
Как сделать отверстие под углом в металле
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
Выдержать четкий прямой угол при сверлении дрелью не так-то легко. Опытные мастера признаются, что такая привычка вырабатывается годами, но все равно не дает гарантию точного сверления. Оно ведь делается от руки, а значит всегда сохраняется доля вероятности, что посадочное отверстие, например, под мебельную или монтажную фурнитуру, не будет верным.
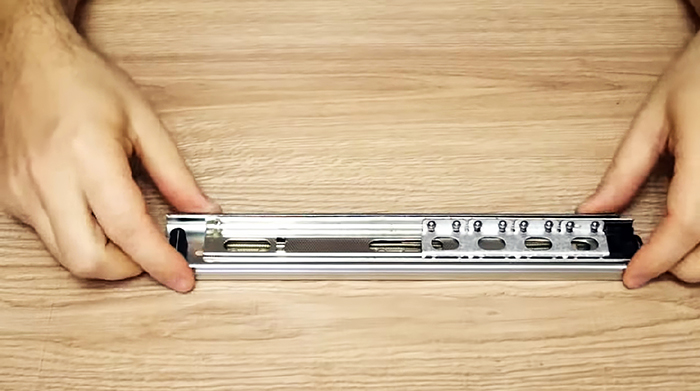
Данное приспособление очень простое, и изготавливается буквально из остатков стройматериалов. Особое значение здесь отводится мебельным телескопическим направляющим для шуфляток ящиков. Именно с помощью них, а еще парочки сантехнических хомутов и будем делать это приспособление. Ну что, готовы? Тогда приступим!

Комплектующие
- Мебельные телескопические направляющие, длина – 250 мм;
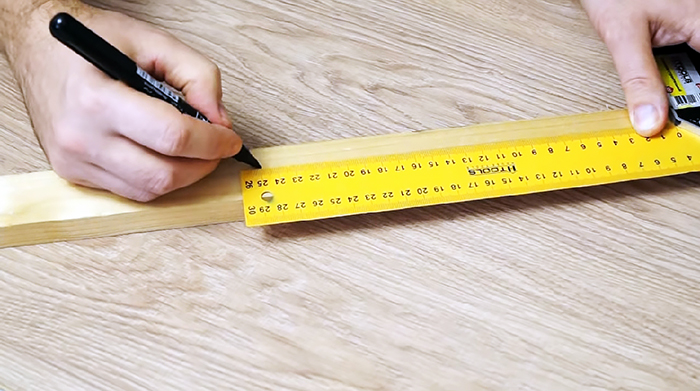
- Деревянная рейка 20х40х250 мм;
- Отрезок деревянного наличника для станины, длина – 150 мм;
- Уголок монтажный – 50х50х40 мм;
- Саморезы мебельные или пресс-шайба;
- Хомут сантехнический (подбирается по размеру корпуса дрели) – 2 шт.
Инструменты
- Дрель с набором сверл и насадкой под крестовину саморезов;
- Торцовка, лобзик или обычная ножовка по дереву;
- Плоскогубцы;
- Разметочный инструмент: угольник, рулетка, маркер.
Изготовление (пошаговая инструкция)
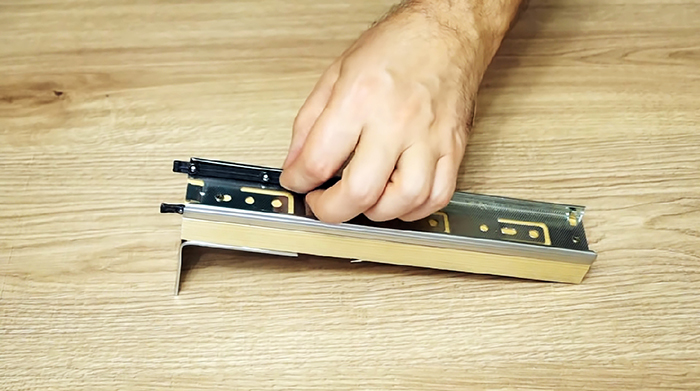
Чтобы подготовить мебельные направляющие к монтажу, их необходимо разобрать. Снимаем стопорный пластиковый колпачок, выгибаем стопор плоскогубцами. Разбираем направляющие, отделяя колодки друг от друга, аккуратно сохраняя положение шариков.

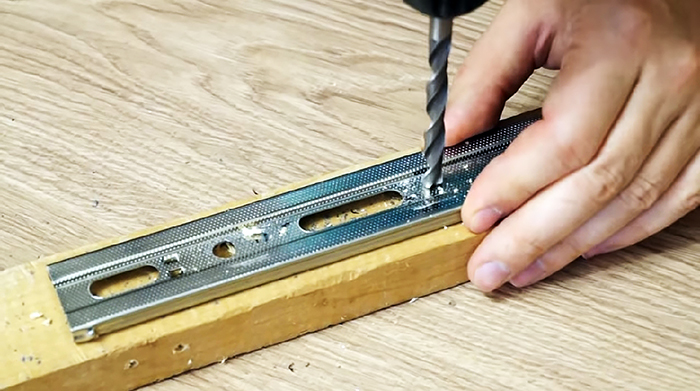
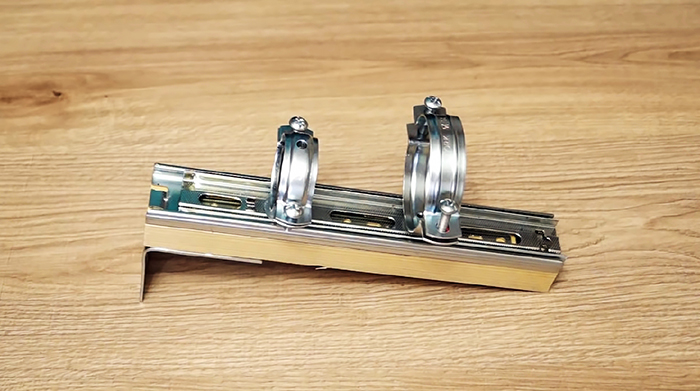
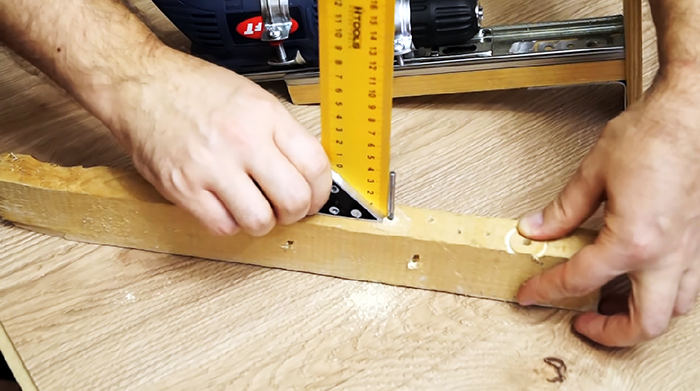
Размечаем подвижную колодку направляющих под крепежные отверстия на расстоянии 6 см и 14 см от конца корпуса.
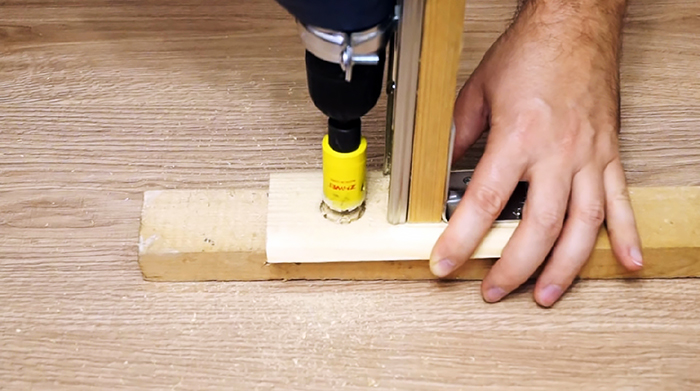
Сверлим сначала мелким сверлом (3-3,5 мм), а затем покрупнее (8 мм) так, чтобы через эти отверстия влезал винт для сантехнических хомутов. Его необходимо обрезать по длине оставив всего около 1 см длины. Закручиваем хомуты в правильном порядке, определяя заданное положение дрели.
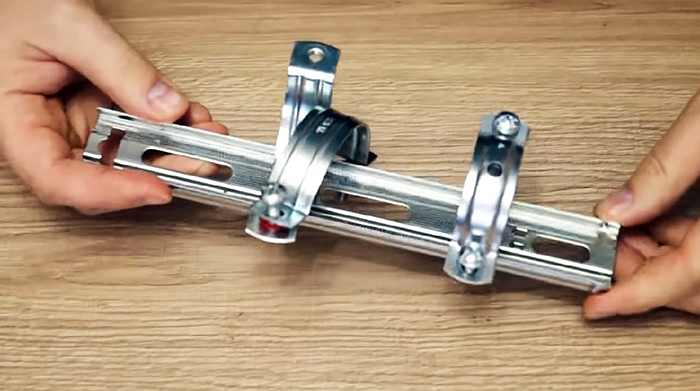


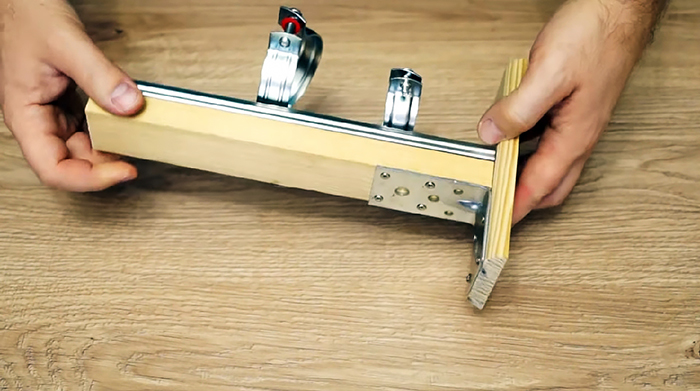
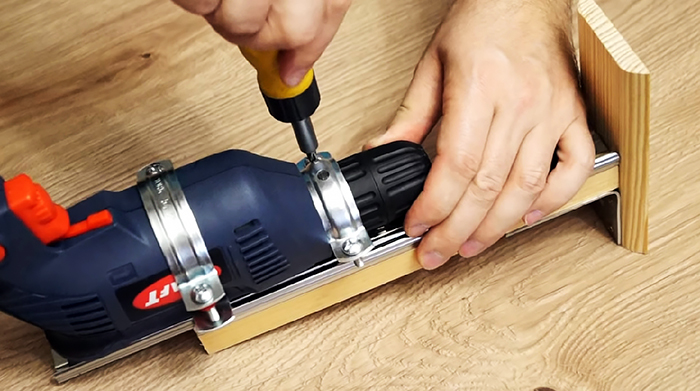
Приспособление готово, остается лишь закрепить в него дрель, выставив ее строго перпендикулярно плоскости станины.
Смотрите видео


Подобную систему, для соединений по дереву, изобрел в 1986 году Крейг Зоммерфельд, Приспособление быстро завоевало популярность, и через некоторое время компания KREG Tool стала лидером в области создания продукции для сверления скрытых отверстий.

Весь видимый крепеж находится изнутри, и при желании закрывается специальными заглушками (или обычной шпатлевкой по дереву)

Другие примеры использования подобных соединений…

Так выглядит соединение в разрезе

Приспособления помогающие делать такого типа соединения выпускает американская компания KREG Tool, и их вполне можно купить в обычных магазинах, но они относительно дороги.

Основные элементы комплекта: кондуктор для сверления, специальное сверло, ключ для регулировки глубины сверления отверстий и длинная бита для шуруповёрта (бита, кстати, не очень удачная, использую свою похожую)

Одна из главных составляющих комплекта, это специальный кондуктор, с помощью которого и производится сверление под определенным углом.

вид сверху

снизу

и комплектное сверло

Сверление под углом
При изготовлении различных деталей и изделий иногда возникает необходимость в сверлении отверстий под углами. При этом точность должна быть максимальной. Достичь этого без использования специальных приспособлений сложно по следующим причинам.
- Осевое вращение инструмента сопровождается усиленным трением на режущих кромках. Оно стремится сдвинуть сверло в сторону. Особенно это заметно при начале сверления отверстий под прямым или иными углами. Усугубляет ситуацию кривизна обрабатываемой детали или заготовки. Накернивание помогает не всегда.
- Точное направление выдержать очень сложно. При сверлении отверстий под углами, отличными от 90° это практически невозможно.
- В процессе сверления отверстий сверло может отклониться в сторону. Это происходит под воздействием силы, возникающей по причине неравномерного трения о поверхности.
- Сложность повышается до максимального уровня при необходимости просверлить под углом отверстие большого диаметра.
Снизить влияние вышеперечисленных негативных факторов помогает использование различных приспособлений. Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Наклон электрода
Чтоб сварить детали под прямым либо острым углом, нужно уметь верно перемещать электрод. В процессе сварки конец электрода расплавляется совместно с обмазкой, которая выделяет защитные газы и отчасти преобразуется в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Нужно обеспечивать неизменное покрытие ванны водянистым шлаком, по другому не получится высококачественный сварочный шов. Металл в водянистом состоянии должен находиться более 3-х секунд, которые требуются для выделения вредных газов.
При всем этом нужно перемещать электрод вдоль шва, делая сложные вращательные либо извилистые движения концом электрода. Достигнуть такового контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только лишь для контроля хода сварки. При помощи него можно повлиять на свойства сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина возрастает. Это можно использовать при сварке металлов малой толщины. При всем этом методе кромки отлично проплавляются, скорость сварки увеличивается.
При сварке углом вспять провар становится поглубже, а шов выше, но ширина миниатюризируется. Кромки прогреваются недостаточно, потому возможны непровар и образование пор.
Но умение варить недостаточно для получения высококачественного сварного шва. Время от времени требуется определенное его положение в пространстве, чтоб вышел доброкачественный шов.
А это достигается применением особенных приспособлений, которые фиксируют свариваемые детали в пространстве потому что нужно сварщику. К примеру, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень нередко требуется закрепить соединяемые детали меж собой так, чтоб сварщик был в состоянии сделать свою работу. Если изделия томные, сложной формы, то без особых приспособлений не обойтись.
В маленьких мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и поменять его положение в процессе работ. Они бывают установочные и закрепляющие.
Приспособления для сверления отверстий под углами
Начнем с описания приставок.
Направляющие приставки для сверления отверстий под углами
Приставки для сверления отверстий под углами представляют собой конструкции, состоящие из:
- станин;
- направляющих;
- перемещающихся по ним кареток, служащих для фиксации дрелей;
- рукояток.

Фотография №1: приставка для дрели
В станине имеется вырез под углом в 45°. Он предназначен для фиксации труб и цилиндрических заготовок.

Фотография №2: сверление цилиндрической заготовки при помощи приставки
Эти приспособления бывают бытовыми, полупрофессиональными и профессиональными.
- Устройства первого типа имеют лишь функцию регулировки наклона направляющих для установки нужного угла сверления. Удерживаются конструкции при помощи рукояток.
- Полупрофессиональные приставки для сверления отверстий под углом могут оснащаться такими дополнительными приспособлениями, как системы фиксации станин и регуляторы глубины сверления. В некоторых моделях есть возможность изменения угла сверления как вдоль, так и поперек плоскости заготовок. За счет наличия дополнительных приспособлений такие приставки получаются более громоздкими.
- Профессиональные модели. Также могут иметь различие дополнительные приспособления. Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.

Изображение №1: профессиональная приставка для сверления отверстий под углом
Кондукторы для сверления отверстий под углами
Кондукторами (или шаблонами) называют различные по конструкции вспомогательные приспособления, которые используют при необходимости сверления точных отверстий различных диаметров в металле и иных материалах под различными углами.
Устройства делятся на 2 основных типа.
- Кондукторы, предназначенные для сверления отверстий под прямыми углами.
- Приспособления, для сверления отверстий под острыми и тупыми углами.

Фотография №3: накладной кондуктор для сверления отверстий под прямыми углами
Кроме того, кондукторы для сверления отверстий под углами делятся на различные типы по двум критериям.
1. Сфера применения.
- Универсальные. Стандартные модели, изготовленные из стали. Подходят для решения большинства задач.
- Мебельные. Предназначены для сверления отверстий для сборки мебели, ее монтажа, крепления фурнитуры и пр.
- Кондукторы для коронок. Это специальные модели, предназначенные для сверления отверстий под углами не обычными сверлами и бурами, а алмазными коронками больших диаметров.
- Приспособления для сверления кафеля и плитки. Оснащены системами подачи воды для охлаждения алмазных сверл.
- Трубные модели. Предназначены для сверления цилиндрических заготовок.
2. Способ применения.
- Накладные. Такие кондукторы для сверления отверстий под углами используют при обработке заготовок с плоскими поверхностями. Приспособления удерживают руками или надежно фиксируют.
- Скользящие. Такие приспособления не закрепляются. Их при использовании удерживают руками.
- Поворотные. Их применяют при сверлении отверстий в деталях цилиндрических форм. Направление сверления задается при помощи втулок. Оно может быть вертикальным, горизонтальным и наклонным.
- Опрокидываемые. Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
- Закрепляемые. Они надежно крепятся к обрабатываемым поверхностям. Это удобно, но ограничивает свободу действий.

Изображение №2: сверление металла с применением кондуктора
Преимущества использования
По сути, такой кондуктор выступает в роли шаблона для проделывания отверстий, чтобы они были сделаны максимально точно. Их можно применять для тех отверстий, ось которых находится перпендикулярно поверхности рабочей заготовки, а также для работы под углом.
Данный инструмент — отличная альтернатива зарисовкам и ручным замерам. Сверло вы сможете разместить строго под нужным углом по отношению к заготовке и не допустите никакого отклонения. Результат будет особо заметным, если речь идет о проделывании глубоких отверстий.
Если вы применяете такое приспособление высокого качества для работы с ДСП, то оно должно иметь следующие характеристики:
- способствовать быстрой сборке мебели без необходимости применять сложные инструменты;
- давать возможность проделывать несколько отверстий одновременно без ручной разметки;
- заметно повышать качество работы со сверлом.
Кондукторы изготавливают на основе разных материалов, есть модели на основе пластика или органического стекла. Однако самым лучшим считается вариант из стали, имеющий такие преимущества, как:
- минимальная вероятность деформации;
- сверло направлено максимально четко;
- отсутствие нагрева при работе.
Очень часто в роли мебельных кондукторов применяют накладные модели на основе легких материалов, которыми легко манипулировать. Многие применяют заводские или самодельные инструменты.
А наиболее квалифицированные и опытные мастера уже не пользуются кондуктором, поскольку могут самостоятельно без труда проделать отверстие в конструкциях максимально точно. Но это под силу далеко не каждому.
Ключевое преимущество такого приспособления — это то, что работу может выполнить максимально точно и качественно даже тот человек, у которого нет должного опыта. Вам не придется выполнять разметки и сложные предварительные расчеты. Вы значительно сэкономите время и изготовите мебель намного быстрее.
Что можно использовать в домашних условиях
В домашних условиях обычно приходится сверлить отверстия под прямыми углами. Для повышения точности можно воспользоваться двумя эффективными подручными средствами.
Металлический уголок
Это самое распространенное приспособление для сверления отверстий под углом 90°. Используется оно так.
- Сделайте разметку при помощи керна.
- Возьмите дрель и установите сверло в центр будущего отверстия.
- Приложите уголок к сверлу так, чтобы он соприкасался с инструментом обеими сторонами.
- Просверлите отверстие требуемой глубины.
Удлиненная гайка
Отверстия, полученные сверлением металла под прямым углом при помощи удлиненной гайки, также имеют высокую точность. Операция предполагает лишь удерживание приспособления нужного диаметра при сверлении с центрированием сверла в намеченной точке.











Самодельные кондукторные устройства
Кондукторы простейшей конструкции, например, те, которые используются для сверления отверстий под конфирмат, стоят относительно недорого, поэтому многие мастера не озадачиваются их самостоятельным изготовлением и приобретают серийные модели. Между тем есть и те, кто даже такие простые устройства старается сделать своими руками. Вопрос о том, как сделать кондуктор для сверления своими руками, часто появляется и при необходимости просверлить нестандартные отверстия.
Чтобы самостоятельно изготовить кондуктор для шкантов или более простой по конструкции кондуктор для конфирматов, можно воспользоваться чертежами и видео в интернете.

При изготовлении кондуктора потребуется идеально точное сверление направляющих отверстий и закалка готового приспособления
Для изготовления такого устройства, естественно, потребуется его чертеж. Нужен также минимальный набор инструментов и оборудования:
- электрическая или ручная дрель;
- набор слесарных инструментов;
- болгарка;
- сварочный аппарат (для изготовления кондукторных приспособлений более сложной конструкции).
Простейший самодельный кондуктор можно изготовить из подручных средств и материалов, которые в избытке имеются в большинстве домашних мастерских или гаражей. Использование таких материалов, к которым относятся куски металлической арматуры, деревянные бруски, металлические пластины и др., позволяет значительно сэкономить на приобретении серийной модели устройства.

Чертеж самодельного кондуктора для высверливания отверстий под конфирматы
Изготовление самодельного кондуктора для дрели или одношпиндельного станка проходит в несколько этапов.
- Квадратную арматуру сечением 10 на 10 мм, используя ножовку по металлу или болгарку, необходимо нарезать на отрезки требуемой длины.
- Центры отверстий, через которые будет выполняться сверление, должны находиться на расстоянии 8 мм от края кондукторной плиты. Именно на таком расстоянии расположен центр плиты ДСП или МДФ, в которой сверлят отверстие.
- Шаг между отверстиями на кондукторе в соответствии с общепринятыми мебельными стандартами составляет 32 мм, при этом диаметр таких отверстий должен быть равен 5 мм.
- Если оснастить самодельный кондуктор упором, то использовать такое приспособление будет значительно удобнее. Для создания такого упора нужна металлическая пластина толщиной 1 мм и шириной 25 мм, которую сгибают под прямым углом и фиксируют на уже готовом кондукторном приспособлении, изготовленном из арматуры.
- После того как конструктивные элементы самодельного кондуктора зафиксированы при помощи струбцины, их необходимо надежно соединить между собой, используя для этого резьбовые крепежные элементы.

Готовый кондуктор с поворотными упорами
Чтобы минимизировать количество пыли, образующейся при использовании самодельного кондуктора, его конструкцию можно дополнить половинкой пластиковой бутылки. Такое простейшее приспособление может выступать и в качестве поддона, в котором будет собираться образующаяся в процессе сверления стружка.
Описанный выше метод позволяет изготовить простейший самодельный кондуктор, который значительно облегчает и ускоряет процесс сборки любой мебельной конструкции.

В процессе сборки или ремонта мебели часто приходится выполнять работы по точному сверлению отверстий под конфирмат, для шкантов, нагелей и прочего мебельного крепёжа. В случае дерева и ДСП такие отверстия выполнить при помощи одной только электродрели сложно: разбивается входная часть отверстия, а оно само может получиться не под прямым углом к сопрягаемым поверхностям. Таким образом, потребуется кондуктор для сверления отверстий.
Несколько небольших советов СДЕЛАЙ САМ могут облегчить работу, и она начнет приносить удовольствие! Например, знаете ли вы, что дюбели легко извлекаются из стен с помощью штопора? Или что направлять гвозди в труднодоступных местах проще, если воспользоваться расческой? Ниже вы найдете подробный список всех наших полезных советов СДЕЛАЙ САМ.
Просто нажмите на один из наших советов, и вы сможете приступить к работе прямо сейчас!

Подпорка для лестницы

Сделайте себе собственный пузырьковый уровень

Как сделать, чтобы краска не капала на руки

Шлифование с использованием дрели

Как отчистить испачканные руки

Как вытащить гвоздь

Сверление без пыли

Как перенести дверь (большую доску) в руках
200_200.jpg)
Как хранить малярную кисть (I)



Как просверлить отверстия на гладкой металлической поверхности

Сверление отверстий в пустотелой стене

Как избежать скольжения

Сверление по уровню

Совет по сверлению


Как избежать раскалывания

Ипользование старой краски
200_200.jpg)
Как хранить малярную кисть (II)
200_200.jpg)
Как хранить малярную кисть (III)

Как сохранить чистыми края жестяной банки

Крючок для кисти

Безопасно и чисто

Замена прокладки в водопроводном кране

Как наклеить обои и избежать воздушных пузырей


Извлекаем обломок черенка лопаты

Как выпилить точный круг

Очистка дисковой пилы

Что делать, если ослабли шурупы

Как вставить оконное стекло

Как пилить без заклинивания

Как уложить паркет

Как забивать мелкие гвозди
shelf_thats_perfectly_level200_200.jpg)
Как установить (книжную) полку точно на нужном уровне

Как наклеить обои строго вертикально

Как правильно пользоваться удлинителями

Шпатлёвка для дерева нужного цвета

Как не дать головке молотка сорваться с рукоятки

Чтобы отверстия совпадали

Зенкование поверхности перед ввинчиванием шурупов

Ввертывание шурупов из нержавеющей стали в твердую древесину

Ввертывание шурупов в труднодоступных местах

Восстановление просверленного отверстия, если его диаметр стал слишком большим

Как предотвратить образование расщеплений

Сверление под углом
Вам нужно просверлить отверстие под определенным углом? Тогда вы можете изготовить деревянное приспособление для сверления, имеющее грань, расположенную под тем же углом. Держите дрель прижатой к угловому клину, тогда вы сможете быть уверены в том, что угол, под которым вы сверлите, правильный.

Любое конструирование, будь то в своем доме или на производстве, подразумевает работу с металлом. Нередко во время эксплуатации этого материала может возникать вопрос о том, как происходит сверление отверстий большого диаметра в металле.
Данный процесс заслуживает внимания, так как от выбора подходящего инструмента и технологии напрямую зависят трудоемкость процесса выполнения работы и качество ее результата.
6 способов сделать отверстие в металле

Заготовки из металла могут отличаться по толщине и прочности, а значит, их характеристики нужно учитывать при выборе инструментов для обработки. Кроме того, важно представлять, какого диаметра нужно сделать отверстие, насколько качественно и аккуратно должна быть выполнена работа, ведь от этого зависят используемые в процессе материалы и технологии. Сверление отверстий большого диаметра в металле осуществляется при помощи таких методов:
1. Обработка лобзиком.
Электрический лобзик позволяет вырезать идеальный ровный круг. Для этого необходимо делать работу поэтапно:
- Определите толщину металла, чтобы подобрать для электрического лобзика подходящее пильное полотно.
- Разметьте контур круга нужного диаметра на рабочей плоскости.
- Просверлите отверстие дрелью со сверлом диаметром 8–10 мм.
- В сделанное на предыдущем шаге отверстие установите пильное полотно лобзика и продолжите работу по намеченной линии.
В результате вы получите ровное отверстие с идеальными краями, не затратив много времени и сил. Обдумывая, как сделать отверстие в металле большого диаметра, помните, что лобзик подходит только для работы с заготовок малой или средней толщины, в пределах 2-3 мм.
Рекомендуем статьи по металлообработке
2. С помощью болгарки.
Данный инструмент также справляется только с не очень толстым металлом. Работа осуществляется следующим образом:
- Нанесите четкую разметку, упрощающую вырезание круга.
- По всей длине окружности прорежьте диском болгарки короткие отрезки – в дальнейшем их нужно будет соединить.
- В результате такой обработки фигура будет ближе по форме к многограннику, чем к кругу. Поэтому заготовку нужно будет зачищать, пока не получатся достаточно ровные и гладкие края. В этом случае болгарка также станет хорошим помощником. Если получившееся отверстие имеет большой диаметр, его можно обточить крупным диском. Однако в процессе придания кругу более ровной формы болгаркой нужно быть внимательным: диск должен оставаться внутри отверстия, находясь при этом в одной плоскости с заготовкой.
3. Обработка толстого металла.
Контуры запланированной фигуры размечаются на поверхности будущего изделия при помощи линейки, циркуля и маркера. Линейка позволяет установить ширину разъема циркуля, чтобы сделать отверстие нужного диаметра. Далее находят центр круга, и от этой точки циркулем намечают контуры.
Специалисты рекомендуют наносить разметку маркером, чтобы во время работы не искать плохо заметную линию.
4. Сверление газовым резаком.
Данный метод подходит, если нужно сделать отверстие большого диаметра в металле средней толщины. Для этого нужно:
- наметить контур круга;
- зажечь горелку;
- отрегулировать факел горения;
- аккуратно и без спешки проводить факелом по разметке на заготовке.
Описанная технология позволяет вырезать отверстия в металлических заготовках толщиной 4-5 мм.
5. Посредством сварочного аппарата.
Такой способ может использоваться, если вы задумались, как рассверлить отверстие в металле большого диаметра в домашних условиях, но у вас нет газового резака.
Начните с регулировки устройства – вам потребуется максимальный уровень тока. Далее подставьте горящую дугу к контуру и удерживайте до появления отверстия. Продолжайте работу по этому принципу, постепенно передвигая аппарат вдоль линии разметки.
Здесь основная задача состоит в грамотной регулировке мощности инструмента. Для обработки металла толщиной в 4 мм понадобится мощность примерно 150 ампер. Для более толстой заготовки потребуется агрегат с более высокими показателями.
Работа потребует меньше времени, если выбрать тонкие электроды. Но нужно быть готовым к тому, что они быстро сгорят, и придется устанавливать новые. Эта особенность приводит к необходимости частого разогрева металла, ведь он остывает, пока вы меняете электрод.
6. При помощи дрели.
Сверление отверстий большого диаметра в металле дрелью отличается большей сложностью, чем обработка более мягких материалов, например, бетона. Также тут есть свои тонкости.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Чтобы упростить себе задачу, следуйте этой инструкции:
- Подготовьте дрель, сверло, охлаждающую жидкость – лучше машинное масло, но подойдет даже простая вода. Возьмите кернер, молоток, защитные очки.
- Если вы планируете сверлить металл на горизонтальной поверхности, подложите под него деревянный брусок и хорошо зафиксируйте. Если работа будет вестись в вертикальном положении, то результат непосредственно зависит от жесткой фиксации, ведь вам предстоит сверлить строго перпендикулярно.
- Нанесите разметку, обозначьте центр отверстия при помощи кернера и молотка.
- Налейте охлаждающую жидкость в небольшую емкость.
- Наденьте очки, чтобы защитить лицо во время работы.
- Начните сверлить, сильно не надавливая на дрель, при этом лучше использовать небольшие обороты. В случае с мощным инструментом стоит прибегнуть к способу кратковременных включений – так вы избежите максимальных оборотов.
- Постоянно охлаждайте сверло.
- Если сверление ведется не строго перпендикулярно, а под углом, то дрель вполне может заклинить. В подобной ситуации поставьте переключатель в реверсивное положение, чтобы не навредить себе и не испортить сверло.
- При выполнении всех рекомендаций можно даже маломощной дрелью сделать отверстие диаметром до 10–12 мм в металле толщиной в пределах 5 мм.
Этапы сверления отверстий большого диаметра в металле
Данная работа сложнее, чем глубокое бурение. Для сверления отверстий большого диаметра в металле используют коронку при работе с заготовками небольшой толщины.
Либо выбирают обычное сверло, но тогда действуют в несколько этапов:
- Коронка для металла мало отличается от используемых для обработки бетона или гипсокартона. Разница состоит лишь в ее материале и принципе заточки зубьев. По центру инструмента расположено направляющее сверло, благодаря которому получается ровное и четкое отверстие. Сверление ведут на малых оборотах с принудительным охлаждением. Диаметр отверстия может быть любым и зависит лишь от крутящего момента конкретной дрели.
- Сверление в несколько этапов применяется при большой толщине металла и предполагает использование ряда сверл с диаметром, отличающимся на 25 %. В первую очередь берут самое тонкое, после чего переходят все к большим размерам. В процессе работы важно следить за неизменностью положения центра вращения патрона дрели, поэтому лучше прибегнуть к помощи направляющей.
- Обработка конусными сверлами наиболее удобна в случае с тонкими стальными пластинами. Стоит пояснить, что речь идет о наборе последовательно расположенных сверл разного диаметра на общей оси. Здесь используется метод, аналогичный описанному выше: сверло утапливают в отверстие до получения необходимого диаметра.
Также в процессе сверления отверстий большого диаметра в металле нужно учитывать общие принципы обработки такого материала:
- Центр отверстия пробивают кернером, в получившуюся ямку устанавливается кончик сверла. Однако если используется кондуктор либо направляющие, данный этап можно пропустить.
- Получить отверстие определенного диаметра можно, выбрав сверло на 0,1–0,3 мм меньше нужного размера. Диаметр немного увеличится из-за неизбежной небольшой вибрации в патроне.
- Чтобы снизить трение и охладить инструмент, используйте смазку – это может быть вода либо машинное масло.
- Когда сверло начало затупляться, остановите работу, заточите кромки. В противном случае вы рискуете испортить инструмент и само изделие.
- Если работа ведется с полыми заготовками, такими как трубы, коробки, рекомендуется поместить внутрь деревянную распорку.
- Сверление глухих отверстий осуществляется при помощи упорной линейки с разметкой. Если у дрели не предусмотрен упор, на сверле делают кольцо-индикатор из светлого скотча.

Приспособления и технология корончатого сверления
Сверление отверстий большого диаметра в металле не представляет особой сложности при условии, что инструмент выбран правильно. Допустим, нужно осуществить подобную процедуру для установки швеллера или металлического уголка. Конечно, можно воспользоваться электродрелью, но если отверстие должно быть, например, 15 см диаметром, такая работа потребует немалых усилий. Поэтому для получения больших отверстий в металле обычно применяют технологию корончатого сверления и соответствующие устройства.
1. Тонкости обработки.
Корончатая или ступенчатая конусная насадка должна иметь меньший диаметр, чем необходимое отверстие.
Также важно помнить об особенностях выбранного инструмента. Допустим, конусные сверла оставляют после себя ровные кромки, поэтому можно избежать дополнительной обработки заготовки.
2. Приспособления для дрелей.
Для облегчения работы и получения более ровного отверстия применяют:
- Кондуктор для сверления. Это корпус с несколькими втулками внутри, играющими роль направляющих для сверл разного диаметра. Втулки изготавливаются из материала повышенной твердости, а значит, инструмент не начнет отклоняться в сторону под действием сверла и не расширит отверстие.
- Направляющая для дрели. Данное приспособление позволяет зафиксировать инструмент, не допуская его отклонение в процессе сверления отверстий большого диаметра в металле. В противном случае сверло может уйти в сторону, из-за чего кромка окажется неровной. Направляющую можно закрепить под углом, но такой подход редко востребован во время обработки изделий из металла.
- Стойка для дрели. Если сделать это устройство своими руками, оно вполне сможет заменить дорогостоящий сверлильный станок, значительно упрощая проведение работ. Закрепленный на стойке инструмент движется по штанге посредством рычага. В таком случае невозможно его смещение, поскольку обрабатываемое изделие хорошо удерживается струбциной.
Все перечисленные устройства являются ответом на вопрос о том, как просверлить отверстие большого диаметра в металле своими руками, и позволяют упростить подобные операции.
3. Нюансы работы с глубокими отверстиями.
Сверление глубоких отверстий большого диаметра в металле на токарном станке является наиболее грамотным подходом. Обработка должна сопровождаться охлаждением инструмента и принудительным отведением образующейся стружки. Если говорить точнее, то устройство время от времени извлекают из заготовки, чтобы убрать стружку.
Когда не используются специализированные приспособления, лучше избегать утапливания насадки более чем на 2/3 длины. При этом инструмент обязательно охлаждают водой. Еще одна тонкость касается работы в несколько подходов – в таком случае важно следить за сохранением выбранного угла работы.
4. Создание больших отверстий.
Работа с большим диаметром сложнее, чем глубокое сверление. В этом случае применяют коронку либо конусное сверло. Первая больше всего напоминает коронки для бетона и гипсокартона. Правда, режущая кромка у нее состоит из другого материала.
Кроме того, возможно поэтапное сверление стандартными инструментами. Начинают работы с насадкой малого диаметра, постепенно переходя к сверлам больших размеров.
Лучше всего на практике себя показали конусные сверла, поскольку они за один подход делают отверстия большого размера. Принцип действия в этом случае прост: инструмент постепенно утапливается в материал, расширяя отверстие.
5. Простое сверление.
Чтобы облегчить себе задачу, рекомендуется прибегнуть к насадке небольшого сечения и использованному зачистному кругу для болгарки. Последний должен быть меньшего диаметра, чем необходимое отверстие.
Начинают с того, что размечают на заготовке окружность будущего отверстия. Также наносят вторую окружность – чтобы ее построить, из первого диаметра вычитают диаметр используемого сверла. В противоположных точках окружности намечаются по одному отверстию. От них отступают 3 мм и обозначают места для сверления.
По аналогичной схеме осуществляют сверление отверстия большого диаметра в металле по всей нанесенной на заготовку окружности. Если в дальнейшем потребуется, некоторые участки нужно будет обработать зубилом. В итоге у круга будут зазубренные края, требующие обточки. В процессе работы следите за тем, чтобы не допустить незапланированного увеличения окружности.
6. Конусное сверло.
Такие сверла состоят из инструментальной стали, их хвостовики бывают шестигранными или цилиндрическими. На конце сверлильной головки предусмотрена заточенная вершина – она упрощает предварительное сверление материала.
Немаловажно, что режущая кромка снимает все образующиеся в процессе работы заусенцы, благодаря чему край не требует финишной зачистки.
Подобные инструменты имеют такие плюсы:
- позволяют выполнять пропилы диаметром до 30 мм;
- избавляют от необходимости обработки неровных кромок;
- обеспечивают возможность растачивать отверстия разного диаметра без смены насадки.
Ступенчатые сверла могут делать пропилы различного диаметра в листовой стали не толще 4 мм. От обычного конусного сверла данный инструмент отличается тем, что просверленный диаметр является фиксированным.

Среди минусов данного инструмента стоит упомянуть:
- необходимость работать при малых оборотах и высоком крутящем моменте;
- чувствительность к незначительным перекосам.
Даже имея указанные недостатки, насадка является отличным ответом на вопрос о том, как просверлить отверстие большого диаметра в металле, и ускоряет обработку металлических пластин.
7. Коронка по металлу.
Корончатые сверла относятся к тем типам специализированного оборудования для создания отверстий большого диаметра, который вполне может использоваться в домашних условиях.
С их помощью получаются круглые и отцентрированные края, а работы проводятся при помощи обычной дрели без использования специальных инструментов.
В конструкцию корончатого сверла по металлу входят такие элементы:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты для закрепления.
За счет данного устройства удается повысить скорость работ в 10 раз. Не менее важно, что коронка позволяет точно сверлить в пределах 1,2–15 см, отказавшись от центровки в процессе работы.
Данные сверла более износостойкие, чем спиральные.
Прежде чем пытаться просверлить отверстие в металле большого диаметра, необходимо установить центровочное сверло в центр окружности. Уже после этой несложной процедуры переходят к сверлению. Далее осуществляется втягивание сверла, и отверстие формируется за счет коронки.
8. Пресс для отверстий.
Пробивка специальным прессом также входит в число достаточно часто используемых методов создания отверстий большого диаметра.
Принцип работы таков:
- Изделие укладывают на стол пресса и захватывают зажимами.
- Заготовка перемещается под пробивной инструмент, после чего дополнительно фиксируется прижимным кольцом.
- Металл пробивают при помощи пуансона.
Револьвер может содержать в себе несколько насадок отличающихся диаметров, за счет чего создаются пробоины разного диаметра с минимальными временными затратами. Правда, стоит оговориться, что подобное оборудование не используется при обработке металла дома.
Это все основные особенности сверления отверстий большого диаметра в металле. Какой бы способ вы ни выбрали, помните о правилах техники безопасности при работе с инструментом.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: