
Как сделать отверстие в колке
Обновлено: 06.07.2024
Дерево, в наших краях, один и самых часто встречающихся и популярных материалов с которым имеет дело домашний мастер. Из него можно построить дачный домик, поставить забор, сделать мебель и многое другое. В этой статье хотел бы рассказать о различных типах сверл для выполнения отверстий в дереве и поделится собственным опытом по их выбору и применению, а также дать несколько советов, которые возможно будут полезны читателю.

Вообще, по своему сугубо личному мнению, практически любое дерево обладает крайне положительной энергетикой и работа с ним позволяет успокоить нервы и привести в равновесие душевное состояние не хуже медитации или таблеток. Возможно именно поэтому, большинство столяров и плотников, которые мне встречались, были людьми крайне уравновешенными и добродушными :)
Самая простая и наиболее частая операция выполняемая с деревом это сверление отверстий, давайте посмотрим когда и чем их лучше делать. Конечно, разные виды древесины отличаются друг от друга и мягкая сосна или липа, требуют гораздо меньшего усилия при обработке чем, например, бук или дуб. Однако, общие принципы применения тех или иных типов сверл одинаковые для всех видов.
Трехточечные сверла
Применение: сверление отверстий небольшого диаметра в дереве, фанере, ДСП и тд.
Сверла предназначенные для сверления именно дерева и содержащих его материалов (типа ДСП). По конструкции такие сверла имеют в передней части, по оси сверла, заостренный шип, для точного позиционирования на месте сверления. Кроме этого, режущие элементы имеют небольшой наклон в сторону поверхности сверления и вся конструкция напоминает трезубец. Спиральные канавки-шнеки, через которые происходит отвод высверленного дерева имеют большую глубину и дополнительно заточенную кромку для получения более гладкого отверстия.

Такие свела обычно имеют гладкий цилиндрический хвостовик под кулачковый патрон дрели или шуруповерта, реже встречаются с хвостовиком шестигранной формы для держателей ударных шуруповертов (так называемых импактов) и некоторых других специфических моделей сверлильных устройств.
Главной особенностью при сверлении такими сверлами, является приложение усилия строго перпендикулярно оси сверла, иначе оно, при перекосе, либо погнется (если плохое), либо сломается (если хорошее), особенно это актуально для малых диаметров сверл (до 5мм). При выполнении сквозного сверления желательно подкладывать под заготовку черновой брусок, чтобы с обратной стороны целевой заготовки не происходило вырывание волокон при выходе трезубца. Впрочем, этот совет актуален для любых типов сверл.

Сверла отлично подходят для засверловки отверстий перед вкручиванием саморезов, чтобы предотвратить растрескивание деревянной заготовки вдоль волокон. Продаются как поштучно, так и в наборах, обычно, от 3 до 10мм в диаметре.
Достоинства: лучший вариант для сверления отверстий в дереве диаметром до 10мм. Достаточно дешевы.
Недостатки: Малые диаметры достаточно легко сломать при перекосе в процессе сверления.
Универсальные спиральные сверла
Применение: сверление разных типов материалов, в том числе дерева.

Такие сверла имеют две режущие кромки на коническом наконечнике и закручены спиралью. Глубина спиральных канавок меньше чем у сверл по дереву и их кромка не такая острая. Изготавливаются как с гладким цилиндрическим хвостовиком, так и с шестигранником, если покупаете набор второго типа, проверяйте чтобы на нем было упоминание или значок, что подходят для работы импактами.

В основном универсальные сверла изготавливаются из углеродистой или быстрорежущей стали HSS/Р6М5 — первый вариант более дешевый, хрупкий и выдерживает меньшие боковые нагрузки на излом, чем вторые, в которых присутствует небольшой процент молибдена и вольфрама.

Подобные сверла имеют строго определенный угол заточки для тех или иных видов материала, хотя, для сверления дерева этот параметр не очень важен, тут главное, чтобы кромка была просто хорошо заточена. Также отмечу, различие данного типа сверл по цвету:
- серый — родной цвет стали из которой изготовлено сверло, свидетельствует об отсутствии дополнительной обработки;
- черно-золотистый — свела прошли отпуск, снявший внутреннее напряжение стали;
- черный — выполнено воздействие перегретым паром, увеличившее стойкость сверла к износу;
- золотой — покрытие из нитрида титана, которое увеличивает твердость сверла и якобы обеспечивает его лучшее скольжение.

При должной сноровке отверстия в дереве получаются ровными, однако, но скорость сверления отверстий ниже, чем у сверл из предыдущего пункта, а широкий конус режущей кромки увеличивает время точного позиционирования центра сверления. Сверлить нужно также как и сверлами для дерева, прилагая усилие строго перпендикулярно оси сверла, особенно если сверлим малым диаметром.

Диаметр универсальных сверл обычно не превышает 10мм (редко попадаются 12мм), часто продаются в наборах по несколько штук с диаметром от 3 до 10мм. Советую всегда иметь в наличии один такой набор с сверлами разного диаметра + несколько отдельных дублей диаметром 3-4 мм.
Достоинства: Универсальность. Вариант для сверления отверстий не только в дереве.
Недостатки: Малые диаметры. Достаточно хрупкие (особенно китайские :). При высоких оборотах сверления есть риск перегреть сверло (больше относится к плотным материалам).
Перовые (перьевые) сверла
Применение: сверление в дереве больших и глубоких отверстий диаметром от 10 до 60мм.

Хвостовик — шестигранный, может быть с проточкой или без — предназначенный для кулачковый патронов. Форма зажимной части (хвостовика) обусловлена бОльшей нагрузкой, которая воздействует на данный тип сверл при сверлении, особенно глубоких отверстий больших диаметров и гладкий хвостовик просто будет проскальзывать в патроне, как его не затягивай. Соответственно, для работы такими сверлами требуется более мощный инструмент. Толщина плоской части пера, обычно, пропорциональна диаметру отверстия, которое им можно проделать и чем он больше, тем толще и режущая часть.


Продаются как отдельно, так и в наборах. Для бытовых работ ходовые размеры диаметров получаемых отверстий от 10 до 25мм.
Достоинства: Дешевизна. Можно получать достаточно большие отверстия. Простота конструкции позволяет делать заточку режущих кромок самостоятельно.
Недостатки: Невысокое качество получаемого отверстия. Склонность к скручиванию и изгибу. Для сверления глубоких отверстий требуется мощный инструмент. Достаточно высокий центральный шип ограничивает возможность делать глухие отверстия в досках и брусках.
Сверла Форстнера
Применение: сверление качественных отверстий большого диаметра, в том числе глухих.
Сверло изобретено в 1874 году Бенджамином Форстнером и с тех пор притерпело большое количество модификаций. Является лучшим вариантом, чтобы получить красивое ровное отверстие в дереве, ДСП, МДФ и других подобных материалах: сквозное или глухое с нужной глубиной. Подобные сверла используются для выполнения посадочных отверстий для петель мебели и другой фурнитуры, когда важен именно аккуратный результат. Конструкция сверла достаточно сложная, что дает разным производителям реализовать свой полет фантазии в конструкции данной расходки. По сути сверло Форстнера — это небольшая фреза с несколькими режущими элементами: центральное острие служит для точного позиционирования центра будущего отверстия, шип может быть в виде конуса, призмы или даже конусного винта. Острая перемычка с лезвиями, проходящая перпендикулярно оси сверла, в процессе вращения обеспечивает послойное срезание дерева и отвод опилок и стружки, а режущая кромка по кругу позволяет получить очень ровный размер круга отверстия с гладкими стенками.

Кромка может быть выполнена в виде только двух твердосплавных резцов или же в виде венца-коронки с несколькими зубьями (обычно для сверл с большим диаметром). Базовые диаметры подобных сверл продающихся как отдельно, так и комплектами от 10 до 35мм. Однако, существуют варианты для выполнения больших отверстий, например, на 68, 80 или даже 117мм.

Производятся подобные сверла из качественной быстрорежущей стали. Могут быть сборными (более дешевые варианты), состоящими из нескольких частей или выточенными из единого куска стали (дорогие). Хвостовик обычно представляет из себя круглый гладкий цилиндр: для небольших диаметров — 8мм, для крупных — 10мм. При сверлении нужно начинать с малых оборотов, затем сверлить на средних (до 1600-1800об/мин) не перегревая, чтобы не повело металл. Инструмент должен быть мощным, чтобы обеспечить достаточный крутящий момент для выполнения больших отверстий. В продаже есть варианты в комплекте с ограничителем сверления, что крайне удобно для изготовления сверления отверстий со строго заданной глубиной под мебельные петли.

Достоинства: Высокое качество получаемых отверстий. Отличный вариант для сверления глухих и достаточно глубоких отверстий заданной глубины.
Недостатки: Из-за сложности конструкции и качественной стали, достаточно дороги, особенно для больших диаметров. Подвержены перегреву на высоких оборотах.
Коронки
Применение: Сверление отверстий большого диаметра в доске, фанере, пластике итд.
Оптимальны в использовании, если нужно просверлить большое отверстие, например, для подрозетника в не толстых материалах типа фанеры, доски, ДСП, ОСБ, гипсокартоне итд. Для дерева лучше покупать составные наборы в которые входит центральная часть (державка) и сменные коронки разных диаметров. В качестве центровочного сверла можно использовать, либо универсальное, либо, что еще лучше — сверло по дереву, желательно с боковой проточкой хвостовика, чтобы не проскальзывало при сверлении. Сверло фиксируется в державке при помощи винта под шестигранник, поэтому легко меняется в случае поломки. Коронок в наборах может быть много — 10-12 штук, от 19 до 127мм в диаметре. Каждая коронка имеет большое количество зубьев и работает как пила.

Кроме этого, есть варианты наборных коронок, когда режущая часть представляет из себя пильное полотно в виде неполного круга, фиксируемое в специальном диске с центральным сверлом.
Металл изготовления может быть HCS (высокоуглеродистая сталь) подходит только для мягких материалов типа дерева или пластика, HSS — быстрорежущая сталь, подходит еще и для листового металла.

Качество отверстия сделанного таким сверлом сильно зависит от умения пользователя, при должной сноровке и качественных коронках можно получить вполне гладкие кромки и стенки. Работать нужно на средних оборотах, т.к. конструкция не предполагает хорошего отвода образующихся опилок и на больших оборотах мелкий зуб коронок быстро забивается деревом, перестает резать и начинает нагреваться от трения, легко получить дымок от дерева и перегрев металла. Глубина ограничена глубиной самой коронки и не превышает 2-3см.

С большими диаметрами коронок нужно работать весьма аккуратно, лучше использовать мощный инструмент с автотормозом, хорошо удерживая и фиксируя его в обеих руках, т.к. при заклинивании такой коронки, можно получить вывих запястья или пальцев от проворота дрели или шуруповерта при резкой остановке коронки. А еще достаточно непросто вытащить из коронки получившийся кружок. Существуют варианты таких сверл с выталкивающими пружинами, вокруг центрального сверла, но это скорее маркетинг, работает такой механизм не очень хорошо.

Достоинства: Быстрое получение отверстий большого диаметра. Большой выбор размеров. Невысокая цена наборов.
Недостатки: Склонность к забиванию полотна коронок древесной пылью и опилками. Небольшая глубина.
Если интересны недорогие варианты сверл, можете посмотреть эту подборку.
В этой части я рассказал про базовые типы сверл для дерева. В следующей расскажу о других, более интересных вариантах. Продолжение следует.

Иногда требуется просверлить продольное отверстие в заготовках из металла (например, в болте, круглом или квадратном прутке, шпильке). Вот только как это сделать без токарного станка?

В данном случае эту операцию можно выполнить на сверлильном станке. Но для этого сначала нужно будет изготовить нехитрое приспособление. Потребуется старая тормозная колодка и сверлильный патрон.
Первым делом в тормозной колодке нужно просверлить два отверстия по краям. Потом с помощью болгарки автор удаляет слой фрикционного материала.

Далее потребуется подготовить два винта, две гайки и две шайбы. Прикручиваем тормозную колодку к рабочему столу сверлильного станка.

Основные этапы работ
На следующем этапе в сверлильный патрон автор вкручивает болт. Потом при помощи сверла (или можно использовать что-то другое) нужно соединить его с рабочим патроном на сверлильном станке.
Выставляем патрон по центру тормозной колодки и привариваем. В результате у нас получилось приспособление, с помощью которого не составит проблем просверлить продольное отверстие.
Например, нужно просверлить продольное отверстие по центру болта. Зажимаем его в патроне сверлильного станка.

В нашем самодельном приспособлении фиксируем сверло по металлу необходимого диаметра. Потом центруем все, и можно сверлить отверстие. Все получится четко!

Подробно о том, как просверлить продольное отверстие в заготовках, вы можете посмотреть в видеоролике на сайте.
Как просверлить отверстие в каленом металле при помощи кислоты, сварочного аппарата, специальных сверл и какие дополнительные инструменты для этого нужны. Какие сверла лучше всего справятся с каленой сталью.

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.

Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.

Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.

Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.

Иногда при изготовлении различных самоделок необходимо просверлить идеальное по точности расположения отверстие на боковой части трубки или стержня. Сделать это без предварительной подготовки и инструментов не получится. Основная трудность заключается в нахождении геометрического центра будущего отверстия. Ниже будет рассмотрен один из способов, как это сделать на практике.
Необходимые инструменты и материалы
- ножовка по металлу;
- настольный сверлильный станок;
- кернер и молоток;
- патрон цанговый;
- центровочное сверло;
- обычное спиральное сверло диаметром 2,5 мм;
- тиски слесарные и передвижные;
- алюминиевый стержень диаметром 10 мм;
- кусок крупнозернистой наждачной бумаги;
- смазочно-охлаждающая жидкость (СОЖ).
Порядок сверления поперечного отверстия в заготовке
Есть множество способов, как это сделать. В нашем случае мы используем часть самого стержня в качестве кондуктора, предварительно его обработав.
1. Зажимаем стержень в тиски и ножовкой по металлу отрезаем небольшой кусочек длиной около 20 мм.

2. Вставляем и зажимаем отпиленную часть заготовки в патроне сверлильного станка отрезанной стороной вниз.

3. Укладываем на стол сверлильного станка наждачную бумагу и, придерживая ее пальцами, включаем шпиндель станка и прижимаем торец кусочка стержня к наждачной бумаге, пока не образуется ровная и гладкая поверхность.




6. Затем закрепляем оправку цангового патрона в подвижных тисках, зажимаем в нем центровочное сверло и выставляем его, перемещая тиски, точно под накерненным местом в кусочке стержня.



Включаем станок и окончательно определяем место будущего сквозного осевого отверстия, которое затем окончательно формируем спиральным сверлом 2,5 мм.

7. Укладываем в слесарные тиски стержень, а поверх него перпендикулярно ставим отрезанный кусочек того же стержня с центральным осевым отверстием, своего рода, кондуктор.
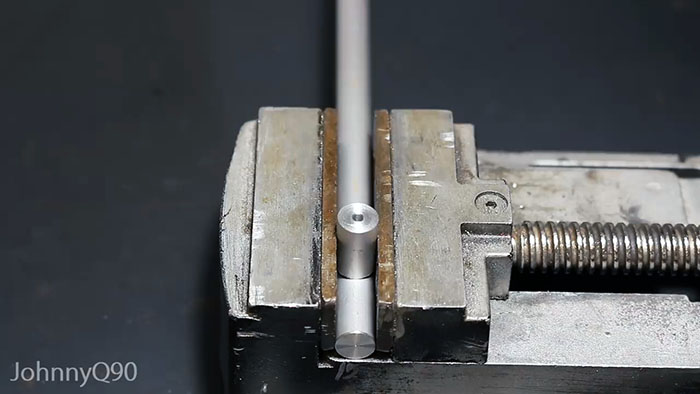
8. надежно зажимаем оба элемента в губках подвижных тисков. Вливаем в отверстие немного смазочно-охлаждающей жидкости. Центрируем самодельный кондуктор перемещением тисков относительно сверла и сверлим отверстие в боковой части заготовки.


9. Изменяя положение цилиндра-кондуктора на стержне, можно выполнить любое количество поперечных отверстий, если в этом будет необходимость.
Смотрите видео
Читайте также: