
Как сделать отвертку из клапана
Обновлено: 06.07.2024
При выборе заготовки для изготовления ножа следует уделять внимание основным свойствам сплава. Клапана изготавливаются при использовании стали Х40, которая обладает высокими эксплуатационными характеристиками. Среди особенностей можно отметить нижеприведенные моменты:
- Рассматриваемый металл характеризуется высокой жаропрочностью, что связано с включением в состав большого количества легирующих элементов. Клапана работают в тяжелых эксплуатационных условиях.
- Высокие механические свойства не теряются даже при воздействии температуры до 600 градусов Цельсия. Именно поэтому ножи из клапанной стали получили широкое распространение.
- При длительном воздействии жара может снизиться показатель ударной вязкости.
- Высокий показатель концентрации углерода определяет то, что режущая часть ножа из клапана изнашивается медленно.
- Включение в состав хрома приводит к тому, что материал характеризуется отличной коррозионной устойчивостью. Именно поэтому на лезвии ножа из клапана не появятся темные или желтые пятна. Смазка поверхности при длительном хранении изделия не требуется.

Характеристики стали Х40
Приведенная выше информация определяет достаточно большое распространение ножей из клапана.
Однако, основные свойства существенно усложняют процедуру обработки.
Секреты закалки: источник тепла
Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога. Идеальный вариант – муфельная печь промышленного или самостоятельного изготовления.

При отсутствии подобного инструмента возможно использование еще одного домашнего помощника – паяльной лампы.

Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева.
Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой. Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева. Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.
Преимущества клинков из клапанной стали Х40
Клапанная сталь ножа характеризуется большим количеством преимуществ перед другими сплавами. Среди них можно отметить нижеприведенные моменты:
- Точение проводится не слишком сложно, для этого можно использовать обычный точильный камень.
- Даже при использовании изделия для резки труднообрабатываемого материала на поверхности режущей кромки не образуются зазубрины и другие дефекты.
- Служит устройство достаточно долго. Это связано с тем, что поверхность характеризуется повышенной устойчивостью к воздействию повышенной влажности.
- Простота в уходе. Для того чтобы изделие прослужило в течение длительного периода не нужно проводить какие-либо работы, связанные с обслуживанием.

Нож для рыбалки из клапана
Небольшим недостатком можно назвать то, что подобная сталь обладает достаточно высоким показателем хрупкости на излом. Однако, сломать лезвие достаточно сложно, для этого приходится прикладывать большое усилие.
Общие характеристики самодельного ножа
Зная, из какой стали делают напильники, становится понятным, почему их применяют для изготовления ножей. В качестве материала используются высокоуглеродистые стали таких марок, как У10А, Х12М, ШХ15.
Благодаря высокому содержанию углерода этот материал поддается закалке до 64−66 единиц по Роквеллу. Это обеспечивает ему достаточную твердость. Именно поэтому в домашних условиях делают нож из напильника.
Качественный самодельный нож можно сделать из:
- Толстого сверла по металлу. Следует учитывать, что закаленная часть только рабочая. Хвостовик сырой.
- Поршневой шатун двигателя.
- Торцевого ключа.
- Рессоры.
- Напильника.
При изготовлении финки на профессиональной основе все эти вещи предварительно куются. Особенно удобно ковать напильник, который имеет для этого подходящую форму. В процессе ковки металл приобретает нужные свойства, становится эластичнее.
Толщина напильника имеет такую величину, что требует снятия слоя металла, чтобы правильно сформировать спуск. Во время ковочных работ металл не убирается, он приобретает другую форму. Для того, чтобы выковать заготовку потребуется значительно меньше времени, чем при изготовлении ее на станке.
Первичная обработка
Этап первичной обработки проводится для того, чтобы придать заготовке первичную форму, которая будет приближенно напоминать конечное изделие. Подготовительный этап характеризуется следующими особенностями:
- Проводится ковка заготовки.
- Структура материала уплотняется.

Приведенная выше информация определяет то, что нож из клапана можно изготовить только в случае наличия навыков кузнеца. Кроме этого, требуется соответствующая оснастка, которая применяется для нагрева материала и его деформации.
Подготовка к работе
На подготовительном этапе следует придумать форму клинка и рукоятки к нему. Эти детали необходимо отобразить на чертеже будущего изделия. Отметьте на эскизе также метод их крепления. Профессиональное изготовление кинжала из напильника предполагает применение ковки железа в кузне.
Это обеспечивает прочность металла, придавая ему эластичность, позволяет убрать лишнюю толщину уплощением стали ударами молота, а также ускоряет процесс изготовления стилета, снижая затраты времени на его последующую обработку. При отсутствии кузнечного оборудования и специальных навыков можно изготовить хороший самодельный нож и без ковки. Его качество не будет уступать выполненному опытным кузнецом при условии подбора настоящего советского напильника.
Проверить, является ли сталь легированной или обычной, прошедшей закаливание, можно следующим способом: достаточно поместить деталь на кромке стола и ударить по её хвостовому кончику молотком. Он должен не сломаться, а немного погнуться.
Также определить качество металла позволит обработка на точильном станке — у обычной стали появится множество длинных пучков искр, а у высоколегированной образуется пышный сноп искр небольшой длины.
Читать также: Бетон 200 пропорции в ведрах
Первый этап изготовления ножа своими руками — обжиг. Нагревание металла обеспечивает его податливость, необходимую для механической обработки. Поэтому сделать нож из напильника без термообработки невозможно.
Закалка
Повысить качество и твердость поверхностного слоя можно путем выполнения закалки. Данная процедура заключается в воздействии высокой температуры, после чего нож из клапана охлаждается на открытом воздухе. Особенностями процедуры назовем следующие моменты:
- Требуется печь.
- Температура выдержки и время выбираются в зависимости от размеров заготовки.
- Рекомендуется проводить охлаждение на открытом воздухе. За счет этого обеспечивается требуемая твердость, но выдерживается пластичность.
В целом можно сказать, что процедура закалки довольно проста и для этого не требуется специальное сложное оборудование.







Отжиг заготовки ножа
Основная сложность, связанная с приданием пластине рашпиля необходимой формы клинка связана с высокой твердостью детали. Конечно, можно обработать заготовку и на наждачном станке, но при этом придется потратить массу времени и израсходовать несколько камней. Альтернативой является снижение твердости напильника. Для этого используется один из видов термической обработки сталей (обработки температурными режимами), имеющий название отжиг. Он заключается в нагреве детали до сравнительно высоких температур (порядка 650 – 700 С), выдержке при этих температурах в течение нескольких часов и медленном охлаждении.
Технология и этапы изготовления
На первой стадии ведется подбор материала. Чем он будет лучше, тем качественнее получится клинок. Лезвие должно отвечать требованиям:
- быть приспособленным к конкретной работе;
- выдерживать ударные нагрузки;
- острота лезвия должна сохраняться длительное время;
- не подвергаться коррозии.
Чтобы получился хороший самодельный кинжал, сначала нужно сделать его проект. Форму лучше выбирать простую. Обратить внимание на место стыка лезвия с рукояткой. Здесь не нужно сложностей. Переход лучше вести по плавному радиусу.
Процесс изготовления своими руками в домашних условиях состоит из нескольких стадий. Порядок их следующий:
- отжиг заготовки;
- формирование лезвия;
- закалка;
- отпуск;
- изготовление рукоятки.
Отжиг исходной заготовки
Основной проблемой является высокая твердость напильника. Если обрабатывать железо на наждачном станке, потребуется много времени. Для снижения твердости заготовка подвергается термообработке в виде отжига.
Суть его заключается в нагреве стали до температуры 650−700 градусов, выдержки в течение нескольких часов с последующим медленным охлаждением.
Чтобы провести отжиг в домашних условиях, можно воспользоваться печью, костром или камином. Заготовка закладывается вместе с топливом и нагревается в процессе его горения. Затем все вместе остывает. После такой процедуры материал готов для дальнейшей обработки. Без отжига заготовка не поддается работе слесарным инструментом.
Процесс изготовления лезвия
В зависимости от сферы применения выбирается форма поперечного сечения лезвия. Она может быть нескольких разновидностей:
- Прямой клин в виде равнобедренного треугольника. Хорошо выдерживает равномерные удары, и обладает устойчивым сопротивлением к резу.
- Вогнутые спуски. Острая режущая кромка не выдерживает больших усилий и бокового удара. С увеличением глубины реза сопротивление возрастает.
- Выпуклая линза — предназначена для выполнения тяжелых работ.
После охлаждения заготовки приступают к ее обработке. Она состоит из этапов:
- Ножовкой вырезается требуемый контур. Важно как можно лучше сформировать лекало, чтобы меньше обтачивать на наждачном станке. Сзади вырезается хвостовик. Его размер соответствует длине пальцев на руке.
- Зажимается заготовка и напильником обрабатываются спуски. Чтобы не нарушить симметрию, изготавливается из металлической трубы приспособление, на которое крепится напильник.
- Окончательная доработка ведется с помощью наждачной бумаги. Для удобства она оборачивается вокруг деревянного бруска.
Закалка готового лезвия
Размеры готового лезвия проверяются штангенциркулем. Чтобы клинок обрел былую твердость, нужно знать, как правильно закалить нож. Для этого он нагревается до температуры 900 градусов и быстро охлаждается в жидкости.
В домашних условиях закалка ножа из напильника проводится с помощью паяльной лампы. Для этого струя пламени направляется вдоль лезвия. Важно обеспечить равномерность прогрева.
Другим вариантом является использование древесного угля, в который закапывается клинок. Прогрев его ведется с помощью паяльной лампы. В процессе нагрева нужно точно достичь нужной температуры. Это определяется по цвету металла, который меняется в зависимости от нагрева. Как только температура достигает 850−900 градусов, железо приобретает малиновый или светло-вишневый цвет.
Охлаждение ведется в отработанном масле или воде:
- Отработка заливается в ведро. Нож держится за хвостовик и опускается в жидкость. Благодаря вязкости идет оптимальный процесс теплообмена. Время выдержки — несколько минут. Следует соблюдать осторожность, потому что масло может воспламениться.
- При использовании воды в нее добавляется соль или рассол. Чистую жидкость применять не рекомендуется. Чтобы избежать ведения металла, лезвие следует опускать вертикально вниз.
Секреты отпуска ножа
Благодаря закалке идет увеличение твердости изделия. Однако, вместе с этим возрастает и его хрупкость. В случае удара стали об твердую поверхность она может расколоться. Чтобы этого не происходило, нужно сталь отпустить. Этот вид термообработки называется отпуском.
Для этого клинок нагревается в течение часа до температуры 180−200 градусов, а потом охлаждается на воздухе. В качестве прибора нагрева используется газовая и электрическая духовка. Допускается вести нагрев в расплавленном свинце. Однако его температура плавления составляет 327 градусов, что приводит к уменьшению твердости финки.
Этап изготовления ручки
Из дерева выполняются 2 накладки на хвостовик ножа. Точно по их форме вырезается 2 вставки из кожи в качестве прокладок. В лезвии, накладках и вставках сверлятся 3 отверстия. По толщине пакета отрезаются 3 латунные трубки.
Все детали смазываются клеем, трубки вставляются и весь пакет зажимается струбцинами. Через несколько часов клей высохнет и прижим можно снять.
На последнем этапе идет устранение наждачной бумагой всех неровностей как с лезвия, так и ручки. Чтобы изделие было защищено от коррозии, его нужно отполировать.
Изготовление самодельного ножа из напильника в домашних условиях — процесс кропотливый. Однако получаемый клинок будет полностью удовлетворять необходимые требования для выполнения конкретной работы. Сталь, из которой изготавливается напильник, обладает высокими характеристиками, что является залогом высокого качества самодельного ножа.


Дмитрий Михайлов
Был в гараже набор зубил из клапанов

Дмитрий Михайлов ответил Владимиру



Александр Мещеряков



Infinite Space


Да, только у меня был случай, когда примерно такой клапан в горне загорелся при относительно низкой ковочной температуре, около 800, я его сунул в воду - он взорвался ярко белой вспышкой. Поэтому я такие вещи опасаюсь перековывать.




Вадим, кстати да
Артем, я подозревал, что он был начинен активным щелочным металлом, взрыв очень похож. Я химик по основному образованию.

Андрей, это ж классика жанра.
Такие клапаны некоторые кренделя ставят на уазовский двигун (заморочная процедура, напрямую они не подходят), после чего он становится гораздо более живучим при нарушенной регулировке клапанного механизма. Обычный клапан в аналогичных условиях моментально прогорает.


Андрей Белопольский ответил Вадиму
Обычные отвертки в таких случаях бесполезны, а ударные позволяют объединить силу молотка и крутящий момент в одном инструменте. Так как же самому сделать ударную отвертку, используя для этого автомобильный стартер?
Что такое ударная отвертка
Визуальные сходства ударной отвертки со стандартной практически отсутствуют. Данный инструмент представляет собой ударно-поворотный механизм, который позволяет преобразовывать силу удара в крутящий момент. При помощи нее осуществляется монтаж и демонтаж резьбовых соединений для которых необходимо прикладывать дополнительные усилия. Использование для этих целей обычной отвертки приведет к поломке инструмента или порче демонтируемого элемента.

По своему принципу действия ударная отвертка имеет сходство со шлямбуром. В процессе работы слесарю приходится удерживать одной рукой рукоятку отвертки, в то время как другой он бьет молотком по ее торцевой части.
Принцип работы
По своему принципу работа инструмента достаточно проста и никаких сложностей при ее использовании нет. После удара молотком по поверхности торца, происходит вращение элемента на нижней части отвертки. Такой вращающейся силы вполне достаточно, чтобы демонтировать прочные крепежи.
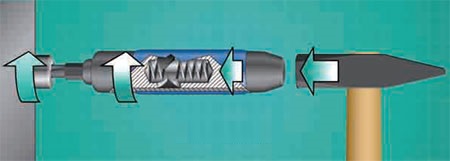
Для упрощения рабочего процесса можно предварительно провести смазывание крепежа при помощи тормозной жидкости. После этого нужно установить инструмент под прямым углом к головке метиза и посредством молотка наносить удары по торцу отвертки. После заметного проворачивания крепежа можно продолжить раскручивание при помощи обычной отвертки.
Работать этим видом инструмента может человек даже, не имеющий опыта. Однако, чтобы сделать ударную отвертку необходимо представление о том, как она работает и наличие соответствующих деталей из которых она будет изготавливаться.
Ударная отвертка из стартера своими руками
Для создания этого незатейливого инструмента в домашних условиях подойдет неисправный электрический стартер из автомобиля, найти который сегодня не составит труда.
Первым делом нам необходимо отрезать часть роторного вала, где находится крепление обмотки.

С оставшейся части снимаем лишние элементы, чтобы остались только вал и втулка, которые мы и будем использовать в качестве основного механизма.

В качестве рукоятки можно использовать небольшой фрагмент трубы, в который мы должны поместить втулку с одной стороны. А с другой нам нужно вставить заглушку, которая будет являться также ударной пяткой. В качестве нее мы используем большой болт, он предотвратит деформацию трубки при ударах и будет ограничивать смещение вала внутри нашей втулки.

Очередным этапом, является сваривание всех деталей.

В завершении на конце вала необходимо выполнить квадратную заточку для возможной смены различных насадок. Так для откручивания шурупа или гайки достаточно будет вставить нужную биту и сделать демонтаж крепежа. В случае если необходимо открутить шуруп, в головку необходимо вставить соответствующую биту.
Стоит отметить, что электростартер выполнен из высококачественных видов стали, поэтому для его резки придется использовать болгарку. Но благодаря прочности и твердосплавности инструмент будет достаточно мощным и долговечным, а по некоторым параметрам он превзойдет даже заводские изделия. Увеличить срок службы такого инструмента поможет периодическое смазывание шлицов. Однако использовать его стоит осторожно, не прикладывая сильные удары, чтобы не сорвать головки на шурупах или болтах.

Конечно, полученное изделие будет менее презентабельным, нежели фабричная отвертка, однако ее стоимость будет минимальна и по надежности она ничем не будет уступать заводскому аналогу.
Достоинства самодельного инструмента
- Отвертка оснащена усиленным корпусом из высокопрочной стали.
- Отличается большими размерами по сравнению с фабричными отвертками;
- Эксплуатация инструмента является безопасной для человека при правильном нанесении ударов молотком. Соблюдая правила техники безопасности получить увечия и травмы отверткой невозможно;
- Присутствует возможность смены насадок, исходя из того какой типа работ проводится;
- Легко изготавливается в домашних условиях без существенных физических и финансовых затрат;
- Многофункциональность. Может использована для различных задач как в сфере строительного, автомобильного, так и любого другого ремесла.
Полезные рекомендации
Однако, в некоторых ситуациях это не помогает . Паниковать не нужно. Попробуйте смазать болт еще раз тормозной жидкостью и оставить его на некоторое время. Жидкость разъесть застоявшуюся фактуру и вы при помощи ударного инструмента сможете сделать все без существенных усилий.
Вывод
Как мы видим, ударные отвертки обладают достаточно простым принципом действия. Это полезные и нужные инструменты, которые должны быть в комплекте инструментов каждого мастера, чтобы при необходимости всегда можно было выкрутить заржавевшие болты. который без труда поможет открутить даже самые застаревшие болты. Если вы решили сделать ударную отвертку своими руками, то можете быть полностью уверенны в качестве выполненного изделия, которое ничем не уступит специализированных фабричным моделям.
Мои посты про типы шлицев “открутите это немедленно” и “50 оттенков пшелнахер” оказались весьма популярны. Продолжая тему технического ликбеза, этот пост будет про способы откручивания крепежа, у которого сорваны грани, шлицы, или вообще оторвана голова. Заодно и про сломанные метчики и сверла. Я постарался сделать максимально полный перечень известных мне способов. (более десятка)
Волшебного универсального способа нет. Выбирайте тот, который подходит в конкретной ситуации с учетом ограничений.
Профилактика
Всегда проще не допускать проблему, нежели её решать. Поэтому прежде чем крутить что-то, удостоверьтесь:
- Бита в шлице сидит плотно, и площадь контакта максимальна. И вы не перепутали крестовые шлицы PH и PZ и JIS (особенно если техника японская – там может быть крестовой шлиц JIS внешне очень похожий на PH. Шлиц JIS имеет точку в одном из секторов.).
- Бита имеет точную геометрию и не имеет разбитых граней.
- Зев гаечного ключа не разогнут, и зазора с гайкой у него нет. Предпочтительнее использовать накидные гаечные ключи с шестигранным отверстием, а не 12-гранником, у шестигранника площадь контакта выше.
- Шлицевая отвертка имеет радиусную заточку (hollow ground), а не две грани под скос (см. картинку):
Если вы попытаетесь открутить хорошо прикипевший крепеж инструментом, который в шлице болтается или не обхватывает наружный шестигранник полностью – то шансы сорвать грани при приложении усилия резко возрастают.
Уменьшаем трение
У железа есть одна очень паршивая особенность – ржавчина расширяется в объёме, причем усилие таково, что может разрывать бетон, что наглядно видно на этом фото из википедии:
Представляете как крепко ржавчина может держать болт за резьбу? В таких случаях рычаг побольше приведет только к оторванной головке болта. Для облегчения откручивания в такой ситуации используют проникающую смазку (гуглить “penetrating oil”). Общее название таких составов – “жидкий ключ” – это и WD-40 и ее аналоги, например “Валера” отечественного производства. Смысл этих составов в том, что они проникают в зазор резьбы и облегчают скольжение. Если вы находитесь на необитаемом острове, то аналог проникающей смазки можно сделать смешав легкий растворитель (керосин, бензин и т.д.) с маслом (моторное, трансмиссионное и т.д.). Такая смесь будет хуже специально разработанного химиками состава, но лучше чем совсем ничего. При работе с проникающими смазками помним, что некоторые составы разъедают краску и вызывают набухание резинок, портят некоторые пластики. Проникающие смазки любят температуру (при +60С они работают лучше, чем при +5С) и время, лучше залить и оставить откисать на ночь.
Прежде чем прикладывать усилия к тому, что не откручивается – примените проникающую смазку.
Softcore
Используйте ударный инструмент. Удар разрушает частички ржавчины и позволяет “стронуть” крепеж, особенно если предварительно нанесена проникающая смазка. Просто увеличивать момент добавляя рычаг не так эффективно, как использование удара. На фото компактный пневматический гайковерт для нежного откручивания закисших болтов и гаек:

Используйте инструмент профилем superlock. Недостаток шестигранника – при наличии небольшого зазора, шестигранный инструмент прикладывает усилие за вершины головки. Профиль superlock же давит на головку ближе к центру граней, поэтому вероятность сорвать грани снижается.
Используйте срывной ключ. В комментариях пользователь qawsed90 дал наводку на специализированный срывной ключ (или прокачной). При помощи болта в конструкции, разрезной ключ плотно обхватывает гайку, что используется при работе с тормозными системами.

Тепловой шок. Если кратковременно нагреть болт или гайку до красного каления, то после остывания ее будет гораздо проще отвернуть (особенно если побрызгать на остывающую резьбу проникающей смазкой). Нагревать можно как газовыми горелками, так и токами высокой частоты. Но важно помнить, что нагрев и охлаждение меняет внутреннюю структуру металла, происходит отпуск и твердость снижается, метод неприемлем, если деталь, куда вкручен крепеж не переносит нагрев.

Также нагрев необходим, если крепеж был завернут с фиксатором резьбы. Для нагрева крепежа токами высокой частоты выпускают специальные нагреватели:
Такое решение предпочтительнее для регулярного использования – нет открытого пламени, нет хранения емкостей с газом – пожаробезопасность только улучшается.
Увеличиваем трение.
Многие видели в подборках “лайфхаков” хипстерский способ отворачивания разбитых винтов с резинкой – между битой и шлицем зажимается тонкий слой резины (воздушный шарик, резинка для денег, кусок велосипедной камеры, бинт Мартенса и т.д.). Резина увеличивает трение, благодаря чему биту из шлица при вращении выдавливает гораздо меньше. Плюс способа – он простой и не оставляет следов. Минус – срабатывает крайне редко.
Более мощным вариантом будет использование специальной пасты (Anti cam-out fluid). Она содержит частички абразива, который тверже и материала винта, и материала биты, поэтому входят в них как в масло и обеспечивают передачу крутящего момента. Этих паст довольно много – SCREW GRAB, schrauben doktor, Liqui Moly Schrauben-Grip, и отечественная Фикс. В крайнем случае можно даже использовать притирочную пасту для клапанов. Плюс – иногда работает, особенно с сорванным крепежом в углублениях. Минус – портит биту.
Похожий способ – использование клея: бита (отвертка) просто приклеивается к тому, что осталось от шлица при помощи капельки эпоксидки, позволяя передать крутящий момент в те выступы, что остались. Важно тщательно обезжирить поверхности перед склейкой, использовать клей с низкой текучестью, что бы не приклеить лишнее (мне нравится консистенция poxipol). Полный набор прочности клея может занять сутки. Способ работает крайне редко, занимает много времени, но может сработать например с шлицем keyrex.//картинка
Инструмент принуждения.

Для выворачивания всего подряд придуманы отвертки с короной зубцов. Обычно выпускаются маленьких размеров – для ремонта часов и миниатюрной техники, например:

Для отворачивания закисшего крепежа изобретена ударная отвертка (impact screwdriver). Это отвертка, которая имеет механизм, который преобразует усилие удара в усилие вращения. Если заменить биту в такой отвертке на зубило, то получается инструмент для откручивания винтов с сорванным шлицем. Вот очень наглядное видео от японского производителя:
Помимо зубила бывают специальные биты с заточкой для левого вращения, недо-сверло, недо-экстрактор:
При наличии большого количества терпения и возможности заточки керна – можно поворачивать головку винта нанося удары керном по касательной к головке, заставляя ее поворачиваться.
Hardcore. Вгрызаемся
Если позволяет пространство, то за головку болта можно ухватиться раздвижными клещами или газовым ключом. (а также любым похожим зубастым инструментом) Зубы на инструменте часто имеют направление, поэтому откручивать нужно конкретной стороной. В отличии от плоскогубцев, усилие клещами развивается больше, а зубчики впиваются снимая реальную стружку. Газовый ключ так вообще предназначен крутить круглые трубы)
Для головок маленьких винтов есть специальные screw pliers, например японские “Engineer Neji-saurus RX PZ-59″ – это плоскогубцы, которые имеют насечку, облегчающие захват головки винта в торец. И чем точнее и острее будет форма инструмента – там выше шанс открутить. Модели Pz-56, Pz-55 миниатюрнее, а Pz-57 для совсем маленьких головок. Также подобный инструмент есть под торговой маркой “Vampliers”. Если что-то подобное найдете на али – дайте ссылки в комментариях.
Гайколом. (или гайкокол, гайкорез, гайкоруб) Этот инструмент при помощи винта и клиновидного ножа просто разрезает гайку по радиусу. Можно использовать в труднодоступных местах. Есть как простые приспособления, где нож надвигается вращением винта, так и гидравлические, способные щелкать гайки как семечки.
Специальные головки для поврежденного крепежа (bolt extractor). За счет канавок с левым вращением, такая головка при откручивании болта вгрызается в то, что осталось и выворачивает болт. Работает в труднодоступных местах и углублениях.

Нарезание шлица. Раньше для этих целей использовалась специальная пила без развода зубьев “шлицовка”. Сейчас все повально нарезают прямой шлиц диском болгарки/дремеля. Нарезание шлица – простой и эффективный способ, но есть опасность разломить головку пополам. Используйте плоскую отвертку точного размера, и желательно с заточкой hollow ground.
Сварка. Идея простая – просто приварить к сорванному крепежу гайку, и отвернуть. Способ работает если у вас достаточно свободного места вокруг и крепеж изготовлен из сплава, который хорошо варится. Для защиты детали перед сваркой подложите шайбу.

Метчики и сверла.
Это отдельная боль, поскольку как удалить металлический инструмент, который твердый настолько, что сам предназначен для резки металла? Особенно “весело” в производстве – представляете как обидно сломать метчик в огромной детали за 100 000 руб? Поэтому я выделил метчики отдельно.
Специальный инструмент для выворачивания метчиков – имеет три зубчика, которые зацепляются за углубления в метчике (у него несколько лезвий, поэтому между отверстием и метчиком всегда есть зазоры) Гуглить “Broken tap extractor”.

Выкрашивание зубилом. Метчики твердые и хрупкие – регулярно затачиваемым острым зубилом можно выламывать метчик по кусочкам, пока он не будет полностью разрушен.
Высверливание специальным твердосплавным сверлом. Твердые сплавы хрупкие, поэтому сверло больше напоминает пруток с трехгранным наконечником, чем привычное спиральное сверло. Работать таким инструментом лучше при помощи станка.
Если ничего не помогло. Химия.
Этот раздел будет сделан отдельным постом, когда кончится самоизоляция и я доберусь до нашей мастерской.
Электричество пыщь-пыщь.
Почти универсальный способ не повреждающий резьбу. Но самый дорогой по оборудованию. Хотя если вы сломали метчик в цельной детали из дорогого сплава стоимостью 1 000 000 рублей, то игра стоит свеч.
Испорченный крепеж/застрявший инструмент удаляется на прошивочном электроэрозионном станке, где при помощи электрода слой за слоем прожигается отверстие на месте застрявшего инструмента. Прелесть электроэрозионного метода в том, что безразлично, какой твердости материал – можно с легкостью прожигать как мягкие стали, так и твердую инструментальную. Принцип электроэрозионной обработке показан на этом видео:
Для удаления испорченного крепежа не нужна вся мощь и точность электроэрозионного станка, поэтому выпускаются специальные дезинтеграторы металла – устройства попроще, грубее, и главное дешевле
При должном упорстве приспособление для электроэрозионного разрушения крепежа делается в гаражных условиях, но описание его конструкции это отдельная тема (а может даже тема отдельного поста).
Есть ряд фирм, которые оказывают услуги по удалению заломанного инструмента. Помню видел видео с американцем, который и живет оказывая лишь одну услугу – удаление сломанных метчиков и сверл, и к нему возят детали в том числе и крупные компании – так как нецелесообразно держать станок и специалиста для одной операции, даже если вы крупный завод. А видео запомнилось, потому что у американца была жуткая дикция, так как он не соизволил выплюнуть жвачку на время видеосъемок.
Cверлим
Высверливание. Обычно это последнее, к чему прибегают, так как в большинстве случаев повреждается резьба или сама деталь. Чаще всего крепеж высверливается сверлом большего диаметра, под последующее нарезание резьбы большего размера, например высверлили М6 и нарезали М8. Если увеличение диаметра резьбы неприемлемо, то просто вворачивается резьбовая втулка – переходник (“threaded insert”), и если не нарушена соосность, то для сопрягаемых деталей ничего не меняется. При высверливании крепежа в глубоких колодцах используйте алюминиевую трубку для защиты стенок колодца. Сверло желательно максимально укоротить для жесткости, и про центровочные сверла не забываем. Использование сверлильного станка настоятельно рекомендуется. Использование левого сверла предпочтительно – есть шанс что после определенной глубины сверления сверло подцепит остатки и вывернет заломанный крепеж.
Если вы пытаетесь вывернуть винт милипусерного размера – например М1, то экстрактор на такой размер вам не найти. Крепеж просто высверливается меньшим диаметром, в отверстие вгоняется заточенная трехгранником игла (или колизвар) и винт отворачивается. Сверлить такой диаметр нужно вручную при помощи приспособления, или на очень хорошем станке.
А так можно было?
Если свернуло голову в деревянном изделии, то шуруп можно высверлить корончатым сверлом или даже просто трубочкой с зубами, и затем извлекаем получившуюся пробку с шурупом в центре. В отверстие забиваем пробку с клеем.
Это все способы, которые я знаю. Если я про какой-то не написал – пишите в комментариях, пусть будет самая всеобъемлющая инструкция в рунете.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Для того, чтобы привести клапана в норму, необязательно ставить автомобиль на долгий ремонт, можно отремонтировать поломку самостоятельно. Главное — чтобы у человека в руках был необходимый инструмент.

Содержание
Что такое притирка клапанов
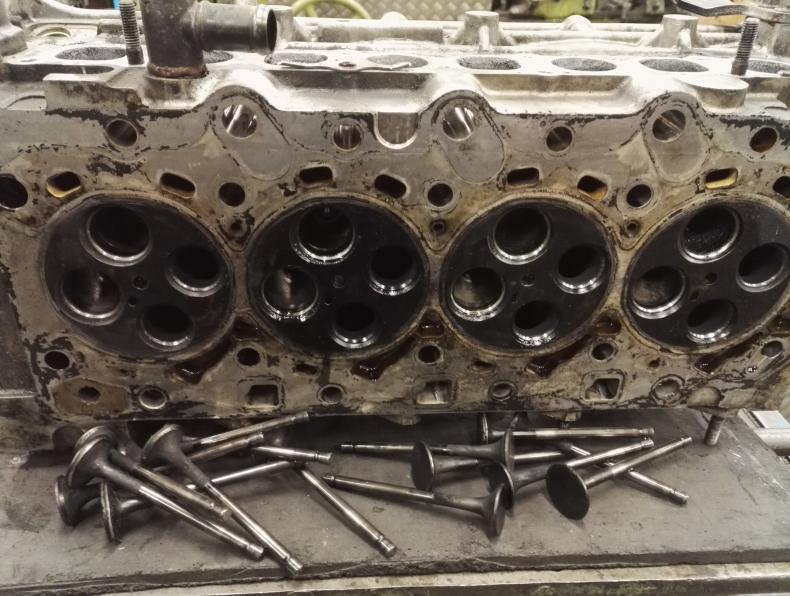
У большинства машин старых марок в системе предусмотрены четырехцилиндровые и восьми клапанные моторы. Это означает, что на каждый цилиндр предусмотрено несколько клапанов: Впускной — впускающий в двигатель сгорающую смесь, а также клапана выпускного типа, которые предусмотрены для выпуска отработанных клапанов.
- Каждый клапан машины походит на гвоздь с шапочкой, который и является элементом для затыкания отверстия в камере сгорания.
- Шляпка или по-другому тарелочка плотненько прилегает к краям камеры сгорания. Чем правильнее обработаны края клапана, тем больше уверенности в том, что клапан закроет отверстие.
- Это также будет обозначать, что мощность работающего двигателя будет целенаправленно перераспределяться между поршнями.
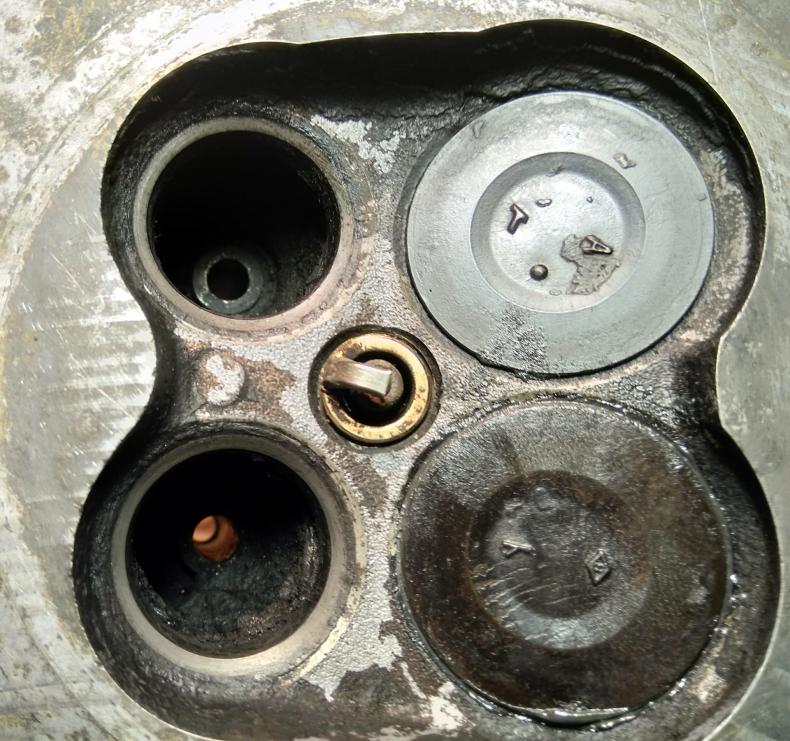
Из-за того, что двигатель постоянно находится в рабочем состоянии, края тарелки и седла постоянно покрывают копотью и нагаром, что приводит к разгерметизации системы. Любые потери в коэффициенте герметичности системы ухудшают работу мотора. Потери в показателях герметичности сильно влияют на уровень масла.








Технология притирки клапанов
В работе возможно использовать ручную фрезу. Под ней понимают палочку с присоской на одном из концов. Такое приспособление помещают на поверхность клапана и надежно закрепляют. Нужно принимать во внимание, что фаска тарелки, а также седло всегда смазываются притирочными компонентами.

Палочку нужно вращать ладонями. Многим достаточно 15-20 минут времени для качественной прочистки клапанов. Данная методика используется теми, кто по-настоящему ценит марку автомобиля.

В специализированных мастерских применяют специальные станки, на которых проводится протирка клапанов. Это аппараты типа VM1150, VM1200, VM1350, VM1500 или VM1600.

Главное отличие каждого аппарата — это возможность обработки тарелки определенной площади. Также различаются они глубиной погружения. Возможно применять и специальные тенды для протирки клапанов. К примеру, Р-23.74, которые способные обрабатывать сразу же до 8 клапанов.

Те, кто собирается заняться притиркой клапанов, должны подготовить для работы слесарные ключи, отвертки, ветошь. Для запрессовки головки обратно в полость цилиндра применяют динамометрический ключ.






Он помогает закрутить болты с правильным моментом. Необходимый инструментарий:

Притирка клапанов дрелью
Притирка клапанов дрелью является наиболее оптимальным решением. Она позволяет значительно экономить время и усилия.

Технология притирки клапанов схожа с технологией притирки клапанов ручной дрелью.
- Сначала берут металлический стержень и одевают его на шланг из резины. Чтобы рабочие элементы теснее прилегали друг к другу применяют хомутики.
- Металлический стержень с резиновой присоской помещают в патрон электрической дрели.
- После этого на тело стержня помещают пружинку, помещают ее на посадочное место.
- Фаску головки цилиндра обильно смазывают притирочной пастой по всей площади тарелки.
- Далее необходимо поместить стержень клапана в полость шланга из резины. Для прочного скрепления элементов между собой нужно взять хомутик.

Притирка осуществляется включенной дрелью на низких оборотах. После того, как рабочий процесс закончится, необходимо протереть полости клапанов от использованных остатков пасты. Лучший помощник в этом — растворитель.

Лучшая паста для притирки клапанов
Как только начали строить автомобили, в качестве смазки при притирки применяли смеси паст, содержащие частички пыли от алмазных кругов. Эту пыль смешивали с машинным маслом.









Сегодня подобные растворы активно вытесняются пастами для притирки. Отличие многих смесей и в количестве содержащихся абразивных элементов. Выбирают пасту относительно года выпуска автомобиля, размеров клапанов и степени загрязнения. Важно также учитывать метод протирки — ручной или механический.

В составе таких паст находятся не алмазные грубые компоненты, а карбид кремния. Для экономных людей отлично подойдет для прочистки смесь моторного масла и счищенных со шкурки абразивных элементов.

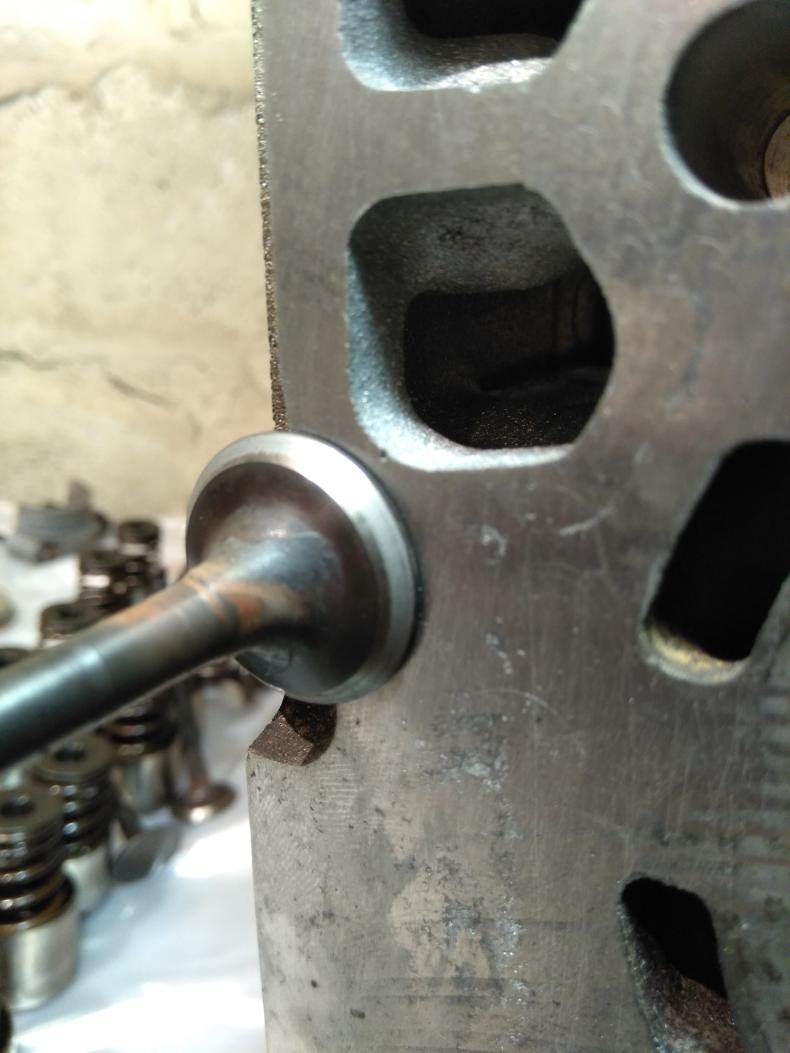
Проверка качества притирки клапанов
Исключительно мастер своего дела способен по-настоящему осознать, насколько грамотно была сделана работа.
- Проверка проводится посредством залива в область, подготовленную для сгорания, бензина, керосина или же масла.
- Чтобы провести операцию правильно, головку цилиндра нужно устанавливать строго в горизонтальном положении.
- Далее в цилиндр заливают жидкость, необходимую для проверки качества исполненной работы.
- Когда в одном из клапанов системы выявляется протечка, необходимо повторять процедуру для полной ликвидации проблемы.

Существуют взгляды, что притирка клапанов необходима для того, чтобы приводить в норму мотор на каждые 50000 — 60000 км пробега. Особенно важно следить за протиркой клапанов на спортивных болидах.

В подобных ситуациях любые неисправности в системе проверяются программой не только в условиях гаража, но и в пределах гоночного корта.
Читайте также: