смол занимает меньше времени, а большой выбор материалов дает неограниченное поле для реализации любых задач.
За последние несколько лет печать на фотополимерных 3D принтерах стала доступнее - стоимость оборудования значительно снизилась, при этом качество печати не пострадало и даже улучшилось. В этой статье мы подробно расскажем и покажем, как правильно настроить фотополимерный 3D принтер для работы с разными видами материалов.
Виды фотополимерных принтеров

Среди оборудования, доступного для всех пользователей наиболее популярными являются принтеры, работающие по технологии SLA, LCD и DLP. Их принцип работы практически одинаковый - в ванночке с прозрачным дном находится полимер, который застывает под воздействием света.
SLA (стереолитография) для засветки каждого слоя использует лазерный луч. С помощью системы зеркал и призм луч отражается и проектируется на необходимые области.
Технология DLP позволяет засвечивать весь слой сразу благодаря установленному УФ-проектору. Он проецирует свет на всю область печати, тем самым ускоряя ее.
Принтеры, работающие по технологии LCD имеют сходство с DLP устройствами, однако в них используются жидкокристаллическая матрица, сквозь которую проходит свет от светодиодов.
На этом различия принтеров заканчиваются. Дальнейший процесс печати представляет собой плавное поднятие платформы с изделием и “выращивание” детали из полимера слой за слоем.
Стоит отметить, что SLA принтеры прекрасно работают на заводских настройках, которые выставлены по умолчанию. Принтеры DLP и LCD имеют схожие настройки, поэтому в этой статье рассмотрим их вместе на примере оборудования Anycubic MONO X.
Настройки 3D печати подходят для настольных принтеров, использующихся в медицине, стоматологии, обучении, проектировании и изготовлении штучных объектов.
Anycubic Photon MONO X: краткий обзор

Anycubic Photon MONO X - компактный и недорогой принтер, который подходит для решения разных задач (от реализации DIY проектов до обучения и помощи в небольшом бизнесе). Этот монохромный LCD принтер с матрицей 4К имеет самую большую область построения в линейке Anycibic Photon MONO. Объем печати составляет 192х120х250 мм.
Оборудование имеет LCD матрицу и экран диагональю 8,9 дюйма, что позволяет ускорить 3D печать в 3 раза по сравнению с другими технологиями. Встроенный Wi-Fi модуль делает возможным удаленное подключение к сети Интернет и печать.
Программное обеспечение

Принтер поставляется со встроенным программным обеспечением Photon Workshop V2.1.24 RC7, которое позволяет быстро подготовить 3D модели к печати. Единственный минус этой программы - предустановленные настройки от производителя, которые невозможно изменить.
Для подготовки файлов можно использовать более удобный слайсер ChituBox. Он позволяет выбирать профиль принтера или создавать новый, а также задавать параметры используемого полимера. Данные не нужно вводить повторно - они автоматически сохраняются.
Расходные материалы

Принтер Anycubic Photon Mono X может работать смолами разных производителей. Например, он совместим с фотополимерами российского производителя HARZLabs. Производитель предлагает базовые, инженерные и стоматологические полимеры, которые позволяют решать любые задачи в обучении, на производстве или в бизнесе. HARZLabs предлагает своим пользователям проверенную информацию об особенностях работы с каждым материалом.
Смолы российского производства отличаются стабильным составом и отличными физико-химическими характеристиками. Большинство полимеров не имеют запаха, поэтому подходят для работы в помещениях с естественной вентиляцией.
Калибровка рабочей платформы

Важный этап, без которого не обходится ни один цикл печати - калибровка. Если рабочая поверхность будет находиться под углом к матрице, то изделие может быть забраковано.
Принтер Anycubic Photon Mono X оснащен специальными винтами, позволяющими закрепить платформу в нужном положении. Ослабив винты и опустив платформу на дисплей (через меню), можно быстро выполнить калибровку принтера.
Настройка параметров

Высота слоя
Настройка принтера начинается с выбора высоты слоя. От этой величины зависит качество и детализация печати. Минимальная высота слоя на Anycubic Photon Mono X составляет 10 мкм. Такой размер слоя идеально подходит для полимеров с низкой вязкостью. Стандартная высота для этого принтера - 50 мкм. Для фотополимеров со средней и высокой вязкостью рекомендуется ставить толщину слоя 100 мкм.
Время засветки
Немаловажными параметрами, от которых зависит качество печати, является также время засветки слоев. Для большинства полимеров рекомендуемое время засветки обычных слоев варьируется от 3 до 20 секунд. Обычными слоями называются те, которые не являются основанием (не соприкасаются с рабочей платформой).
Обычно производитель указывает время засветки слоев, например, на сайте HARZLabs есть таблицы с указанием времени засветки для каждого полимера. Также основные рекомендации для полимеров этого производителя вы можете найти в разделе
Если время засветки выставлено неверно, то модель получается более широкой (превышено время засветки) или узкой (время засветки меньше положенного). Именно поэтому необходимо делать тестовую печать новым материалом.
Время засветки первых слоев
Для полимеризации первых слоев требуется немного больше времени, чем для засветки остальных. В среднем, количество времени на засветку первых слоев в 5-10 раз превышает обычное время полимеризации. Это нужно для того, чтобы полимер обрел необходимое сцепление с основанием.
Если производитель не указывает время засветки для базы, то эта величина определяется опытным путем. Но и тут действуют такие же правила, как и при печати основных слоев. Слишком долгое время засветки делает основание шире (эффект “слоновьей ноги”), а недостаточное время - уже. Именно поэтому большинство изделий печатаются целиком на поддержках.
Количество базовых слоев
Основание детали достигает необходимой прочности при количестве слоев с увеличенным временем засветки около 3-8. Для большинства смол можно выставить число 5 в соответствующем поле.
Время задержки в верхнем положении
При движении платформы вверх важно, чтобы фотополимер затек под модель и продолжил новый слой. Чаще всего время на этот этап уходит 1 секунда. Для более вязких смол время можно увеличить.
Время задержки в нижнем положении
Когда платформа двигается вниз, к ванне с фотополимером, материал может неравномерно двигаться под действием воздушного потока, что приводит к нарушению целостности слоя. Заводские параметры обычно не стоит менять на собственные, так как это может увеличить время печати или ухудшить качество изготавливаемой детали.
Высота подъема
Эта величина определяет на сколько деталь поднимается со дна ванны после печати слоя. Оптимальное расстояние - 4-6 мм. Меньше расстояние может привести к тому, что уже напечатанная модель не сможет отделиться от дна ванны.
Скорость подъема и опускания платформы
Эта величина определяет с какой скоростью платформа двигается вверх и вниз после печати слоя. В некоторых принтерах скорость можно увеличить, однако для получения более качественного результата печати этот параметр лучше оставить без изменений.
Прочие настройки Anycubic Photon Mono X рекомендуется оставить без изменений, так как они не оказывают существенного влияния на печать.
Проблемы печати и их решение

Деталь отлипает от платформы
Необходимо увеличить время засветки первых слоев на 30-50%. Долгое время засветки позволит надежнее закрепить основание на печатной платформе.
Деталь отрывается от поддержек, рвется в процессе печати
Это происходит при недостаточном времени засветки основных слоев. Необходимо увеличивать время засветки с шагом в 2 секунды до получения желаемого результата. Если деталь становится толще, а рельеф смазаннее, следует уменьшить время засветки. Для большинства смол время засветки может быть увеличено на 10 секунд без потери качества печати.
Большая площадь печати
При печати объектов, которые практически полностью занимают печатную платформу необходимо увеличить толщину слоя, а также время засветки каждого слоя на 2-3 секунды.
Также необходимо более тщательно подготавливать модель к печати, так как недостаточное количество поддержек может привести к деформации изделия. Подробнее о полезных программах для 3D печати можно узнать здесь .
Первая печать
Существует несколько тестовых моделей для фотополимерных принтеров, которые позволяют определить правильность настроек параметров для каждого конкретного полимера.
Тестовая модель 1

Тестовая модель 2

Позволяет быстро оценить качество настроек, так как печать занимает не более получаса. Отлично подходит для проверки печати тонких стенок.
При работе с полимерами следует соблюдать правила безопасности: защищать органы дыхания, глаза и кожу рук. Для проверки всех настроек рекомендуется печатать несколько тестовых моделей - это позволит лучше познакомиться со свойствами материала и параметрами печати на конкретном принтере.
Несмотря на то, что 3D печать кажется простой, для получения качественного результата требуется немного практики и знаний об основных настройках печати. Печатайте больше тестовых моделей и приобретайте бесценный опыт работы с разными полимерами!
Пока мы готовим видео-инструкцию о том, как правильно трактовать наш тест для калибровки принтера, хотим поделиться с вами самыми распространенными проблемами, с которыми встречается наша техподдержка.
Таких проблем много, и зачастую они встречаются не по отдельности, а в совокупности и распознать их причину не всегда бывает легко. Не легко - не значит невозможно, поэтому начнем с деления проблем по типам:
- Подготовительные, связанные с полимером
- Программные, связанные с подготовкой изделия
- Программные, связанные с настройками печати
- Связанные с постобработкой
Использование соответствующего принтеру полимера
В мире существует большое количество различных принтеров, отличающихся по многим параметрам. Помимо разницы в параметрах существуют так называемые закрытые и открытые принтеры. Для открытых систем можно использовать любые полимеры, т.к. они позволяют изменять настройки печати и добиваться хороших результатов. Закрытые же не позволяют менять параметры печати, а значит требуют использования полимеров, разработанных специально под эти принтеры. В большинстве случаев данные полимеры не взаимозаменяемы.
Правильное хранение полимера
Фотополимеры имеют защитную упаковку, защищающую содержимое от ультрафиолета. К сожалению, защитить от перегрева или переохлаждения она не в состоянии. Для полимеров HARZ Labs рекомендуемая температура хранения от 5 до 30°С.
Помимо этого, стоить обращать внимание на срок годности. Наши фотополимеры имеют срок годности 2 года, хотя у большинства производителей срок годности составляет всего один год.
Тщательное взбалтывание полимера
Полимеры содержат в себе различные пигменты и наполнители, придающие ему соответствующие свойства и цвет. Все это влияет на настройки печати. Несмотря на то, что все наши материалы стабилизированы, наполнители чаще всего намного плотнее полимера и склонны к выпадению в осадок. Поэтому мы настоятельно рекомендуем взбалтывать наш полимер перед каждой печатью. Особенно это касается непрозрачных полимеров.
Расположение модели на столике
Важным критерием, влияющим на качество получаемой поверхности, является расположение модели на столике. Если плоские части не удается расположить идеально горизонтально, то лучше печатать их под углами 30-90 градусов – это позволит избежать заметной слоистости.
Отверстия и цилиндры, требующие высокой точности печати, стоит располагать вертикально, соосно оси Z. Если необходимо отпечатать несколько отверстий под разными углами стоит выбрать наиболее критичные и расположить вертикально их.
Если требуется получить изделие с аккуратной поверхностью, то стоит располагать ответственную криволинейную поверхность близко к вертикали, что позволит избежать ступенчатости.


Расстановка поддержек
Расстановка поддержек уникальна для каждой модели. Тем не менее есть несколько общих правил:
Поддержки должны располагаться на той части детали, к которой не требуется высокое качество поверхности.

Верный подбор толщин и качество слайса изделий
Правильно подобранная толщина слоя – важный критерий печатаемости детали. Выбор толщины зависит не только от требуемой точности детали, но и от технической возможности принтера и точности полимера. Стоит учесть, что не все полимеры одинаковы.
Полимеры светлых тонов зачастую подвержены большей паразитной засветке по осям XY, что обусловлено наличием в них белого пигмента, рассеивающего свет.
Прозрачные полимеры страдают от паразитной засветки по оси Z, т.к. не содержат пигментов, способных ограничить проникновение света в глубину.
Наиболее точными являются черные и темные полимеры, т.к. они содержат в себе темный пигмент, поглощающий часть светового потока, таким образом ограничивающего паразитную засветку и дающего высокую точность.
Время засветки слоев
Переходя к настройкам печати в первую очередь стоит упомянуть время засветки слоев. Это основной параметр, с которым предстоит работать. Ниже на примере нашего теста хотим продемонстрировать что происходит случаях если неверно выбрать экспозицию.
Время засветки базовых слоев
Другой важной настройкой является время засветки базовых слоев. В первую очередь эта настройка влияет на прилипание детали к столику. При малом времени засветки базовых слоев печать может оторваться от столика и остаться на пленке. Пересвет базовых слоев может привести к прилипанию первых слоев и низкой адгезией к ним последующих слоёв, в результате чего произойдет отрыв детали, чаще всего таким образом отрываются поддержки у основания.

Скорость поднятия и опускания детали
Параметр скорости поднятия столика очень важен для получения качественной боковой поверхности. Плавный отрыв позволит сохранить поддержки в целости и не допустить разрушения модели в процессе печати. Наиболее актуально это для мягких материалов, таких как HARZ Labs Dental Cast, Dental Pink Soft и Industrial Flex в которых природа материалов требует от них быть достаточно мягким.

Высота поднятия столика
Время задержки перед печатью
Многие пользователи пренебрегают данной настройкой, недооценивая ее влияния на результат печати. Для оценки влияния ее на качество печати необходимо немного разобраться в механике процесса. При опускании столика создается некоторое давление полимера на кювету, хоть оно и не велико, его хватает чтобы выгнуть экран принтера и увеличить зазор между столиком и пленкой кюветы. Соответственно если в этот момент начать печатать можно получить шершавую боковую поверхность изделия. Это связанно с тем, что материал все еще продолжает вытекать из-под столика, хотя при этом уже происходит засветка слоя.
Качество слайса детали
Проблема слайса детали в большинстве случаев возникает с моделями, полученными путем 3D-сканирования. На некоторых слайсах модели можно наблюдать перемычки и плоскости, которых быть не должно. В таких программах как, например, Exocad подобная проблема может возникать если экспортировать файл не для 3D печати, а например, для фрезеровки. В таком случае слайсер может трактовать оболочки не верно и начнет неверно интерпретировать модель.

Количество базовых слоев
Количество базовых слоев один из тех параметров, который зачастую переоценивается пользователями, и в большинстве случаев количество этих слоев завышается. Мы рекомендуем использовать 2-3 базовых слоя. Такое количество слоев необходимо чтобы компенсировать неидеальную параллельность столика и кюветы. Большее количество лишь увеличит длительность печати.
Аккуратное удаление изделия со столика
Аккуратное удаление модели со столика позволит сохранить ее форму и размеры для дальнейших операций, особенно это касается выжигаемых полимеров, таких как HARZ Labs Dental Cast, которые ввиду своей природы являются мягкими и могут быть легко повреждены при неаккуратном удалении со столика. Для отделения моделей от стола мы рекомендуем использовать тонкие канцелярские ножи.

Аккуратное удаление поддержек
Удаление поддержек прямо влияет на качество поверхности получаемого изделия. В первую очередь стоит обратить внимание на то, что поддержки удаляются перед дозасветкой. Если же удалять их после, то велика вероятность образования скола на поверхности изделия поскольку материал становится более твердым и хрупким.

Верный режим промывки изделия
Тщательная промывка изделия – важная часть процесса постобработки. Особенно важно это для стоматологических изделий, т.к. недопустимо попадание жидкого полимера в ротовую полость пациента.
Мы рекомендуем промывать модель в спирте, разделив эту операцию на 2 этапа:
• Промывка в грязном спирте
• Промывка в чистом спирте в ультразвуковой ванне
Разделение этой операции на два этапа позволяет экономить спирт и лучше отмывать детали

Прогрев модели заданное время в печи при необходимой температуре
Прогрев печатаемой модели позволяет снять внутренние напряжения, неизбежно возникающие в процессе печати. Помимо этого, прогрев способствует испарению спирта из модели после промывки, что так же положительно влияет на механические характеристики получаемой детали. Перегревать или передерживать деталь в печи также не стоит, это приводит к появлению трещин.

Правильная дозасветка изделия
Дозасветка – ключевой параметр постобработки полученной модели, если провести ее правильно, то изделие в полной мере набирает свои физико-механические свойства и может быть использовано по назначению.
Данная процедура позволяет окончательно полимеризовать весь объем материала в глубине детали, что обеспечивает необходимую прочность и твердость. Но дозасвечивать модель стоит в тех режимах, в которых рекомендует производитель полимера, так как излишнее время выдержки или неправильно подобранная длинна волн может погубить полученное изделие, сделать его хрупким или изменить цвет. Примером могут быть такие полимеры как Model White и Dental Clear. Если слишком длительное время засвечивать данные полимеры, то они могут изменить свой цвет, а именно пожелтеют.

Особое внимание стоит уделить таким ответственным моделям как временные коронки. Данные изделия изготавливаются из прочного и твердого материала HARZ Labs Dental Sand, что позволяет пациентам благополучно ожидать изготовления коронок длительного ношения без потери возможности принимать пищу. Но, если провести постобработку временных коронок неверно, например недосветить модель, то коронка не будет обладать требуемой прочностью и может разрушиться у пациента во рту.
На протяжении долгого времени печати пользуются большим спросом среди различных слоев населения. Они нашли свое применение на фирмах и в организациях, которые регулярно имеют дело с различной документацией. Подобную продукцию изготавливают несколькими способами, каждый из которых имеет ряд отличительных особенностей.
Используемые технологии изготовления печатей и штампов:
1. Фотополимерная технология
Метод изготовления печати из полимера основан на применении ультрафиолетового луча определенного спектра на материал. Луч проникает в определенные подсвеченные области, и там, где необходимо сделать выпуклые части, луч спекает полимер благодаря светлым частям негатива. Расходные материалы, а также оборудование, на котором изготавливается клише печати, имеют приемлемую стоимость. Данный способ является самым простым, дешевым и быстрым, в связи с чем пользуется большой популярностью.
Преимущества технологии: отличается от других технологий наибольшей простотой и скоростью изготовления печатной формы, она же и самая дешевая, что в принципе, в большинстве случаев (примерно - 90%), не сказывается на качестве изделия и устраивает большинство заказчиков.
Недостатки: 1. Фотополимер (материал, используемый в данной технологии) не стоек к спиртам и растворителям, поэтому для таких печатей и штампов можно использовать штемпельную краску только на водной основе, т.е. их можно ставить только на бумагу хорошего качества. Для картона, мешковины, фольги, ткани и других материалов, где важно, чтобы штампы/печати не смывались (стирались, выцветали) такие печати и штампы не годятся.
2. Тонкие линии и растровые изображения сделать можно, но их качество будет оставлять желать лучшего; (разрешающая способность данного материала не велика)
3. Данный материал относительно мягок и пластичен, что в эксплуатации изделия является скорее недостатком, чем достоинством. При частом использовании изделия материал "плывет", т.е. печать с изначальным диаметром 38 мм через 3-4 месяца эксплуатации может увеличиться до 39 мм, и в организациях, с которыми Вы работаете, например в банке, где Вы обслуживаетесь, начинают задавать "вопросы" или вообще отказываются принимать платежки с такой печатью. Что в такой ситуации делать? Выход один - позвонить нам и заказать новую печать по старому оттиску.
2. Лазерная технология
Методом лазерной гравировки печати создаются из резины. Лазерная гравировка позволяет получить продукцию, обладающую максимальной защитой от подделки. Узор наносится на поверхность резины посредством лазерного луча. Этот метод гарантирует воспроизведение изображения высокого качества. Изделие не впитывает чернила, в результате чего оттиск выглядит четко и привлекательно. Печать отличается невысокой стоимостью и долговечностью.
Преимущества:
1.Высокое качество клише печати.
При использовании метода лазерной гравировки возможно достижение сверхвысокого разрешения - до 2540 dpi и применение дополнительных степеней защиты печатей от подделки - микротекст, растровые поля и т.д.
2. Возможность изготовления гербовой печати.
Лазерное оборудование позволяет изготавливать гербовые печати в соответствии с требованиями ГОСТ.
3. Длительный срок службы.
Клише, изготовленное из резины методом лазерной гравировки, имеет длительный срок службы благодаря стойкостью материала к агрессивным химическим веществам и механическому воздействию.
4. Высокая скорость изготовления.
Лазерные граверы позволяют изготавливать несколько десятков клише (в зависимости от размеров резины и самих клише), благодаря чему достигается относительно высокая скорость производства, что позволяет предлагать услугу - срочное изготовление печатей и штампов.
3. Флеш-технология (многоцветные печати).
Флэш-технология предполагает использование термочувствительной микропористой резины, которую надежно спекает лампа-вспышка. Подобные изделия не имеют рельефа, характеризуются высоким качеством изготовления и великолепной разрешающей способностью. Подделать произведенную данным методом штемпельную продукцию практически невозможно. Сам технологический процесс является полностью автоматизированным, поэтому не отнимает много времени и отличается простотой. Такие печати довольно практичны, их очень удобно носить с собой, они компактны и не нуждаются в подушечке. Просто снимаете крышку и ставите печать.
Разрешающая способность этих печатей довольно велика, оттиски получаются чистые и качественные (особенно это важно при изготовлении факсимиле).
Для работы по технологии фотополимерной при помощи экспонирующих камер Экспонирующая:
- потребуется камера
- Компьютер
- Лазерный чёрно-притер белый (с разрешением не менее 600 dpi)
- материалы Расходные:
- Фотополимер
- Плёнки для получения изображения негативного с лазерного принтера (Kimoto, Lomond, 3M.)
- По защитная - желанию пленка ( в рулоне)
- Субстрат
- Тонер очернитель или негатива
- Липкая резина(бордер бордюрная или лента - кто как называет) (он же Оснастка : ручная или автоматическая) на которую сделанное крепят клише.
Описание этапов изготовления фотополимера из печати
1.Cоздать макет печати :
Макет отрисовать печати с нужными данными на компьютере в любой инвертировать и программе в негативное (черно-белое) изображение.
Мы для предлагаем создания макета печати программу помощь и в CoralDraw "новичкам" диск - "Печати и штампы. элементы Защитные" ( 3000руб.), с большим выбором макетов, шаблонов, шрифтов и изображений.Распечатать на принтере лазерном с разрешением не менее 600 dpi на пленке матовой Kimoto или прозрачной LOMOND (внимание обратите на качество негатива).
3.Обработать тонером Негатив :
негатив обработать тонером, после чего фон тёмный должен потемнеть. Используйте оригинальные тонер и картриджи.
4.Поместить негатив на стекло :
Намочив сторону обратную пленки, негатив поместить лицевой вверх стороной на стекло, предварительно смоченное водой (лучшего для прилипания).
5.Негатив накрыть защитной желанию ( по плёнкой) :
Негатив накрыть сверху защитной желанию ( по плёнкой). Разглаживающими движениями выгнать остатки под из воды плёнки (для предотвращения образования воздуха пузырьков и лучшего контакта).
6.Обклеить бордюрной Обклеить :
лентой по периметру бордюрной лентой, ограничивающей для пространство полимера, при этом в углах разрывы оставить.
7.Залить негатив фотополимером :
Равномерно, не струю обрывая, залить негатив фотополимером и удалить пузырьки образовавшиеся, выдувая воздухом из резиновой груши острым или предметом (скрепкой, зубочисткой, иголкой).
![]()
Накрыть плёнкой-субстратом (На шершавой полимер стороной! Наружу глянцевая!), начиная с как, середины показано на рисунке. Касаемся без центра надавливания полимера пленкой и просто отпускаем они-края сами расправятся и лягут на полимер.
9.вторым Накрыть стеклом :
Накрыть вторым стеклом композицию полученную и зажать по краям зажимами (канцелярские покупаются зажимы отдельно в любой канц.магазине).
10.экспонирующую в Поместить камеру :
Поместить стеклянную кассету в камеру экспонирующую лицевой стороной вверх.
На таймер таймере установить время экспонирования, большей в которое степени зависит от свойств фотополимера. полимера Для марок VX55, ROEHM со стороны плёнки прозрачной (первое время) оно равно сек 20 -30 примерно. Запустить таймер нажатием кнопки CD. этом При таймер начнёт обратный отсчёт внутри, а времени появится голубое свечение от ламп.
12.На установить таймере время экспонирования :
13.камеры стекла отделить негатив :
Осторожно стекла разделив, отделить от фотополимера только негатив и тонкую защитную плёнку. Субстрат (прозрачный) от печати не После. отделять снятия затвердевшего полимера со стекол, его часть остается жидким, поэтому затем нужно его промыть.
ВНИМАНИЕ!
Очень часто изготовители начинающие нарушают технологию изготовления , а именно в печати составе обязательно должна быть жёсткая печати основа - субстрат ! Это пленка имеет стороны две одна из которых шершавая сторона фотополимер на накладывается, а гладкая - служит в дальнейшем для скотч на приклеивания (на оснастку, на корпус). Её не надо отделять от после фотополимера процесса изготовления !
Для примера: приводить если сравнение - представьте человека, у которого костного нет скелета, так и печать без Промыть.Для очистки от не затвердевшего клише, полимера хорошо промыть с помощью щетки и обезжиривающего моющего средства типа Fairy, Золушка тёплой под (не горячей) проточной водой.
15.Клише воду в поместить :
Клише поместить в ванночку с водой в камеру экспонирующую на 7-10 минут для затвердения.
16.Срезать полимер лишний :
![]()
Вырезать клише, срезать весь полимер лишний. Срезать аккуратно не задевая бортики, печать иначе будет забракована. К этому этапу отнестись надо очень внимательно, чтобы не пришлось всё повторить с начала.
17.Клише наклеить на оснастку :
клише Готовое наклеить на оснастку.
для Оснастку клише можно выбрать и купить в магазине нашем
в разделе "Штемпельная продукция"В нашем магазине посетите раздел для Всё фотополимерной технологии
где можно расходные приобрести материалы.Дефекты печатных форм, возникновения их причины и способы устранения
- Большое время стороны со экспонирования подложки;
- Недостаточная очистка от не затвердевшего Исчерпан;
- полимера ресурс ламп.
Способ устранения:
- экспозицию Уменьшить со стороны подложки;
- Тщательно промыть Заменить;
- клише в экспонирующей камере лампы.Причины возникновения:
- Очень время маленькое экспонирования со стороны подложки;
- Недостаточное экспонирование время со стороны негатива;
- Наличие грязи, воздуха пузырьков на прозрачных элементах негатива;
- Исчерпан ламп ресурс. .
Способ устранения:
- Увеличить время Почистить;
- экспозиции негатив или распечатать новый;
- лампы Заменить.Причины Излишне:
- возникновения продолжительное время экспозиции со стороны Способ.
подложки устранения:
- Уменьшить время экспозиции со подложки стороны.возникновения Причины:
- Недостаточное время экспозиции со стороны Способ.
подложки устранения:
- Увеличить время экспозиции со подложки стороны.возникновения Причины:
- Недостаточное количество полимера;
- Часть находится формы за границами рабочего поля экспонирующей Способ.
камеры устранения:
- Полностью заполнить фотополимером бордером ограниченное пространство;
- Поместить форму в область поля рабочего экспонирующей камеры.Причины Недостаточное:
- возникновения время вымывания;
- Недостаточно высокая воды температура.
Способ устранения:
- Увеличить продолжительность тщательность и вымывания промывания клише;
- Увеличить температуру Вязкость.Причины Недостаточная:
- возникновения оптическая плотность черных участков Способ
негатива устранения:
- Изготовить качественный негатив;
- обработать Обязательно тонером.Причины возникновения:
- Недостаточное дубления время под слоем воды;
- Клише промыто плохо;
- Вода для дубления грязная (Способ).
непрозрачная устранения:
- Увеличить время дубления;Помимо технологии фотополимерной мы предлагаем
изготовление печатей, штампов и методом факсимиле лазерной гравировки, по флэш-технологии, рельефных изготовление печатей, пломбиров и пломбираторов, Гербовые печати, печати с защитой.
Вы можете приобрести у нас в всё магазине необходимое оборудование, оснастку и следуя инструкциям по строго заняться самостоятельным изготовлением, а можете производство доверить нам и забрать готовые изделия лишних без трат. В основе работы компании ответственность лежат и внимательность сотрудников, заказ любой сложности степени выполняется качественно, в кратчайшие сроки, с всех учётом пожеланий
Помогают в этом современное высококачественная и оборудование продукция ведущих производителей.
Наша один - компания из лидеров российского штемпельного бизнеса – печатей изготовитель и штампов, производитель традиционной оснастки, поставщик крупнейший продукции Shiny, GRM, Trodat и оказания и Colop услуг в этой сфере.
У нас лояльная существует Партнёрская скидочная программа для оптовиков и штемпелеизготовителей, есть разные варианты сотрудничества.Для того, чтобы или оформить забрать заказ, нет необходимости либо-куда ехать!
Вы можете прислать письмо в форме свободной для заказа штемпельной продукции, полиграфии и оборудования на Этот адрес электронной почты спам от защищен-ботов. У вас должен быть JavaScript включен для просмотра.Смотрите варианты оплаты способов
Мы всегда рады видеть вас в офисе нашем .Читайте также:

