
Как сделать плату на станке чпу
Обновлено: 08.07.2024
Цель обзора — не столько похвастаться, сколько показать возможность сделать для себя помощника самому. Надеюсь этим обзором подать кому-то идею, и возможно не только повторить, но и сделать еще лучше. Поехали…
Так получилось, что с чертежами я связан давно. Т.е. моя профессиональная деятельность с ними тесно связана. Но одно дело, когда ты делаешь чертеж, а после уже совсем другие люди воплощают объект проектирования в жизнь, и совсем другое, когда ты воплощаешь объект проектирования в жизнь сам. И если со строительными вещами у меня вроде как нормально получается, то с моделизмом и другим прикладным искусством не особо.
Так вот давно была мечта из нарисованного в автокаде изображения, сделать вжжик — и оно вот в натуре перед тобой, можно пользоваться. Идея эта время от времени проскакивала, но во что-то конкретное оформиться никак не могла, пока…
Пока я не увидел года три-четыре назад REP-RAP. Ну что ж 3Д принтер это была очень интересная вещь, и идея собрать себе долго оформлялась, я собирал информацию о разных моделях, о плюсах и минусах разных вариантов. В один момент перейдя по одной из ссылок я попал на форум, где сидели люди и обсуждали не 3Д принтеры, а фрезерные станки с ЧПУ управлением. И отсюда, пожалуй, увлечение и начинает свой путь.
В двух словах о фрезерных станках с ЧПУ (пишу своими словами намеренно, не копируя статьи, учебники и пособия).
Для работы такого станка нужен необходимый минимум.
1. База (корпус) с линейными направляющими и передающий механизм (может быть винт или ремень)
2. Шпиндель (я вижу кто-то улыбнулся, но так он называется) — собственно двигатель с цангой, в которую устанавливается рабочий инструмент — фреза.
3. Шаговые двигатели — двигатели, позволяющие производить контролируемые угловые перемещения.
4. Контроллер — плата управления, передающая напряжения на двигатели в соответствии с сигналами, полученными от управляющей программы.
5. Компьютер, с установленной управляющей программой.
6. Базовые навыки черчения, терпение, желание и хорошее настроение. ))
По пунктам:
1. База.
по конфигурации:
разделю на 2 типа, существуют более экзотические варианты, но основных 2:
С подвижным порталом:
Собственно, выбранная мной конструкция, в ней есть основа на которой закреплены направляющие по оси X. По направляющим оси Х передвигается портал, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z.
Со статическим порталом
Такая конструкция представляет и себя корпус он же и является порталом, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z, а ось Х уже перемещается относительно портала.
по материалу:
корпус может быть изготовлен из разных материалов, самые распространенные:
— дюраль — обладает хорошим соотношением массы, жесткости, но цена (именно для хоббийной самоделки) все-таки удручает, хотя если на станок имеются виды по серьезному зарабатыванию денег, то без вариантов.
— фанера — неплохая жесткость при достаточной толщине, небольшой вес, возможность обрабатывать чем угодно :), ну и собственно цена, лист фанеры 17 сейчас совсем недорог.
— сталь — часто применяют на станках большой площади обработки. Такой станок конечно должен быть статичным (не мобильным) и тяжелым.
— МФД, оргстекло и монолитный поликарбонат, даже ДСП — тоже видел такие варианты.
Как видите — сама конструкция станка весьма схожа и с 3д принтером и с лазерными граверами.
Я намеренно не пишу про конструкции 4, 5 и 6 -осевых фрезерных станков, т.к. на повестке дня стоит самодельный хоббийный станок.
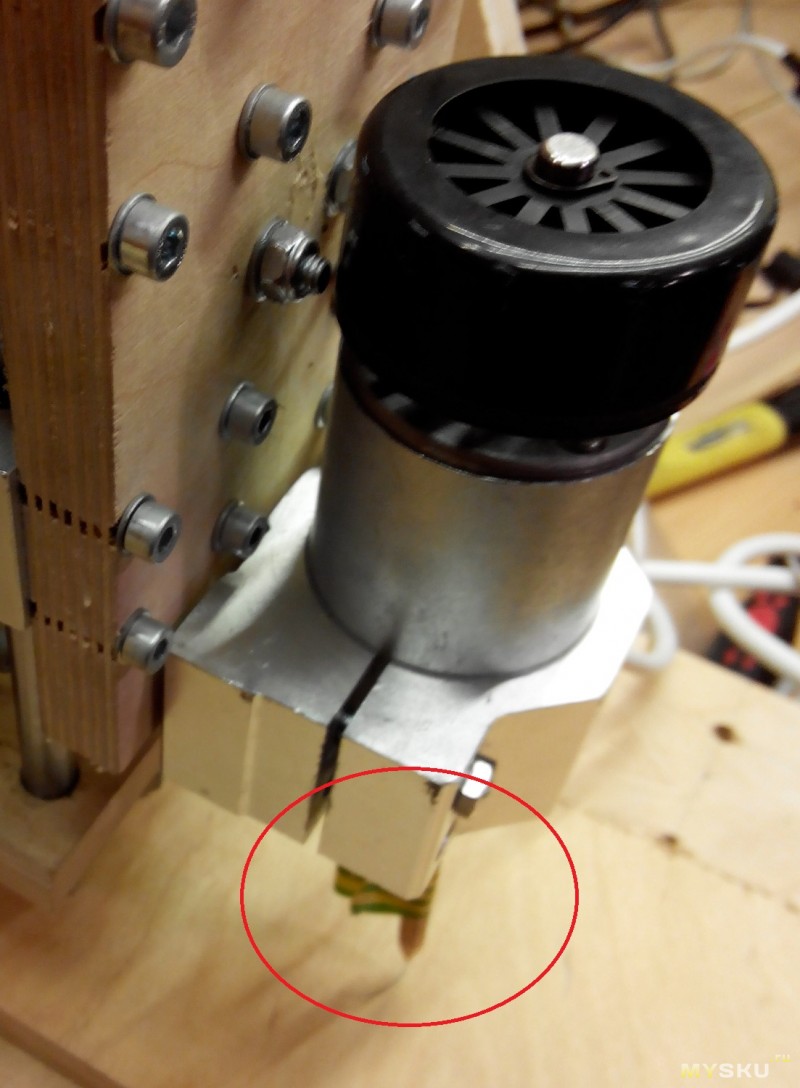
2. Шпиндель.
Собственно, шпиндели бывают с воздушным и водяным охлаждением.
С воздушным охлаждением в итоге стоят дешевле, т.к. для них не надо городить дополнительный водяной контур, работают чуть громче нежели водяные. Охлаждение обеспечивается установленной на тыльной стороне крыльчаткой, которая на высоких оборотах создает ощутимый поток воздуха, охлаждающий корпус двигателя. Чем мощнее двигатель, тем серьезнее охлаждение и тем больше воздушный поток, который вполне может раздувать во все стороны
пыль (стружку, опилки) обрабатываемого изделия.
С водяным охлаждением. Такой шпиндель работает почти беззвучно, но в итоге все-равно разницу между ними в процессе работу не услышать, поскольку звук обрабатываемого материала фрезой перекроет. Сквозняка от крыльчатки, в данном случае конечно нет, зато есть дополнительный гидравлический контур. В таком контуре должны быть и трубопроводы, и помпа прокачивающая жидкость, а также место охлаждения (радиатор с обдувом). В этот контур обычно заливают не воду, а либо ТОСОЛ, либо Этиленгликоль.
Также шпиндели есть различных мощностей, и если маломощные можно подключить напрямую к плате управления, то двигатели мощностью от 1кВт уже необходимо подключать через блок управления, но это уже не про нас. ))
Да, еще частенько в самодельных станках устанавливают прямые шлифмашины, либо фрезеры со съемной базой. Такое решение может быть оправдано, особенно при выполнении работ недолгой продолжительности.
В моем случае был выбран шпиндель с воздушным охлаждением мощностью 300Вт.
3. Шаговые двигатели.
Наибольшее распространение получили двигатели 3 типоразмеров
NEMA17, NEMA23, NEMA 32
отличаются они размерами, мощностью и рабочим моментом
NEMA17 обычно применяются в 3д принтерах, для фрезерного станка они маловаты, т.к. приходится таскать тяжелый портал, к которому дополнительно прикладывается боковая нагрузка при обработке.
NEMA32 для такой поделки излишни, к тому же пришлось бы брать другую плату управления.
мой выбор пал на NEMA23 с максимальной мощностью для этой платы — 3А.
Также люди используют шаговики от принтеров, но т.к. у меня и их не было и все равно приходилось покупать выбрал всё в комплекте.
4. Контроллер
Плата управления, получающая сигналы от компьютера и передающая напряжение на шаговые двигатели, перемещающие оси станка.
5. Компьютер
Нужен комп отдельный (возможно весьма старый) и причин тому, пожалуй, две:
1. Вряд ли Вы решитесь располагать фрезерный станок рядом с тем местом, где привыкли читать интернетики, играть в игрушки, вести бухгалтерию и т.д. Просто потому, что фрезерный станок — это громко и пыльно. Обычно станок либо в мастерской, либо в гараже (лучше отапливаемом). У меня станок стоит в гараже, зимой преимущественно простаивает, т.к. нет отопления.
2. По экономическим соображениям обычно применяются компьютеры уже не актуальные для домашней жизни — сильно б/у :)
Требования к машине по большому счету ни о чем:
— от Pentium 4
— наличие дискретной видеокарты
— RAM от 512MB
— наличие разъема LPT (по поводу USB не скажу, за имением драйвера, работающего по LPT, новинки пока не изучал)
такой компьютер либо достается из кладовки, либо как в моем случае покупается за бесценок.
В силу малой мощности машины стараемся не ставить дополнительный софт, т.е. только ось и управляющая программа.
дальше два варианта:
— ставим windows XP (комп то слабенький, помним да?) и управляющую программу MATCH3 (есть другие, но это самая популярная)
— ставим никсы и Linux CNC (говорят, что тоже очень неплохо все, но я никсы не осилил)
Добавлю, пожалуй, чтоб не обидеть излишне обеспеченных людей, что вполне можно поставить и не пенёк четвертый, а и какой-нибудь ай7 — пожалуйста, если это Вам нравится и можете себе это позволить.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.
Тут в двух словах.
Для работы станка нужна управляющая программа (по сути текстовый файл содержащий координаты перемещений, скорость перемещений и ускорения), которая в свою очередь готовится в CAM приложении — обычно это ArtCam, в этом приложении готовиться сама модель, задаются ее размеры, выбирается режущий инструмент.
Я обычно поступаю несколько более долгим путем, делаю чертеж, а AutoCad потом, сохранив его *.dxf подгружаю в ArtCam и уже там готовлю УП.
Ну и приступаем к процессу создания своего.
Перед проектированием станка принимаем за отправные точки несколько моментов:
— Валы осей будут сделаны из шпильки строительной с резьбой М10. Конечно, бесспорно существуют более технологичные варианты: вал с трапециевидной резьбой, шарико-винтовая передача(ШВП), но необходимо понимать, что цена вопроса оставляет желать лучшего, а для хоббийного станка цена получается вообще космос. Тем не менее со временем я собираюсь провести апгрейд и заменить шпильку на трапецию.
— Материал корпуса станка – фанера 16мм. Почему фанера? Доступно, дешево, сердито. Вариантов на самом деле много, кто-то делает из дюрали, кто-то из оргстекла. Мне проще из фанеры.
Делаем 3Д модель:
Развертку:
Далее я поступил так, снимка не осталось, но думаю понятно будет. Распечатал развертку на прозрачных листах, вырезал их и наклеил на лист фанеры.
Выпилил части и просверлил отверстия. Из инструментов — электролобзик и шуруповерт.
Есть еще одна маленькая хитрость, которая облегчит жизнь в будущем: все парные детали перед сверлением отверстий сжать струбциной и сверлить насквозь, таким образом Вы получите отверстия, одинаково расположенные на каждой части. Даже если при сверлении получится небольшое отклонение, то внутренние части соединенных деталей будут совпадать, а отверстие можно немного рассверлить.
Итак, заказываем, ждем, выпиливаем и собираем.
Изначально драйвер и блок питания для него установил в корпус с компом вместе.
Позже было принято решение разместить драйвер в отдельном корпусе, он как раз появился.
Ну и старенький монитор как-то сам поменялся на более современный.
как я говорил вначале, никак не думал, что буду писать обзор, поэтому прилагаю фотографии узлов, и постараюсь дать пояснения по процессу сборки.
Сначала собираем три оси без винтов, для того чтобы максимально точно выставить валы.
Берем переднюю и заднюю стенки корпуса, крепим фланцы для валов. Нанизываем на оси Х по 2 линейных подшипника и вставляем их во фланцы.
Крепим дно портала к линейным подшипникам, пытаемся покатать основание портала туда-сюда. Убеждаемся в кривизне своих рук, все разбираем и немного рассверливаем отверстия.
Таким образом мы получаем некоторую свободу перемещения валов. Теперь наживляем фланцы, вставляем валы в них и перемещаем основание портала вперед-назад добиваемся плавного скольжения. Затягиваем фланцы.
На этом этапе необходимо проверить горизонтальность валов, а также их соосность по оси Z (короче, чтобы расстояние от сборочного стола до валов была одинаковой) чтобы потом не завалить будущую рабочую плоскость.
С осью Х разобрались.
Крепим стойки портала к основанию, я для этого использовал мебельные бочонки.
Крепим фланцы для оси Y к стойкам, на этот раз снаружи:
Вставляем валы с линейными подшипниками.
Крепим заднюю стенку оси Z.
Повторяем процесс настройки параллельности валов и закрепляем фланцы.
Повторяем аналогично процесс с осью Z.
Получаем достаточно забавную конструкцию, которую можно перемещать одной рукой по трем координатам.
Важный момент: все оси должны двигаться легко, т.е. немного наклонив конструкцию портал должен сам свободно, без всяких скрипов и сопротивления переместиться.
Далее крепим ходовые винты.
Отрезаем строительную шпильку М10 необходимой длины, накручиваем капролоновую гайку примерно на середину, и по 2 гайки М10 с каждой стороны. Удобно для этого, немного накрутив гайки, зажать шпильку в шуруповерт и удерживая гайки накрутить.
Вставляем в гнезда подшипники и просовываем в них изнутри шпильки. После этого фиксируем шпильки к подшипнику гайками с каждой стороны и контрим вторыми чтобы не разболталось.
Крепим капролоновую гайку к основанию оси.
Зажимаем конец шпильки в шуруповерт и пробуем переместить ось от начала до конца и вернуть.
Здесь нас поджидает еще пара радостей:
1. Расстояние от оси гайки до основания в центре (а скорее всего в момент сборки основание будет посередине) может не совпасть с расстоянием в крайних положениях, т.к. валы под весом конструкции могут прогибаться. Мне пришлось по оси Х подкладывать картонку.
2. Ход вала может быть очень тугим. Если Вы исключили все перекосы, то может сыграть роль натяжение, тут необходимо поймать момент натяга фиксации гайками к установленному подшипнику.
Разобравшись с проблемами и получив свободное вращение от начала до конца переходим к установке остальных винтов.
Устанавливаем на ПК MACH3, производим настройки и пробуем!
Про настройку отдельно, пожалуй, писать не буду. Это можно еще пару страниц накатать.
У меня целая радость, сохранился ролик первого запуска станка:
Да, когда в этом видео производилось перемещение по оси Х был жуткий дребезг, я к сожалению, не помню уже точно, но в итоге нашел то ли шайбу болтающуюся, то ли еще что-то, в общем это было решено без проблем.
Далее необходимо поставить шпиндель, при этом обеспечив его перпендикулярность (одновременно по Х и по Y) рабочей плоскости. Суть процедуры такая, к шпинделю изолентой крепим карандаш, таким образом получается отступ от оси. При плавном опускании карандаша он начинает рисовать окружность на доске. Если шпиндель завален, то получается не круг, а дуга. Соответственно необходимо выравниванием добиться рисования круга. Сохранилась фотка от процесса, карандаш не в фокусе, да и ракурс не тот, но думаю суть понятна:
Находим готовую модель (в моем случае герб РФ) подготавливаем УП, скармливаем ее MACHу и вперед!
Работа станка:

фото в процессе:
Ну и естественно проходим посвящение ))
Ситуация как забавная, так и в целом понятная. Мы мечтаем построить станок и сразу выпилить что-то суперкрутое, а в итоге понимаем, что на это время уйдет просто уйма времени.
В двух словах:
При 2Д обработке (просто выпиливании) задается контур, который за несколько проходов вырезается.
При 3Д обработке (тут можно погрузиться в холивар, некоторые утверждают, что это не 3Д а 2.5Д, т.к. заготовка обрабатывается только сверху) задается сложная поверхность. И чем выше точность необходимого результата, тем тоньше применяется фреза, тем больше проходов этой фрезы необходимо.
Для ускорения процесса применяют черновую обработку. Т.е. сначала производится выборка основного объема крупной фрезой, потом запускается чистовая обработка тонкой фрезой.
Далее, пробуем, настраиваем экспериментируем т.д. Правило 10000 часов работает и здесь ;)
Пожалуй, я не буду больше утомлять рассказом о постройке, настройке и др. Пора показать результаты использования станка — изделия.
Как видите в основном это выпиленные контуры или 2Д обработка. На обработку объемных фигур уходит много времени, станок стоит в гараже, и я туда заезжаю ненадолго.
Тут мне справедливо заметят — а на… строить такую бандуру, если можно выпилить фигуру U-образным лобзиком или электролобзиком?
Можно, но это не наш метод. Как помните в начале текста я писал, что именно идея сделать чертеж на компьютере и превратить этот чертеж в изделие и послужили толчком к созданию данного зверя.

Ну и специально для MYSKU
Простая прямая пазовая фреза:
Видео процесса:
На этом я буду сворачиваться, но по правилам надо бы подвести итоги.
Минусы:
— Дорого.
— Долго.
— Время от времени приходится решать новые проблемы (отключили свет, наводки, раскрутилось что-то и др.)
Плюсы:
— Сам процесс создания. Только это уже оправдывает создание станка. Поиск решений возникающих проблем и реализация, и является тем, ради чего вместо сидения на попе ровно ты встаешь и идешь делать что-либо.
— Радость в момент дарения подарков, сделанных своими руками. Тут нужно добавить, что станок не делает всю работу сам :) помимо фрезерования необходимо это все еще обработать, пошкурить покрасить и др.
Большое Вам спасибо, если Вы еще читаете. Надеюсь, что мой пост пусть хоть и не подобьет Вас к созданию такого (или другого) станка, но сколько-то расширит кругозор и даст пищу к размышлениям. Также спасибо хочу сказать тем, кто меня уговорил написать сей опус, без него у меня и апгрейда не произошло видимо, так что все в плюсе.
Приношу извинения за неточности в формулировках и всякие лирические отступления. Многое пришлось сократить, иначе текст бы получился просто необъятный. Уточнения и дополнения естественно возможны, пишите в комментариях — постараюсь всем ответить.
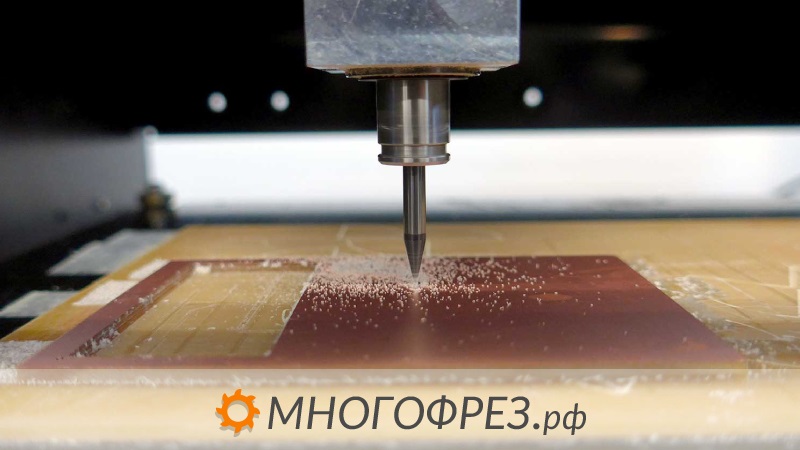
Изготовление печатных плат — довольно трудоемкий процесс. Для производства этих изделий может использоваться химический способ нанесения, привлечение организаций, занимающихся этой работой, но это довольно длительный процесс. В последнее время становится все популярнее фрезеровка печатных плат на ЧПУ.
Плюсы и минусы фрезерования
С помощью ЧПУ станка можно выполнить фрезеровку печатных плат быстрее, чем другими способами. К достоинствам использования такого оборудования относятся такие качества:
минимальное участие человека в выполнении резки;
работа выполняется без вредных веществ, которые загрязняют внешнюю среду;
возможность повторного проведения процесса при правильном настраивании оборудования;
производство одинаковых деталей в крупных масштабах;
высокое качество работы.
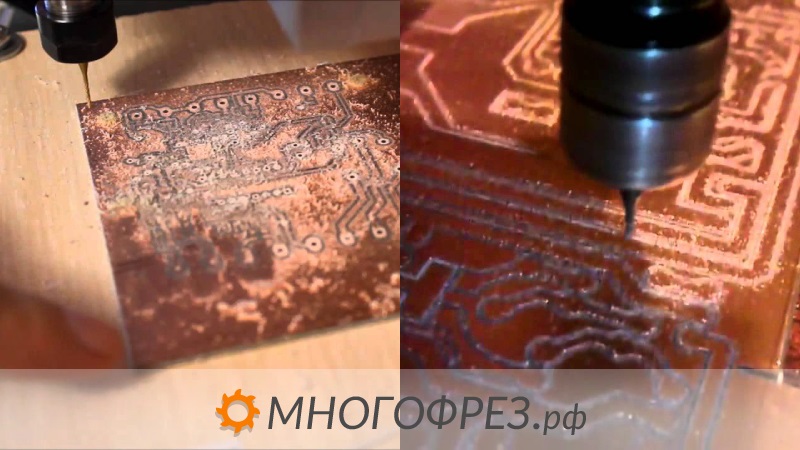
К недостаткам использования фрезерования можно отнести высокую стоимость некоторых видов фрез и скапливание большого количества отходов в канавке, что приводит к налипанию стружки на инструмент.
Как создаются платы?
Для изготовления печатных плат необходимо выполнить такие задачи:
поиск программного обеспечения;
подготовка файлов для начала работы;
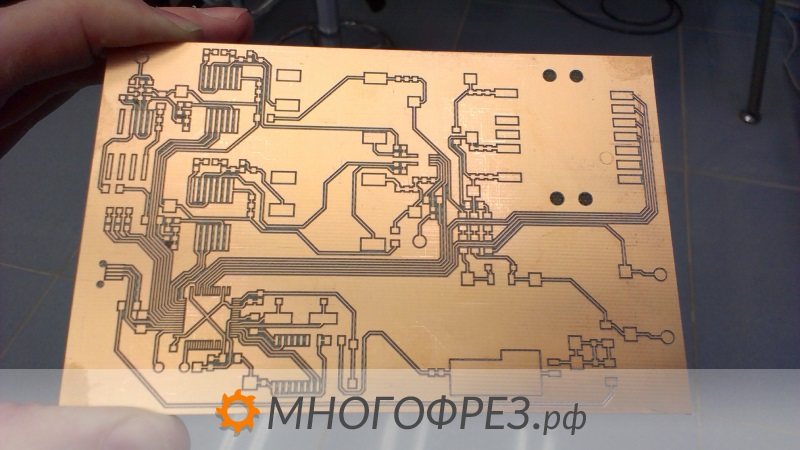
Программы для этой работы можно найти в интернете. Самыми популярными являются Sprint Layout, PCad, OrCad, Altium Designer, Proteus и многие другие. Количество необходимых файлов для начала изготовления детали зависит от объема и сложности задачи. Для этого нужна топология, схема сверления отверстий, информация об обрезке контура и схема готовой платы. Само производство проводится в несколько этапов. Это сверление отверстий под штифты, их вставка. После этого деталь обрезается по контуру и наносится запрограммированный рисунок.

Фрезерование печатных плат — это удобный и выгодный способ для тех, у кого имеется станок ЧПУ, или для предприятий, которым необходимо изготовить большое количество одинаковых деталей.
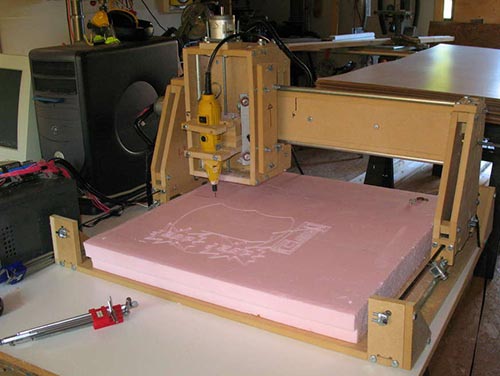
Целью этого проекта является создание настольного станка с ЧПУ. Можно было купить готовый станок, но его цена и размеры меня не устроили, и я решил построить станок с ЧПУ с такими требованиями:
- использование простых инструментов (нужен только сверлильный станок, ленточная пила и ручной инструмент)
- низкая стоимость (я ориентировался на низкую стоимость, но всё равно купил элементов примерно на $600, можно значительно сэкономить, покупая элементы в соответствующих магазинах)
- малая занимаемая площадь(30"х25")
- нормальное рабочее пространство (10" по оси X, 14" по оси Y, 4" по оси Z)
- высокая скорость резки (60" за минуту)
- малое количество элементов (менее 30 уникальных)
- доступные элементы (все элементы можно купить в одном хозяйственном и трех online магазинах)
- возможность успешной обработки фанеры
Станки других людей
Вот несколько фото других станков, собравших по данной статье
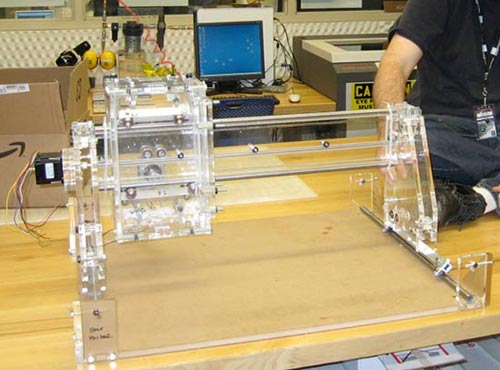
Фото 1 – Chris с другом собрал станок, вырезав детали из 0,5" акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Они сделали хорошую работу, больше информации можно найти в блоге Chris’a. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов.
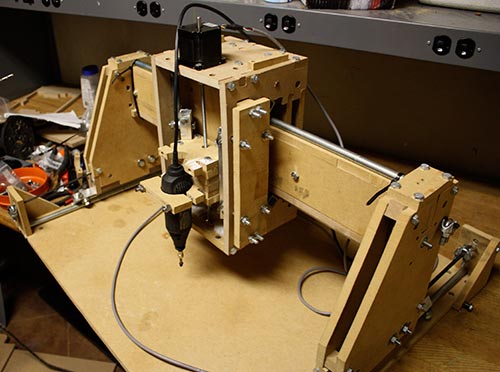
Фото 2 - Sam McCaskill сделал действительно хороший настольный станок с ЧПУ. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом.
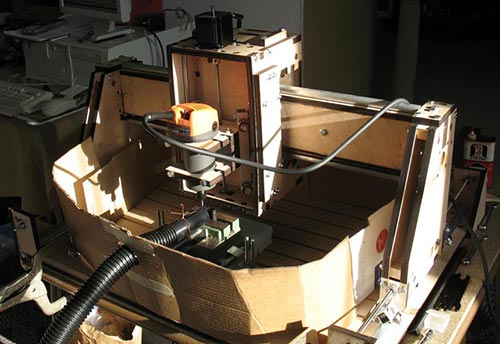
Фото 3 - Angry Monk's использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
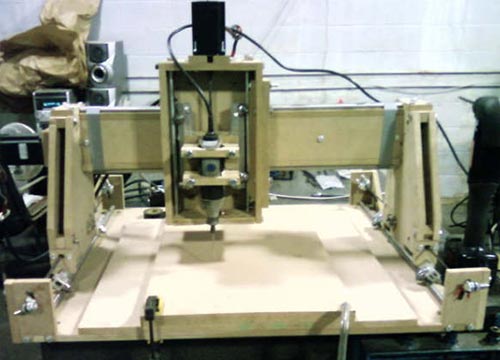
Фото 4 - Bret Golab's собрал станок и настроил его для работы с Linux CNC (я тоже пытался сделать это, но не смог из-за сложности). Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу!
Характеристики станка

Резак: Dremel или Dremel Type Tool
Параметры осей:
Ось X
Расстояние перемещения: 14"
Привод: Зубчато-ременная передача
Скорость: 60"/мин
Ускорение: 1"/с2
Разрешение: 1/2000"
Импульсов на дюйм: 2001
Ось Y
Расстояние перемещения: 10"
Привод: Зубчато-ременная передача
Скорость: 60"/мин
Ускорение: 1"/с2
Разрешение: 1/2000"
Импульсов на дюйм: 2001
Ось Z (вверх-вниз)
Расстояние перемещения: 4 "
Привод: Винт
Ускорение: .2"/с2
Скорость: 12"/мин
Разрешение: 1/8000 "
Импульсов на дюйм: 8000
Необходимые инструменты
Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.

Электроинструмент:
- ленточная пила или лобзик
- сверлильный станок (сверла 1/4", 5/16", 7/16", 5/8", 7/8", 8мм (около 5/16")), также называется Q
- принтер
- Dremel или аналогичный инструмент (для установки в готовый станок).
Ручной инструмент:
- резиновый молоток (для посадки элементов на места)
- шестигранники (5/64", 1/16")
- отвертка
- клеевой карандаш или аэрозольный клей
- разводной ключ (или торцевой ключ с трещоткой и головкой 7/16")
Необходимые материалы
В прилагаемом PDF файле (CNC-Part-Summary.pdf) предоставлены все затраты и информация о каждом элементе. Здесь предоставлена только обобщенная информация.
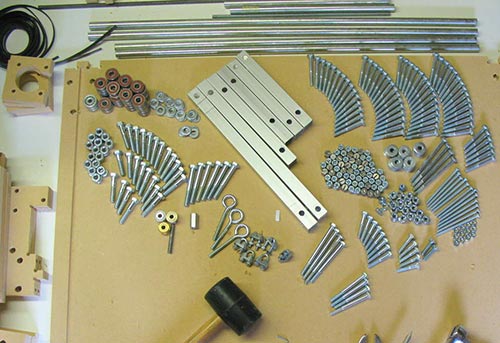
Листы --- $ 20
-Кусок 48"х48" 1/2" МДФ (подойдет любой листовой материал толщиной 1/2" Я планирую использовать UHMW в следующей версии станка, но сейчас это выходит слишком дорого)
-Кусок 5"x5" 3/4" МДФ (этот кусок используется в качестве распорки, поэтому можете брать кусок любого материала 3/4")
Двигатели и контроллеры --- $ 255
-О выборе контроллеров и двигателей можно написать целую статью. Коротко говоря, необходим контроллер, способный управлять тремя двигателями и двигатели с крутящим моментом около 100 oz/in. Я купил двигатели и готовый контроллер, и всё работало хорошо.
Программное обеспечение --- (бесплатно)
-Необходима программа чтобы нарисовать вашу конструкцию (я использую CorelDraw), и сейчас я использую пробную версию Mach3, но у меня есть планы по переходу на LinuxCNC (открытый контролер станка, использующий Linux)
Головное устройство --- (дополнительно)
-Я установил Dremel на свой станок, но если вы интересуетесь 3D печатью (например RepRap) вы можете установить свое устройство.
Печать шаблонов
У меня был некоторый опыт работы лобзиком, поэтому я решил приклеить шаблоны. Необходимо распечатать PDF файлы с шаблонами, размещенными на листе, наклеить лист на материал и вырезать детали.
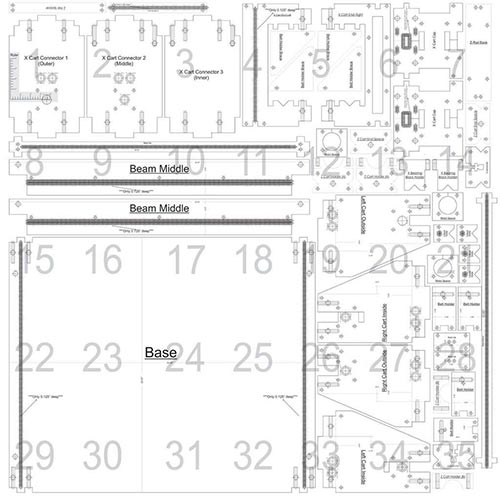
Имя файла и материал:
Всё: CNC-Cut-Summary.pdf
0,5" МДФ (35 8.5"x11" листов с шаблонами): CNC-0.5MDF-CutLayout-(Rev3).pdf
0,75" МДФ: CNC-0.75MDF-CutLayout-(Rev2).pdf
0,75" алюминиевая трубка: CNC-0.75Alum-CutLayout-(Rev3).pdf
0,5 "MDF (1 48"x48" лист с шаблонами): CNC-(One 48x48 Page) 05-MDF-CutPattern.pdf
Примечание: Я прилагаю рисунки CorelDraw в оригинальном формате (CNC-CorelDrawFormat-CutPatterns (Rev2) ZIP) для тех, кто хотел бы что то изменить.
Примечание: Есть два варианта файлов для МДФ 0,5". Можно скачать файл с 35 страницами 8.5"х11" (CNC-0.5MDF-CutLayout-(Rev3), PDF), или файл (CNC-(Один 48x48 Page) 05-MDF-CutPattern.pdf) с одним листом 48"x48"для печати на широкоформатном принтере.
Шаг за шагом:
1. Скачайте три PDF-файла с шаблонами.
2. Откройте каждый файл в Adobe Reader
3. Откройте окно печати
4. (ВАЖНО) отключите Масштабирование страниц.
5. Проверьте, что файл случайно не масштабировался. Первый раз я не сделал это, и распечатал всё в масштабе 90%, о чем сказано ниже.
Наклеивание и выпиливание элементов
Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу. Далее, просто вырезайте деталь по контуру.


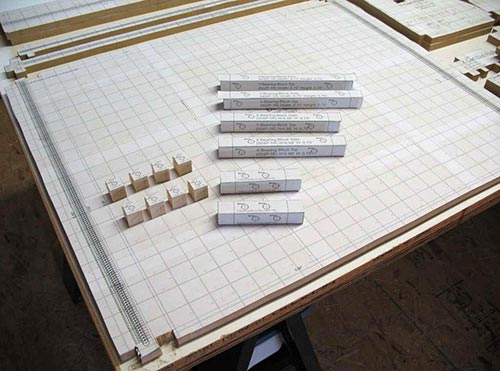
Как было сказано выше, я случайно распечатал шаблоны в масштабе 90%, и не заметил этого до начала выпиливания. К сожалению, я не понимал этого до этой стадии. Я остался с шаблонами в масштабе 90% и, переехав через всю страну, я получил доступ к полноразмерному ЧПУ. Я не выдержал и вырезал элементы при помощи этого станка, но не смог просверлить их с обратной стороны. Именно поэтому все элементы на фотографиях без кусков шаблона.

Сверление
Я не считал сколько именно, но в этом проекте используется много отверстий. Отверстия, которые сверлятся на торцах особенно важны, но не пожалейте времени на них, и использовать резиновый молоток вам придется крайне редко.
Места с отверстиями в накладку друг на друга это попытка сделать канавки. Возможно, у вас есть станок с ЧПУ, на котором это можно сделать лучше.
Сборка
Если вы дошли до этого шага, то я поздравляю вас! Глядя на кучу элементов, довольно сложно представить, как собрать станок, поэтому я постарался сделать подробные инструкции, похожие на инструкции к LEGO. (прилагаемый PDF CNC-Assembly-Instructions.pdf). Довольно интересно выглядят пошаговые фотографии сборки.



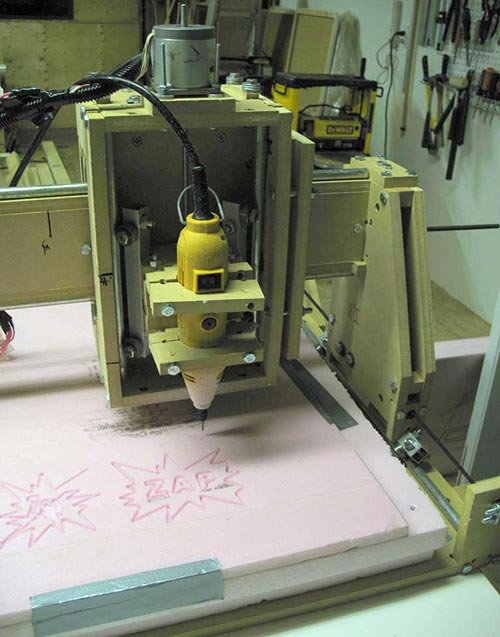
Готово!
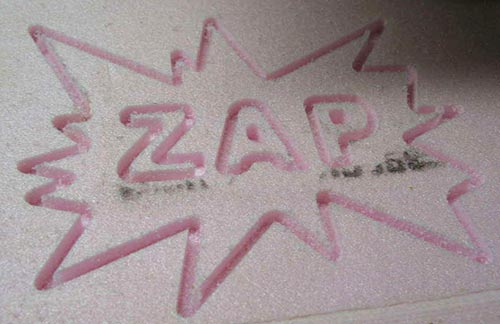
Станок готов! Надеюсь, вы сделали и запустили его. Я надеюсь, что в статье не упущены важные детали и моменты. Вот видео, в котором показано вырезание станком узора на розовом пенопласте.
none Опубликована: 2012 г. 0 2

Вознаградить Я собрал 0 0
Сегодня расскажу, как можно собрать своими руками ЧПУ плоттер, который будет рисовать ручкой по бумаге. Собирать буду из доступных материалов. Себестоимость станка не превышает 2.5 т. руб . Недорогой и при этом справляется со своей задачей отлично. Наверное, хватит расхваливать свой ЧПУ станок, пора бы и рассказать вам как его сделать. Также рекомендую посмотреть мои предыдущие самодельные ЧПУ станки:
- Лазерный гравер на ESP32. Прошивка GRBL_ESP32.
- Самодельный Лазерный гравёр с ЧПУ, в домашних условиях.
- Самодельный ЧПУ фрезерный станок на Arduino с дисплеем.
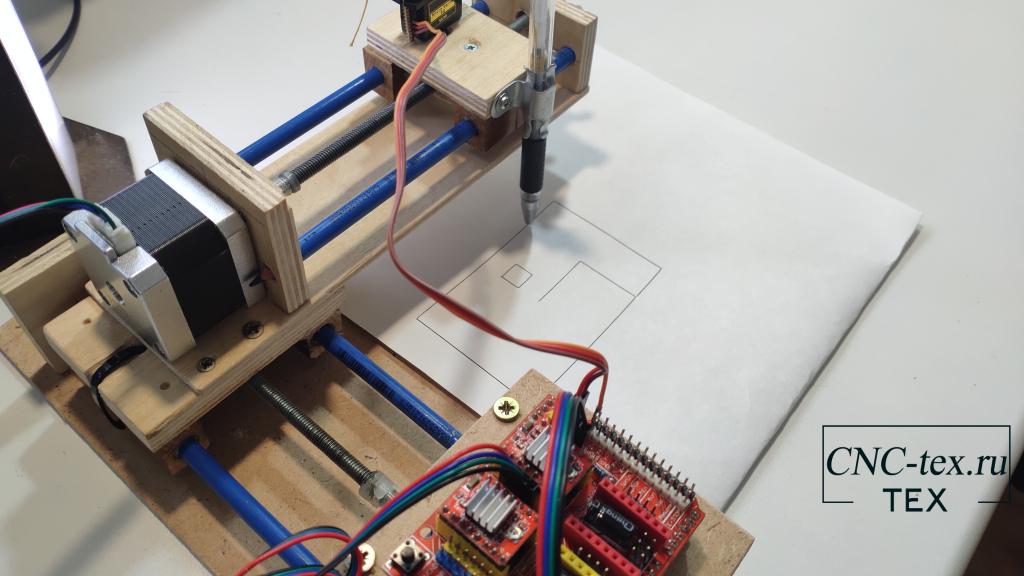
Сборка Самодельного плоттера на Arduino.
Для проекта понадобиться следующая электроника:
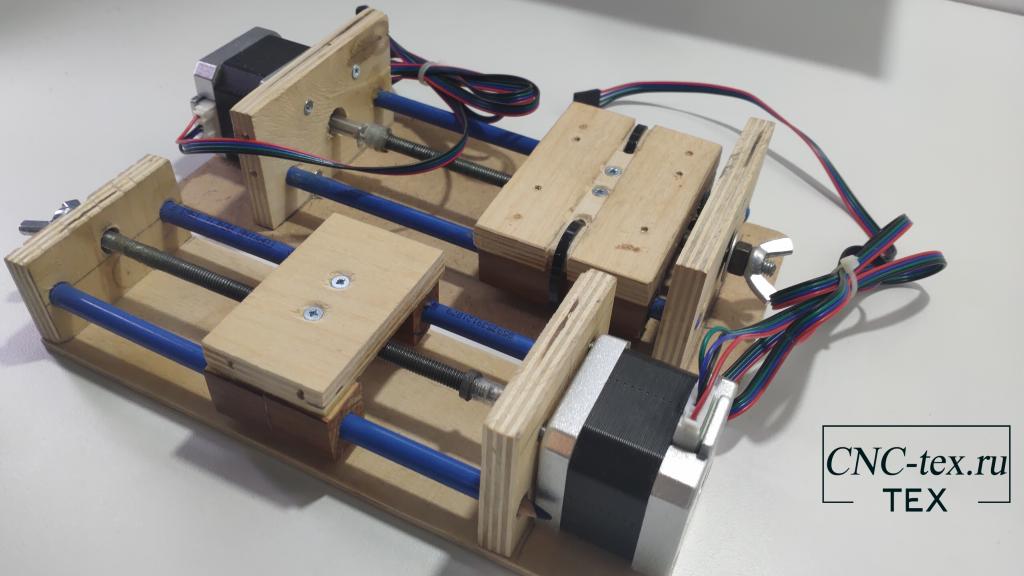
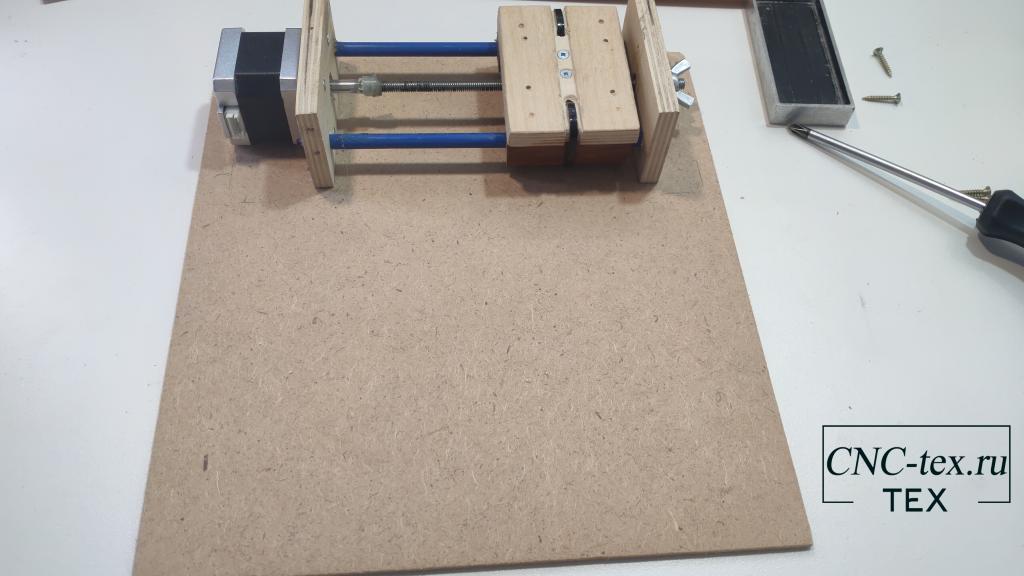
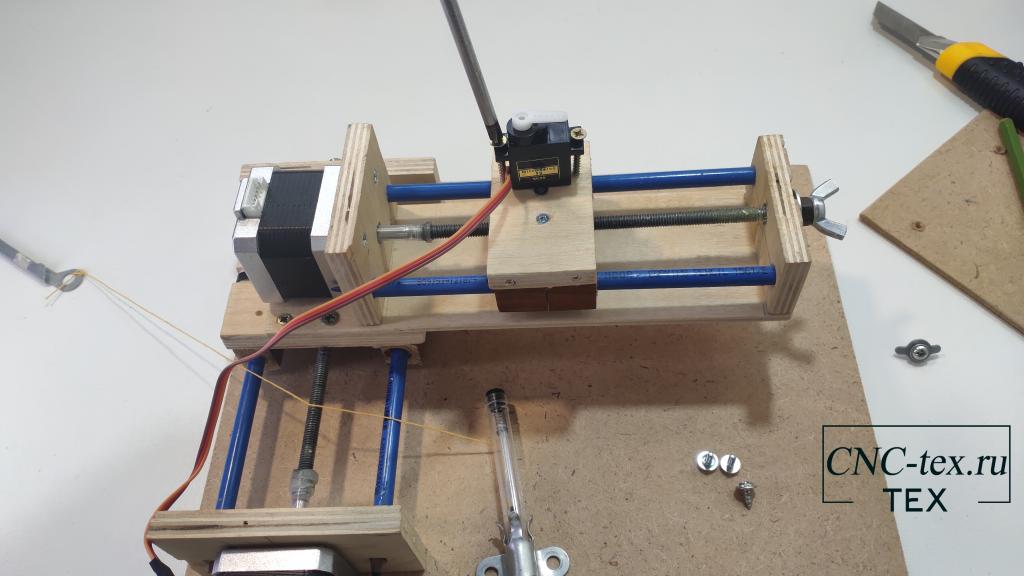
Сборка механики станка.
Недавно делал узел из карандашей (каретку для ЧПУ), и на основе данной каретки решил собрать ЧПУ плоттер. Но нужно, как минимум, 2 оси, поэтому собрал второй узел, но немного уже. Вот так выглядят узлы осей X и Y для самодельного станка.
Как собирал каретку, можете почитать в предыдущей статье. Про нее могу сказать одно: сделана она из карандашей, строительной шпильки и фанеры.
У широкой каретки поменял основание, на более широкое. Это поможет устранить лишнюю вибрацию станка, и будет поверхность, на котором можно закрепить листок бумаги.
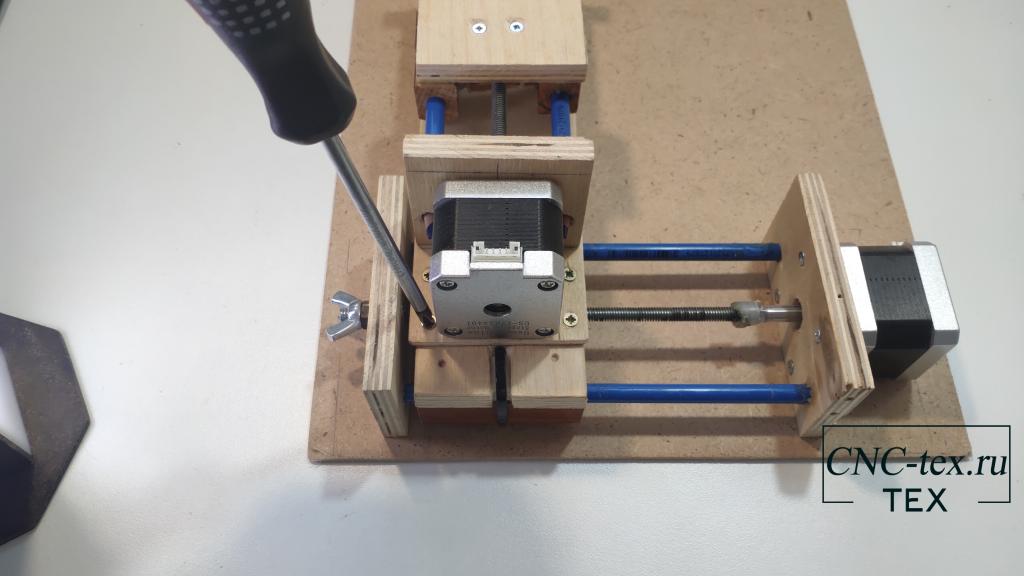
На подвижную часть первой каретки, под углом 90 градусов, устанавливаю вторую каретку. И закрепляю ее с помощью саморезов.
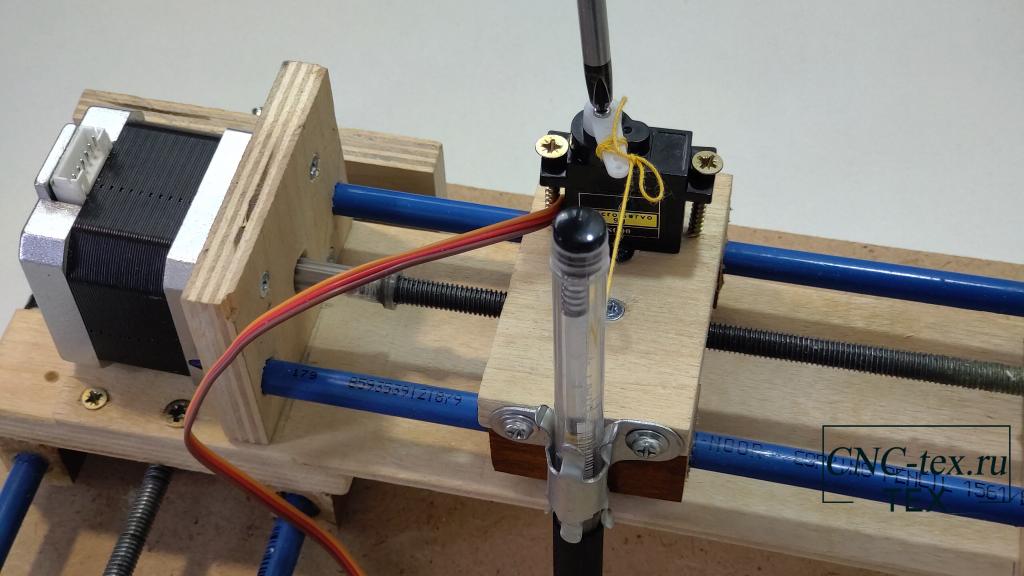
Из гелевой ручки достал пасту и на край установил пружинку из авторучки. Также срезал бортик внизу пасты. Чтобы она проваливалась в корпус ручки.
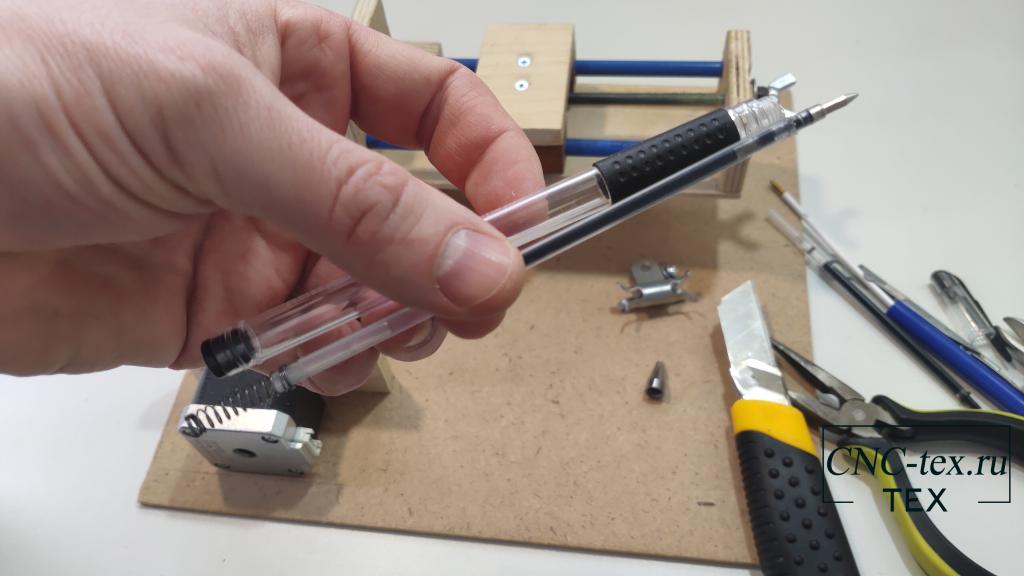
Установил пасту в ручку и проверил нажатием пальца. Паста проваливается и потом обратна возвращается под действием пружинки.

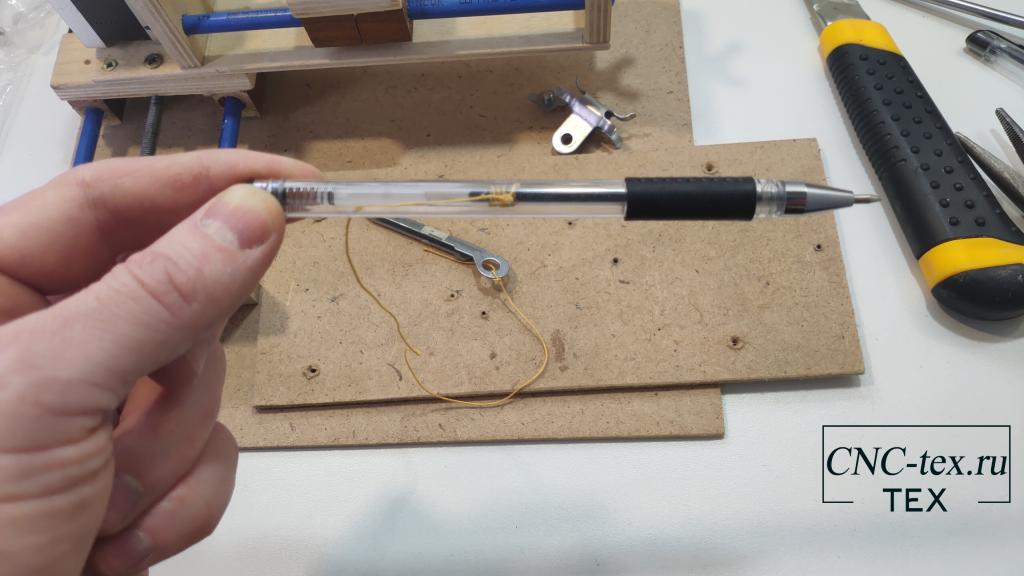
Намотал и приклеил нитку на пасту. Тут я допустил ошибку, использовал хлопчатобумажную нить. Она у меня притёрлась буквально через 2 часа работы. Заменил капроновой нитью и нанес на нее смазку.

В корпусе ручки сделал отверстия, и продернул нить. Установил пасту на место.
На ось X установил сервопривод, прикрепив его саморезами.
Привязал нить от ручки к качалке сервопривода. Закрепил винтом качалку.
Все механику собрали, сейчас можно устанавливать остальные компоненты и проверять работоспособность станка.
Установка электроники плоттера.
Большая часть электроники у нас установлена. А именно, шаговые двигателя стоят на месте, сервопривод установлен. Осталось установить управляющую электронику.
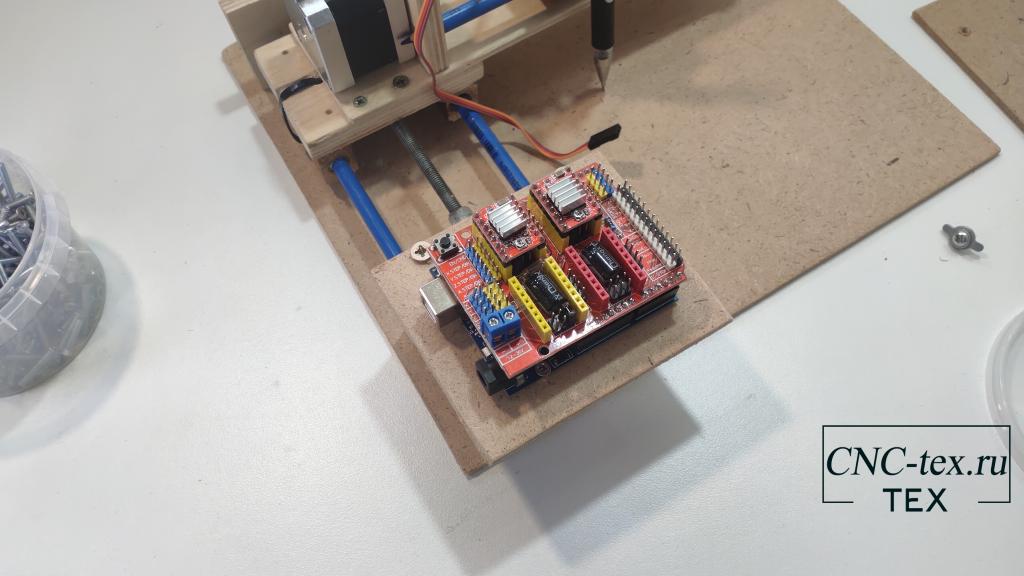
На подготовленную фанерку, установил плату Arduino UNO.
Сверху двигателя оси Y установил фанерку с Arduino.
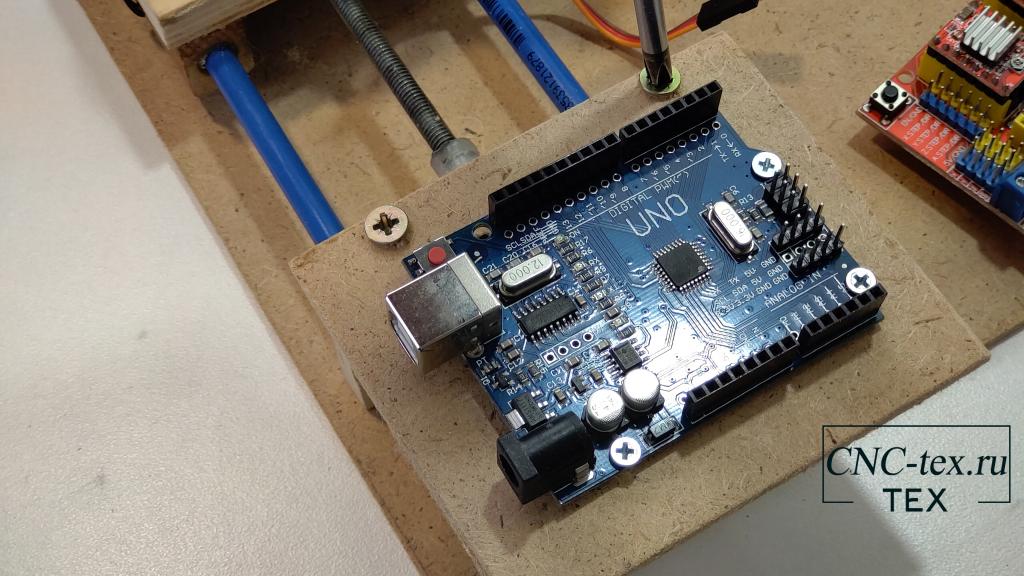
На Arduino UNO установил CNC shield v3 и 2 драйвера A4988.
Осталось все подключить, а для этого нужна схема подключения.
Схема подключения электроники ЧПУ плоттера на Arduino UNO и CNC shield v3.
Схема подключения очень простая и не требует дополнительных проводов.
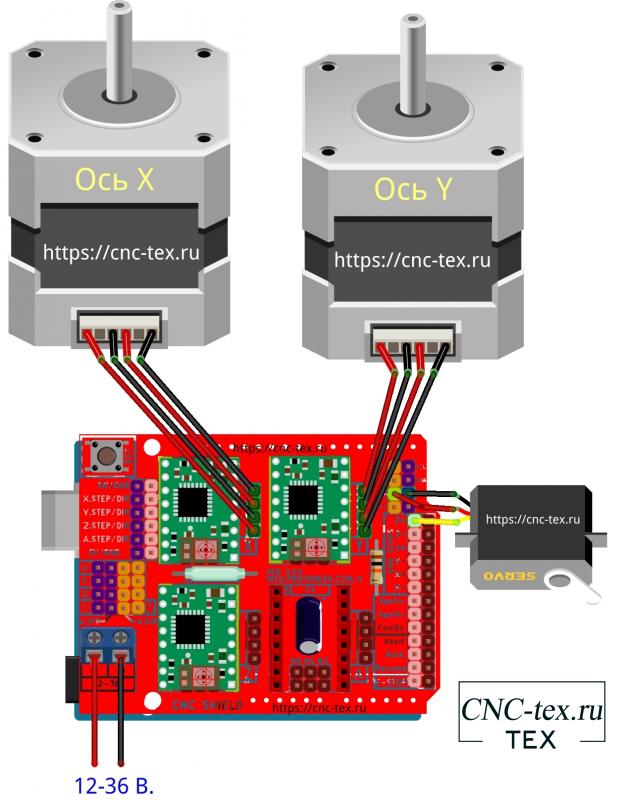
Шаговые двигателя подключаю проводами, которые идут в комплекте.
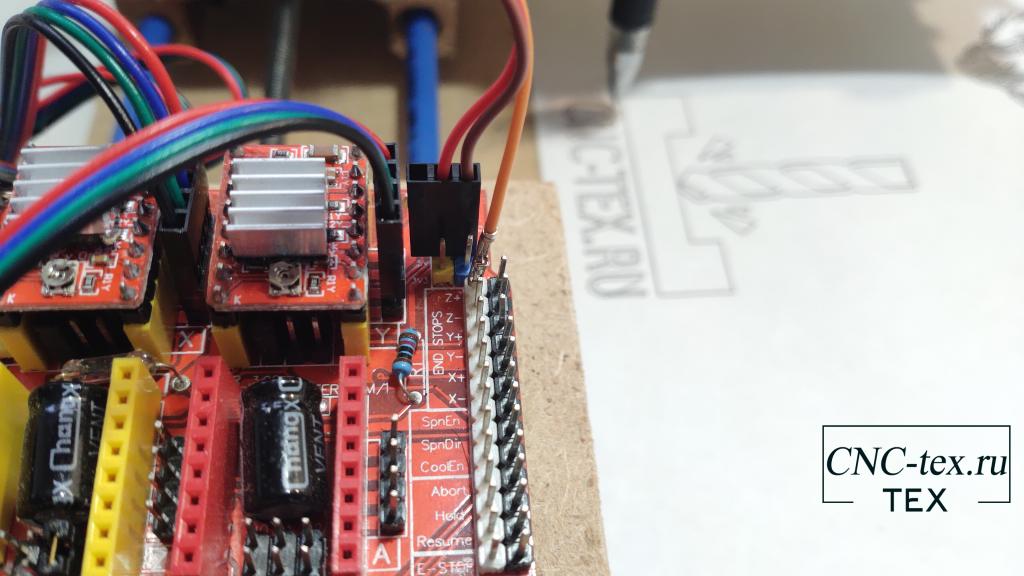
Для подключения сервопривода нужно достать информационный провод из колодки, он обычно оранжевого цвета, и подключить к пину Z+, а провода питания сервопривода подключить к выводам 5v и GND, на CNC shield.
Подключение самое простое, из всех моих самодельных ЧПУ станков. Вот почему многие начинают сборку своих первых ЧПУ станков с плоттера.
Установка и настройка grbl.
1. Установка Arduino IDE.
Сперва, нужно установить среду программирования Arduino IDE. Если она у вас установлена, то можете смело пропустить данный пункт.
Установка драйвера ch340.
Теперь можно приступать непосредственно к загрузке библиотеки GRBL.
2. Установка библиотеки grbl.
Дальше нужно установить библиотеку grbl. Это можно сделать двумя способами:
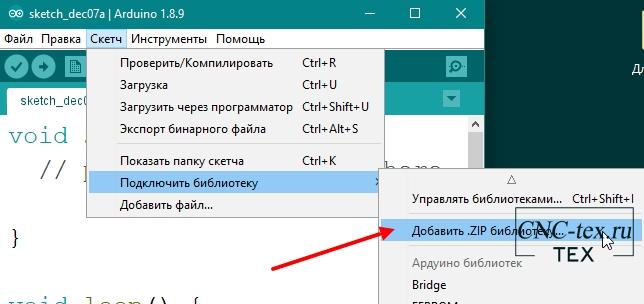
Заходим в Arduino IDE и выбираем в меню: Скетч –> Подключить библиотеку –> Добавить .ZIP библиотеку…
3. Загрузка grbl в Arduino UNO.
Настройка электроники ЧПУ плоттера на Arduino.
Первым делом нам нужно определиться, какое деление шага поставить для нашего станка и затем рассчитать, сколько шагов будет делать шаговый двигатель, чтобы переместиться на 1 мм. по осям X и Y.
Деление шага.
Расчет деления шага.
Как же рассчитать деление шага, и сколько шагов нужно для совершения перемещения на 1 мм? Количество шагов, сделанных шаговым двигателем, для совершения перемещения станка на 1 мм, зависит от характеристик шагового двигателя, от передачи (винтовая или ременная), какое деление шага настроено (для разных драйверов деление шага настраивается по-разному, и количество отличается). В моем случае, получаются следующие параметры:
- Шаговый двигатель 17HS4401 совершает 200 шагов на 1 оборот вала. (Из характеристик двигателя).
- Шпилька, с метрической резьбой М6, перемещается на 1 мм. за оборот (табличное значение).
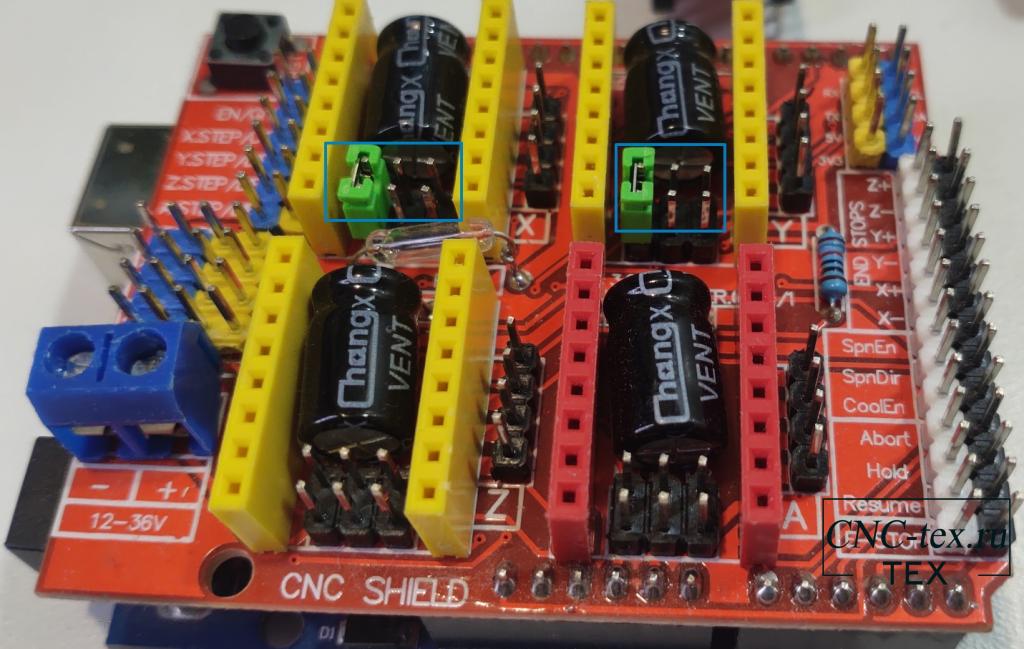
- Деление шага установил ½.
Количество шагов на 1 мм рассчитываем по формуле:
H = Sh*M/D где:
Н – количество шагов для перемещения на 1 мм.
Sh – количество шагов шагового двигателя для совершения 1 оборота.
М – перемещение при вращении ходового винта на 1 оборот.
D – установленное деление шага.
Н = 200*1/0,5 = 400 шагов для перемещения на 1 мм.
Данные параметры нам пригодятся при настройке GRBL.
Установка драйверов A4988 и настройка ограничивающего тока.
После установки деления шага, устанавливаем драйвер A4988 в разъёмы с надписью X и Y.Дальше, нам нужно рассчитать ограничение тока драйвера A4988, для этого нужно знать параметры двигателя и номинал резисторов, установленных на драйвер A4988. Это два черных прямоугольника на плате драйвера, обычно подписаны R050 или R100.В моем случае, номинал резисторов R100, что означает 100 Ом. Ток двигателя 17HS4401 - 1,7А.
Расчет ограничивающего тока драйвера шагового двигателя A4988:
Vref = Imax * 8 * (RS)
Imax — ток двигателя;
RS — сопротивление резистора. В моем случае, RS = 0,100.
Для 17HS4401 Vref = 1,7 * 8 * 0,100 = 1,36 В.
В связи с тем, что рабочий ток двигателя равен 70% от тока удержания, то полученное значение нам нужно умножить на 0,7. В противном случае двигатели, в режиме удержания, будут сильно греться.
Для 17HS4401 Vref ист. = 1,36*0,7 = 0,952 В.
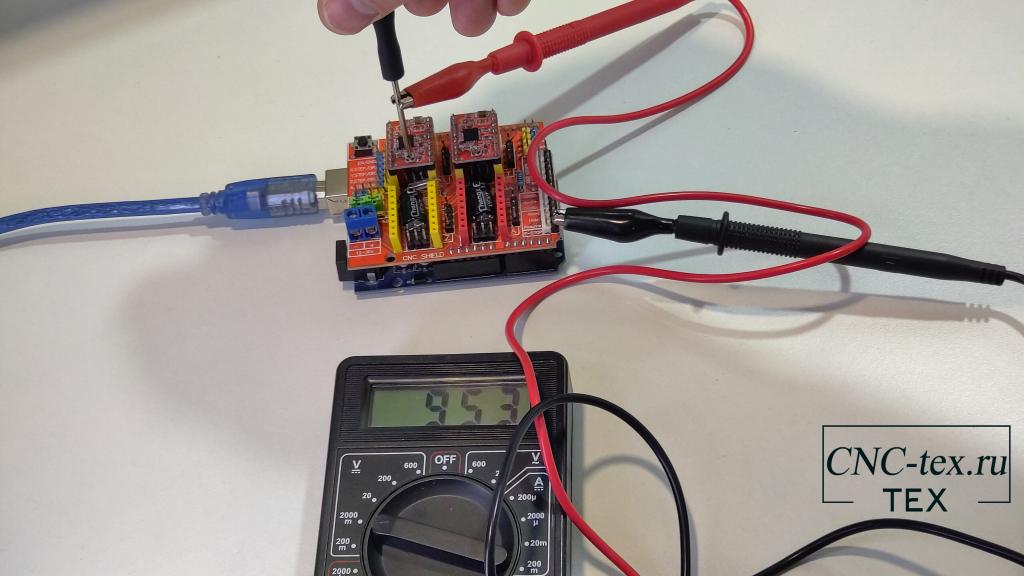
Настраиваем ток шагового двигателя.
Для этого возьмём мультиметр, и один контакт подключим к контакту GND, а второй на переменный резистор драйвера. Поворачивая потенциометр на драйвере, подбираем нужное напряжение. На мультиметре у меня показания в мВ, поэтому такое большое значение.
Аналогично настраиваем ограничивающий ток для второго драйвера.
Внимание! Не забудьте установить радиатор охлаждения на драйвер шагового двигателя, в противном случае драйвер будет перегреваться.
Настройка GRBL ЧПУ плоттера.
После установки, в операционной системе Windows, у меня выдало кучу знаков вопроса вместо русского текста.
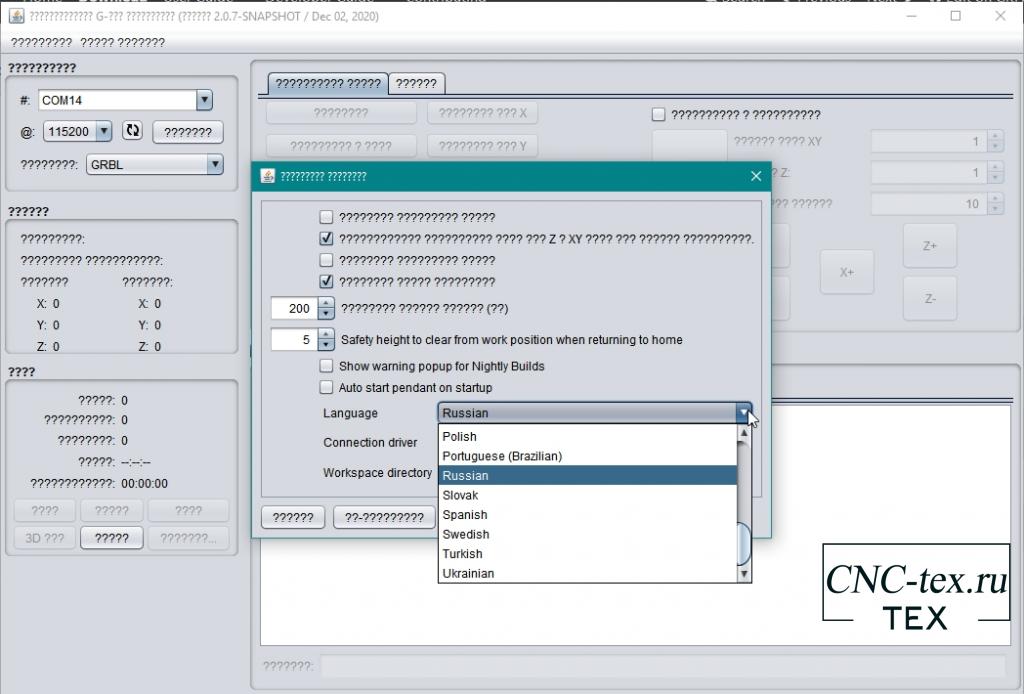
Поменял язык на английский, и программа заработала нормально. Поэтому, покажу все настройки в англоязычной версии программы.
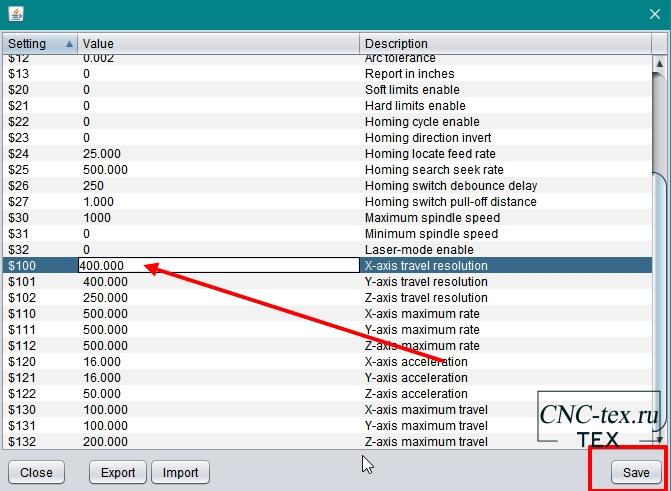
Откроется список настроек станка, нам нужно поменять параметры:Сколько нужно сделать шагов, чтобы наш станок переместился на 1 мм по оси X, Y. Для обеих осей это значение получилось 400. Данные параметры нужно указать в настройках
Максимальную скорость перемещения в мм/мин по осям Х, Y. Так как у меня станок на винтах, и он достаточно медленный, данное значение было подобрано, и равняется 500.
Ускорение по осям. Также, опытным путем, было подобрано значение 16 мм/сек^2.
Наша прошивка настроена так, что сервопривод срабатывает на поднятие, когда подаем команду на перемещение по оси Z, также можно настроить некоторые параметры для данной оси.
Эти параметры можно указать больше. Подробнее о них расскажу в следующей статье.
Программа для создания G-Code и управляющая программа.
С выбором программы для создания G-code у меня возникла проблема. Но об этом расскажу в следующий раз, а сейчас напишу список программ, которые я использовал. В следующей статье расскажу, почему выбор пал именно на эти программы.
Inkscape.
Carbide Create V5.
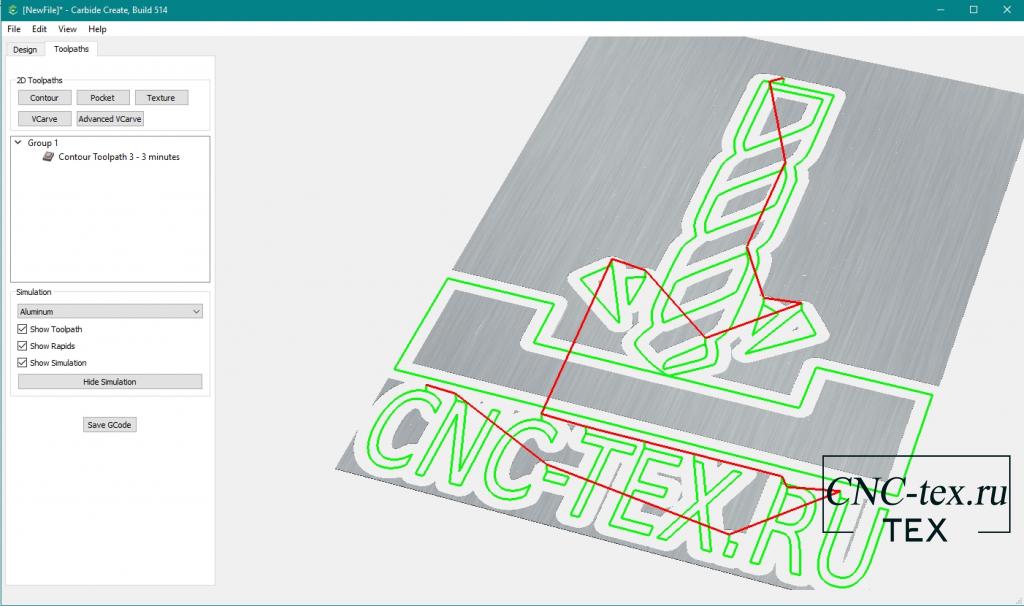
Carbide Create - бесплатная CAD/CAM программа, разработанная производителями небольших ЧПУ станков “Carbide 3D”. В данной программе можно создавать небольшие чертежи, а также генерировать G-Code из векторных рисунков формата .svg. Программа неплохая, но есть ряд минусов. О них в следующей статье.
Candle.
Candle – управляющая программа для ЧПУ станков. Она полностью на русском языке. Достаточно функциональная и при этом не сложная. Но нет простой настройки конфигурации GRBL.
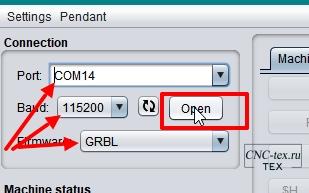
Universal G-codeSender.![Universal G-codeSender.]()
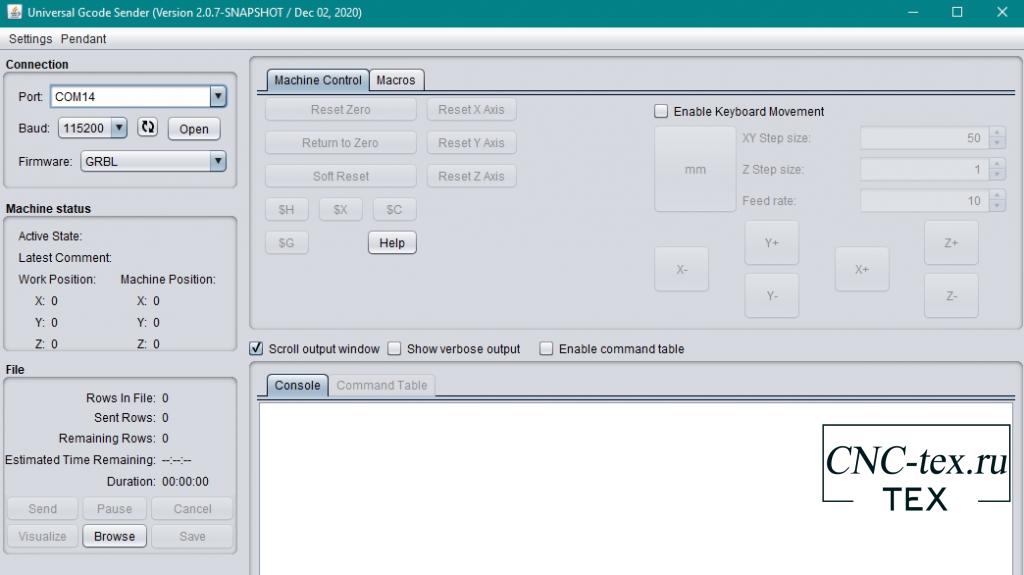
Отличная управляющая программа. В настройках можно выбрать русский язык. Но, к сожалению, на компьютере, с операционной системой Windows, постоянно возникают проблемы. Работал на ней в Linux, работает отлично. Использую данную программу для демонстрации простоты настройки конфигурации GRBL.
Продолжение в следующей статье.
Понравился проект ЧПУ плоттер на Arduino своими руками? Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Читайте также: